Ingeniero Químico
Química
1.- Defina los siguientes términos
1.1.- Destilación: Es una operación unitaria que se utiliza para separar los componentes de una solución ya que depende de la distribución de las sustancias entre las fases gaseosas y una liquida y se aplica en los casos en que los componentes están presentes en dos fases en vez de introducir una nueva sustancia en la mezcla con el fin de obtener la segunda fase, la nueva fase se crea por evaporación o condensación a partir de la solucion original.
1.2.- Destilación a Reflujo Total: esta operación se logra recirculando nuevamente como reflujo todo el producto principal de la columna y rehirviendo todo el producto residual. L destilación a reflujo total se aproxima a una serie de destilaciones diferenciales obteniéndose tantas separaciones de equilibrio como platos teóricos en la columna.
1.3.- Destilación ASTM: Este tipo de destilación son muy sencillas y económicas y requieren menos esfuerzos, estos métodos de ensayos normalizados permiten determinar a través de resultados y correlaciones adecuadas las características del crudo, esto permite hacer una evaluación rápida y económica de los productos y permite a su vez clasificar y comparar resultados bajos los criterios de repetivilidad que ya se encuentran expresados en la norma.
2.- Explique el uso operacional de la destilación a reflujo total
En caso de algún problema aguas arriba o aguas abajo en función del tiempo, se coloca en funcionamiento la torre de destilación a reflujo total cuando el producto del destilado esta fuera de especificación es decir no cumple con lo establecido por lo que se evita sacar producto de la torre fuera de especificación.
Cuando se necesita sacar algún dispositivo que esta fallando en la línea de la alimentación, producto de fondo, tope esto es acorto plazo ya que es preferible poner la torre a reflujo total que en vez de parar la torre.
Colocar la torre a reflujo total es mejor que la propia condición de diseño ya que el numero de platos necesarios a reflujo total es menor que las condiciones de diseño por lo que la composición del producto mejora.
3.- Explique el uso operacional de la destilación ASTM
la destilación ASTM se realiza de forma rápida por lo que se hacen rutinas de muestreo y análisis que usualmente son usadas para controlar operaciones en refinerías, también son necesarias para la caracterización de productos intermediarios y acabados del petróleo ya que con estos ensayos podemos asegurar la calidad del producto así como la regulación de fabricación fueron las correctas.
Este ensayo sin querer anticipar las conclusiones relativas a la destilación diremos que este ensayo presenta muchas imperfecciones con relación a las destilaciones precisas.
4. ¿Es posible caracterizar un kerosén, como el utilizado en la Práctica N. 1, con las pruebas ASTM D-86 y D-287?.
SI SE PUEDE CARACTERIZAR ya que el kerosén es un hidrocarburo derivado del petróleo y es un líquido volátil y consiste de una mezcla de hidrocarburos diferentes, la mayoría de estos son hidrocarburos pesados compuestos de hidrógeno y carbono. Debido a los usos actuales que tiene el kerosén son como combustible de aviación y de uso domestico (para limpieza y para hacer parrilla), como combustible de aviación requiere caracterizaciones debido a que los aviones toman elevadas alturas y en ese punto hay bajas temperaturas es necesario realizar el ensayo del punto de congelamiento, otra prueba necesaria es la de viscosidad.
En la destilación ASTM-D287 se mide la gravedad API para indicar la liviandad del kerosén ya que de esto depende de que el producto quemara mejor produciendo una menor cantidad de humo.
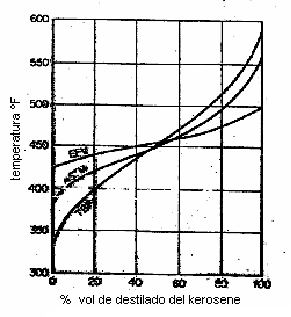
5.- Haga un gráfico ilustrativo de la curva de destilación ASTM y explique los fenómenos que intervienen en su comportamiento.
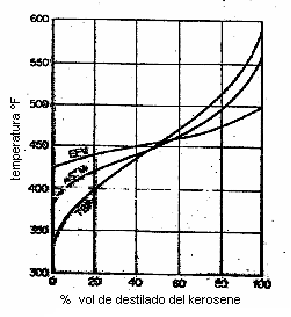
Se puede decir que la curva de destilación ASTM refleja la composición del producto, este permite dar conclusiones sobre la distribución de los productos , también son usadas como criterio de identificación para las inspecciones de control fiscal para caracterizar un crudo , así son necesarias para la regulación de las torres de destilación para dar a conocer la calidad del producto en dos fraccionamientos sucesivos.
6.- Señale si las siguientes afirmaciones son verdaderas o falsas (Ponga dentro de un círculo su selección) y en cualquiera de los dos casos justifique con una explicación breve su respuesta.
6.1.- En un proceso de vaporización de una mezcla binaria sin reflujo, la composición de los vapores no cambia con el tiempo (V) (F)
Es VERDADERA la composición no cambia con el tiempo, la composición del liquido serán las resultantes de equilibrio.
6.2.- Cuando se arranca una torre de destilación a reflujo total la composición de pesados en el producto destilado disminuye con el tiempo (V) (F)
NO la composición es una componente de diseño por lo que cambia es el numero de etapas reales.
6.3.- En un proceso de destilación a reflujo parcial no hay productos ni de tope, ni de fondo (V) (F)
NO se obtiene productos de tope y fondo ya que el flujo de alimentación se hace cero y se aproxima a una serie de destilaciones diferenciales.
6.4.- El método McCabe-Thiele reproduce completamente el experimento de destilación a reflujo total llevado a cabo en la práctica N. 2 . (V) (F)
Depende de la curva por lo que quiere decir que el sistema es ideal y la volatilidad es relativa.
6.5.- En la mayoría de los casos los productos de tope y de fondo de una torre de destilación salen bajo control de flujo (V) (F)
NO, salen bajo control de nivel.
7.- Mencione todas las partes del rehervidor de la torre de destilación SCOTT y explique su funcionamiento.
Tiene una capacidad de 5 galones consta de un termómetro bimetalito para ver la temperatura del liquido
Consta de una resistencia eléctrica para calentar el liquido la cual tiene una potencia máxima de 2500 Watts.
Termocupla, la cual mide la temperatura de la mezcla en el rehervidor y se registra en el indicador de temperatura.
L.G: para medir el nivel del rehervidor.
DRENAJE DEL REHERVIDOR: Donde se toman las muestras, esta en operación normal debe estar cerrada.
DISPOSITIVO DE SEGURIDAD DE LA TORRE: Level switch es un dispositivo que abre la válvula automáticamente cuando percibe que el nivel del rehervidor esta muy alto. Lo que hace es que parte del rehervidor se vaya al tambor de alimentación (VALVULA SOLENOIDE).
Aguas debajo de la válvula solenoide se encuentra una válvula manual (HD) esta válvula en operación normal debe estar abierta, para poder desalojar el exceso de liquido cuando el nivel es muy alto en el tambor.
