Veterinaria
Leches pasteurizadas, esterilizadas y UHT
Tema 23: Leches pasteurizadas, esterilizadas y UHT
LECHE PASTEURIZADA:
Pasteurizar la leche es destruir en ella, por el empleo apropiado de calor, casi toda su flora banal y la totalidad de la flora patógena, procurando alterar lo menos posible su estructura físico - química, valor nutritivo y características organolépticas.
Existen infinidad de combinaciones Temperatura - tiempo que alcancen este objetivo perseguido, pero las combinaciones más características son:
-
LTLT (baja temperatura, mucho tiempo) 63 ºC durante 30 minutos.
-
HTST (high temperature short time) 71,7 ºC durante 15 segundos.
Los métodos LTST casi no se usan en la actualidad, aunque aún los podemos encontrar en algunas queserías artesanales.
Según la legislación, la leche pasterizada debe:
-
Someterse a un tratamiento de 71,7 ºC durante 15 segundos o bien a una combinación temperatura - tiempo equivalente
-
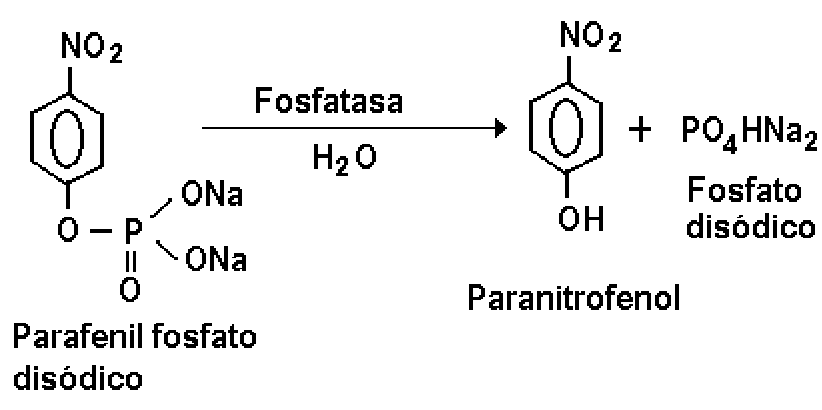
Debe presentar una reacción negativa a la prueba de la fosfatasa alcalina.
-
Debe presentar una reacción positiva a la prueba de la peroxidasa (la peroxidasa resiste ya que se trata de un tratamiento no excesivamente severo), salvo en las leches etiquetadas como leches sometidas a "pasterización alta", las cuales puede presentar esta prueba negativa.
La leche deberá enfriarse inmediatamente después de la pasterización a una temperatura " 6 ºC y se conservará a esa temperatura hasta su entrega al consumidor.
La leche pasteurizada que reaccione negativamente a la prueba de la peroxidasa deberá llevar una etiqueta en la que se indique que ha sido sometida a un proceso de "pasterización alta".
La leche pasterizada podrá ser vendida al consumidor dentro de los 7 días siguientes, contados a partir de la fecha de su fabricación (es una fecha de caducidad y es obligatorio indicarla).
Aspectos microbiológicos:
Los microorganismos presentes en la leche cruda se pueden clasificar en 3 grupos:
-
Microorganismos destruidos por la pasteurización:
-
Todos los mohos y levaduras.
-
Mayor parte de las formas vegetativas de bacterias.
-
Microorganismos resistentes a la pasteurización pero sensibles a un tratamiento UHT:
-
Algunas formas vegetativas de bacterias termodúricas (Streptococcus, Micrococcus).
-
Algunas esporas.
-
Microorganismos resistentes al tratamiento UHT (según se aplique mejor o peor):
-
Algunas esporas (B. cereus, B. stearotermophillus, B. thermodurans, etc).
Los microorganismos patógenos más característicos de la leche son Mycobacterium tuberculosis y Brucella, pero también podemos encontrar Salmonella, E. coli, Staphilococcus, etc. Todos estos microorganismos se destruyen con la pasteurización.
La destrucción térmica de los microorganismos sigue la cinética:
En esta ecuación:
-
N número de microorganismos.
-
k constante dependiente de la temperatura.
-
t tiempo.
Esta ecuación nos indica que la destrucción (signo negativo) de los microorganismos (derivada de N) a lo largo del tiempo (derivada de t) depende de la temperatura.
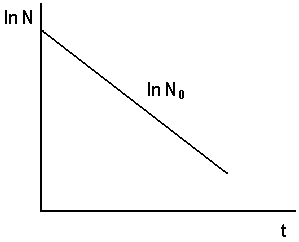
Si integramos la ecuación anterior tenemos que:
Si atendemos a esta igualdad:
En esta ecuación N0 es la carga microbiana inicial.
