Operaciones de ennoblecimiento textil
Fibra de vidrio
2 1. MENCIÓN HISTÓRICA
Aunque se desconoce cuándo, cómo, ni por quién fue descubierto el vidrio, se sabe con certeza que se trata de un elemento de origen antiquísimo. Distintos objetos hallados testimonian, que ya 3800 años antes de J. C. 105 egipcios sabían manipular el vidrio en estado semifluido. Otros objetos. presumiblemente realizados por los fenicios unos 2500 años antes de nuestra era, han sido también hallados en distintas regiones de Asia, India, la Mesopotamia, Asiria, etc.
Pero, es a partir de los años 1500 a 1200 antes de J C. que lo~ egipcios logran desarrollar los primeros métodos propios para manufacturar el vidrio en cierta escala; pudiéndose observar, en el Museum de Londres, algunos adornos confeccionados en Egipto con fibras de vidrio, hace aproximadamente 3500 anos.
El soplado del vidrio es descubierto en Siria unos 250 años antes de J. C., y pronto el arte de trabajar y tallar el vidrio se extiende por todo el mundo conocido, empezando por Roma. La manufactura del vidrio adquiere verdadero esplendor a partir del siglo xii de nuestra era, por obra, especialmente, de los venecianos, quienes logran dar al producto movimientos aéreos de encajes, con un lujo de formas y coloridos extraordinariamente bellos.
Con todo, sólo en 1713 se tiene la primera referencia precisa sobre fibras de vidrio, cuando en el transcurso de una conferencia dada por Réaumur en la Academia de las Ciencias de París, éste exhibe algunas muestras de un tejido de vidrio. Aproximadamente un siglo y medio más tarde, en 1893, Edward Drummond Libbey presenta, en la Exposición C~ombiana de Chicago, un tosco vestido y otros artículos obtenidos con tejidos de vidrio, sin que ello logre despertar mayor interés debido al grosor, la fragilidad y a la escasa flexibilidad de las fibras, obtenidas por rudimentarios procedimientos.
En 1931, finalmente, empiezan a producirse en escala industrial las primeras partidas de fibras de vidrio de pequeño diámetro, aptas para ser tejidas, como resultado de las intensas investigaciones iniciadas algunos años antes por ~a Owens-Ilinois Glass en Norteamérica, Modigliani en Italia, la SaintGobain en Francia y otros en Alemania, Inglaterra, etc.
A poco de terminar la segunda guerra mundial, su fabricación se extendió a las principales naciones del mundo.
2.2. COMPOSICIÓN
El vidrio, bajo la forma de láminas tipo ventana, envases, artículos de bazar, etc., no posee ninguna característica mecánica extraordInaria, sino más bien una fragilidad oue constItuye tal vez su rasgo más típico: sin embargo, estirado en hilos delgados sus propiedades cambian considerablemente. A m~ dida que el diámetro de las fibras disminuye, el vidrio, antes r~gido. se vuelve flexible, y su resistencia. muy escasa inic~almente. aumenta con rapidez hasta sobrepasar a todas las demás fibras conocidas, siendo en esta forma que se usa como ~iaterial de refuerzo.
Técnicamente, el vidrio puede definlrse como un producto inorgánico de fusión, enfriado al estado sólido sin presentar cristalización; y desde el punto de vista físico, como un líquIdo subenfriado, ya que presenta la característica e~tructura amorfa de los líquidos.
Sus propiedades se hallan relacionadas con su composición y, por lo tanto, las variaciones cu~itativas v cuantitativas de sus componentes influyen directamente sobre su curva de viscosidad en caliente, sobre su temperatura de fusión, su coeficiente de dilatación, su resistencia superficial y profunda al ataque de la humedad, sobre su resistencia química en general, etc.
Como es sabido, los vidrios comunes son obtenidos a partir de determinados óxidos inorgánicos formadores de retículo, siendo normalmente el bióxido de slhcio (SI 02), bajo forma de arena, su más importante componente. Otros óxidos fluidificantes alcalinos, como el carbonato de sodio (Na~. O) y el carbonato de potasio (K.-. O), se emplean para bajar el punto de fusión de la sílice; en efecto, el agregado del 25 ¼ de Na. O al Si O en una comb~ación binaria solamente, reduce el punto de fusión de la sllice de 1700'C a unos 7750C, aproximadamente.