DISPOSITIVO DE SEGURIDAD (TEMPERATURE SWITCH), este dispositivo monitorea constantemente la temperatura de la resistencia si percibe que la temperatura esta muy alta y apaga la resistencia con el fin de evitar la falla térmica ya que ella esta diseñada para trabajar en liquido.
QUIK CONECCTION para hacer una corrección rápida desde la descarga de la bomba al la alimentación.
8.- Explique como se lleva a cabo el método de ensayo normalizado para determinar la gravedad API a un crudo o a una de sus fracciones.
La muestra se transfiere a un cilindro, luego se introduce el hidrómetro y se deja reposar cuando se estabilice el hidrómetro se alcanza la temperatura de equilibrio se lee la escala del hidrómetro y se anota la temperatura de la muestra. Debe ser necesario el cilindro y su contenido que se puedan colocar en un baño termostatico a una temperatura constante para evitar una variación excesiva de temperatura durante la prueba. Los valores medidos en la escala del hidrómetro se efectúan a temperaturas convenientes. Las lecturas de densidad se corrigen a 15.6 ºC y las densidades relativas y gravedad API a 60 ºF.
9.- Utilizando los siguientes datos experimentales de una práctica de Destilación Continua de Mezclas Binarias, anexos, Calcule el Balance de Masa del Proceso.
9.1.- Cálculos: Explique detalladamente cada paso y numérelos, como si estuviera haciendo un apéndice)
9.2.- Presentación de los resultados
9.3.- Discusiones
9.4.- Conclusiones
Realizarlo como si usted estuviese haciendo un apéndice, explíquelo paso por paso.
1. Balance de Masa
F = D + W (1)
FX F = DXD + WXW (2)
Sustituyendo (1) en (2)
![]()
= D + W D = 1.87*10-5 Kmol/s
![]()
* 0.178 = 0.822 D + 0.168 W W = 3.49*10-5 Kmol/s
DISCUCIONES
Encontramos los datos del Balance de masa que sirve para comprobar el principio de conservación de la masa sin acumulación en la torre (todo lo que se alimenta a la torre sale, una parte como destilado y la otra como residuo). Las corrientes de tope, fondo y alimentación tienen valores diferentes, dependiendo de la cantidad de componentes presentes en cada corriente, la de fondo es mayor debido a la riqueza del componente más pesado demostrando que conforme el sistema se desplace hacia el equilibrio, cada uno de los componentes determinará una concentración diferente en cada zona que permite una separación entre las especies involucradas.
El correcto balance obtenido no implica un funcionamiento perfecto de la columna, ya que esto sólo comprueba la falta de fugas de materia del equipo. Los resultados obtenidos son los esperados ya que se mantuvieron constantes tanto el nivel de operación como el reflujo, y las corrientes de destilado y residuo.
DISCUCIONES
El principio de conservación de la masa se cumple a cabalidad, todo el flujo que entra, sale sin acumulación de masa en el equipo.
10. DIAGRAMA DE LAS PARTES DE LA TORRE DE DESTILACION SCOTT.
11.- Mencione y Explique por lo menos cinco (5) características que debe reunir un material para ser considerado apropiado como relleno en una torre empacada.
Químicamente a los fluidos que se procesan
Tener un área superficial de contacto lo suficientemente grande entre las fases
Bajo costo (fácil adquisición)
Facilidad que pasen los fluidos dentro de el
Que sea estructuralmente fuerte (para los que estén abajo no soportan el peso de arriba).
12.- Haga un gráfico ilustrativo y explique los fenómenos que rigen el comportamiento de la caída de presión a través de una torre empacada con respecto al aumento del flujo de gas a un caudal de líquido dado.
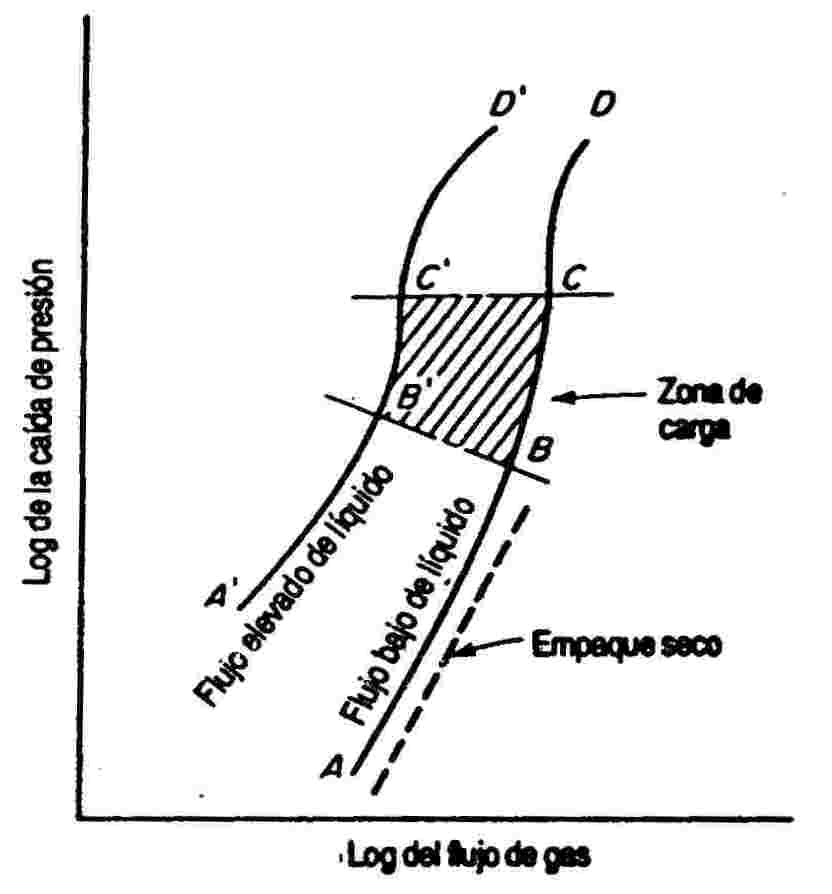
Las curvas A y B presentar el comportamiento similar a C hasta el punto 1 pero la caída de presión es mayor.
A medida que el flujo de gas aumenta a un flujo de líquido fijo se alcanza la región comprendida entre los puntos 1 y 2 en la que ocurre una retención significante de líquido.
En el punto 1 punto de carga es donde la curva cambia de pendiente es en este punto donde todo el empaque se encuentra mojado.
En el punto 2, punto de inundación es en este punto donde el espacio vació en el empaque se llena con el liquido y este no fluirá a través de la columna. Se observa una acumulación del líquido en la parte superior de la torre en forma de un tapón de agua a través del cual burbujea gas.
La línea C es una recta de pendiente igual a 2.
13.- Explique dos (2) razones por las cuales los procesos de intercambio iónico generan un beneficio para su sociedad.
Los procesos de intercambio iónico son muy importantes porque se utilizan en muchas de industrias de alimentos además en aplicaciones de purificación de agua, los procesos de intercambio iónico se utilizan para desmineralizar líquidos azucarados, jarabes controlar la acidez, color, sabor y contenido de sal de un alimento.