Podemos realizar la siguiente representación:
Existe una serie de parámetros que podemos valorar para determinar la eficacia de un tratamiento térmico:
-
Tiempo de reducción decimal (D) es el tiempo necesario para reducir el número de microorganismos hasta una décima parte o lo que es lo mismo, es el tiempo necesario para destruir el 90% de los microorganismos. El valor D depende de la temperatura.
-
Q10 es el factor por el que se multiplica la velocidad de un proceso al aumentar la temperatura en 10 ºC.
-
Z son los grados centígrados que debe aumentar la temperatura para que la velocidad de un proceso se multiplique por 10 (es la inversa del valor anterior).
La pasteurización, además de destruir los patógenos, también presenta como finalidad destruir la mayor parte de la flora banal, lo cual favorece la conservación del producto.
Al final del proceso en las leches pasteurizadas podemos encontrar:
-
Microorganismos termodúricos (resisten el tratamiento térmico).
-
Contaminantes ambientales posteriores al tratamientos (contaminantes de superficies).
Criterios microbiológicos para la leche pasteurizada:
La leche pasteurizada debe cumplir en los controles aleatorios realizados en la industria (ya no sirven los realizados en la explotación) las siguientes normas:
-
Ausencia de patógenos en 25 ml n = 5, c = 0, M = 0, m = 0.
-
Coliformes por mililitro n = 5, c = 1, m = 0, M = 5.
-
Después de la incubación a 6 ºC durante 5 días en el propio envase se realiza una siembra en placa a 21 ºC durante 25 horas y el contenido en gérmenes por mililitro debe cumplir n = 5, c = 1, m = 50.000, M = 500.000 (ninguna de las 5 muestras debe presentar más de 500.000 colonias / ml, pero una de ellas puede presentar 50.000 - 500.000 colonias / ml). Esta prueba persigue el control de los microorganismos psicrótrofos, es por ello por lo que se incuba a 6 ºC durante 5 días.
Aspectos físico - químicos de la leche pasteurizada:
La acción de la pasterización sobre estos aspectos es muy reducida.
Sobre la grasa el efecto es muy poco y así, lo más importante es la desnaturalización de las aglutininas, como consecuencia d lo cual el desnatado (separación espontánea de la grasa) es más lento.
Sobre las proteínas, lactosa, minerales y vitaminas las modificaciones son mínimas.
Sobre las enzimas se aprecian los siguientes efectos:
-
Las proteasas de origen endógeno y las proteasas microbianas son insensibles al tratamiento.
-
Las lipasas de origen microbiano son resistentes ó insensibles al tratamiento, mientras que las lipasas nativas (lipoproteín - lipasa) se inactiva pero no totalmente.
La fosfatasa alcalina se inactiva totalmente, por lo que si no se detecta su presencia nos garantiza que la leche ha sido sometida a una pasteurización correcta y que no se ha añadido leche cruda después del tratamiento.
Los aspectos organolépticos apenas sufren modificaciones.
Debemos realizar controles de la leche pasteurizada a distintos niveles:
-
Organoléptico las leches pasteurizadas presentan un sabor normal.
-
Composición química.
-
Punto de congelación debemos comprobar que no se ha añadido agua.
-
Microbiología debemos comprobar que se cumplen las normas microbiológicas.
-
Prueba de la fosfatasa la leche pasteurizada es fosfatasa negativa.
-
Gráficas de parte se deben conservar las gráficas de los equipos, las cuales nos indican la relación entre la temperatura y el tiempo a lo largo del proceso y también las gráficas correspondientes a los procesos de limpieza y desinfección.
-
También se debe controlar los papeles que indican el control de los equipos.
La prueba de la fosfatasa la podemos esquematizar así (leche pasteurizada el fosfatasa negativa no tiene lugar la reacción y no se apreciará un cambio de color):
La leche pasteurizada es peroxidasa positiva (se aprecia un color salmón al realizar la prueba).
La reacción de la peroxidasa la podemos esquematizar así:
H2O2 H2O + 1/2 O2
LECHE UHT:
Se denomina leche UHT a la leche natural, entera, semidesnatada o desnatada, sometida a un calentamiento en condiciones tales de temperatura y tiempo que asegure la destrucción de los microorganismos y la inactivación de las formas de resistencia, y envasada posteriormente en condiciones asépticas.
El tratamiento UHT consiste en calentar a una temperatura de 135 - 150 ºC durante un tiempo (el mínimo legal son 135 ºC durante 1 segundo) y posteriormente enfriar y envasar en condiciones asépticas.
El periodo de conservación lo fija cada fabricante consumición preferente.
Objetivos del tratamiento UHT:
El tratamiento UHT persigue los siguientes objetivos:
-
Obtener un producto libre de microorganismos y toxinas dañinas para la salud.
