Industria y Materiales
Sistemas productivos
INSTITUTO PROFESIONAL INACAP
SISTEMAS PRODUCTIVOS
VENTAJAS-DESVENTAJAS
Asignatura Sistemas Productivos
RANCAGUA - CHILE
Octubre 2003
INDICE
INDICE
INTRODUCCION
Vivimos en lo que ha se ha dado en llamar la aldea global. La información, las comunicaciones y la tecnología han encogido el mundo de manera sustancial.
La competitividad a nivel mundial ha eliminado la mayoría de los nichos de negocio protegidos que existían hace diez años. El elemento de más movilidad hoy es la tecnología. Adelantos y progresos están a disposición en muy poco tiempo de todo aquel que tenga dinero para pagarlo.
La competitividad tecnológica no viene solo de Japón, sino también de los llamados “Tigres” (Corea del Sur, Taiwan, Singapur y Hong Kong) a los que se les están sumando Tailandia, Filipinas e Indonesia. Brasil está ofertando sofisticadas soluciones en el mundo de la aviación. China está de forma gradual ofreciendo productos cada vez más competitivos, que lo está transformando en el Eje mundial de la Producción. Los países de Europa del Este están reconstruyendo su capacidad productiva.
Se ha considerado que los ochenta han sido los años del desarrollo de las diferentes técnicas y metodologías que han transformado el mundo de la fabricación y lo han modernizado. Los acrónimos de tres letras - Computer Integrated Manufacturing (CIM), Total Quality Management (TQM), Just In Time (JIT) y muchos otros - han conocido su florecimiento y desarrollo en multitud de publicaciones, artículos y experiencias prácticas sobre aplicaciones concretas, aisladas y muy enmarcadas en áreas limitadas dentro de la función de producción.
Los años de la década de los noventa se convirtieron en los años en los que todas estas técnicas (y otras que se desarrollaron), de producción y gestión de las operaciones, se aplicaron de forma integral generando una mejora equilibrada de todas las áreas y funciones de la cadena de valor añadido de las operaciones.
Los principios del 2000, se han caracterizado por los movimientos de la producción (no solo de las personas que ofrecen su mano de obra), desde los países más desarrollados hacia los menos. La lógica que impulsaba estos movimientos era aplastante. Dado que estos países proveían de mano de obra en el entorno mucho más barata, podíamos mejorar nuestros costos de forma sustancial. Demasiado fácil para ser verdad y para que funcionara.
El esfuerzo extra para poder gestionar estas operaciones satélites ha más que compensado negativamente esos supuestos ahorros. Esta circunstancia ha venido agravada por la incapacidad de los sistemas de costes de prevenirnos contra este incremento de los costes de estructura el mayor número de personas y más caras necesarias en los departamentos de compras, distribución física, ingeniería, calidad, configuración de producto etc.-
A pesar de estar de acuerdo en que el esfuerzo de cuestionamiento sistemático de las formas de proceder así como la voluntad de repensar los procesos y la forma de organizarse ha sido y es una constante en el mundo de las operaciones.
No somos (como estudiantes de estos temas), muy optimistas sobre la conclusión de que estas iniciativas nos permitan alcanzar unos resultados tajantes de acuerdo al nivel de las crecientes expectativas que se van generando conforme el mundo se globaliza aun más, pero lo que si es cierto es que todas ellas representan un peldaño en la escala sin fin llamada Superación.
Pretendemos por último, dar una pincelada a las técnicas y Estrategias más significativas de esta escala, aquellas que verdaderamente se han transformado en Peldaños
La Doble definición de los Procesos de Producción (La Transformación y el Canal Logístico).
Todos los sistemas que generan bienes y servicios, lo que en realidad hacen, es transformar unos bienes (denominémosles Recursos de Producción) para obtener otros diferentes, que llamaremos Productos Finales.
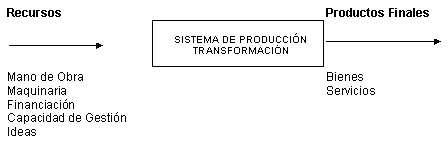
Los recursos que utiliza el Sistema de Producción son diferentes conforme al proceso y los bienes finales, en la figura se han descrito algunos; al igual que los productos obtenidos del Sistema. Lo importante desde el punto de vista de la gestión no es sólo la transformación física, si es que ésta se da, lo importante además es la transformación económica, que siempre sucede.
Esta transformación económica se refiere a la transformación de la Utilidad. (Esta variable es conocida por los economistas como: la cantidad monetaria dispuesta a pagar por los consumidores para conseguir unos productos que aumenten su satisfacción).
Es claro que los productos finales se generan precisamente por aumentar la satisfacción del consumidor y por ello tienen más utilidad en sí, que el conjunto de recursos separados y sin transformar, en consecuencia la cantidad que el consumidor paga por los productos finales es mayor que la que pagaría por los recursos.
De aquí que un Sistema Productivo sea también un elemento generador de riqueza. El mercado paga más por lo transformado que lo que pagaría por los recursos. Este cambio económico se conoce como Valor Añadido y permite al Sistema de Producción obtener medios económicos para conseguir nuevos recursos con los que generar mas cantidad de productos finales.
Pero este no es el único flujo económico generado; queremos decir, que la transformación no es gratuita: La producción requiere sacrificar los recursos para conseguir los productos finales. Una medida monetaria de la cantidad de recursos empleados es lo que conocemos como Costo Incorporado. La diferencia entre ambas magnitudes económicas es lo que mide el rendimiento económico de la producción.
Valor Añadido - Costo de la Producción = Rendimiento de la Transformación
Basándonos en lo dicho hasta ahora podremos establecer una definición más precisa:
La producción es el estudio de las técnicas de gestión empleadas para conseguir la mayor diferencia entre el valor añadido y el costo incorporado consecuencia de la transformación de recursos en productos finales.
No obstante, no es sólo esta la única función de la Dirección de Producción. Si contemplamos la figura anterior podemos establecer otra definición de la Dirección de Producción.