14.- Defina los siguientes términos
14.1.- Punto de Carga: Esta región se define como la zona de carga donde la caída de presión aumenta más rápidamente con el aumento del flujo del gas es donde el empaque se encuentra mojado y donde comienza la acumulación del líquido.
14.2.- Punto de Inundación: En este punto a velocidades muy altas de gas todo el espacio vació en el empaque se llena con el liquido y este no fluirá a través de la columna entonces se produce la elevación del cuerpo del liquido de fase continua en la parte superior de la columna.
14.3.- Hidrodinámica: La Hidrodinámica estudia el movimiento y el equilibrio de los líquidos, se hace únicamente para equipos para escala piloto donde el producto de esos estudios esta un modelo matemático que se aplica para el diseño de equipos industriales.
15.- Bajo que criterios seleccionaría usted, para un proceso de separación dado, el uso de una torre empacada o una torre de platos.
Los acidos y muchos otros materiales corrosivos se pueden manejar mejor en torres empacadas, ya que la construcción puede ser de cerámica, carbón u otros materiales resistentes en cambio la de platos reuntaría ser muy costosa, como por ejemplo es ilógico construir una torre de Titanio.
Las torres empacadas requerirán una menor caída de presión que la torre de platos, esto es de suma importancia para la destilación al vació.
Las torres empacadas proporcionan una retención de liquido menor que en torres de platos, lo cual constituye una ventaja cuando el liquido es térmicamente sensible (se deteriora a altas temperaturas) es de suma importancia para la destilación por lotes.
En sistemas espumantes, los líquidos con tendencia al la espumación se pueden manejar con mayor facilidad en una columnas de empaques, debido al bajo grado de agitación de líquidos por el gas.
En operación de flujos de líquidos, se puede manejar de forma mas económicas en columnas de platos que en columnas empacadas.
En sistemas de enfriamiento de líquido se pueden incluir serpentines con mayor facilidad en la torre de platos que en las torres empacadas.
16.- Explique brevemente un proceso industrial en donde se utilice la fluidización continua y discontinua.
En una unidad de craqueo catalítico en donde el catalizador se fluidiza de manera discontinua en el reactor, por medio de la temperatura y el catalizador craquea la molécula pesada del hidrocarburo y la corriente en moléculas mas livianas, las cuales tienen mayor valor agregado para la refinería. La fluidización continua se utiliza en sistemas donde se provea un medio adecuado para transportar sólidos, es decir la circulación continua del catalizador.
17.- Explique las razones por las cuales la resina utilizada en la práctica N. 8 Intercambio Iónico, cambio de color durante la etapa de intercambio y agotamiento.
La resina cambia a color verde (gastada) ya que cuando la solucion de entrada (CuSO4) intercambia los iones Cu (son los que dan el color azul al CuSO4) y estos quedan retenidos en la resina por lo que disminuye el pH y aumenta la concentración de iones hidronio.
18.- Utilizando los siguientes datos experimentales de una práctica de Estudio Hidrodinámico de Torres Empacadas, anexos, resuelva
18.1.- Compare gráficamente el comportamiento de la caída de presión con respecto al aumento en el flujo de gas para un flujo de líquido cero (0) experimental con respecto a los hallados con la ecuación de LEVA
18.2.- Presente un modelo matemático que reproduzca los resultados experimentales
18.3.- Identifique los puntos de carga e inundación para la curva experimental
Presentación de los resultados
Discusiones
Conclusiones
19.- Explique mediante un grafico ilustrativo, los fenómenos que gobiernan el comportamiento de la composición de cationes en el efluente con respecto al volumen acumulado del efluente en la etapa de intercambio y agotamiento en un proceso de intercambio catiónico.
Cuando la concentración del ión metálico en el efluente alcanza el 5% de su valor en el fluido, la zona de intercambio ha alcanzado el fondo del lecho. Este punto puede ser denominado Punto de Quiebre. Como la operación en la columna continua, la concentración del ión metálico en el efluente se incremente hasta que alcanza el 95% del valor en el fluido. En este punto, la zona de intercambio ha sido movida fuera del lecho, y la resina esta para todos los propósitos prácticos agotada. Si, como se asumió anteriormente, las condiciones en la zona no cambian con el tiempo, la curva volumen de efluente vs. Concentración dará un cuadro verdadero de la variación de la concentración a través de la zona de intercambio, puesto que la capacidad de intercambio del sólido en cualquier sección del lecho es en ninguna forma influenciada por las condiciones de la resina sólida en una región mas allá bajo el lecho- esto es una partícula dada de sólido no “conoce” lo que esta sucediendo bajo ésta. Es esto característico de las operaciones de lecho fijo, las cuales permite la utilización de curvas experimentales para determinar las condiciones en la zona de intercambio.
QT = QE + QZ
Xo
0.95 Xo
0.05 Xo
0 VE VT
V, volumen del efluente, cc
Concentración del efluente vs. Volumen del efluente
Luego que la concentración del efluente alcanza el 95% del valor del fluido, continuando el flujo de liquido a través de la columna, resulta en un incremento gradual en la concentración del efluente, hasta que la concentración del fluido es alcanzada, la capacidad de intercambio residual del sólido utilizada en esta fase de operación, sin embargo, raramente cantidades de mas que un pequeño por ciento de la capacidad total del intercambiador.
20.- Explique de forma detallada lo observado en las distintas etapas del proceso de intercambio iónico estudiado en la practica No.- 8.
ETAPA I : Etapa de intercambio y agotamiento: El efluente es de color azul como solucion de entrada (CuSO4) y la solucion sale de color blanco porque se intercambia iones Cu y estas quedan retenidas en la resina, luego la resina pasa a color verde es decir ya esta gastada. Su altura disminuye porque se contrae ya que sale una menor concentración de iones hidronio y entra un cobre y este es mucho mas pesado que el hidrógeno ( el peso molecular del cobre se mucho mas alto que el del hidrogeno).
ETAPA DE RETROLAVADO: se retira toda el agua azul, pero sin embargo siguen saliendo de color azul pero un tono más claro.
ETAPA DE REGENERACIÓN: El color de efluente es blanco debido a que lo que entra es ácido y la resina vuelve a tomar su color original, pero ella no vuelve a tomar su altura original ya que el enlace polímero- cobre es mas fuerte que el enlace polímero- hidrogeno y por lo tanto quedan residuos cobre y no vuelve a tomar su altura original.
ETAPA DE LAVADO: En esta etapa la resina vuelve a tomar su altura original porque se retiraron todos los iones cobres presentes en la resina.
21.- Explique de forma detallada como se mide experimentalmente la porosidad de un lecho de partículas sólidas.
La porosidad del lecho de partículas sólidas es la fracción de espacios vacíos por lo tanto la porosidad experimental del lecho se determina a partir del cociente del volumen de espacios vacíos y el volumen total de la resina. La porosidad experimental del lecho de partículas sólidas a diversas velocidades del agente fluidizante se determino utilizando la ecuación resultante del balance de masa de partículas en lecho fijo y en lecho fluidizado, considerando que no hay perdidas por arrastre de las partículas sólidas.