Un tercer grupo de óxidos, llamados estabilizadores o correctores, tales como el óxido de calcio (Ca O), el óxido de aluminio (Al.. O.), de magnesio (Mg O), etc., tienen ñnalmente la misión de corregir ciertos factores negativos, eventualmente presentes en la mezcla.
Una composición bastante representativa de un vidrio común tipo ventana (vidrio sódico o vidrio "A"), que se elabora alrededor de los 11000C, está dada por la siguiente fórmula simplificada:
SI O Na2 O # K O Ca O, Al O.. etc.
75 15 lo
Aun cuando cualquier tipo de vidrio suficientemente maleable se presta para la producción de fibras más o menos finas,
en el caso de filamentos de muy exiguo diámetro, su extremada delgadez acarrea un serio problema como consecuencia de la enorme desproporción entre su masa infinitésima y la extensa superficie expuesta a las importantes acciones que sobre ésta se ej ercen.
En particular, los álcal:s como la sosa y la potasa que se usan para bajar la temperatura de fusión del bióxido de silicio, vu,elven al vidrio soluble en agua y atacable por la humedad, por cuyo motivo conviene oue sean eliminados de la composición destinada a la fabricación de fibras textiles. En su reemplazo se recurre a óxidos alca.~ino-terroso~ como el anhídrido bórico (B. O..,), también formrd9r de retículo, y una mayor proporción de óxidos estabilizantes. que evitan la formación y extracción de sales solubles, ass~urando la estabilidad y buena resistencia de la fibra a los agentes atmosféricos y al agua.
Aunque pueda pasar inadvertida, la solubilidad del vidrio común alcalino constituye un fenómeno bien conocido que afecta a todos los objetos realizados con este material. SIfl embargo, la elevada relación entre el peso del objeto y la superf:. cíe ex-puesta al ataque de la humedad es tal que ~a acción d'solvente sólo puede ser puesta en evidencia por medio de un aná1~sis de laboratorio y no altera, por lo general, la vida útil del producto.
En el vidrio hilado es muy diferente la relación "superfici~¡ peso . En efecto, mientras un vidrio doble común de 2.8 mm para ventanas pesa más de 7 Kg por m2, o sea que cada m2 de su superficie está respaldado por unos 3 ½ Kg de material. 1 Kg de f2bra de v4dr':o textil presenta, en cambio la formidable super~cíe de 180 a '300 rn2, según dídmetro.
En la práctica, las composiciones que se usan para ello tratan de satisfacer, asimismo, otras exigencias, relacionadas no sólo con la especial tecnología de ilabricación de los fi.~amentos extremadamente deigados, sino también con sus necesidades funcionales, mejorando su estabilidad y su inercia química o, por ejemplo, aumentando su resistencia al choque. etc.
Estos tipos de vidrios de la clase de los "borosilicatos", universalmente conocidos como vidrios "E" por liabérselos empleado desde el inicio, principalmente en el sector de la electricidad, responden de manera aproximada a la fórmula:
Como podrá apreciarse, se hallan esencialmente caracterizados por un tenor en alcalis siempre inferior al 1 %, contrariamente al ~idr-o común que los contiene en una proporción normalmente mayor del lo + 12 %.
Cuanto se ha expuesto sobre la composición del vidrio puede ahora complementarse con la representación esquemática, según las teorías más modernas, de su estructura molecular, caracterizada, también en el estado llamado sólido, por una disposidón reticular bidimensional (propia de un líquido), constituida principalmente pór un retículo Si - O en el que, mientras se hallan respetadas las distancias recíprocas entre átomos vecinos, estos últimos no se encuentran dispuestos de manera Tegular y ni siquiera bajo la forma de una cadena totalmente continua (fig. 1).
En el interior de las mallas del retículo se colocan los átomos metálicos de los grupos Na, K y Ca, Al, etc., que actúan como modificadores del retículo mismo. La menor movilidad de los átomos del grupo Ca, que reemplazan casi totalmente dentro del retículo a 4os del grupo Na, proporciona al vidrio "E" sus exc~ lentes características y su gran estabilidad; siendo éste el único tipo de vidrio, que en la Argentina como en todas partes, se usa para la producción de fibras textiles destinadas a usos eléctricos y plástícos reforzados.
