Industria y Materiales
Gestión de sistemas avanzados de fabricación
INTRODUCCION:
El objeto de esta práctica es el desarrollo de un enfoque de procesos en una empresa. Esta fase es parte de una metodología más general, pero sólo se va a usar las fases relacionadas con los procesos de negocio.
Este enfoque consiste en agrupar las actividades de la empresa con relación a la secuencia lógica con la que se ejecutan, creando de esta forma una visión más integrada de la actividad de la empresa, que además permite el aprendizaje de nuevas competencias que aportan ventaja al funcionamiento de la empresa.
Este enfoque, a su vez, es muy importante debido a la facilidad con la que se pueden copiar los productos, lo que no es tan fácil con los procesos. Es una manera de hacer frente a la competencia.
Se va a abordar la definición y análisis a un nivel no exhaustivo de los distintos procesos que se desarrollan dentro de la empresa considerada.
El objetivo de esta fase es definir las características básicas a un nivel macro de los procesos que se estan desarrollando o se van a desarrollar en la empresa, y establecer las medidas básicas (parámetros) que nos ayuden a gestionarlos adecuadamente.
Esto permitirá tener una visión del estado actual de los procesos de la empresa (Modelo AS-IS) y de su estado futuro (Modelo TO-BE).
DATOS ACERCA DE LA EMPRESA ESTUDIADA:
La empresa objeto de nuestro estudio esta ubicada en el polígono industrial de Beniparell, bajo la denominación de DCLTJ y se dedica a la fabricación de piezas de tamaño medio y pequeño (hasta 20 gramos) de latón y hierro principalmente. Esta empresa estaría clasificada dentro de lo que denominamos como PYME, pues el número total de trabajadores en plantilla no supera los 30, incluyendo personal de oficinas y dirección.
El tipo de proceso que se desarrolla en esta empresa es el “job shop” y trabaja bajo pedido. Esta forma de trabajo se debe a que la demanda es poco predecible e inestable, y a la existencia de muchos tipos de productos acabados con operaciones de proceso muy diferenciadas. Con esta forma de trabajar nos vamos a encontrar con unos tiempos de cambio de partida muy importantes lo que repercute de forma notable en el precio del producto. Cada vez que se cambia de un producto a otro diferente, es necesario emplear bastantes horas en el montaje y preparación de la maquinaria, en especial los tornos, que es la maquinaria principal. El resto de maquinaria que define el proceso productivo, consta de maquinaria auxiliar para realizar operaciones adicionales en las piezas o para fabricar herramientas, arreglar piezas, .... Para tener una idea de la importancia de estos tiempos de cambio de partida, mencionar que aproximadamente una cuarta parte del tiempo total dedicado a la fabricación de las piezas, se invierte en estas operaciones de ajuste.
Los productos se van a obtener por medio de la mecanización de barras de latón y hierro (cilíndricas o hexagonales), normalmente de diámetros inferiores a los 50 mm, por lo que los productos fabricados van a ser todo tipo de complementos para muebles, lampistería (pomos, uniones, tapones, embellecedores, etc ), productos de ferretería y accesorios para la elaboración de electrodomésticos (inyectores de gas, tuercas, uniones, ... ).
En cuanto a la distribución de la fábrica, ésta está separada en tres secciones diferenciadas por el tipo de maquinaria. El hecho de tener una maquinaria tan diferenciada en cuanto a características de procesamiento, va a dotar a la fábrica de gran flexibilidad, pues no son máquinas especializadas para una tarea. Además la zona de almacenamiento es pequeña por el hecho de trabajar bajo pedido, almacenándose exclusivamente las piezas pendientes de entrega y unas pocas sobre las que se pueda tener una previsión, lo que no es usual.
En cuanto al proceso de fabricación, éste comienza con el recibo del pedido en el que se adjunta un boceto donde el cliente especifica las características que debe tener la pieza. En otros casos, el cliente envía una muestra de la pieza que desean.
A continuación, en caso de ser una pieza nueva, se calcula el importe del pedido, para lo que se dispone de una hoja de cálculo donde se detallan las variables que influyen en el proceso, como precio y cantidad de materiales, precio por hora de máquina, coste de trabajadores, cantidad de viruta desechada (que posteriormente se recupera vendiéndose),...
