Turismo, Hostelería, Gastronomía y Restauración
Elaboración de cerveza
La malta. Un paquete de enzimas y sustancias nutritivas
Almacenamiento de la cebada
La cebada es más estable seca y mantenida a baja temperatura. Si ha sido recolectada por una cosechadora cuando su contenido en agua era superior al 15 % suele secarse en la granja o en las malterías. El proceso de secado tiene que llevarse a cabo de tal forma que permanezca viable la planta embrionaria contenida en cada grano; por consiguiente, es necesario evitar el uso de temperaturas demasiado altas y para acelerar la desecación debe recurrirse a aumentar la velocidad del flujo del aire y a un calentamiento gradual del mismo. En una operación de secado típica de dos horas de duración, el aire utilizado para la desecación debe hallarse inicialmente a 54 0C e ir elevando su temperatura hasta los 66 0C, pero la temperatura del grano nunca debe sobrepasar 52 0C. El calentamiento tiene habitualmente otro efecto ventajoso, el de reducir el tiempo necesario para finalizar el período durmiente (estado de reposo). Un tratamiento típico consiste en desecarla basta un 12 % de agua y almacenarla luego a 25 0C durante 7-14 días. Es habitual reducir después la temperatura a 15 0C, mientras se efectúan las operaciones de limpieza y clasificación de los granos por tamaño. El movimiento del grano de un silo a otro contribuye a uniformizar la temperatura de grandes volúmenes de grano y a introducir oxígeno, necesario para que los embriones respiren.
Si está húmedo, el grano es fácilmente atacado por los insectos y los hongos causantes de su deterioro, especialmente si la temperatura supera los 15 0C. El metabolismo de los insectos y el de los hongos, cuando se establecen, produce agua y eleva localmente la temperatura, lo que favorece la extensión de la infestación. Bajo condiciones extremas, la elevación de la temperatura puede incluso causar el incendio del grano. Es, por tanto, conveniente tener en cada silo varios elementos termosensibles; de este modo se puede detectar cualquier subida significativa de temperatura y tomar las medidas oportunas para evitar un deterioro grave.
Los insectos que habitualmente se encuentran en el malteado son: el escarabajo de dientes de sierra, el gorgojo y el escarabajo plano.
Algunos como el escarabajo Khapra pueden desarrollarse en el grano a contenidos de agua muy bajos, incluso en malta acabada con un 2 % de agua.
Hay microorganismos capaces de crecer en los granos de cebada, entre ellos, mohos, levaduras y bacterias. Los más importantes suelen ser los hongos filamentosos, como los del género Aspergillus. El grado de infestación es muy alto si la cebada madura está húmeda, es decir, si el grano maduro se moja. Estos hongos, sin embargo, son desplazados durante el almacenamiento por otros a los que con frecuencia se hace referencia con el término hongos del almacenamiento. Es preciso cuidar de que la cebada no sea contaminada por hongos como el Aspergillus fumigatus, cuyos esporos producen lesiones en el pulmón. También es preciso evitar la presencia de los hongos productores de aflatoxinas -por fortuna raros- y el cornezuelo (Claviceps purpúrea), que al desarrollarse en los granos de cebada produce unos frutos negros ricos en ergotamina, una sustancia tóxica.
Selección de la cebada
La cebada llega a las malterías en grandes camiones, o en vagones del ferrocarril. Es necesario controlar su calidad, en la mayor parte de los casos de inmediato. El malteador inspecciona visualmente el grano, para comprobar si es de un tamaño uniforme, si está exento de materias extrañas, como otras semillas, si contiene granos rotos, heces de roedores, etc. La cebada con una carga microbiana muy alta emite un olor característico que el malteador detecta con facilidad. En el laboratorio se efectúan otras pruebas; entre ellas la determinación de agua, la viabilidad de los embriones y el contenido en nitrógeno. En las grandes malterias, la humedad se mide por conductividad eléctrica o por espectrometría de reflectancia en el infrarrojo. El contenido en proteína se mide, bien convirtiéndola en sulfato amónico y titulando el amoníaco, bien mediante técnicas de fijación de colorantes o por reflectancia en el infrarrojo. Finalmente, la viabilidad de los embriones se calcula seccionando longitudinalmente los granos y sumergiéndolos en una disolución de una sal de tetrazolio. Los embriones vivos tienen deshidrogenasas activas que reducen la sal a un colorante de formazano que tiñe los embriones. Esta prueba rápida suele confirmarse mediante pruebas de germinación a pequeña escala.