-
Que permanezca estable durante un periodo largo de tiempo (sin refrigeración).
Esterilidad comercial:
El producto no es absolutamente estéril desde un punto de vista biológico, puede haber microorganismos pero no son capaces de desarrollarse en las condiciones habituales de almacenamiento pero existe una ausencia de patógenos.
Tipos de tratamientos de las leches UHT:
Podemos distinguir:
-
Tratamiento directo el producto y el fluido calefactor entran en contacto directo (inyección de vapor por ejemplo).
-
Tratamiento indirecto el producto y el fluido calefactor no entran en contacto directo, está separados por una pared transmisora (esta pared es de acero inoxidable).
Envasado aséptico:
Los envases deben impedir la contaminación, las superficies interiores deben ser estériles y el cierre debe ser hermético (las bolsas en las que se envasa antes la leche UHT no cerraban herméticamente en muchos casos, pero los bricks van mucho mejor en ese sentido).
Principales problemas microbiológicos de las leches UHT:
Principalmente son dos problemas:
-
Esporas en leche cruda: para asegurar su ausencia cuando se trata de tratamientos indirectos deberíamos emplear temperaturas más elevadas o tiempos más amplios, por lo que la leche puede quedar tostada o bien se puede recurrir a un tratamiento directo pero aumentan muchos los costes (el consumo energético de los tratamientos directos es muy elevado).
-
B. cereus.
-
B. subtilis.
-
B. stearothermophillus.
-
B. thermodurans.
-
Recontaminación: este riesgo existe cuando el envasado aséptico y el cierre hermético de los envases no son correctos.
Todo ello lo podemos evitar empleando materias primas con una menor contaminación de origen, teniendo precaución con la recirculación de la leche en los equipos y evitando un mal cierre de los envases (si se cierra mal el envase y entran microorganismos que pueden alterar el producto produciendo leche ácida, coagulada o una hinchazón del envase y una modificación de las características organolépticas, mientras que si se trata de microorganismos ya presentes antes en la leche, por ejemplo bacilos, pueden producirse modificaciones pero no serán tan evidentes).
En la leche UHT se pueden apreciar las siguientes modificaciones:
-
La grasa apenas se modifica.
-
En cuanto a las proteínas debemos hacer la siguiente distinción:
-
La caseína apenas se modifica.
-
Las proteínas séricas se modifican parcialmente.
-
Reacciones de Maillard:
-
La formación de complejos lisina - lactosa son poco intensos.
-
Formación de hidroximetilfurfural (HMF), la cual continúa durante el almacenamiento.
-
Los minerales sufren pocas modificaciones, sólo en la distribución entre fracciones en forma coloidal y en disolución.
-
En la UE se está valorando establecer un límite en el contenido de lactulosa en la leche, aunque aún se ha determinado este límite. La lactulosa es un compuesto que se forma por acción del calor a partir de la lactosa y nos indica la intensidad del tratamiento (se forma más lactulosa en un tratamiento indirecto ya que es más agresivo, mientras que en un proceso directo se producen menos modificaciones químicas).
-
En cuanto a las vitaminas se sufren algunas pérdidas sensibles, aunque no de las vitaminas importantes desde un punto de vista nutricional, como por ejemplo de vitamina C.
-
Las enzimas sufren las siguientes modificaciones:
-
Las proteasas (propias de la leche y microbianas) no se inactivan completamente, lo cual supone un peligro en el almacenamiento posterior.
-
Las lipasas nativas se inactivan totalmente, mientras que las lipasas microbianas no se inactivan totalmente.
Aspectos físico - químicos de las leches UHT:
Al aplicar calor a un producto para destruir los microorganismos se producen una serie de cambios físico - químicos, generalmente no deseados, pudiéndose alterar el valor nutritivo y las características organolépticas. Pero la Q10 es mayor para la destrucción bacteriana (aproximadamente = 10) que para las modificaciones físico - químicas (aproximadamente = 3), por eso la leche UHT está poco modificada en esos aspectos.
Esto lo podemos resumir en que hace falta menos tiempo para destruir los microorganismos que para producir modificaciones importantes en la leche, por lo que se puede conseguir disminuir el nivel de microorganismos consiguiendo modificaciones físico - químicas mínimas.
Aspectos organolépticos:
-
Color aparecen pocas modificaciones del color en condiciones normales, aunque pueden aparecer cambios cuando se somete la leche a tratamientos muy fuertes o a almacenamientos muy prolongados (se deben a reacciones de Maillard).
-
Textura es similar a la de la leche pasteurizada, si bien puede aparecer:
-
Sedimentos en leches inestables (leches mamíticas, leches ácidas, calostros).