Según esta otra perspectiva la Producción cumple una doble misión de un lado actúa como elemento de comunicación en las necesidades de bienes que tiene el mercado y por otro actúa como distribuidor de los productos finales.
Es lo que se conoce como Logística de la Producción.
La Producción tiene como misión hacer rentable la transformación y la distribución de productos.
La producción como un sistema abierto
La empresa se puede entender como un sistema, entendiendo este como un conjunto de partes interrelacionadas. Cabe distinguir entre sistemas abiertos, que realizan intercambios con su entorno y sistemas cerrados, que no realizan intercambios con su entorno.
La función de producción es un sistema abierto ya que las decisiones se toman en conjunto con las demás áreas funcionales dentro de la empresa. Dentro de la teoría de sistemas el todo se considera más importante que las partes.
Concepto de Función de Producción
La función de producción de una empresa es aquella parte de la misma encargada de producir el output, encargada de crear valor.
El esquema característico de una función de producción es el siguiente:
ELEMENTOS del SISTEMA PRODUCTIVO
AMBIENTE
EXTERNO
INPUTS:
-
Capital OUTPUTS:
-
Materiales TECNOLOGIA - Productos
-
Mano de obra TRANSFORMADORA - Servicios
-
Energía - Otros
-
Tecnología
-
Información
RETROALIMENTACIÓN
DE LA INFORMACIÓN
Elementos:
Inputs o factores de producción: Son los elementos que la función de producción toma del exterior para transformarlos. Pueden ser clasificados en tres categorías:
-
Creativos: Tienen que ver con el diseño del sistema productivo para que sea eficaz y eficiente para fabricar outputs. ( I+D, configuración del producto o proceso).
-
Elementales: Capital, materiales, mano de obra, tecnología, energía, información...
-
Directivos: Tienen como finalidad la dirección de la función de producción, pretende garantizar el correcto funcionamiento de la función productiva. (Planificación, organización y control)
Proceso de transformación: Es donde se crea valor.
Outputs: Son el resultado de la función productiva de la empresa. Se pueden clasificar de la siguiente manera:
-
Bienes
-
Servicios
-
En ocasiones aparecen subproductos al elaborar el output deseado. Estos pueden tener un volar económico positivo para la empresa (retales de telas) o negativo (contaminación).
Existe un indicador que me relaciona los outputs con los inputs:
Outputs
Productividad =
Inputs
Cuanto mayor sea el valor de la productividad mayor será la eficiencia de la empresa a la hora de producir. Se hace aumentando el output o disminuyendo los inputs. Los indicadores de productividad se pueden clasificar en indicadores parciales o totales:
-
Total: Consideran para calcular la productividad total todos los inputs consumidos. Un problema que se plantea es la heterogeneidad de las unidades de medida.
-
Parcial: Tratan de solucionar este problema de la heterogeneidad de las unidades de medida, se calcula para cada tipo de input. En ocasiones pueden existir aumentos ficticios de productividad en el sentido de que a veces la reducción del consumo de un factor viene dado por un incremento del consumo de otro factor.
Retroalimentación de la información
Se refiere a la comprobación del cumplimiento de los objetivos de esa función de producción. Tener unos buenos sistemas de retroalimentación de la información puede suponer un beneficio para la gestión de la empresa.
Entorno
Hace referencia a todos aquellos elementos que afectan a la función de producción de la empresa. Podemos distinguir entre entorno específico y entorno genérico.
El proceso de producción
En este proceso se añade valor a los recursos involucrados en el proceso. Es posible distinguir tres elementos dentro de este proceso de producción:
" Tareas: Una tarea es cualquier acción realizada sobre los recursos de tal forma que los acerca al producto final. Pueden realizarse a través de diferentes procedimientos:
-
Herramientas manuales: Es el operario quien fija el ritmo de trabajo.
-
Máquinas: En la mecanización es la máquina lo importante no la habilidad del trabajador. El control de la tarea esta en manos del operario, pero el ritmo del proceso esta en las condiciones de la máquina.
-
En la automatización la máquina controla la tarea y la realiza.
" Flujos: Hacen referencia a desplazamientos de materiales o información dentro de la planta productiva.
Cabe distinguir entre flujos de información y flujos de bienes que no son otra cosa que la secuencia que siguen los materiales desde que son recibidos hasta que salen.
" Almacenamientos: Se da un almacenamiento cuando sobre un material no se esta realizando ninguna tarea ni ningún flujo. Distinguimos entre almacenamientos de bienes y de información.
Estos elementos consumen capital y trabajo.
Tipos de flujos de bienes
Estático:
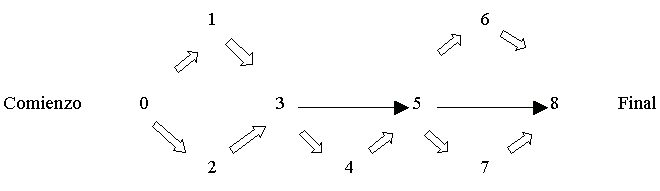
Hace referencia al hecho de que el producto que estamos fabricando no cambia de sitio, todos los materiales se hacen llegar al punto donde se esta elaborando. Se relaciona con el concepto de distribución en planta de posición fija, esto es una producción por proyecto. Se va a utilizar como herramientas diagrama de actividades:
Actividad
1,2,3,... Comienzo o final de una actividad
Funcional:
La planta productiva va a estar organizada por talleres.
Taller de fabricación rotores Montaje
Almacén ............................................. ***********
Recepción Taller de fabricación de extractores Expediciones
ðððððððððððððððððð
No todos los outputs van a seguir la misma secuencia. Estos flujos están relacionados con la distribución en planta funcional muy utilizada por los procesos productivos flexibles tanto artesanal como por lotes.