2.3. FABRICACIÓN
Varios son los procedimientos que conducen a la producción de tales fibras pero, en general, el principio sobre el cual se basan es siempre el mismo, o sea el estiramiento a mu~ alta temperatura por tracción mecánica o por la acción de fluidos en movimiento.
Análogamente a otras clases de fibras, el vidrio textil se presenta asimismo de dos maneras distintas: bajo forma de un,
hilado formado por filamentos elementales continuos, de constitución similar a la del rayón de celulosa y denominado SILIONNE, o como un hilado formado por hebras discontinuas, con una estructura análoga a la fibrana artificial (en frances:
Fibranne), denominado VERRANNE o STAPLE.
Puesto que entre nosotros no se fabrican hilados del tipo Verranne, cuya aplicación en los plásticos reforzados es, por otra parte, sumamente reducida. ya que la producción total de estas fibras en el mundo no alcanza al 10 ~,,< del total, nos referiremos a continuación, únicamente, a las fibras de vidrio de tipo continuo o Silionne.
Básicamente, la fabricación de estas fibras se lleva a cabo en un hornito de características rnuy especiales, equipado en su parte inferior con una hilera confeccionada con una aleación de metales preciosos (platino-rodio), que sirve a la vez como elemento calefactor por efecto Joule, para lo cual se halla insertada en el circuito secundario de un transformador eléctrico de tensión automática variable.
El dispositivo de estiramiento está, a su vez, formado por una horouilla en la que se reúnen los filamentos elementales para recibir el ensimaae correspondiente, y por una devanadera de aJta velocidad (7000 RPM), sobre la cual se envuelve el haz de fibras a una velocidad del orden de los 6Q m/seg. (fig. 2).
Dichos hornitos pueden alimentarse ya sea con la mezcla formada por los distintos componentes del vidrio debidamente homogeneizada y refinada <método de fusión directa). o bien por bolitas standardizadas (O 19 mm) previamente fabricadas en hornos independientes; la tendencia actual se inclina por el método de fusión directa, por su mejor rendimiento. La temperatura de estiramiento en la base de los hornitos, para el vidrio asódico "E", es del orden de los 14000C.
Las hileras normalizadas presentan una cantidad de 102, 204
6 408 orificios sobresalientes, de forma apropiada, en los que se
originan igual número de filamentos continuos de diámetro variable entre 3 y 10 ó 12 micrones. De esta manera, se obtienen
varios tipos de hilados básicos formados, respectivamente, por 102,
204 ó 408 hebras de 3 - 5 - 9 !t etc. (tabla III).
El ensimage que se aplica a las fibras durante el proceso de estiramiento es, por lo general, un aceite o una resma emulsionable y tiene por finalidad imir entre sí los filamentos elementales de un mismo hilo y revestirlos de una película lubricante para reducir la fricción y facilitar su posterior uso.
Cuando la producción de los filamentos primarios se realiza en condiciones óptimas de temperatura de fusión del vidrio, de la velocidad de estiramiento.- de nivel de la mezcla en el hornito, de diámeúo y de estado de conservación de los orificios, etc., la resistencia a la tracción de las fibras de vidrio alcanza normalmente valores que superan los 350 Kg/mm2 (tabla JV).
Difícil resulta explicar tan enorme aumento de la resistencia3 sin admitir una verdadera modificación íntima de la materia o la aparición de tensiones internas en los filamentos comparables al fenómeno del templado. Para ello bastará recordar que, en el instante del estiramiento, el vidrio pasa del estado de quietud en que se encuentra en el hornito a una velocidad del orden de los 200 Km/hora sobre la horquilla, mientras que la gota o veta fluida que asoma por los orificios de la hilera (de 1 a 2 mm
La resistencia a tracción de un vidrio masivo común es del orden de los 3 a 4 Kg/mm2 y excepcionalmente alcanza los 8 Kg/rrJn2
de O), viene violentamente reducida a una sección 50.000 veces menor en una porción infinitésima de tiempo. Simultáneamente, su temperatura disminuye desde bien por encima de los 10000C hasta tan sólo unos 1000C en la misma brevlsima
fracción de segundo, pasando en el acto del estado líquido al sólido; todo lo cual da una idea de las acciones tremendas que se ejercen sobre la sustancia durante las operaciones de formación de tales fibras.