-
Gelificación se debe a la acción de las proteasas.
-
Sabor se producen pocos cambios salvo cuando se somete la leche a tratamientos muy intensos (en el tratamiento directo en el paso de extracción se pueden llevar aromas y sabores de la leche). Entre las distintas modificaciones del sabor encontramos:
-
Sabor a caramelo.
-
Sabor a oxidado se debe a la oxidación de las grasas.
-
Sabor amargo se debe a fenómenos de proteolisis.
-
Sabor a rancio se debe a fenómenos de lipólisis.
Controles:
Se realizan los siguientes controles:
-
Composición química contenido en grasa, proteína, extracto seco magro (ESM), etc.
-
Punto de congelación.
-
Estabilidad.
-
pH.
-
Controles organolépticos lo primero que se hace es comprobar que las cualidad organolépticas del producto son normales.
-
Controles microbiológicos.
-
Gráficos del proceso, limpieza y esterilización de los equipos.
-
Control de hermeticidad de los envases mediante pruebas de colorantes (se vacía el envase y se llena de colorante, si no es un recipiente hermético existirá un escape de colorante) o de conductividad.
-
Calentamientos excesivos se valora la intensidad del tratamiento por el contenido en lactulosa (la lactulosa es un isómero de la lactosa que se forma en las reacciones de Maillard a partir de lactosa). El nivel de lactulosa nos indica las posibles modificaciones en la composición química de la leche.
Criterios microbiológicos para leches UHT y leches esterilizadas (las vemos a continuación:
La leche esterilizada y la leche UHT cumplirán en el momento de los controles aleatorios llevados a cabo en las industrias de tratamiento las normas microbiológicas siguientes, después de la incubación a 30 ºC durante 15 días (en el envase):
-
Se realiza una siembra en placa (durante 3 días) de 0,1 ml a 30 ºC, tras el cual, el contenido en gérmenes será como máximo de 10 colonias.
-
Esta condición no se cumple en algunas ocasiones porque existen esporas muy resistentes, por ejemplo las esporas de Bacillus thermodurans. Se trata de un microorganismo aerobio que puede crecer hasta llegar a 100.000 colonias / ml (una cifra muy elevada respecto a la permitida). No obstante la presencia de este microorganismo no produce modificaciones organolépticas y en ningún estudio se ha puesto de manifiesto que estén involucrados en brotes por consumo de leches en mal estado.
-
Control organoléptico normal.
LECHE ESTERILIZADA:
Se entiende por leche esterilizada la leche natural, entera, semidesnatada o desnatada, sometida después de su envasado a un proceso de calentamiento en condiciones tales de temperatura y tiempo que aseguren la destrucción de los microorganismos y la inactivación de sus formas de resistencia.
El tratamiento se realiza a 110 ºC durante 20 minutos en los envases herméticamente cerrados.
Objetivos perseguidos:
Persigue los mismos objetivos que las leches UHT, es decir:
-
Obtener un producto libre de microorganismos y toxinas dañinas para la salud.
-
Que permanezca estable durante un periodo largo de tiempo (sin refrigeración).
Problemas microbiológicos de la leche estéril:
Los problemas más importantes son:
-
Carga inicial de esporas.
-
Cierre hermético.
Si la leche presenta una carga inicial de esporas elevada la leche tendrá que ser tratada muy intensamente y como consecuencia se producirán alteraciones importantes en la misma.
Aspectos organolépticos:
Se producen importante modificaciones del color y del sabor de la leche, sobre todo si presenta un elevado contenido en esporas ya que será sometida a un tratamiento severo.
Aspectos físico - químicos:
En estas leches apreciamos:
-
Una importante desnaturalización de las proteínas.
-
Reacciones lisina - lactosa (la lisina presenta un grupo amino en posición epsilón que reacciona con la lactosa).
-
Formación de hidroximetilfurfural (HMF) el nivel de HMF también lo podemos emplear como guía para determinar la intensidad del tratamiento.
-
Destrucción de algunas vitaminas.
-
La única ventaja de este tratamiento es que las enzimas se inactivan tanto las lipasas como las proteasas, aunque si partimos de leches de calidad el contenido en estas enzimas ya será bajo sin necesidad de someter a la leche a un tratamiento tan agresivo.
Controles:
Se realizan unos controles similares a los realizados en la leche UHT.
Las leches esterilizadas acaparan un escaso porcentaje del mercado y cada vez menos debido a la expansión que ha sufrido en los últimos años la leche UHT.
471
Higiene e inspección de los alimentos
Descargar
| Enviado por: | El remitente no desea revelar su nombre |
| Idioma: | castellano |
| País: | España |
Todos los derechos reservados.