Secuencial:
Las máquinas y los operarios están ordenados en el orden lógico de realización de las tareas(cadena de montaje). Vamos a distinguir entre:
- En línea recta:
Entrada 1 2 3 Salida
- En forma de “ U ”: Entrada Salida
Los procesos productivos que se asocian a estos son:
Flujo secuencial en línea recta Procesos rígido(masa, continuo)
Flujo secuencial en forma de “U” Producción ajustada
Matriz Proceso-Producto
La selección de un proceso y de un producto no se piensan de manera aislada, sino que hay que seleccionarlo conjuntamente ya que están relacionados entre sí. Esta matriz nos muestra como se van a relacionar entre sí:
Proyecto Ingeniería civil
Artesanal Producto bajo pedido
Lotes Máquinas-herramientas
En Masa Automóviles
Continuo Petroquímica
Alta variedad Baja variedad
Poco volumen Alto volumen
Relaciona la variedad y el volumen con el tipo de proceso productivo adecuado para fabricar el producto. Esta matriz fue desarrollada en 1989 y presente una limitación importante ya que no es posible representar la producción ajustada (JIT).
Diferentes estados de la producción
Internamente neutral
Sus directivos creen que la función de producción no tiene influencia en la competitividad de la empresa. Perciben la función de producción como un bajo nivel tecnológico y esta se deja en manos de directivos poco cualificados o personal técnico. La preocupación es que la función de producción no de problemas y funcione con unos costes mínimos. No consideran importante el proceso productivo. Para solucionar los posibles problemas se recurre a expertos del exterior y la tecnología se adquiere al exterior.
Externamente neutral
Se busca la paridad competitiva. Las empresas van a seguir las pautas del sector. Ningún competidor intenta establecer nuevos cambios. Es un estado propio de los oligopolios.
Apoyo interno
Se busca que las decisiones de producción sean coherentes con la estrategia competitiva de la empresa. Con este objetivo se trata de traducir la finalidad de la empresa al personal de producción. Las innovaciones en un proceso son una respuesta al cambio en la estrategia competitiva de la empresa.
Apoyo externo
La estrategia de la empresa se adapta a la propia estrategia de producción. La empresa trata de centrar sus competencias distintivas en sus posibilidades de producción. La función de producción puede ser el departamento más importante. Vamos a diferenciar dos tipos de empresas:
-
Aquellas en las que la función de producción es más importante que el resto de funciones
Aquellas en las que la función de producción no es tan importante como las demás funciones.
Tipos de procesos productivos
A la hora de definir los procesos productivos debemos atender a unas características importantes que presentan estos procesos: Variedad, eficiencia, tamaño lote, maquinaria(especializada, uso general), trabajadores (cualificados o especializados), tipo mercados, distribución en planta.
Los diferentes tipos de sistemas productivos son:
Proyecto.
Es el conjunto de pasos encaminados a la fabricación de un artículo único.
Caracteristicas
Es un sistema muy flexible, con maquinaria de uso general, un tamaño de lote unitario, trabajadores cualificados, mercados reducidos, y distribución en planta de posición fija.
Desventajas
Es un sistema poco eficiente y por un alto costo y por la dificultad que representa la planeación y el control administrativos. Esto se debe a que con frecuencia es difícil definir un proyecto al inicio, y a que puede estar sujeto a un alto grado de cambio e innovación.
Procesos flexibles.
Caracteristicas
Procesos muy flexibles, tamaño del lote reducido, maquinaria de uso general, trabajadores cualificados, mercados reducidos y distribución en planta funcional.
Los procesos flexibles son dos:
-
Artesanal. Herramientas manuales y menor flexibilidad que los lotes.
-
Lotes. Mayor productividad. Aparece mecanización.
Desventajas
Sistema de produccion poco eficiente, conduce a severos problemas de control de inventarios, programación de actividades y de calidad.
Cuando una operación intermitente funciona a casi toda su capacidad, se acumularan altos inventarios de productos en proceso y aumentará el tiempo de producción de los lotes completos. Esto se debe a la interferencia que se produce que se produce cuando distintos trabajos requieren el mismo equipo o la misma mano de obra en el mismo momento, que lleva a una disminución significativa de la utilización del equipo y de la mano de obra respecto de la que se obtiene en las operaciones en línea.
Procesos en masa.
Orígenes y objetivos: Lograr la máxima eficiencia gracias a la amplia cuota de mercado.
Este nuevo proceso fue desarrollado por Henry Ford a principios de siglo y aplicado a la industria automovilística. El nuevo proceso consistía en desplazar el producto por una cadena de montaje hacia los operarios que permanecían fijos.
El objetivo que busca es conseguir una máxima eficiencia. Para ello fabrica un producto completamente estandarizado. Inicialmente tuvo un éxito tremendo.
-
Los pilares de la producción en masa son:
-
Intercambiabilidad de las partes y sencillez del ensamble. Todos los componentes de los outputs comienzan a producirse en serie, lo que conlleva una serie de ventajas:
Se eliminan las tareas de ajuste y de limado de las piezas.
Facilita el servicio de mantenimiento y reparaciones.
-
Cadena de montaje móvil. Es una secuencia rígida de tareas cuyo objetivo es maximizar la productividad, a través de la especialización de los trabajadores y de la división del trabajo. Las ventajas que se derivan de la especialización de los trabajadores y de la división del trabajo son:
Disminuye el tiempo necesario para el aprendizaje de una tarea porque se trata de tareas cortas y repetitivas.
Elimina el tiempo de cambio de tarea.
Permite alcanzar altos niveles de habilidad personal a través del efecto experiencia.
Contribuye a encontrar el puesto más adecuado para cada persona.
Facilita la sustitución e incorporación de nuevos trabajadores.
Características
Sustitución de trabajadores por máquinas. Esto explica el alto grado de mecanización.
Nacimiento de nuevos profesionales. Asociado con el proceso de crecimiento de las fábricas nacen nuevos profesionales ( agentes de control ) y nacen diferentes estamentos sociales que llevan a las personas a diferenciarse.
Innovaciones de Alfred Sloan ( MG ). Introdujo innovaciones en la cadena de montaje. Diseño fábricas capaces de producir una mayor variedad de modelos.
Organizaciones burocráticas, jerárquicas y centralizadas.
Organización basada en el puesto de trabajo y en la antigüedad.
Necesidad de mercados grandes y estables. La producción en masa tiene altos costes fijos por lo que requiere un mercado amplio para obtener eficiencia.