En cuanto se refiere al diámetro de los filamentes prirnarios, no es fácil para el profano representarse la realidad física de una hebra tan diminuta como de 5 i,~ (5/1000 de mm), sin recurrir a una comparación que permita ubicarlo entre valores que le sean más familiares. En la manufactura de estas fibras, en efecto, no sólo se han obtenido diámetros mucho más finos de los que corresponden a la mayor parte de las fibras artificiales o sintéticas, sino inferiores a los más pequeños que la naturaleza nos permite observar (tabla V); siendo particularmente ilustrativa la imagen de que con un solo Kg de fibras de vidrio de 5 ~ sería posible cubrir una distancia de casi 20.000 Km (¡20 000 000 de metros aproximadamente~)
2.4. FORMAS COMERCIALES
2.4.1. Los hilados. En la Argentina, con la denominación Texover 4, se fabrican por el momento dos tipos fundamentales de filamentos continuos: 5 y 9 it, y tres hilados básicos formados cada uno por 102 ó 204 filamentos primarios. De estos hilados básicos, mediante determinadas operaciones de dob]ado y retorcido; análogas a las comunes en hilandería, se obtiene luego una amplia gama de hilados comerciales destinados al aislamiento eléctrico 5, al refuerzo de materiales plásticos y a otros usos industriales.
Como es sabido, el grosor de un producto textil cualquiera se expresa por medio de una relación de dos de sus características:
masa y lo~gitud. Si la relación es del tipo longitud/masa, el cuociente se denomina Número del hilado. Si es del tipo masa/longitud, el cuociente se denomina titulo. El título es pues una unidad directa, mientras que el Número es una unidad indirecta.
Al igual que las demás fibras textiles, también los hilados de vidrio se clasifican de este modo y, en la Argentina, según el Número métrico (Nm), o sea de acuerdo con la cantidad de metros (xlOoO) que cabe en 1 Kg de hilo.
Marca registrada por la "Vidriería Argentina 5. A." para sus fibras e hilados textiles de vidrio "E".
~ Ver del mismo autor: El vidrio hilado textil en el aislamiento eléctrico -Revista Electrotécnica- Mayo-Junio 1964.
En la tabla VI se consignan algunas características de los hilados retorcidos TEXOVER de producción más corriente, y asimismo el correspondiente título en unidades TEX recomendado por la 1.5.0. (International Standard Organization), que debería ser de aplicación universal 6, como también la conversión al sistema ing}és y americano (yardas/libra) y la equivalenc~a con la clasificación del algodón y del rayón.
Ya se ha mencionado, a propósito de la fabricación, que los filamentos simples reciben, en el momento de reunirse sobre la horquilla, un ensimage que, según los componentes que inter vienen en su formulación, puede ser de tipo textil o para plásticos reforzados.
De los hilados básicos tratados con ensimage textil se obtienen:
1) Hilados retorcidos
2) Tejidos y cintas normales de varios tipos.
de los tratados directamente para plásticos, se obtienen:
3) Mats (fieltros).
4) Rovings (mechas continuas).
5) Chopped strands (fibra cortada).
6) Algunos hilados retorcidos.
7) Tejidos (e&teras) y cintas roving.
8) Productos especiales o combinados
que en conjunto cubren prácticamente todas las necesidades al respecto.
6 El TEX representa el peso en gramos o decigramos (decitex) de
1000 m del hilado considerado.
2.4.2. Mats. Se hallan formados por fibras básicas silio nne de 9 a 13 ~, continuas y cortadas casi siempre en el largo de 50 mm aprox., afieltradas y tratadas con un aglomerante apropiado. Ambos tipos de fieltros, c~~ntinuos o de fibras cortadas, se diferencian esencialmente por el diverso grado de solubilidad del ligante en las lesinas de impregnación, especialmente POliés ter.
En el mat de alta sol~b.'lidaC,, el ligante generalmente usado es una resma poliéster en p~Lvo, fluidificabie por el calor; al pasar el fieltro por una estufa de temperatura controlada, la resma funde v al enfriarse une y suelda entre sí las fibras del vidrio. La solubilidad de esta resma con referencia al estireno monómero, varía normalmente entre 30 segundos y 1 minuto, según el grosor del fieltro y la velocidad de impregnación. La cantidad en peso de ligante presente en los fieltros es del 2 al 8 ¼.