22.- Defina los siguientes términos:
22.1.- Zona de Intercambio: Esta zona corresponde a la región de la resina en la cual la concentración en el líquido que fluye por la resina del ion que se va a intercambiar cae de un 95 a un 5% de su valor inicial
22.2.- Punto de Quiebre: Es el instante cuando la concentración del ion metálico en el efluente alcanza un 5% del valor en el fluido, la zona de intercambio a alcanzado el fondo del lecho.
22.3.- Punto de Agotamiento: Se define cuando la concentración del ion metálico en el efluente alcanza el 95% de su valor en el fluido.
23.- Explique las ventajas y desventajas que presenta un lecho fluidizado con respecto a un lecho fijo.
VENTAJAS:
Asegura el contacto del fluido con todas las partes de las partículas sólidas.
Presenta buenas características de transferencias de calor.
Mantiene una uniformidad completa de los sólidos debido a la total agitación del lecho.
Hace que las variaciones de temperaturas sean mínimas en reactores de gran tamaño.
DESVENTAJAS:
Altas turbulencias causan retromezclado, esto es indeseable ya que puede ocurrir una reacción secundaria.
Erosión del material de construcción de los recipientes.
Lenta para arranques y paradas de unidades.
24.- Explique por lo menos 2 procesos en donde se utilicen torres empacadas.
En absorción se encuentran torres empacadas en el proceso de producción de ácido sulfúrico, el proceso de producción de ácido sulfúrico es muy sencillo, se quema el azufre elemental con O2 y se forma el SO2 gaseoso se enfría y en algunos casos el calor que lleva consigo se utiliza para generar electricidad, el SO2 se envía a un reactor en donde con el exceso de oxigeno que aun tiene se forma el SO3 , luego se introduce en la torre de absorción y se pone en contacto con ácido sulfúrico concentrado y este absorbe el SO3 , luego este ácido que contiene SO3 disueltos se envía a una piscina donde se le añade agua para llevarlo a su concentración original.
En destilación donde utilizamos torres de empaques principalmente en la torres al vació (torres al vació de fraccionamiento de crudo) ya que en la torres se necesitan empaques para trabajar al vació ya que el dispositivo esta dentro de la torre para transferir masa y esta genera mucha caída de presión.
En las torres de destilación atmosférica para el fraccionamiento de crudo, ya que estas existen en secciones donde hay muchos empaques es decir hay seccione de empaques y de platos.
25.- Diga por que no se pudo fluidificar de manera continua el lecho de partículas sólidas durante la práctica de fluidización sólido- líquido.
El lecho no se puede fluidificar de manera continua porque todas las partículas han sido arrastradas por el fluido, la porosidad es igual a la unidad y el lecho deja de existir como tal.
26.- Utilizando los siguientes datos experimentales de una práctica de Fluidización Sólido-Líquido, anexos, resuelva lo siguiente:
26.1.- Compare gráficamente el comportamiento de la porosidad experimental vs. la velocidad de agente fluidizante con respecto a las halladas por Richardson y Zaki.
26.2.- Compare las velocidades mínimas de fluidificación experimental y teóricas.
26.3- Identifique en la curva experimental las velocidades mínimas de fluidización y terminal experimentales
Presentación de los resultados:
Discusiones
Conclusiones
27.- Explique mediante un grafico ilustrativo, los fenómenos que gobiernan el comportamiento de la porosidad de un lecho de partículas sólidas cuando se aumenta la velocidad del agente fluidizante.
28.- Mencione y Explique los tiempos de duración estimados de las etapas de un proceso de intercambio iónico en la industria.
TIEMPO DE AGOTAMIENTO: Representa el tiempo que tarda la resina en saturarse de iones metálicos y por lo tanto la de reducir su capacidad de intercambio es decir en este momento la resina se encuentra en equilibrio con la solucion de la alimentación por lo que cesa la transferencia de masa.
TIEMPO DE FORMACION: En un Principio el sólido en la zona de intercambio prácticamente no contiene absórbato por lo que el tiempo de formación en la zona es muy corto. El absorbente va aumentando su concentración en soluto hasta que finalmente se satura y el tiempo de formación que representa el tiempo que tarda la zona de intercambio en formarse.
29.- Diga como se determinó, durante la realización de la practica No.- 8 Intercambio Iónico, que la resina estaba completamente lavada.
La resina se lavo posteriormente con agua destilada para remover el exceso de regenerante en la resina y se determino que estaba completamente lavada porque retomó su altura original ya que los iones cobre fueron removidos y este es mucho mas pesado que el hidrogeno.
30.- Defina los siguientes términos
4.1.- Fluidización continúa: Cuando se transporta el sólido por el fluido existe una dispersión uniforme de las partículas en el interior del fluido y el lecho se expande de forma regular a medida que se aumenta la velocidad del fluido.
4.2.- Fluidización discontinua: Cuando la partícula esta soportada por la corriente del flujo sin aire y con ellas este tipo de fluidización es utilizada normalmente en los sistemas gas-sólido. Las burbujas tienden a formarse a velocidades superiores a la velocidad mínima de fluidización, creciendo a medida que se eleva el lecho.
4.3.- Lecho Hirviente: Se denomina así cundo las partículas se asemejan a las burbujas como si el lecho estuviera hirviendo.
31.- Explique los fenómenos que producen que la resina de intercambio iónico utilizada durante la práctica No.- 8, se encogiera en la primera etapa, se hinchara sin llegar a su altura inicial en la segunda Etapa y se hinchara hasta una altura original en la tercera y última etapa.
En la primera etapa se contrae; (cuando la resina intercambia cationes) porque sale un mayor contenido de concentración de iones hidronio y entra un ion cobre mucho mas pesados que el hidrogeno por lo que disminuye su altura y se encoge en la primera etapa.
En la segunda etapa; (se hinchara sin llegar a su altura inicial), porque el enlace polímero cobre es mas fuerte que el enlace polímero hidrogeno, por lo tanto van a quedar residuos de cobre y no vuelve a tomar su altura original.
En la tercera etapa; (llega a su altura original), porque se han retirado todos los iones cobre que son muchos mas pesados que el hidrogeno y por lo tanto vuelve a tomar su altura original.
32.- Explique el funcionamiento del compresor de aire utilizado en la practica No.- 5. Estudio hidrodinámico de torres empacadas.
Para encender el compresor se debe tener una Presión mayor de 80 libras.
Si la Presión alcanza 120 libras de presión el compresor se apaga.
Si el motor arranca con mucha carga de presión consume mucha energía eléctrica y por lo tanto se puede quemar.
El proceso entra bajo control de flujo y sale bajo control de nivel.
33.- Explique a que nivel y de que forma se lleva a cabo un estudio hidrodinámico para torres empacadas (escala piloto o industrial). Explique que variable es importante medir con respecto a la hidrodinámica de las torres, cuando están en operación normal.