Desventajas
Estrategia basada exclusivamente en reducir costes, descuidando objetivos como la flexibilidad, la calidad, los plazos de entrega o el servicio.
Descomposición máxima del trabajo en micro-tareas especializadas independientes.
Las micro-tareas producen en el trabajador su degradación y su alienación.
Esto supone que los trabajadores son especializados lo que limita sus posibilidades de empleo futuro.
Se favorece el trabajo individual y dificultándose el trabajo en equipo, perdiéndose las potencialidades del trabajo en equipo.
Proliferación de las normas, no hay flexibilidad. Esto conduce a resultados indeseados, al evitarse la puesta en marcha de la creatividad del trabajador.
Mecanización. Se instalan máquinas de uso específico que aumentan los costes fijos, por esta razón actúan como barrera de salida hacia otros mercados debido a la alta financiación requerida.
Caracteristicas de los 3 sistemas productivos tradicionales:
| Características | En línea | Intermitente | Por proyecto |
| Producto | |||
| Tipos de pedido | Continuo o en lotes | En lotes | Una sola unidad |
| Grandes | |||
| Flujo del producto | Secuencial | Mezclado | Ninguno |
| Variedad de productos | Baja | Alta | Muy alta |
| Tipo de mercado | En masa | Clientes | Único |
| Volumen | Alto | Mediano | Una sola unidad |
| Mano de obra | |||
| Habilidades | Bajas | Altas | Altas |
| Tipo de tarea | Repetitividad | No rutinarias | No rutinarias |
| Salario | Bajo | Alto | Alto |
| Capital | |||
| Inversión | Alta | Media | Baja |
| Inventario | Bajo | Alto | Medio |
| Equipo | Para usos especiales | Para usos generales | Para usos generales |
| Objetivos | |||
| Flexibilidad | Baja | Mediana | Alta |
| Costo | Bajo | Mediano | Alto |
| Calidad | Consistente | Más variable | Más variable |
| Tiempo de procesamiento | Bajo | Mediano | Alto |
| Control y planeación | |||
| Control de la produccion | Fácil | Difícil | Difícil |
| Control de calidad | Fácil | Difícil | Difícil |
| Control del inventario | Fácil | Difícil | Difícil |
Producción ajustada (Just in Time, JIT).
Presentan una flexibilidad media-alta, eficiencia elevada, volúmenes de fabricación elevados en lotes pequeños, maquinaria de uso general, trabajadores cualificados, mercados grandes y personalizados, distribución en planta en forma de “U”.
El origen de la producción ajustada se encuentra en la empresa japonesa, del sector automovilístico, Toyota. La producción ajustada surge como respuesta a la necesidad que se planteaba en el mercado, la demanda exigía coches más personalizados y fabricados de forma eficiente. Algunas de las diferentes denominaciones que recibe la producción ajustada son: artesanía masiva, JIT, JAT; estas diferentes denominaciones conducen a confusiones. La producción justo a tiempo es un sistema productivo basado en la demanda, es un sistema Pull. En este sentido decimos que fabrica a golpe de demanda.
La producción ajustada permite alcanzar niveles aceptables en los cuatro objetivos de fabricación:
-
Variedad / Flexibilidad tanto de producto como de innovación y de volumen.
-
Calidad
-
Reducción de los ciclos de fabricación y entrega.
-
Reducción de costes.
Junto a estos objetivos clásicos la producción ajustada permite la eliminación del despilfarro, en ocasiones las empresas incurren en gastos innecesarios que añaden coste pero no añaden valor al producto. Se pueden identificar diferentes tipos de despilfarro:
-
Despilfarro por exceso de producción. Una empresa produce por encima del número de pedidos que tiene, por lo que no asegura la venta de todos esos productos y aún en el caso de venderlos tiene que incurrir en gastos de almacenamiento para esos productos.
-
Despilfarro por exceso de espera. Se relaciona con la fabricación en grandes lotes, la espera de los productos en almacén no añade valor al producto pero sí coste.
-
Despilfarro por transporte. Se asocia con los sistemas productivos que tienen una distribución en planta funcional. Este tipo de distribución supone un desplazamiento de los productos en curso, lo que supone coste pero no añade valor al producto.
-
Despilfarro de proceso. En ocasiones las empresas descuidan el mantenimiento de la maquinaria lo que supone mayores costes a medio plazo. Es por esta razón por lo que el mantenimiento es considerado como una inversión.
-
Despilfarro que suponen las existencias. El almacenamiento supone un coste pero no añade valor.
-
Despilfarro por movimiento y manejo de materiales. Se asocia con el despilfarro del tiempo de trabajo por parte de los operarios. Todo el tiempo ocupado en cambiar su posición o cambiar de herramienta no aporta ningún valor e incorpora costes.
-
Despilfarro de mala calidad. Muchas empresas conocen su tasa de defectos por lo que ante un determinado pedido producen más para después seleccionar las mejores unidades en cuanto a calidad. Esto no es eficiente, tendrían que ver porque fabrican mal.
La filosofía de la producción ajustada la podemos asociar con la mejora continua o logro de la excelencia en la fabricación. Dicha filosofía se asocia con elementos tales como: 0 existencias ó 0 defectos; si bien estos conceptos son utópicos.
En los últimos años este proceso se ha ido introduciendo paulatinamente en occidente:
-
Por parte de las principales empresas, que en occidente, introdujeron estos sistemas son filiales de empresas japonesas, y en un segundo momento fueron empresas del sector automovilístico.
-
No obstante se introdujo un modelo de producción ajustada con ciertas variaciones sobre el original. En ocasiones se consideran procesos productivos híbridos.
