Industria y Materiales
Red de Bravais. Rayos X. Remaches y soldaduras
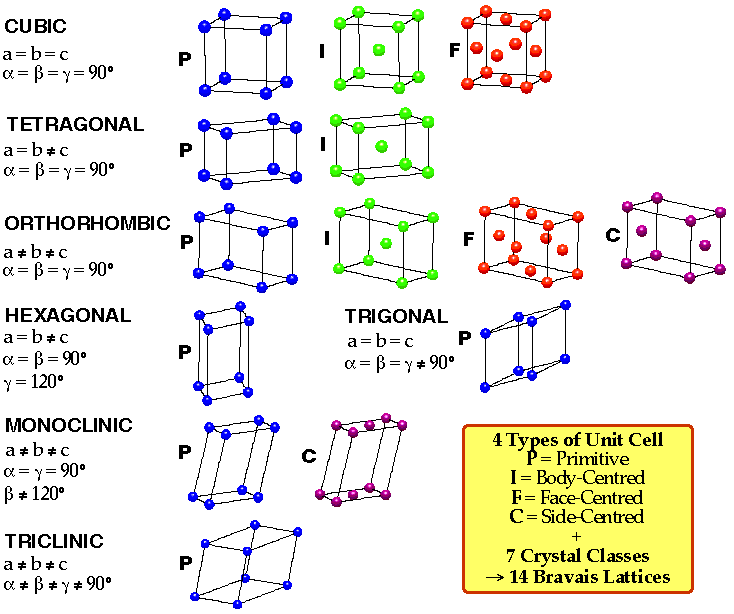
Redes de Bravais:
La celda unitaria es la subdivisión de la red cristalina que sigue conservando las características generales de toda la red. Se identifican 14 tipos de celdas unitarias o redes de Bravais agrupadas en siete sistemas cristalinos. Los puntos de la red están localizados en las esquinas de las celdas unitarias y, en algunos casos, en cualquiera de las caras o en el centro de la celda unitaria.
120 tipos de polímeros:
ESCORENE LD 100 AA
P(E-CO-1-ET-E)
P(E-CO-1-ET-E)
P(E-CO-1-BU-E)
P(E-CO-1-BU-E)
ESCORENE LD 351-CE
VESTOLEN P 2200
VESTOLEN P 5232 T
DURANIT 15 S
STYRON 700
PICCOLASTIC D 75
NOVODUR PM/0323
NOVODUR PX/7920
FLUOROPOLYMER LUBRICANT POWDER TL 102
HOSTAFLON TFM 1700
AFLAS 100
DYFLOR 2000 WES/P
P(VF-CO-TRIFLUORO-E) 52.8%VDF
VINNOL Y 68 M
TROSIPLAST 8008
LEVAPREN VC 45/50
VESTOLIT HIS 6882
GEPOLIT
TROSIPLAST 2000
CHLORINATED HPPE
BAREX 210
PLEXIDUR 907
TENAC LT 200
P(THF) 2000
P(P-O-BN TEREPHTHALATE-B-PBT) P 40 H
P(P-O-BN TEREPHTHALATE-B-PBT) P 70 B
POLYPROPYLENGLYKOL 1020
P(V-IB-ETH)
NORYL 731
CELLOPHAN 335-MF-10
SODIUM PA
PEST-6.6
PE-6,N
HXN-1.6-DIOL-PC
TREVIRA CS. POLYMERROHSTOFF
KODAR A 150
DYNAPOL S 50
KODAR PETG
MAKROLON GV 181
BAYBLEND T 45 MN
MAKROLON RESEARCH PRODUCT KL 1-1140
OROGLAS DR
CONCISE MIXTURE CURED
CELLIT BL 700
CELLIDOR B 932-05
CELLIT PR 500
KEL-F 827 (1966)
AKULON K 222-D NATUREL
ULTRAMID B3
GELATINE
P(P-BENZAMIDE).P(4-IMINOBENZOYL)
ZYTEL 101 F NC-10
POLYAMIDE-6 I
POLYAMIDE-6 IT
PLASDONE
EPU SYSTEM R 4501
PELLETHANE RMP 103-55 D
DESMOPAN 0136
DESMOPAN 150 S
DESMOPAN 385
DESMOPAN 455
ROYLAR E-85-S
ROYLAR R-84
TORLON 4301
ISOLIERFOLIE GV 229
P(ICY)
FOLACRON PES
P-PHOSPHAZENE-FOAM
P(AN-CO-VDC)
VICRYL
DACRON
VESTAN T 16
SUTUPAK CATGUT
P(BENZOXAZINEDIONE) WITH PHN-ETH- AND ISOPHTHALAMIDE- LINKAGES
HM2298 P(QUINAZOLINEDIONE)WITH ISOPHTHALAMIDE LINKAGES
HM2315 P(THIAZOLE) WITH ISOPHTHALAMIDE - AND PHN-ETH- LINKAGES
PAMID HT
BN-FIBER
BUNA AP 541
VISTALON 404
DUTRAL CO 059
DUTRAL TER 046/E3