El estudio hidrodinámico se realiza únicamente a escala piloto y se basa en la realización de pruebas hidrodinámicas y de transporte de masa en columnas experimentales para estudiar las propiedades de transferencia de masa en los distintos tipos de empaque que se ofrecen en el mercado para la separación de distintas mezclas químicas. Se generan graficas hidrodinámicas y se definen regimenes de operación para diseños de columnas de máxima separación y de alta estabilidad de operación.
La modelación para el escalamiento de columnas industriales para el ajuste de modelos hidrodinámicos y de transferencia de masa considerando los valores obtenidos.
UNA DE LAS VARIABLES MAS IMPORTANTE MEDIR:
La caída de presión es un factor muy importante debido a que el flujo descendente de líquido ocupa los mismos canales que el flujo ascendente del gas, por lo tanto la caída de presión es una función de ambos flujos.
La mayor influencia esta dada por la distribución del líquido ya que una mala distribución traerá como consecuencia variaciones en la caída de presión.
Mantener un flujo de gas ascendente, la presión en domo de la columna debe ser menor que en el fondo. Esta caída de presión es un factor importante en el diseño de columnas.
34.- Utilizando los siguientes datos experimentales de una práctica de Intercambio Iónico, anexos, calcule mediante un gráfico de composición de cationes en el efluente vs. Volumen acumulado del efluente la capacidad útil y total de la resina.
8.1.- Grafico.
8.2.- Capacidad útil y total (comparar con la capacidad total teórica).
8.3.- Identifique los puntos de quiebre y de agotamiento.
Presentación de los resultados:
Discusiones.
Conclusiones.
36.- Explique detalladamente la teoría de la zona de intercambio de Alan Michels.
ALAN MICHELS en 1947 establecio la teoria de la zona de intercambio seun el, esta zona es una altura en lecho en el cual cun¡ando pasa la solucion su concentración de entrada cambia del 5% al 95%.
37.- Explique detalladamente para que se usa el valor del punto de inundación en el diseño de una torre empacada a nivel industrial.
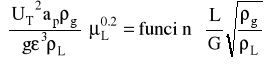
El punto de inundación a la inversión de fases representa la condicion maxima para una columna empacada. El valor del punto de inundación es necesario para ajustar datos de caida de presion para un empaque especifico sin embargo este valor varia según la colocacion del empaque. La primera correlacion generalizada de puntos de inundación para columnas empacadas las desarrollaron Sherwood y Shipley y obtuvieron como resultado la siguiente correlacion.
38.- Explique que cuidados se tuvieron durante la medición de la caída de presión a través de la torre empacada a distintos flujos de gas en la práctica No.- 5 Estudio hidrodinámico de torres empacadas.
Se determina la caída de presión en la torre cuando el flujo de agua es igual a cero.
Se verifica que el drenaje este cerrado, porque si el drenaje esta abierto se podría escapar el gas y no se estaría midiendo correctamente la presión.
Se abre la válvula de compuerta de entrada de aire que esta aguas abajo del manómetro (indica la presión que tiene el aire)
Para regular el flujo de aire se debe tener cuidado de que al abrir la válvula el flotador no suba de golpe ya que se puede dañar el rota metro.
Cuando el flujo de aire llegue a 10 se lee en el manómetro la caída de presión.
Se trata de abrir un poco el flujo de aire y la presión va bajando, si la presión no baja por debajo de 80 se queda estático porque el compresor no va arrancar entonces se baja a propósito para que arranque y se lleva a 120 psig para la siguiente experiencia.
Se observa como varía la caída de presión en la medida que aumenta el flujo de gas, utilizando un flujo de líquido determinado.
Se abre el drenaje de abajo para que la torre no se inunde.
Se establece un determinado porcentaje de flujo de líquido en el rotametro.
La válvula de drenaje debe manipularse para controlar el nivel porque si no tenemos un nivel insuficiente de líquido en la torre y este fenómeno se denomina vértice.
Se varía el flujo de aire desde 10, de 2 en 2 hasta que el auxiliar docente lo indique lo que significa que se ha llegado al punto de inundación.
40.- Mencione los tipos de intercambiadores iónicos y explique sus principales usos.
Intercambiadores Iónicos Inorgánicos:
Naturales: Son aluminoslicatos como zeolitas, arcillas minerales y feldepastos.
Sintéticos: Generalmente se pueden subdividir en las siguientes categorías:
- Oxidos metálicos hidratados, Ej: óxidos de titanio hidratado, ácido poliantimónico.
- Sales insolubles de metales polivalentes, Ej: Fosfato de titanio.
- Sales insolubles de heteropoliácidos, Ej: Molibdofosfato de amónico.
- Sales complejas basadas en hexacianoferratos insolubles.
- Zeolitas sintéticas.
Las zeolitas y las arcillas son minerales de aluminisilicatos ampliamente distribuidos en la corteza terrestre. Algunas proceden de la erosión de las rocas, otras aparecen como depósitos sedimentarios y, por último, algunas tienen origen volcánico.
Intercambiadores Iónicos Orgánicos:
Resinas Orgánicas Naturales:
Existen varios polímeros que actúan como intercambiadores iónicos, como celulosa, ácido algínico, chitita, chitosan, dextrano y azarosa y también derivados de éstos.
La celulosa natural tiene propiedades intercambiadores debido al pequeño número de grupos carboxilo qiue contiene su estructura. Se emplea como estructura base para, mediante derivatización, dar lugar a intercambiadores catiónicos, como la carboximetilcelulosa, o aniónicos, como la dietilaminoetil (DEAE) celulosa.
Resinas Orgánicas Sintéticas:
Las resinas sintéticas de intercambio iónico consisten en una matriz polimérica reticulada por la acción de un agente entrecruzante y derivada con grupos inorgánicos que actúan como grupos funcionales. Son los materiales más habituales en inorgánicos que actúan como grupos funcionales. Son los materiales más habituales en las aplicaciones de intercambio iónico en la industria.
41.- Explique porque la resina cambia de color durante la etapa de intercambio y agotamiento en la Práctica No.- 8 Intercambio Iónico.
La resina cambia a color verde (gastada) ya que cuando la solucion de entrada (CuSO4) intercambia los iones cobres y estos quedan retenidos en la resina por lo que disminuye el pH y disminuye la concentración de iones hidronio.
42.- Describa la torre empacada utilizada en la práctica No.- 5. Estudio hidrodinámico de torres empacadas.
Esta torre consta de una entrada de aire con su respectivo distribuidor. La cantidad de aire que entra a la torre se regula con un rotametro este aire viene del compresor.
La torre presenta anillos Rashing de ½”; redistribuidores de liquido para evitar un problema que comúnmente ocurre en las torres empacadas ya que lo ideal seria que cuando baje el liquido, el liquido mojara toda la superficie del empaque ya que esto da mayor eficiencia al proceso.
Consta de una entrada de líquido con su respectivo distribuidor (ubicado en el tope de la torre). El reflujo de agua se recircula con un rotametro.