Hay dos tipos de estados durmientes, o de reposo, en la cebada, uno calificado de profundo y otro sensible al agua. El primero hace referencia a embriones de cebada temporalmente incapaces de germinan. Se trata una condición común tras la maduración de la espiga en condiciones húmedas y frías; evita la pregerminación de los embriones cuando los granos aún se encuentran en la espiga. Este estado puede romperse por almacenamiento a temperaturas templadas pero en el laboratorio también puede ser roto quitándole al grano la cascarilla y las cubiertas del fruto y la semilla. La sensibilidad al agua es una condición en virtud de la cual la cebada puede germinar en un volumen mínimo de agua pero no si se sumerge en ella, especialmente si el agua no está saturada de aire. Puede superarse mediante ducha o remojo en varias etapas de corta duración, o mediante saturación del agua de remojado con oxígeno. Las cebadas sensibles al agua parecen necesitar en los tejidos embrionarios concentraciones de oxígeno más elevadas que las no sensibles. Los malteadores deben, por consiguiente, seleccionar partidas de cebada que pierdan su estado durmiente en unas pocas semanas de almacenamiento. Si pueden, han de evitar cebadas sensibles al agua; de lo contrario, deben ajustar el sistema de remojo a las condiciones precisas para superar esta condición.
Remojo
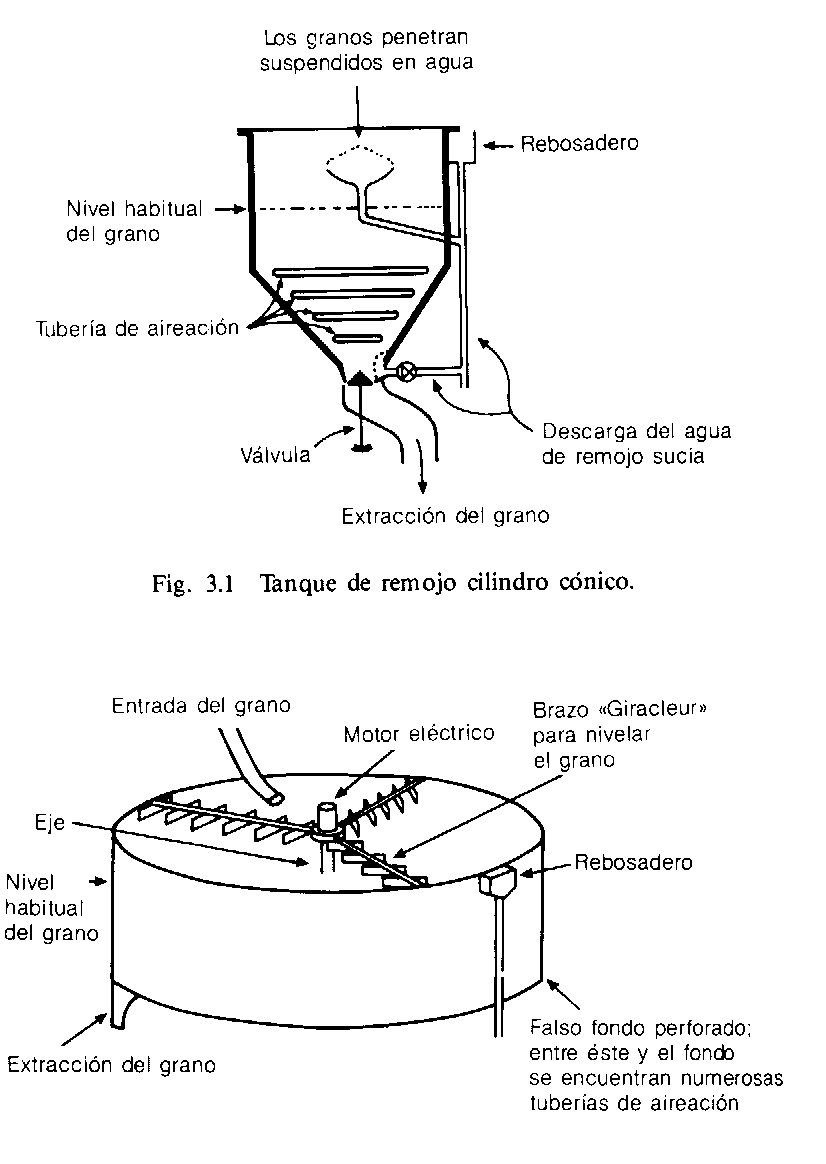
El protocolo de remojo suele optimizarse basándose en los resultados obtenidos en pruebas a pequeña escala (ensayos de micromalteado). Típicamente, las partidas de cebada limpia se dejan caer del silo a un tanque de remojo parcialmente lleno de agua, a unos 15 0C. Muchos tanques de remojo son simples cilindros verticales con base cónica. El contenido del tanque se airea intensamente, insuflando aire a través del agua de remojo mediante el uso de tuberías perforadas o por succión. La mayor parte de los tanques de remojo de construcción reciente son cilindros verticales de pequeña altura y de fondo plano. Permiten condiciones más aeróbicas en el agua de remojo. El contenido en agua de los granos aumenta rápidamente a partir de la inmersión, pero la velocidad del incremento del contenido en agua desciende luego de un modo progresivo. La velocidad de la rehumidificación es función de las condiciones en que haya crecido la cebada, de la variedad de ésta, del tamaño de los granos y de la temperatura del agua. Está también considerablemente influida por el daño mecánico que hayan podido sufrir los granos antes del remojo. De hecho, antes de proceder al remojo, el malteador somete a ciertas partidas de cebada a una operación de abrasión en una máquina que descascarilla el extremo distal del grano (la porción del grano más alejada del embrión).