En el mat de baja solubihdad el aglomerante es, a menudo, una combinación de un ligante en polvo y una emulsión, de tipo polimerizable, que cura parcialmente al pasar el fieltro a través de un horno, hasta un grado tal que su solubilidad en estireno puede exceder de una hora y media a temperatura ambiente, disolviéndose en cambio muy rápidamente con el calor. A veces, por exigencias particulares, también se fabrican tipos de fieltros intermedios, denominados de ?nedia solubilidad, y fieltros especiales para alta velocidad de impregnaciórl (tabla VII).
2.4.3. R~vings. El roving se obtiene de la unión en paralelo, sin torsión, de una cantidad cualquiera -variable entre 5 y 120-de hilados o cabos básicos 9 ,t~ de 30.000 m por Kg; por ejemplo, 8-15-30-60 ó 120, siendo de 60 cabos el más común '. También este producto suele presentarse en dos tipos distintos: tipo duro o tipo blando.
La longitud nominal de una mecna roving por Kg, se obtiene dlvidiendo el largo nominal del hilo básico (30.UUO) por el número de cabos del roving considerado.
En el primer caso el roving e~ tratado con un ensimage compatible con la mayoría de las resinas, de tal manera que mientras los hilos básicos pueden ser fácilmente separados, resulte má& difícil hacerlo con los filamentos elementales. En el tipo blando, en cambio, los filamentos primarios se separan fácilmente y pueden ser mojados con mayor rapidez por las resinas (tabla VIII). La cantidad de apresto seco presente en un roving, varía normalmente entre el 0,6 y 1,5 ¼: en peso.
.4.4. Chopped strands. S~ obtiene cortando en un largo uniforme, variable entre 5 y 50 mm, los mismos tipos de hilos básicos que ~e emplean para la producción del roving; los largos más corrientes en que normalmente se proveen dichas fibras son:
6-12-25 y 50 mm.
2.4.5 Tejidos roving. Las esteras roving no son otra cosa que tejidos pesados, de distinto tipo y grosor, realizados con mechas roving. A diferencia de los fieltros que se caracterizan por una resistencia multidireccional, uniforme en todas las direcciones, en las esteras, en cambio, las propiedades mecánicas en el sentido de la trama y de la urdimbre, respectivamente, pueden variar dentro de límites bastante amplios, según su construcción y la finalidad de su empleo. Un caso extremo de resistencia direccio
- nal lo representan particulares tipos de cintas y tejidos formados por rovings de 60 ó 120 cabos, dispuestos apretadamente en ur
dimbre para máxima resistencia longitudinal~ con sólo unos pocos hilos finos distribuidos muy espaciados en la trama. Las cintas tejidas para el zunchado aislante vidrio~esina de máquinas eléctricas, es uno de los más conocidos ejemplos de ello.
2.4.6. Productos especiales. Incluyen las milled fibers, fibras molidas muy cortas (de 1 a 3 mm según el tamiz) con los filamentos bien separados entre sí; el overlay mat, un fieltro liviano (50 a 60 gr/m2) muy deformabie, formado por fibras tratadas especialmente para absorber altas proporciones de resma; el surfacing rnat, un velo más liviano que el anterior (30 + 50 gr/m) con una mayor proporción de ligante. ambos fabricados casi siempre en vidrio "C" de composición similar al vidrio "E" pero químicamente más resistente.
Incluyen también determinados tipos de fieltros orientados, de alta resistencia direccional, obtenidos de fibras no cortadas, y asimismo varias combinaciones de mats sobre esteras roving, destinados a resolver particulares problemas de fabricación y por lo tanto de un uso menos general.
Una mención especial merecen, por último, los llamados tejidos alto módulo, formados por dos capas paralelas de hilados dispuestas a 90~ una encima de otra, unidas por un hilo de pequeño diámetro que se entrecruza con ellas y que representa no más del 10 ¼ del peso total. Estos tejidos permiten lograr mayor resistencia, particularmente a la flexión, y un más elevado módulo de elasticidad, pudiendo, por lo tanto, resultar útil su empleo en el caso de requerirse condiciones mecánicas superiores a las corrientes.