Características
Niveles mínimos de existencias
La producción ajustada propone una reducción del nivel de existencias de materias primas, productos en curso y productos terminados. En este sentido las existencias se conciben de manera distinta para la producción ajustada. Tradicionalmente las existencias se concebían como mecanismo de protección ante acontecimientos inesperados. La postura de los japoneses ante las existencias es totalmente distinta, conciben las existencias como algo que oculta los problemas de la empresa con lo que la empresa no los puede solucionar. Para tratar de explicar esta idea establecen un símil con el cauce de un río de manera tal que el nivel del agua indica las existencias, y en el fondo están depositados los problemas, que no se pueden ver, y originan la necesidad de un mayor número de existencias. Es necesario solucionar los problemas (extraer las piedras; habrá que reducir las existencias para poder verlos)
Fabricación en pequeños lotes
Va a estar directamente relacionada con la reducción de los tiempos de reparación de las máquinas y por tanto con el sistema SMED. Hay que distinguir claramente el volumen de producción total ( producción durante un determinado periodo de tiempo ) y el tamaño del lote (unidades que supone cada tirada de producción) . Así, tanto la producción ajustada, como los sistemas tradicionales producen altos volúmenes totales, si bien el sistema productivo ajustado produce en pequeños lotes. Dicho proceso ajustado va a necesitar un mercado grande y con crecimientos moderados de la demanda.
Las ventajas que incorpora fabricar en lotes grandes son:
-
El coste de fabricación de la máquina se reparte entre un número mayor de unidades, lo que disminuye el coste de reparación unitario.
-
Fabricar en grandes lotes supone fabricar para almacén lo que supone crear un colchón de existencias.
-
Ante problemas en el sistema productivo podemos seguir abasteciendo la demanda gracias a las existencias.
Desventajas
-
Tener existencias supone costes de almacenamiento, y además tenemos asociado un riesgo de obsolescencia de las mismas.
-
Pueden suponer retrasos a la hora de servir los productos a los clientes.
Al fabricar en grandes lotes se minimizan el número de preparaciones de la máquina, lo que suele ser una actividad bastante costosa porque conlleva bastante tiempo. Por tanto reducir esos tiempos de preparación de la máquina me permite fabricar en lotes más pequeños de una manera más eficiente. La reducción de los tiempos de preparación tiene un efecto positivo sobre el tamaño de los lotes.
Elevados tiempos de cambio de útiles Reducidos tiempos de cambio de útiles
EOQ Tamaño EOQ Tamaño
Coste de preparación
Costes fijos
Costes de almacén
Costes totales
EOQ = Cantidad económica del periodo, lote económico
Distribución en células o secciones de trabajo.
Se trata de una distribución secuencial en forma de U:
Desplazamientos
Del operario Maquinas
Los operarios pueden rotar por diferentes células, la asignación no es fija. Además el número de operarios asignados a cada célula es variable, se asigna el número de operarios a cada ritmo de producción. Las características que han de tener estos operarios son:
-
Polivalencia. Esta característica no viene dada únicamente por la rotación a través de las tareas de transformación, sino que además estos operarios van a ser los encargados de llevar el mantenimiento de las máquinas y del control de la calidad.
-
Esta polivalencia trae como consecuencia la reducción del número de trabajadores indirectos.
-
A estos operarios se les va a exigir trabajar en equipo para alcanzar el programa de producción. Así mismo los incentivos se dan al equipo no individualmente.
-
Programas de formación de los trabajadores. La formación tiene un papel más importante en las empresas ajustadas. Además este programa de formación es continuo y extensivo.
Las características de la maquinaria son las siguientes:
-
Versatilidad. Son máquinas que permiten ser preparadas para realizar diferentes tareas.
-
Desarrollo de la máquina dentro de la propia empresa. En ocasiones es la propia empresa la que lleva a cabo mejoras y remodelaciones en busca de adecuar esa máquina al uso que se le está dando. Muchas veces esto tiene que ver con la protección de secretos industriales e innovaciones en la producción.
-
Nivel de automatización variable.
Relacione cooperativas con los proveedores.
Las relaciones con los proveedores tienen unas características peculiares que cuando se dan hablamos de lo que se denomina subcontratación avanzada. Estas características son:
Reducción del número de subcontratistas o proveedores directos.
Las empresas ajustadas negocian con pocos proveedores para cada componente. Muchas veces estos proveedores no suministran componentes aislados sino que suministran “subconjuntos”, componentes más complejos. En este sentido se establece una estructura piramidal de proveedores.
La selección de los proveedores cobra una importancia clave ya que en muchas ocasiones el proveedor es único para cada componente.
Incremento de la actividad subcontratada.
El material subcontratado es mayor que en las empresas tradicionales.
Mantenimiento de relaciones de cooperación a largo plazo.
En multitud de ocasiones estos acuerdos se recogen en contratos por escrito.
Mejora de la calidad.
La calidad es la variable clave para la selección del proveedor. En ocasiones, buscando una mayor calidad, el desarrollo de nuevos productos se hace de una manera conjunta. La calidad va a ser importante a la hora de fijar precios y sanciones.
Envíos frecuentes y en pequeños lotes.
Esto me va a permitir no tener existencias de materias primas y componentes. En este sentido hay dos variables clave que se relacionan directamente con este hecho:
-
Transportes. Como se organizan esos transportes para hacer llegar ese componente a la fábrica. Tenemos que diferenciar dos sistemas de transporte:
-
Sistema radial de entregas. Es el sistema clásico y consiste en que cada proveedor hace llegar por su cuenta los productos a la fábrica.
-
Sistemas eslabonados. Es el propio de las empresas ajustadas. El transporte corre por cuenta de la propia fábrica. Generalmente se hacen rutas pasando por todas las fábricas de componentes. Es ideal para proveedores cercanos a la fábrica.
En caso de que los proveedores estén lejos de la fábrica se opta por una plataforma de agrupación, consistente en un almacén intermedio donde se centralizan los envíos de esos proveedores y desde allí se hacen llegar de forma conjunta todos los componentes a la fábrica.
-
Localización de los proveedores. Es importante para que no se disparen los costes de transportes. Lo ideal es que los proveedores se localicen cerca para poder realizar entregas en pequeños lotes.