Posteriormente se establecen los procesos de mecanizado pertinentes para conseguir las especificaciones y tolerancias deseadas. Según las unidades demandadas y el tamaño que debe tener la pieza se selecciona el tipo de torno donde se fabricará la pieza, así como el tocho de material en bruto.
Una vez elaboradas las piezas, estas son limpiadas en una máquina de ultrasonidos y desengrasadas, realizándose posteriormente el control de calidad sobre distintas muestras para asegurar la calidad final del producto.
El paso siguiente es el embalaje, almacenamiento hasta completar el pedido y envío del pedido. Para ello se dispone de una furgoneta propia ya que la mayor parte de los clientes se encuentra en las cercanías de la empresa. Para envío más lejanos, se recurre a un transportista. En bastantes ocasiones no se envía el pedido completo, sino por partes, a medida que se van fabricando principalmente cuando el cliente necesita de las piezas con mayor antelación.
Los pasos a seguir en el desarrollo del enfoque de procesos son los siguientes.
En primer lugar hay que definir los equipos, es decir, a las personas que intervienen en los procesos. Esta parte escapa de la presente práctica y no se va a tratar, ya que lo que se intenta hacer, es proponer un ejemplo de gestión de procesos, per no implementarlo en la vida real. El siguiente paso consistiría en planificar los procesos, atendiendo a su importancia, y posteriormente se representarán en un diagrama de flujo de procesos (DFP).
A continuación se definen los parámetros ligados a lo procesos. Estos permiten enfocar adecuadamente como están funcionando los procesos y evaluarlos. Estos parámetros deben ser pocos, muy representativos, y capaces de aportar información acerca del valor añadido. Los tres más importantes son los parámetros de efectividad, eficacia y adaptabilidad.
El siguiente paso es realizar los Modelos AS-IS y TO-BE, para analizarlos posteriormente. Estos modelos deben tomar como referencia conceptos estratégicos, para poder compararlos posteriormente (deben tener una base común).
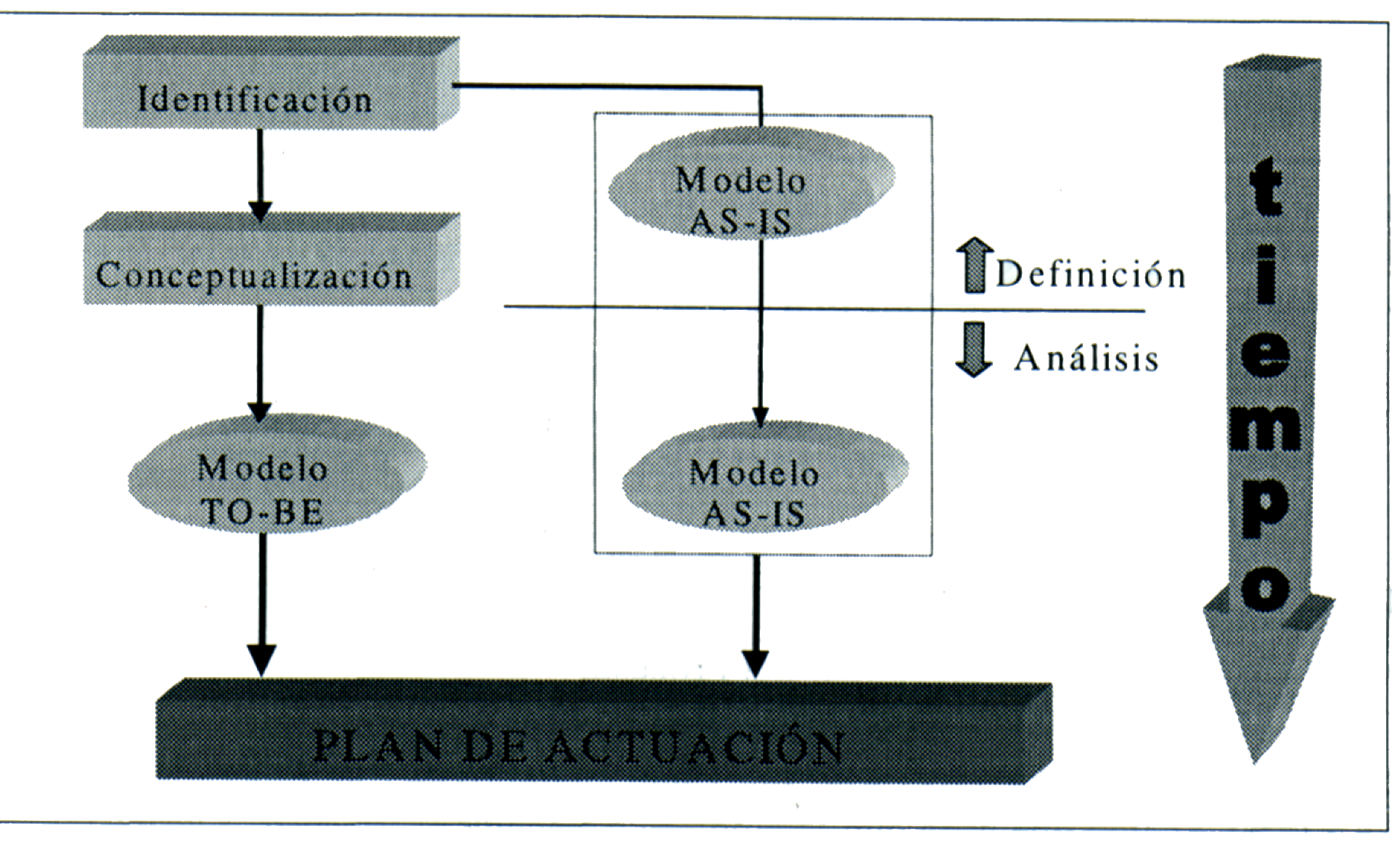
A continuación se representa un esquema con los pasos a seguir:
MODELO AS-IS:
El modelo AS-IS equivale a hacer una fotocopia de las distintas actividades que se desarrollan en la empresa para llevar a cabo los procesos. El primer paso consiste en identificar los procesos que se están llevando a cabo en la entidad. En este caso se ha optado por partir de la empresa en su globalidad, como entidad objeto del estudio. En estudios posteriores se podría tratar en mayor profundidad cada uno de los procesos establecidos en el presente estudio. Los procesos que se han considerado para el estudio, son los siguientes:
-
Planificación de la producción
-
Gestión de pedidos
-
Gestión de compras
-
Elaboración del producto
-
Distribución y transporte
-
Mantenimiento de las máquinas
Aquí también es interesante definir los parámetros ligados al proceso actual y los objetivos que los usuarios del proceso consideran que se están persiguiendo o intentando cumplir actualmente, así como aquellas restricciones para el desarrollo del proceso que consideren. Estos parámetros y restricciones, aparecen en las plantillas finales correspondientes a cada proceso.
Una vez realizado esto, ya se tiene el Modelo AS-IS básico de los procesos. Pero este modelo no puede aportar mucho en cuanto a un conocimiento real de los procesos, de si están alineados con los objetivos estratégicos de la empresa y en qué medida. Esto se realiza mediante el análisis del citado modelo.
El analizar el modelo es un paso importante en el que debemos analizar los procesos que se han definido y establecer las diferencias entre los objetivos que tenemos, con los que se derivan del marco estratégico.
Cuando se compare posteriormente el modelo AS-IS con el TO-BE, se comparará el estado actual del proceso con lo que desea la empresa. Este análisis permitirá además establecer si el proceso actual es aceptable y en la fase siguiente se podrá mejorar, o si es inaceptable, lo que implica que en la fase posterior se tendrá que cambiar totalmente el proceso.
MODELO TO-BE:
Para establecer este modelo, requerimos del conocimiento de los objetivos estratégicos. Por lo demás, el procedimiento es similar al anterior; primero se definen los procesos, se realizan los diagramas de flujo de procesos, se definen los objetivos y, finalmente, los parámetros de proceso.
Entre las posibilidades existentes, para establecer este modelo, hemos partido del modelo AS-IS. Además se han cuestionado los procesos actuales y se ha indagado en posibles alternativas y mejoras. Para ello hemos tomado como partida, los objetivos estratégicos. En nuestro caso, los procesos han resultado ser los mismos, aunque se han introducido mejoras en todos ellos.