DURTAL TER-535/E
VISTALON 3708
VISTALON 5600
VISTALON 6505
BUNA AP 447
LEVAPREN 456
VISTANEX L-140
POLYSAR BUTYL 400
BROMBUTYL 2244
BROMBUTYL X 2
BUNA CB 11
SIREL BRE 10707
CARIFLEX S 1011
CARIFLEX S-1500
CARIFLEX S 1513
KRYLENE 1516
SIREL 1500C
SIREL 1502
KRYNOL 1778
SIREL SBR 10778
KRYNOL 1712
SOLPRENE 1205
CARIFLEX TR-4205
BAYER-SBR-LATEX 602
BAYSTAL 603 C
BUNATEX K 71 B
SIRPOL SBX 07
HYCAR 1034-60
KRYNAC 27.50
HYCAR 1402 H 120
KRYNAC 843
KRYNAC 38.50
ELAPRIM S-4560
PERBUNAN-N-LATEX 2818
PERBUNAN-N-LATEX T
HYCAR 1312
VESTENAMER 8012
NATURAL RUBBER SMR-5
NORSOREX
NORSOREX DRY-BLEND
TECNOFLON FOR 70
VITON A
VITON B
VITON E-45
VITON VT X-5362
BAYPREN-LATEX-MKB
BAYPREN-LATEX SK
BAYPREN-LATEX 4 R
HYDRIN 400
Criterios de diseño:
Los criterios que se utilizarán para seleccionar el mejor diseño deben identificarse durante el análisis del problema. Realmente, los criterios cambian muy poco de problema a problema; el costo de construcción o fabricación, la seguridad personal, la confiabilidad, la facilidad de mantenimiento o conservación y otros semejantes se aplican casi en todos los casos. Pero lo que sí cambia significativamente es la importancia relativa de cada uno de estos criterios. De ahí que en la mayor parte de los problemas la tarea primordial del ingeniero con respecto a los criterios es conocer la importancia relativa asignada a varios de ellos por los funcionarios, clientes, ciudadanos y otras personas interesadas. Esta información es importante; el siguiente ejemplo ilustrará por qué. Supongamos que la seguridad personal ha de ser un criterio de gran peso en el diseño de un nuevo modelo de cortadora de césped rotatoria. Sabiendo esto, el proyectista o diseñador considerará un número mayor de diferentes materiales, mecanismos, tipos de cortadores, métodos de descarga, etc., que los que consideraría de ordinario en su investigación . un criterio especialmente importante afectará a los tipos de soluciones que se destacan en la búsqueda de alternativas, y este hecho debe ser conocido antes que inicie tal búsqueda.