La diferencia de presión se mide a través del manómetro diferencial en U donde tenemos una toma de alta y otra de baja.
Consta de un compresor: que tiene:
Una línea de restricción desde la descarga hasta la succión.
En la descarga tenemos un intercambiador de calor para poner el gas comprimido a temperatura ambiente.
Un recipiente que recibe el nombre de pulmón.
Pressure switch; monitorea constantemente la presión en el pulmón.
En la línea por donde sale el aire hay un deshumidificador para extraer el agua que sale por el compresor.
43.- Utilizando los siguientes datos experimentales de una práctica de Fluidización Sólido-Líquido, anexos, compare la velocidad mínima de fluidización experimental y la velocidad terminal de fluidización experimental con sus respectivos valores teóricos.
8.1.- Grafica de datos experimentales.
8.2.- Velocidad mínima de fluidización experimental y teórica; Velocidad terminal de fluidización experimental y teórica.
Presentación de los resultados:
Discusiones.
Conclusiones.
44.- La columna empacada es un dispositivo utilizado para el contacto continuo del líquido y del gas tanto en flujo contracorriente como a corriente paralela que consiste en un envolvente cilíndrico que se ha llenado con empaque o con dispositivo de superficie grande que contiene un plato de soporte y un dispositivo de distribución de líquido, diseñado para proporcionar la irrigación eficaz del empaque. El líquido se distribuye sobre estos y escurre hacia abajo, a través del lecho empacado, de tal forma que expone una gran superficie al contacto con el gas.
45.- Tipos de Empaques.
Se han diseñado numerosos tipos de relleno, y bastantes de ellos son de uso frecuente. Algunos rellenos se distribuyen al azar dentro de la torre, mientras que otros se colocan ordenadamente.
Pueden ser de tres tipos:
Trozos de sólidos
Con forma definida
Rejillas
Los empaques deben tener un tamaño uniforme, para producir una cama de características uniformes y con la porosidad deseada.
El empaque debe permitir el paso de grandes volúmenes de fluido a través de pequeñas secciones transversales de la torre, sin recargo o inundación (se explica a continuación); debe ser baja la caída de presión del gas.
Los empaques mas usados son los de forma definida: Anillos Raschig, Anillos Pall, Monturas de Berl. Obteniendo entre 0,45 a 0,90 de porosidad.
Los anillos Raschig son ampliamente utilizados en ambientes corrosivos que necesitan anillos de pared gruesa, también como soporte para catálisis y para reemplazo de empaques de alta capacidad donde las cargas han sido reducidas.
46.- Factores que influyen en el diseño y operación de la columna empacada.
Probablemente la mayor influencia en el funcionamiento de la columna esté dada por la distribución del líquido. Una mala distribución de éste traerá como consecuencia variaciones en la caída de presión esperada. Será necesario adquirir un buen sistema de distribución, cuyo costo será relativamente pequeño en relación con el costo total de la columna.
Las columnas altas necesitarán re-distribuidores. El espacio entre éstos dependerá del tipo de empaque.
La distribución del gas es menos crítica que la distribución del líquido. Los platos que soportan el empaque deben tener una fracción de espacios vacíos semejante a la de la columna.
Los factores de empaque hallados en la literatura generalmente se refieren a valores promedio, que pueden cambiar ligeramente con el régimen de flujo.
La relación entre diámetro de la columna y diámetro del empaque es importante, ya que si los empaques son muy grandes se pueden producir efectos sobre la caída de presión con respecto a los espacios cercanos a la pared de la columna. Para anillos Raschig esta relación debe ser al menos de 20:1, pero preferiblemente de 30:1. Otros empaques más modernos pueden funcionar hasta en 10:1. Será necesario seguir las recomendaciones del fabricante. Esta relación es importante cuando se hacen trabajos de cale-up (escalamiento), es decir cuando se pasa de una operación de laboratorio a una de nivel industrial.
Asegurarse que las dimensiones del empaque sean las correctas.
Los factores de empaque pueden variar con el tiempo de uso. Por ejemplo, el desgaste o la corrosión pueden ser un motivo, también en materiales plásticos es posible que al inicio no se consiga humedecer los empaques fácilmente, de tal manera que las condiciones de caída de presión cambien después de las primeras semanas de funcionamiento.
El factor de empaque también varía según la colocación de los mismos. No es igual colocar un empaque seco, que cuando la columna esta llena de líquido.
47.- Características Generales de las columnas empacadas.
Son usadas para permitir un mayor contacto entre dos fluidos inmiscibles o parcialmente miscibles, pueden ser un gas y un líquido o dos líquidos y el flujo en contracorriente es el más usado.
El empaque debe ser seleccionado para producir una mayor superficie de contacto entre los 2 fluidos y por lo tanto una buena tasa de transferencia de masa por unidad de volumen de la columna (o torre).
La columna puede ser construida de metal, cerámica, vidrio o plástico y debe ser montada verticalmente para ayudar a una distribución uniforme del líquido.
Cuando se trata de columnas para absorción (gas-líquido) la entrada del líquido se produce por la parte superior mediante un distribuidor y el gas entrará por la parte inferior de la columna.
Los empaques estarán sostenidos por platos, los cuales serán lo suficientemente perforados para no influir en la velocidad de paso de los fluidos.
El diámetro de una columna puede variar desde 25 mm (laboratorio), hasta 5 metros para procesos industriales (con 30 m de altura).
La presión óptima de operación dependerá de las características químicas y físicas del sistema.
48.-La canalización
Es la principal causa del mal funcionamiento en las torres empacadas, cuando las partículas tienden a hacerse más gruesas en una zona y mas delgadas en otras y el liquido tienden a reunirse en pequeños arroyuelos que circulan a través de trayectorias. La canalización es muy grande cuando los rellenos están colocados ordenadamente y menor cuando la distribución es al azar.
49.- Intercambio Iónico:
El intercambio iónico es una reacción química reversible, que tiene lugar cuando un ion de una disolución se intercambia por otro ion de igual signo que se encuentra unido a una partícula sólida inmóvil. Este proceso tiene lugar constantemente en la naturaleza, tanto en la materia inorgánica como en las células vivas.
50.-IMPORTANCIA INDUSTRIAL DE LAS TORRES DE ENFRIMIENTO:
Las torres de enfriamiento de agua constituyen elementos de gran importancia industrial en las refinerías y en la industria química ya que generalmente es necesario retirarle calor al agua utilizada para enfriar algunas de las corrientes del proceso, como los intercambiadores de calor, condensadores o similares de la manera más económica posible, la manera más eficiente para retirar ese calor es la utilización de torres donde el agua es puesta en contacto con aire atmosférico para ser reutilizada nuevamente. El relleno de las torres de enfriamiento juega un papel fundamental, para enfriar efectivamente por evaporación se debe exponer la máxima cantidad de agua superficial al máximo flujo de aire por el mayor tiempo posible, el relleno constituye el componente térmico crítico ya que proporciona la superficie de evaporación
51.- HUMIDIFICACIÓN.