En las páginas siguientes se detallan los diagramas de flujo de procesos para los procesos establecidos en el Modelo AS-IS y en el modelo TO-BE, así como las plantillas de ambos modelos.
| Tipo : Clave crítico |
| Nombre : Planificación de la producción |
| Identificador : TO-BE.P1 |
| Autoridad : |
| Descripción del proceso : Obtención de la planificación de la producción MRP y secuenciación de las operaciones. |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso.
|
| Clasificación del proceso basándose en los aspectos anteriores : Clave crítico |
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : en producción y compras |
| Comprende : |
| Eventos : Petición del cálculo del plan de producción |
| Parámetros : Efectividad : Estudio de las desviaciones Eficiencia : Adaptabilidad : Otros : |
| Adjunta diagrama de flujo de proceso : SI |
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Clave crítico |
| Nombre : Planificación de la producción |
| Identificador : AS-IS.P1 |
| Autoridad : |
| DEFINICION |
| Descripción del proceso : Obtención del plan de producción y secuencia de operaciones |
| Objetivos : Obtener el plan de producción |
| Restricciones : |
| Entradas :
|
| Salidas :
|
| Dónde se usa : Planificación de la producción |
| Comprende : |
| Eventos : Petición del cálculo del plan |
| Parámetros : ninguno Efectividad : Eficiencia : Adaptabilidad : Otros : |
| Diagrama de flujo de proceso : SI |
| ANALISIS |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso : Definición del plan de producción y secuenciación de las operaciones, mediante criterios heurísticos y de factibilidad |
| ¿Es aceptable? SI NO (X) |
| Personas que han participado en la definición y análisis del proceso : |
| Lista de problemas asignados :
|
| ¿Está consensuado por el equipo? SI NO (X) Debido a que los encargados de la planificación son adversos al cambio. |
| Tipo : Soporte |
| Nombre : Gestión de pedidos |
| Identificador : TO-BE.P2 |
| Autoridad : |
| Descripción del proceso : Recepción, gestión de los pedidos de entrada mediante un sistema integrado de información con los departamentos involucrados |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso.
|
| Clasificación del proceso basándose en los aspectos anteriores : Soporte |
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : producción y departamento de administración y compras |
| Comprende :
|
| Eventos : Llegada de pedidos |
| Parámetros : Efectividad : Número de quejas de los clientes Eficiencia : Ratio de llegada de pedidos / salida a cliente Adaptabilidad : Otros : |
| Adjunta diagrama de flujo de proceso : SI |
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Soporte |
| Nombre : Gestión de pedidos |
| Identificador : AS-IS.P2 |
| Autoridad : |
| DEFINICION |
| Descripción del proceso : Se encarga de recibir la información necesaria para la elaboración de los pedidos que van a ser enviados a producción |
| Objetivos : Comunicación entre clientes externos y producción |
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Departamento de administración y compras y Depto. de producción |
| Comprende :
|
| Eventos : Llegada del pedido |
| Parámetros : Efectividad : Eficiencia : Ratio de entrada del pedido / Salida al cliente Adaptabilidad : Otros : |
| Diagrama de flujo de proceso : SI |
| ANALISIS |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso : Mejora con la relación de los clientes |
| ¿Es aceptable? SI (X) NO |
| Personas que han participado en la definición y análisis del proceso : |
| Lista de problemas asignados :
|
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Clave |
| Nombre : Gestión de compras |
| Identificador : TO-BE.P3 |
| Autoridad : |
| Descripción del proceso : Relación con proveedores para la adquisición de materia prima, herramientas, recambios |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso.
|
| Clasificación del proceso basándose en los aspectos anteriores : Clave |
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Fabricación |
| Comprende : Actualización de entradas y salidas de materia prima, herramientas y recambios |
| Eventos : Petición de compra por parte de planificación o mantenimiento |
| Parámetros : Efectividad : Nivel de cumplimiento de las especificaciones en recepción Eficiencia : Tiempo de entrega y quejas de planificación y mantenimiento Adaptabilidad : Otros : |
| Adjunta diagrama de flujo de proceso : SI |
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Clave |
| Nombre : Gestión de compras |
| Identificador : AS-IS.P3 |
| Autoridad : |
| DEFINICION |
| Descripción del proceso : Relación con proveedores y compras para la adquisición de materia prima, herramientas, recambios, .... |
| Objetivos :
|
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Fabricación |
| Comprende :
|
| Eventos : Petición de compra por parte de planificación o mantenimiento |
| Parámetros : Efectividad : Eficiencia : Tiempo de entrega y quejas de planificación y mantenimiento Adaptabilidad : Otros : |
| Diagrama de flujo de proceso : SI |
| ANALISIS |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso : Mejora con la relación de los clientes |
| ¿Es aceptable? SI (X) NO |
| Personas que han participado en la definición y análisis del proceso : |
| Lista de problemas asignados :
|
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Clave crítico |
| Nombre : Elaboración del producto |
| Identificador : TO-BE.P4 |
| Autoridad : |
| Descripción del proceso : Elaboración e inspección de piezas pequeñas por torneado |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso.