El remojo se interrumpe, por drenaje, a las 12-24 horas. Cada grano de cebada permanece recubierto de una película de agua, a través de la cuál puede disolverse el oxígeno del aire del entorno.
A esta condición se le conoce como «descanso del aire». El agua de remojo que se desecha está contaminada con cierta cantidad de polvo de cebada y de endospermo de los granos dañados. Es, por tanto, rica en materia orgánica disuelta y constituye un efluente que requiere ser tratado antes de su vertido en ríos o lagos. Tras unas pocas horas de descanso al aire, la cebada se sumerge de nuevo en agua limpia; la alternancia de remojo y descanso al aire continúa, hasta que la cebada ha alcanzado una humedad de aproximadamente el 42 %. Para entonces, es probable que el grano haya comenzado a germinar (a revelar raicillas).
Cuando la cebada se ha remojado, el agua penetra rápidamente a través de la cascarilla y la cubierta del fruto y entra en el grano a través del micrópilo. El embrión toma rápidamente agua; el endospermo, en cambio, se hidrata más lentamente. Cualquier fractura sufrida por la cascarilla, o las cubiertas del fruto y la semilla, facilita el humedecimiento del endospermo o el embrión y, desde luego, la fuga de sustancias solubles del endospermo. Este constituye uno de los sumandos que dan cuenta de las pérdidas sufridas durante el malteado; otro es el representado por la respiración del embrión, que consume reservas de nutrientes, liberando energía, dióxido de carbono y agua. La respiración aumenta significativamente cuando el embrión se activa, lo que crea una demanda masiva de oxígeno en el agua de remojado (de aquí la necesidad de hacer borbotear aire y de los «descansos al aire» durante el remojo. En ausencia de oxígeno, el embilón puede metabolizar anaeróbicamente las reservas, pero de un modo energéticamente poco eficaz, convirtiéndolas en dióxido de carbono y alcohol. A medida que la concentración de alcohol aumenta su toxicidad va creciendo.
Germinación
El remojo suele completarse en un par de días; en las modernas técnicas de malteado los granos dan al término del mismo muestras claras de que han comenzado a germinar; se transfieren entonces (en forma de pasta o mejor en seco, que causa menos daño a los embriones) al equipo de germinación. En la mayor parte de los casos, el contenido en humedad se halla en torno al 42 ¾ y permanece constante durante la etapa de germinación.