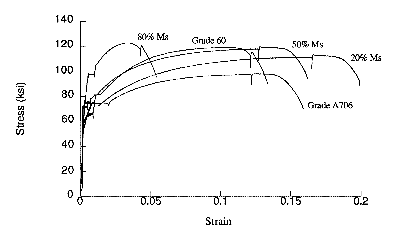
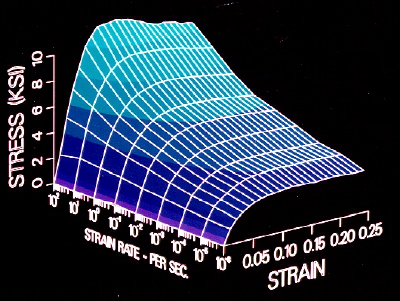
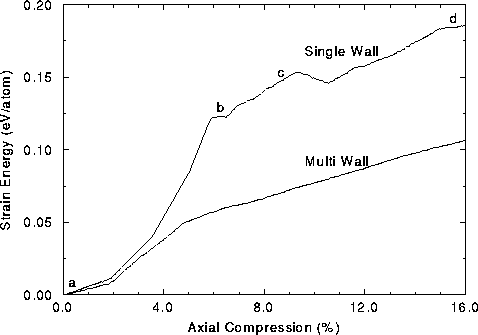
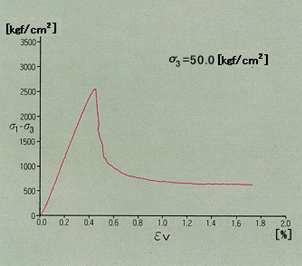
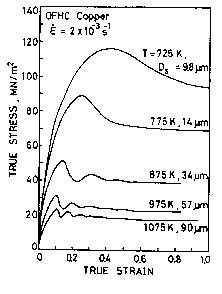
Diagramas de esfuerzo / deformación:
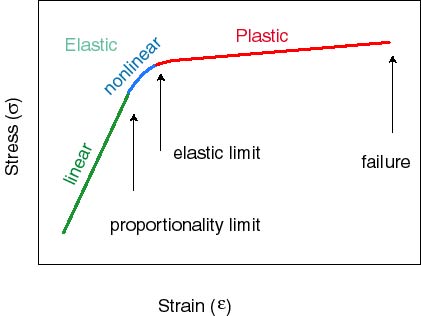
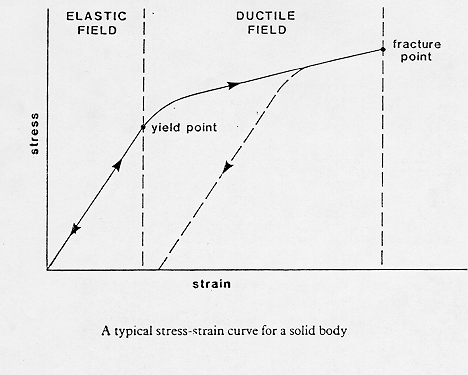
Esfuerzo deformación en Ni Curva de Polipropileno
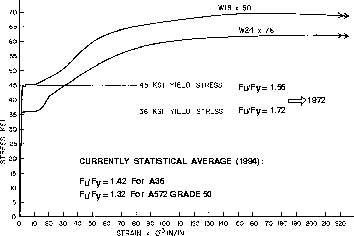
Deformación de metal
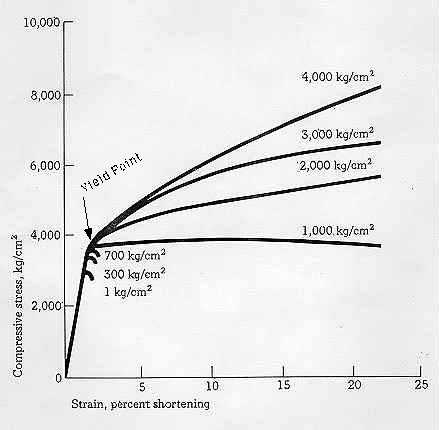
Fibra de carbón Acero









Rayos X:
Los rayos X, que tienen una energía ligeramente menor que los rayos gamma, se producen al estimular los electrones de las capas internas de un átomo. Dicho estímulo pudiera consistir en electrones de alta energía u otro rayo X. Al ocurrir el estímulo se emiten rayos X ,de una amplia gama de energías. Así se producen rayos X de espectro continuo y espectro característico.
Supongamos que un electrón de alta energía golpea un material. Al desacelerarse el electrón, cede energía, que es emitida en forma de fotones. Cada vez que el electrón golpea un átomo, cede una parte adicional de su energía. Cada interacción puede ser más o menos severa, por lo que en cada ocasión el electrón cede una fracción distinta de energía, produciendo fotones de longitudes de onda diferentes. Se produce un espectro continuo. Si el electrón perdiera toda su energía en un solo impacto, la longitud de onda mínima de los fotones emitidos sería el equivalente a la energía original del estímulo. La longitud de onda mínima de los rayos X producida se conoce como límite de longitud de onda corta ðswl. El límite de longitud de onda corta se reduce, incrementándose el número y energía de los fotones emitidos, al aumentar la energía del estímulo.