Relacionado con este tema de localización nos encontramos con los parques de proveedores que son unos terrenos al lado de la fábrica donde se instalan los proveedores más importantes de la fábrica. En ocasiones las empresas están relacionadas directamente con sus proveedores en su parque de proveedores. Un paso más en la localización de los proveedores nos encontramos con la fábrica modular consistente en que el personal de los proveedores trabajan en la propia fábrica de la empresa.
En ocasiones a las empresas centrales se les acusa de presionar a los proveedores para poder abastecerlos. Pero se esta intentando convertir a los proveedores en empresas ajustadas, para ello sus clientes les asesoran.
Técnicas
Sistemas SMED ( cambios de útiles en tiempos de un solo dígito)
Su objetivo básico es reducir los tiempos de preparación de las máquinas, pretende reducir el tiempo de preparación a menos de 10 minutos. Los mecanismos que se utilizan para reducir los tiempos de preparación encuentran la clave en distinguir entre:
-
Preparación interna: la preparación solo puede hacerse con la máquina parada.
-
Preparación externa: la preparación puede hacerse con la máquina funcionando.
Se trata de minimizar es número de preparaciones internas.
Las principales ventajas de este sistema son:
-
Reducción del tamaño del lote.
-
Reducción de las existencias.
-
Reducción de los plazos de fabricación.
-
Flexibilidad para responder a cambios en el programa.
-
Retroalimentación más rápida ante problemas de calidad.
Sistema KANBAN
El sistema Kanban es una técnica que permite la implantación de un sistema de producción JIT y opera por arrastre (Sistema Pull), es decir, ninguna decisión de trabajo va a hacer nada ano ser que haya demanda para su output. Este sistema también se denomina sistema de tarjetas. Va a haber dos tipos de tarjetas:
Tarjetas de transporte.
Cuando el sistema está en equilibrio los Kanban de transporte están asignados a lotes de inputs. Generalmente a estos lotes los llamaremos contenedores o lotes standard. Un Kanban de transporte es una tarjeta que contiene información acerca del origen, destino, y características de la pieza.
Está tarjeta es una autorización para trasladar un lote de productos desde el almacén de outputs de un área de trabajo hacia la zona de almacenamiento de inputs del área de trabajo siguiente.
Tarjetas de producción.
Cuando el sistema está en equilibrio están asignados a un lote standard o contenedor de outputs. Un Kanban de producción contiene información sobre el componente y el proceso de transformación de ese componente.
Supone una autorización para fabricar un lote de productos determinado.
Kanban de producción Kanban de movimiento
5. Traslados de contenedores
Output B Input A Output A Flujos Flujos de
Input B Reales Tarjetas
Las reglas que rigen el empleo de tarjetas son:
Cada proceso o centro de trabajo recoge del anterior los productos necesarios en las cantidades precisas y en el momento y en el lugar adecuados, según el número de Kanbans de movimiento liberados.
Cada proceso o centro de trabajo fabrica los subproductos en las cantidades recogidas por el siguiente, según el número de Kanbans liberados.
Los productos defectuosos nunca deben de llegar al proceso siguiente.
Minimización del número de Kanbans en funcionamiento. Porque estos están relacionados con la existencia de existencias en circulación y la producción ajustada pretende eliminar las existencias. Para determinar el número óptimo de Kanbans que permite un funcionamiento ágil del proceso, sin roturas de stocks, es habitual que este se determine por experimentación. Esto significa que inicialmente el sistema se pone en funcionamiento con un número suficientemente grande como para que garantice un funcionamiento sin roturas de stocks o desabastecimiento de algún proceso, y, paulatinamente se van retirando tarjetas hasta que empiezan a aparecer problemas.
Gestión integral de la calidad
Mantenimiento productivo total
El mantenimiento de los equipos es necesario porque elimina costes. En una empresa tradicional el departamento de mantenimiento tiene dos funciones básicas:
-
Mantenimiento correctivo: reparación de averías.
-
Mantenimiento preventivo: Supone la realización de ciertas tareas tendientes a asegurar el correcto funcionamiento de la maquinaria así como garantizar la duración de la misma.
En una empresa ajustada junto a estos, y configurando lo que se conoce como mantenimiento productivo total encontramos otras dos funciones:
-
Señalar los puntos débiles de las máquinas y mostrar eso a los operarios que manejan esa máquina.
-
Colaborar con los operarios en el mantenimiento. Parece claro que el operario va a ser el encargado de realizar gran parte de las tareas de control de la calidad y del mantenimiento. Un gran porcentaje del mantenimiento preventivo va a ser llevado a cabo por el operario. No se trata de que desaparezca el personal de mantenimiento, sino que este va atener una función formativa y de asesorar a los operarios.
Técnicas de mejora de la calidad
Hoja de cheques o 5 S.
La hoja de cheques viene a ser como un mecanismo de auto evaluación del área de trabajo. Cada área de trabajo se va a examinar así misma respecto a cinco aspectos:
-
Arreglo metódico. En el área de trabajo solo debe de haber cosas que sean útiles.
-
Orden. Todo debe de estar colocado en su lugar.
-
Limpieza. Considerando la como una acción de mantenimiento que debe de hacerse rápido.
-
Todo debe de estar en perfecto estado de uso.
-
Disciplina. Mantenimiento del hábito de trabajo.
JIDOKA o control autónomo de las máquinas.
Supone añadir características o mecanismos a las máquinas que permitan a estas detectar errores, defectos o cualquier tipo de problemas. De este modo se descarga el número de tareas de mantenimiento a realizar por los operarios.
POKA-YOKE o mecanismo a prueba de errores.
Destinados a evitar errores cometidos por las personas. Establece mecanismos sencillos que garanticen que el operarios no va a equivocarse.
ANDON o control visual.
Supone que cada operario, junto a su puesto de trabajo, va a tener un interruptor que accionará si surge algún problema o si tiene que abandonar su puesto de trabajo, accionándose una luz o sonido. Al accionar ese interruptor se garantiza la rápida solución de los problemas.
Esta relacionado con lo que se denomina paralización de la cadena, si la avería no es grave el operario acciona el interruptor pero sigue realizando la tarea: pero si el problema es grave el operario puede paralizar la cadena.
Tablero de control.