En los sistemas tradicionales, los granos remojados se extienden sobre un suelo de malteado, en una capa uniforme de unos 25 ciii de profundidad. El material de recubrimiento del suelo es impermeable y las pérdidas de agua por evaporación se pueden compensar mediante ducha. Para voltear la partida de cebada en germinación, se utiliza una pala de madera. Esta acción permite eliminar el dióxido de carbono producido por respiración; proporciona aire fresco a los embriones; iguala las temperaturas, que tienden a elevarse en virtud de la respiración y evita el «en raizamiento », es decir que las raicillas se entrelacen y formen una red. La velocidad de crecimiento de las raicillas, una vez que han comenzado a salir de la vaina de la raíz, es grande. La temperatura se mantiene en torno a los 15 0C, por lo que el malteado en verano exige aire acondicionado. El tiempo de malteado en el suelo de germinación se prolonga unos 4-6 días. Su avance se sigue tomando periódicamente muestras para su análisis en el laboratorio. Un método simple y útil para esto consiste en estudiar el crecimiento del tallo embrionario (llamado coleóptilo o acróspiro). Ordinariamente, el malteador prosigue la germinación hasta que esta estructura ha crecido hasta alcanzar un tamaño de aproximadamente dos tercios de la longitud del grano. No es visible a menos que el grano se seccione longitudinalmente porque crece por debajo de las cubiertas de la semilla y el fruto.
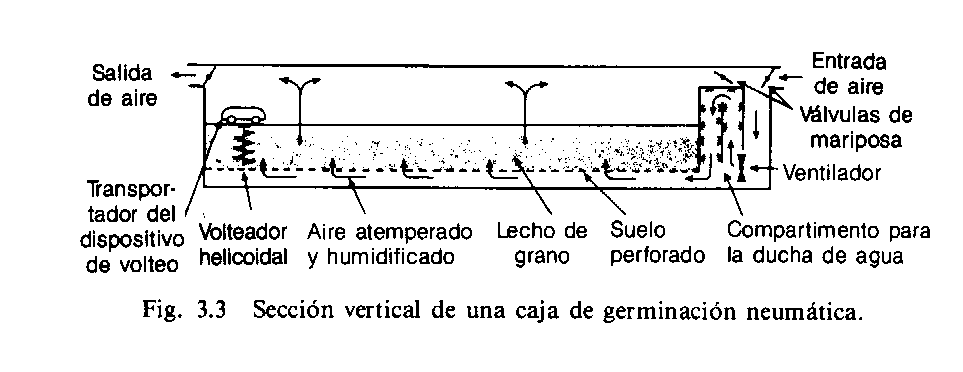
Los modernos equipos permiten efectuar la germinación en 3 ó 4 días y lechos de malta más profundos. El tipo de germinador más frecuente es una caja de base rectangular o circular provista de un falso fondo perforado. Sobre el falso fondo, se deposita un lecho de malta, con una profundidad de 1,0 - 1,5 metros. A través del lecho, y habitualmente de abajo a arriba, se hace pasar una corriente de aire saturado de agua, a unos 15 0C, con lo que se asegura la disponibilidad de oxígeno por parte de los embriones, la eliminación del dióxido de carbono y el mantenimiento de una temperatura constante en todo el lecho. Al objeto de evitar el enraizamiento, un volteador mecánico separa los granos en germinación, lo que ayuda también a airear y mantener una temperatura uniforme
Desde el punto de vista fisiológico, existe una continuidad entre el remojo y la germinación. El crecimiento embrionario se inicia durante el remojo y, como las reservas de nutrientes inmediatamente disponibles son limitadas, resulta necesario movilizar las del endospermo, mucho más abundantes, lo que se logra merced a la secreción por el embrión o el escutelo de enzimas que degradan las proteínas, el almidón y las paredes celulares del endospermo.
La degradación enzimática del endospermo avanza, por tanto, del extremo embrionario del grano al extremo distal del mismo y de las capas externas a las más internas. El debilitamiento físico de la estructura del endospermo y las degradaciones bioquímicas son conocidos en su conjunto con el término «desagregación». Los granos malteados pueden clasificarse, por tanto, en «subdesagregados», bien «desagregados» o «sobredesagregados», según hasta donde haya avanzado esta degradación enzimática. La malta insuficientemente desagregada suele tener una región, en el extremo distal, que no ha sufrido modificación alguna; se dice entonces que tiene la «punta dura».
Descargar
| Enviado por: | Christian |
| Idioma: | castellano |
| País: | España |
Todos los derechos reservados.