En general, en los procesos de humidificación se aumenta la cantidad de vapor presente en una corriente gaseosa, al ponerse en contacto con un líquido puro, que se evapora en el gas. En la fase gaseosa ocurre transferencia de masa (del componente vapor) a través de la interfase, ocurre transferencia simultánea de masa y calor. En la fase líquida no hay transferencia de masa, ya que se trata de un líquido puro, solo hay transferencia de calor sensible.
52.- Tipos de torre de enfriamiento:
Existen torres de circulación natural y torres de tiro mecánico.
En las de circulación natural aprovechan las condiciones climatológicas para enfriar el agua prescindiendo de dispositivos mecánicos, los cuales dependen principalmente de los vientos predominantes para el movimiento del aire.
En la actualidad se emplean dos tipos de torre de tiro mecánico: las de tiro forzado y las de tiro inducido.
En las de tiro forzado el ventilador se monta en la base de la torre, por donde entra el aire, saliendo éste a baja velocidad por la parte superior, por lo general los equipos son más robustos ya que movilizan aire frió el cual es más denso. Esta disposición tiene la ventaja de ubicar el ventilador y el motor propulsor fuera de la torre, por donde entra el aire, lo cual es muy conveniente para la inspección y mantenimiento de los mismos.
El hecho de que el ventilador no este sometido a las condiciones de humedad y calor en la salida del aire, no se ve afectado directamente por la corrosión, sin embargo dada la baja velocidad del aire de salida, la torre está sujeta a grandes efectos de recirculación de vapores húmedos a las entradas del aire. Debido a que la temperatura de bulbo húmedo del aire a la salida es mucho mayor que la del ambiente el rendimiento de la torre empeora lo cual se evidencia en la temperatura de salida del agua aumenta.
Las torres de tiro inducido utilizan ventiladores en el tope de la columna para impulsar (aspirar) aire desde la base de la torre, moviliza aire menos denso lo cual hace a los equipos menos robustos, a través del relleno hasta la descarga del ventilador, y permiten una distribución interna mas uniforme del aire. En este tipo de torres de tiro mecánico, el aire húmedo caliente es descargado verticalmente (usualmente) a la atmósfera con una velocidad que elimina la posibilidad de recirculación de este aire en la base de la torre. Este aire húmedo es corrosivo a las partes del ventilador y por consiguiente requiere protección de recubrimiento plástico o aspas de metal especial y motores sellados y engranajes de reducción.
Una gran variedad de materiales se utilizan en la construcción de las torres de enfriamiento de agua, la selección del material depende del costo, duración, condiciones de uso, y ocasionalmente de la estética. Como materiales típicos se incluyen: madera, acero inoxidable, acero galvanizado, concreto, fibra de vidrio y plástico (polietileno).
52.- DEFINICION DE TERMINOS
Psicometría: Se ocupa de la determinación de las propiedades de las mezclas gas - vapor. El sistema aire - agua es el que se encuentra con mayor frecuencia. Para éste sistema la relación psicométrica (relación entre el coeficiente de transferencia de calor y el producto del coeficiente de transferencia de materia y calor húmedo) es igual a 1. Esto tiene como efecto que la temperatura de saturación adiabática corresponde con la temperatura de bulbo húmedo.
Humedad: puede definirse como la cantidad de vapor de agua que puede transportar el aire en ciertas condiciones.
Humedad absoluta: es igual a los kilogramos de vapor de agua transportada por kilogramos de aire seco.
Temperatura de bulbo húmedo: es la temperatura de equilibrio dinámico obtenida en una superficie de agua cuando la velocidad de transferencia de calor por convección a la misma es igual a la velocidad de transferencia de materia que abandona tal superficie.
Temperatura de bulbo seco: es la temperatura de una mezcla vapor-gas determinada en la forma ordinaria por inmersión de un termómetro en la mezcla.
Aproximación a la temperatura de bulbo húmedo: no es más que la diferencia entre la temperatura de salida del agua de la torre y la temperatura de bulbo húmedo del aire en la entrada.
Ec. N° 8
Rango de enfriamiento: este no es mas que la diferencia de la temperatura de entrada y salida del agua. Este nos da una idea de cómo se comportan los procesos de transferencias en la torre.
I = TL1 - TL2 Ec. N° 9
Perdidas por arrastre: es la cantidad de agua que se pierde en una torre como gotas muy pequeñas arrastradas en el aire que sale.
Agua de reposición: es el flujo de agua que se debe suministrar al sistema, para compensar las diferentes pérdidas que se registran a lo largo del proceso.
Purga de agua:
es el agua que continuamente o intermitentemente se retira de la torre para evitar la concentración de sólidos o químicos presentes.
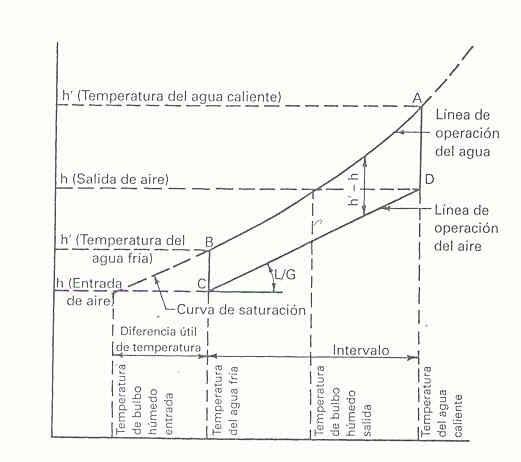
53.-EXPLIQUE MEDIANTE UN GRAFICO ILUSTRATIVO LOS FENOMENOS QUE GOBIERNAN EN LA OPERACIÓN DE TORRES DE ENFRIAMIENTO.
De manera similar a la figura N° 3 en la Fig. N° 4, se ilustran las relaciones entre el agua y el aire y el potencial que existe en una torre en contracorriente, en donde el aire fluye en dirección paralela pero en sentido opuesto al flujo de agua.
La integral de la ec. N° 7 se representa en la Fig. N° 4 por medio del área ABCD de éste diagrama, conociéndose dicho valor colmo la característica de la torre, que varia con la relación L/G determinada por la pendiente de la recta de operación. Por ejemplo un incremento en la temperatura de bulbo húmedo de entrada deslaza el origen C en sentido ascendente, desplazándose hacia la derecha la línea CD para mantener un valor constante de KaV/L. Si la magnitud del enfriamiento aumenta, la línea CD se alarga. A una temperatura de bulbo húmedo constante, el equilibrio se establece desplazando la línea a la derecha con el fin de mantener constante el valor a KaV/L. Por lo tanto cualquier cambio en la relación L/G provoca que varíela pendiente de la recta CD, alcanzando la torre el equilibrio con un nuevo valor de KaV/L .
Para predecir el rendimiento de la torre es necesario conocer la característica de la torre requeridas para condiciones específicas, tanto del ambiente como el agua. Una vez determinado este trabajo de enfriamiento, es necesario diseñar el relleno de la torre y la distribución de aire para satisfacer la característica de torre teórica.