Es un plano visible en la planta donde se refleja el plan de producción diario, y al lado se refleja el grado de consecución de ese plan de producción en cada momento.
Hoja de trabajo estándar.
Es similar a un tablero de control pero para un área de trabajo y con más detalles. Se detalla como hay que realizar las tareas, el tiempo estimado de fabricación y una relación adecuada del nivel de existencias.
Círculos de calidad.
Un círculo de calidad es un reducido grupo de trabajadores que pertenecen a un mismo taller, en donde se realizan tareas de control de la calidad. Las etapas en la formación de los círculos de calidad son:
-
Organizar el círculo: decir el número de miembros, el cual debe de oscilar entre 4 - 15, si bien el número óptimo es 8. Lo ideal es que sean personas homogéneas y que deciden voluntariamente formar parte de ese círculo de calidad. La salida o el abandono debe de ser voluntario.
-
Elegir un líder. No se trata de una jerarquía sino más bien se trata de un coordinador de las reuniones y representante del círculo. La elección del líder suele ser democrática, si bien en los momentos iniciales suele ser el capataz o el supervisor.
-
Registrar el círculo.
Ahora comienza a fusionar el círculo, supone que va reunirse de forma periódica (reuniones quincenales e s lo más habitual y lo más adecuado.)
-
Seleccionar aspectos a discutir. Seleccionamos aspectos que tengan que ver con reducciones de costes, mejoras en el área de trabajo o bien con mejoras relacionadas con la calidad.
-
Presentación a la dirección de la solución propuesta para el problema. Los operarios no están autorizados para llevar a cabo esa solución.
-
Ejecución. Si la dirección lo autoriza los propios integrantes del círculo serán los encargados de poner en marcha esa solución en su departamento.
-
Evaluación. Los operarios van a ser los encargados de comprobar la eficiencia de esa solución.
Desventajas
Las principales dificultades con las que se van a encontrar los integrantes de un círculo de calidad hacen referencia a tres aspectos:
-
Oposición del personal del departamento de calidad a la implantación de círculos de calidad, debido a que consideran que usurpan su lugar dentro de la empresa.
-
Oposición de los directivos intermedios.
-
Oposición sindical.
Las empresas occidentales que han implantado los círculos de calidad presentan unas características diferentes a las originarias empresas japonesas:
-
Son menos numerosas tanto en número de personas que las forman como por el número de empresas que utilicen este sistema.
-
En occidente las reuniones se realizan únicamente en horario laboral.
-
Menos recompensas en occidente que en Japón.
-
En occidente es el líder quien elige el tema a debatir.
Para que un programa de círculo de la calidad tenga éxito es necesario que reciba el apoyo de la dirección. Este apoyo debe demostrarse: motivación, formación, creación de un comité de Dirección encargado de coordinar los diferentes círculos.
Producción automatizada
La automatización supone que el trabajo, o tareas productivas, va a ser controlado por máquinas que a su vez estarán controladas por otras máquinas. La automatización hay que encuadrarla dentro de un proceso evolutivo caracterizado por:
-
Inicialmente las tareas productivas eran realizadas por personas.
-
Con el avance tecnológico se diseñaron máquinas para suplir ese trabajo físico.
-
En un posterior momento el avance tecnológico permitió sustituir la inteligencia humana lo que permitió controlar el trabajo de otra máquina.
-
La mecanización y la automatización van a eliminar mucho trabajo humano.
El principal objetivo de la automatización es alcanzar la flexibilidad, si bien permite alcanzar la flexibilidad a la par de la eficiencia. En la empresa son susceptibles de automatizarse muchas actividades.
Principales técnicas:
-
Robots. Son unos de los elementos más generalizados. Generalmente son máquinas automatizadas utilizadas para realizar tareas arriesgadas o insalubres, y para llevar a cabo tareas realizadas por los trabajadores poco cualificados. Los robots industriales están aumentando la calidad de vida de los trabajadores. El principal comprador de robots industriales es el sector automovilístico.
-
Control numérico. La diferencia con una máquina normal es que aquí las ordenes son dadas por una máquina de control numérico, un ordenador.
-
Sistemas de fabricación flexible (FMS). Son un paso más en el proceso de automatización, son un mayor avance de la máquina automatizada, supone tener enlazadas máquinas automatizadas coordinadas por un ordenador central.
-
Diseño, ingeniería y fabricación asistidos por ordenador (CAD, CAM, CAE). El diseño asistido por ordenador (CAD) es un software que me permite diseñar mediante un ordenador, lo que agiliza enormemente las tareas de diseño. La fabricación asistida por ordenador (CAM) supone algún elemento adicional a un sistema de fabricación flexible. La ingeniería por ordenador (CAE) es un programa de software que nos permite simular el comportamiento de un output ante determinados supuestos sin necesidad de utilizar pruebas destructivas.
-
Tecnología de grupos. Supone la utilización de bases de datos y facilita el diseño de piezas.
-
Fabricación integrada por ordenador (CIM). Actualmente se trata más de una filosofía que de una realidad, consistiría en una planta totalmente automatizada.
Valoración estratégica de la automatización
La automatización se ha introducido en la empresa de una manera más lenta de lo que se había previsto. Las razones que pueden justificar este hecho son:
-
Alto coste de las tecnologías.
-
Las mejoras de flexibilidad y eficiencia no se dan a corto plazo.
-
El desarrollo de estas nuevas tecnologías y su aplicación requieren en ocasiones la colaboración entre empresas.
-
Las nuevas tecnologías generan una actitud negativa en los trabajadores ya que suponen una amenaza a sus puestos de trabajo.
Sin embargo esta automatización ha ido imponiéndose poco a poco en el mundo empresarial. En ocasiones la automatización va a depender del propio proveedor de la maquinaria. LAS consecuencias estratégicas de la automatización de los procesos productivos son:
-
La alteración de las estrategias competitivas de la empresa. Las empresas que se automatizan tratan de revitalizar la diferenciación.