El estímulo de llegada también puede tener energía suficiente para excitar un electrón de un nivel inferior de energía y pasarlo a uno superior. Ele electrón excitado no es estable y, a fin de restaurar el equilibrio, el nivel inferior no ocupado se llena con electrones provenientes de un nivel superior. Este proceso propicia la emisión de un espectro característico de rayos X que es diferente para cada tipo de átomo.
El espectro característico se produce porque existen diferencias de energías discretas entre cualesquiera dos niveles de energía. Cuando un electrón baja de un nivel a otro nivel, emite un fotón que tiene energía y longitud de onda particulares. Típicamente se hace referencia a los niveles de energía utilizando la designación K, L, M, ... Si se excita un electrón de la capa K, el hueco puede llenarse con electrones provenientes de cualquier capa exterior. Normalmente los huecos se llenan con electrones de las capas más cercanas. Así, se emitirán fotones con energía ðE = EK - EL (rayos X Kð) o ðE = EK - EM (rayos X Kð). Cuando un electrón de la capa M llena la capa L, se emite un fotón de energía ðE = EL - EM (rayos X Lðð, el cual tiene una longitud de onda larga, es decir, baja energía. Observe que para producir rayos X Kð se necesita un estímulo más enérgico que para producir rayos X Lðð
Como consecuencia de la emisión de fotones con una longitud de onda característica, sobre el espectro continuo se sobreponen una serie de picos. Las longitudes de onda a las cuales ocurren estos picos son características de cada tipo de átomo. Por tanto, cada elemento produce un espectro distintivo, que equivale a las “huellas digitales” de sus átomos. Si se hacen coincidir las longitudes de onda emitidas con las esperadas para diversos elementos, se puede determinar la identidad del material. También es posible medir la intensidad de los picos característicos. Comparando las intensidades medidas con las normales, se puede calcular el porcentaje de cada tipo de átomo dentro del material y de ahí, estimar su composición. En muestras grandes se efectúa esta prueba utilizando análisis fluorescente de rayos X. A escala microscópica, se utiliza el microscopio electrónico barrido (MEB) que permite identificar fases individuales, y hasta inclusiones dentro de la microestructura.
Remaches y Soldaduras:
La mayoría de las uniones remachadas o soldadas caen en dos categorías generales: de solapa y a tope. La junta de solapa se forma sobreponiendo dos placas y uniéndolas con remaches o soldándolas. La junta a tope se obtiene emparejando los dos extremos de las placas que van a conectarse y uniéndolas por medio de placas superpuestas o con soldadura a tope. El número de hileras de remaches usado para cada placa principal es el criterio para identificar las uniones como simplemente remachada, doblemente remachada, triplemente remachada, y demás. Cuando sólo algunas de las hileras de remaches abarcan placas sobrepuestas, la unión se llama unión de presión. La distancia entre hileras se llama paso trasero o secundario (back pitch). La práctica general de diseño requiere un paso constante para cualquier hilera dada; subsecuentemente, es conveniente analizar simplemente una sección repetida típica en lugar de toda la unión.
El remachado generalmente se ejecuta calentando el remache (aún cuando el remachado en frío es común, especialmente en la industria del aluminio), y entonces aplastando una cabeza (con martillos neumáticos, por ejemplo). El diámetro del agujero para el remache es mayor que el diámetro del remache, generalmente la diferencia es de 1.56 mm (1/16 plg) para la expansión del remache (al calentarlo) y para proporcionar una tolerancia razonable para la inserción. Cuando se aplasta la cabeza, sin embargo, el diámetro del remache puede suponerse igual al diámetro del agujero. Al enfriarse el remache, se acorta (y disminuye en diámetro) y consecuentemente comprime las placas. Así contribuye a la rigidez de la unión, lo cual proporciona gran resistencia de fricción bajo la acción de la carga.
Descargar
| Enviado por: | Rafael Díaz |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.