|
| Clasificación del proceso basándose en los aspectos anteriores : Clave crítico |
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : departamento de producción y almacenes |
| Comprende :
|
| Eventos : Petición de compra por parte de planificación o mantenimiento |
| Parámetros : Efectividad : Eficiencia : Tiempo de espera por unidad y tiempo de proceso Adaptabilidad : Otros : |
| Adjunta diagrama de flujo de proceso : SI |
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Fundamental |
| Nombre : Elaboración del producto |
| Identificador : AS-IS.P4 |
| Autoridad : |
| DEFINICION |
| Descripción del proceso : Elaboración e inspección de piezas pequeñas por torneado |
| Objetivos :
|
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Fabricación |
| Comprende :
|
| Eventos : Recepción de la orden de lanzamiento |
| Parámetros : Efectividad : Eficiencia : Tiempo de espera por unidad y tiempo de proceso Adaptabilidad : Otros : |
| Diagrama de flujo de proceso : |
| ANALISIS |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso :
|
| ¿Es aceptable? SI (X) NO |
| Personas que han participado en la definición y análisis del proceso : |
| Lista de problemas asignados :
|
| ¿Está consensuado por el equipo? SI NO (X) Porque fabricación considera que trasciende su cargo |
| Tipo : De Soporte |
| Nombre : Distribución y Transporte |
| Identificador : AS-IS.P5 |
| Autoridad : |
| DEFINICION |
| Descripción del proceso : Elaboración e inspección de piezas pequeñas por torneado |
| Objetivos:
|
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Dep. Gestión de pedidos |
| Comprende :
|
| Eventos : Orden de envío por parte de Gestión de Pedidos |
| Parámetros :NIL |
| Adjunta diagrama de flujo de proceso : SI |
| ANALISIS |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso:
|
| ¿Es aceptable? SI (X) NO ( ) |
| Personas que han participado en la definición y Análisis del proceso: |
| Lista de problemas asignados: NIL |
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : De Soporte |
| Nombre : Distribución y Transporte |
| Identificador : TO-BE.P5 |
| Autoridad : |
| Descripción del proceso : Elaboración e inspección de piezas pequeñas por torneado |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso:
|
| Clasificación del proceso basándose en los aspectos anteriores: Soporte |
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Dep. Gestión de pedidos |
| Comprende :
|
| Eventos : Orden de envío por parte de Gestión de Pedidos |
| Parámetros :NIL |
| Adjunta diagrama de flujo de proceso : SI |
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Soporte |
| Nombre : Mantenimiento de la Maquinaria |
| Identificador : TO-BE.P6 |
| Autoridad : |
| Descripción del proceso : Mantenimiento de maquinaria y condicione de trabajo |
| Objetivos :
|
| Clasificación del proceso basándose en los aspectos anteriores : Soporte |
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Dep. Producción |
| Comprende :
|
| Eventos : Informe de petición de herramientas o recambios |
| Parámetros :
- Tiempo de reparación |
| Adjunta diagrama de flujo de proceso : SI |
| ¿Está consensuado por el equipo? SI (X) NO |
| Tipo : Soporte |
| Nombre : Mantenimiento de maquinaria |
| Identificador : AS-IS.P6 |
| Autoridad : |
| DEFINICION |
| Descripción del proceso : Mantenimiento de maquinaria y condicione sde trabajo |
| Objetivos :
|
| Restricciones :
|
| Entradas :
|
| Salidas :
|
| Dónde se usa : Producción |
| Comprende :
|
| Eventos : Petición de herramientas o reparación por parte de operarios |
| Parámetros : NIL |
| Diagrama de flujo de proceso : SI |
| ANALISIS |
| Objetivos definidos en la fase de conceptualización y cuales están cubiertos por el proceso :
|
| ¿Es aceptable? SI (X) NO |
| Personas que han participado en la definición y análisis del proceso : |
| Lista de problemas asignados :
|
| ¿Está consensuado por el equipo? SI (X) NO |
Descargar
| Enviado por: | Invi |
| Idioma: | castellano |
| País: | España |
Todos los derechos reservados.