54.- USO OPERACIONAL DE LAS TORRES DE ENFRIAMIENTO
En general, en una torre típica de enfriamiento se introduce agua en la parte superior de la torre y mediante un sistema de distribución de líquido pasa por el relleno y baja hasta el estanque de agua fría, el gas entra a la cámara de distribución situada por debajo del relleno y asciende a través de los intersticios del relleno, circulando en contracorriente con el agua como se puedo observar en el laboratorio, el relleno puede ser de distintas maneras: por salpique, para lo cual se usa un enrejado de madera o rejillas, o por película la cual usan las láminas verticales que producen grandes áreas de contacto entre el aire y el agua. El aire asciende por la torre, inducido por fuerzas mecánicas o por fuerzas de flotación de aire caliente el cual se humidifica dando lugar al enfriamiento de agua.
55.- QUE TIPOS DE AGUA SE USAN EN LA INDUSTRIA EN LOS PROCESOS DE ENFRIAMIENTO DE AGUA.
Agua de servicio para enfriar, que puede ser recirculada esta no requiere de mucho tratamiento y no tiene que ser de excelente calidad y también es usada para condensar.
Agua contra incendio esta es de muy baja calidad que puede venir de agua residuales.
Agua de proceso, esta es un agua que se inyecta al proceso por una razón como por ejemplo el proceso de desalinización del petróleo.
56.- PORQUE NO SE UTILIZA EL AGUA DE HIDROLAGO PARA EL ENFRIAMIENTO.
Esta no puede ser reutilizada; ya que esto puede causar un problema social por su desperdicio ya que la industria se utilizan grandes volúmenes de agua para el enfriamiento, de utilizarse las zonas cercanas a la refinería no contaría con el servicio. En el país la única refinería que cuenta con agua potable es la refinería de Amuay.
57.-TIEMPO DE SECADO
Es el tiempo necesario para que se produzca un cambio de humedad de un suplido sometido a determinadas condiciones de operación.
58.- TIEMPO DE RETENCION
Es el tiempo que permanece el suplido dentro del secador.
59.-EXPLIQUE CADA UNO DE LOS OBJETIVOS GENERALES Y ESPECIFICOS DE LAS PRACTICAS REALIZADAS EN EL LABORATORIO DE OPERACIONES UNITARIAS II.
60.-EXPLIQUE LOS PROCESOS DE ENFRIAMIENTO DE AGUA CONRRESPECTO A LA TRASFERENCIA DE CALOR.
61.-EXPLIQUE LOS PARAMETROS CARACTERISTICOS DE LOS INTERCAMBIOS IONICOS.
62.-EXPLIQUE LOS PASOS A SEGUIR EN LAS ETAPAS DEL PROCESO DE EXTRACCION LIQUIDO, Y PORQUE SE UTILIZARON ESOS REACTIVOS EN DICHA PRACTICA.
63.-DESCRIPCION Y USODEL EQUOI USADO EN LA PRÁCTICA N-. 9(SECADO DE SÓLIDOS GRANULARES).
64.-QUE FENOMENOS SE OBSERVARON EN EL PROCESO DE SECADO DE SÓLIDOS GRANULARES.
65.-DEFINA TODAS LAS PARTES DE LA TORRE DE ENFRIAMIENTO DE AGUA USADA EN LA PRACTICA N.- 4.
66.-EXPLIQUE COMO OCURREN LAS CAIDAS DE PRESION EN LAS COLUMNAS EMPACADAS.
67.-EXPLIQUE LOS FENOMENOS QUE OCURREN EN UN COMPRESOR
68.-EXPLIQUE EN CONSISTE LA DESTILACION TBP Y EFV SEGÚN LO OBSERVADO EN LA PRACTICA N.-1.
69.-EXPLIQUE PORQUE EN UN PROCESO DE FLUIDIZACION CONTINUA SE UTILIZA LA ECUACION DE RICHRADSWON Y ZAKI.
70.-EXPLIQUE TODOS LOSN PASOS A SEGUIR PARA EL ARRANQUE DE LA TORRE DE ENFRIAMIENTO.
71.-EXPLIQUE QUE FENOMENOS OCUUREN EN EL CAMBIO DE COLOR DE LA SILICA GEL UTILIZADA EN LA PRACTICA N-.9.
72.-MENCIONE TODAS LAS PARTES DE LA TORRE DE EXTRACCION LIQUIDO-LIQUIDO Y PORQUE SE UTILIZAN EL KEROSENE CON EL ACIDO BENZOICO Y NO CON OTROS ACIDOS EN LA PRACTICAQ N.-7.
73.-EXPLIQUE LOS FENOMENOS QUE CONLLEVARON EN PRACTICAS ANTERIORES A QUE EL ROTAMETRO SE QUEBRARA EN MUCHAS OCASIONES.
74.-EXPLIQUE QUE NIVELES DE TOXICIDAD SE PRESENTARIAN ELCUERPO HUMANO SI SE PRODUCE UNA FUGA DE METANOL EN LA COLUMNA DE DESTILACION SCOTT.
75.-PORQUE SE LE INYECTABA AIRE AL KEROSENE EN LA PRACTICA DE EXTRACCION LIQUIDO-LIQUIDO.
76.-EXPLIQUE SI EL USO DE LAS RESINAS SON USADAS AL NIVEL INDUSTRIAL DE SER CIERTO EXPLIQUE EN QUE PROCESOS SE USAN.
77.-EXPLIQUE COMO ES EL PROCESO DE NEUTRALIZACION DEL PROCESO DE ANIONES Y CATIONES EN LAS COLUMNAS DE INTERCAMBIO IONICO.
78.-QUE TIPOS DE TRATAMIENTO SE LE DEBE REALIZAR AL AGUA PARA SER UTILIZADA EN UNA TORRE DE ENFRIAMIENTO.
79.-EXPLIQUE EL USO IMDUSTRIAL DEL PROCESO DE SECADO DE SÓLIDOS GRANULARES.
80.- MENCIONE Y EXPLIQUE LAS DIFERENCIAS ENTRE LAS CURVAS TBP, EFV, ASTM.
81.-PORQUE ES IMPORTANTE MEDIR LA CAIDA DE PRESION EN UNA COLUMNA DE INTERCAMBIO IONICO.
82.-QUE FENOMENOS INTERVIENE EN EL PROCESO DE LA FORMACION DEL TAPON DE AGUA EN LA TORRE EMPACADA.
83.-PORQUE ES IMPORTANTE MEDIR EL ANGULO EN LA PRACTICA N.-9.
84.-¿ESTARIA USTED DE ACUERDO CON EL CAMBIO DEL COLOR DE BATA DE BLANCO A AZUL (PDV- VENEZUELA)?. ESCUHO SUGERENCIAS.
Área QZ
![]()
![]()
X, concentraciones de cationes metálicos en el efluente, mequiv/cc
Quiebre
Descargar
| Enviado por: | Javier Simancas |
| Idioma: | castellano |
| País: | Venezuela |
Todos los derechos reservados.