-
Efectos sobre la productividad del trabajo y la flexibilidad en la fabricación. Dichos efectos van a depender del tipo de proceso productivo que sea sustituido o automatizado:
-
Flexible o tradicional: La productividad aumenta y disminuye la flexibilidad.
-
Proceso rígido: La productividad llega a disminuir y aumenta la flexibilidad. En cualquier caso el efecto sobre la productividad es mayor cuanto menor fuese el grado de mecanización anterior.
-
Permite lograr economías de alcance o de variedad. Dado que estas máquinas son reprogramables nos permiten fabricar una variedad de productos mediante una única tecnología.
-
Altera la estructura organizativa de las empresas. La automatización de los procesos productivos supone en algunas fases la eliminación de la mano de obra directa, sobretodo de la menos cualificada, este hecho hace que la estructura organizativa sea menos jerárquica y menos centralizada.
-
Acorta las fases de diseño y de fabricación de nuevo productos permitiendo una introducción más rápida de los mismos en el mercado. Los ciclos de vida de los productos se han acortado por la mayor demanda de nuevos productos.
Los principales logros de la automatización de los sistemas productivos son:
Respuesta rápida ante cambios en el mercado.
Modificaciones en las características del personal requerido:
-
Efectos a nivel individual: La automatización va a tener algún efecto positivo como puede ser evitar tareas peligrosas, sin embargo tiene también efectos negativos como son el miedo a perder el empleo, interpone un elemento artificial entre el trabajador y el output, en algunos casos puede descualificar al trabajador y convertirlo en un mero observador de la méquina.
-
Efectos sobre la fuerza laboral en su conjunto. Hay dos corrientes de opinión una dice que la automatización reduce el empleo de mano de obra directa y la otra que genera empleo al necesitar personas para crear y manejar esas máquinas.
Mayor control y precisión de los procesos.
Por un lado porque las máquinas cometen menos errores que las personas además las máquinas no tienen efecto experiencia.
En ocasiones también se facilita el control de las piezas que se fabrican.
Reducción de las existencias y del tiempo de preparación de las máquinas. Son máquinas que pueden reprogramarse facilmente y pueden utilizarse para diferentes tareas, incluso algunas máquinas automatizadas conllevan los cambios de mantenimiento de un modo automatizado.
Reducción del ciclo de producción. El ciclo de producción es el tiempo que se tarda en producir un lote de productos. Algunas de estas máquinas automatizadas suponen estar enlazadas por lo que se eliminan las esperas y las demoras.
CONCLUSION
Las operaciones se han convertido en globales desde el punto de vista del alcance. Los diseños y los componentes de los productos se suministran globalmente. El ensamblaje de los subconjuntos se puede realizar en tres continentes diferentes mientras que el ensamblaje final se puede realizar en un cuarto. La distribución se tiene que acomodar a las necesidades del cliente, no importa quien sea este ni donde esté en el mundo.
La actividad de los negocios se está desarrollando un ritmo cada vez más acelerado. El tiempo y el espacio se están comprimiendo gracias al movimiento electrónico de la información en todas sus formas desde la influencia de la televisión en los deseos de los consumidores y las opiniones políticas, pasando por los mercados financieros de compra y venta electrónicamente conectados, hasta la influencia de las máquinas de fax, Módems, Celulares e Internet en el estilo de gestión de los directivos. Actividades de negocio que solían durar semanas ahora se realizan en un día o incluso se realizan en tiempo real.
Una sofisticación creciente en el consumidor y en el Marketing ha conducido a una mayor proliferación de productos con el objetivo de satisfacer gustos diferentes y acomodarse a nichos de mercado especiales. Este crecimiento en los componentes a almacenar ha complicado exponencialmente el trabajo de la fabricación, sobre todo, desde la óptica de un cliente cada vez más exigente con niveles de calidad mayores y plazos de respuesta menores.
Un mayor énfasis de los clientes en la calidad. Los clientes no aceptan la compra de un producto que no tenga la máxima calidad. Los estilos de vida y las ocupaciones no dejan tiempo para reclamar o devolver los productos defectuosos a los suministradores.
En muchas partes del mundo los fabricantes están enfrentándose a unas presiones cada vez mayores para cumplir con las regulaciones de todo tipo: medioambiental, sanitarias, de seguridad de información a consumidores etc. Estos requisitos no solo añaden complejidad a las operaciones sino que también añaden costo a los productos.
En síntesis, no es asombroso que cada vez se perfeccionen o inventen nuevas estrategias y técnicas de Operaciones que a su vez lancen a las compañías a ser cada vez más eficientes, compitiendo a su vez, por generar mejores técnicas y estrategias de operaciones lanzándonos a una escalada que nadie sabe a donde nos llevará. Como lo dijimos en un comienzo estamos frente a una escala sin fin.
Probablemente al recorrer esta escalada de Técnicas & Estrategias nos encontremos en un futuro lejano, exportando partes a otros planetas pare que en estos se ensamblen productos que serán comercializados a su vez, en otras Galaxias .... ¿Acaso algo nos lo impide?
Por ahora, nos centraremos en manejar los conceptos vertidos en Sistemas Productivos de Inacap Rancagua.
BIBLIOGRAFIA
-
ORGANIZACIÓN Y DIRECCIÓN INDUSTRIAL - Bethel, Atwater, Smith, Stackman - Fondo de Cultura Económica - México, Bs.As.
-
ADMINISTRACIÓN DE OPERACIONES - Roger G. Schroeder. Mc Graw-Hill
-
http://www.femz.es/cursos/Produccion/tema01/portada01.htm Tema I: Gestión de la Producción. Conceptos Básicos.
-
http://www.femz.es/cursos/Produccion/tema02/portada02.htm Tema II: El plan de la producción.
-
http://www.femz.es/cursos/Produccion/tema04/portada04.htm Tema IV: Técnicas de planificación y control.
-
http://www.femz.es/cursos/Produccion/tema05/portada05.htm Tema V: Implantación de sistemas de planificación y control.
Sistemas Productivos
26
Descargar
| Enviado por: | Juan Zanapallo |
| Idioma: | castellano |
| País: | Chile |
Todos los derechos reservados.