2.4.7. Tejidos n~ormales. Con los hilados retorcidos se fabrica una extensa variedad de tejidos y de otros productos como cintas,
forros, etc., de vastísimo empleo, especialmente en electrotécnica y en la industria en general (aislamientos de gran resistencia al calor, filtración de productos químicos corrosivos, filtrado de aluminio fundido, fabricación de discos cortantes, refuerzo de revestimientos impermeables, lonetas y telones imputrescibles con recubrimiento de PVC, polietileno, etc.; cintas autoadhesivas de alta resistencia, productos varios coníeccionados con hilados combinados vidrio-amianto, etc.).
A pesar de la ~nfinita gama de tejidos de posible producción, diferentes por peso y espesor, por ~'tulo y cantidad de hilos en urdimbre y trama respectivamente, por textura, etc., los tipOs para plásticos reforzados pertenecen normalmente a uno de estos tres grupos (fig. 3):
a) las taffetas o telas (plain weave), en las que cada hilo de la urdimbre y la trama, pasa sucesiva y regularmente por encima y por debajo de los hilos que cruza. Urdimbre y trama tienen igual relieve en ambas caras del tejido.
b) las sargas (twill), en cuya confección, dos o más hilos se cruzan en forma alternada por encima y por debajo de igual número de hilos en trama y urdimbre, respectivamente. Se caracterizan por presentar un típico esquema de líneas diagonales en su superficie.
c) los satins o rasos (crowfoot ~atin), en los que los hilos de la trama y la urdimbre pasan primero por debajo o por encima del primer hilo que cruzan, luego por encima o por debajo de 3, 4, 7 o más hilos (hilos flotantes), y así sucesivamente.
Los tejidos asargados son más lisos y más fuertes que los planos y también más flexibles, pero no tan estables como los primeros. Los tipos rasos son asimismo lisos y aún más deformables, por lo cual se adaptan mejor a las formas redondeadas; tienen además una mayor resistencia a la rotura debido al menor número de puntos de ligaduras, lo que reduce la acción de corte recíproco entre los hilos.
Cualquiera que sea el grupo a que pertenecen los tejidos, éstos pueden ser, además:
- balanceados (balanced cloth) cuando presentan una resistencia a la tracción aproximadamente igual en el sentido de Ja urdimbre y de la trama; un tejido simétrico, formado por igual cantidad de hilos por cm y de un mismo título, en urdimbre y trama es, por lo tanto, siempre un te3'ido equilibrado.
- direccionales (directional cloth), caracterizados por presentar una mayor resistencia mecánica en una dirección determinada (generalmente en el sentido de la urdimbre), lo que se logra ya sea empleando una mayor cantidad de hilos o usando en la urdimbre hilados comparativamente más fuertes, como también con una combinación de ambas formas.
La tabla IX proporciona algunos detalles de los tipos de tejidos y cintas más frecuentemente usados en PRFV y en algunas otras aplicaciones de carácter industrial; entendiéndose que la nómina es puramente ilustrativa, no lim~tativa, pudiéndose fabricar desde luego cualquier otro tipo diferente que fuera necesario para cumplir con determinadas especificaciones o exigencias.
2.5. APRES~OS y ACABADOS
Un apresto (ensimage) ideal, aplicado a los filamentos durante el proceso de estiramiento para la formación de los hilados básicos, debería poseer las propiedades siguientes:
1) adherir a la superficie de los filamentos sin~ples,
2) impedir el electo abrasivo derivado del roce de los 'fila'mentos elementales entre sí,
3) mantener unidos los filamentos que forman el hilo básico, pero sin permitir que los hilos mismos se adhieran entre sí durante el bóbinado,
4) facilitar las ulteriores operaciones de doblado, retorcido, etc., de los hilados y las de t~jeduría,
5> ser compatibles con las resinas de cualquier tipo, usadas para la obtención de los estrati~cados, y
1) adherir a la superficie de lo& filamentos simples,
2) impedir el efecto abrasivo derivado del roce de los fila mentos elemen~tales entre sí,
3) mantener unidos los filamentos que forman el hilo básico, pero sin permitir que 105 hilos mismos se adhieran entre sí durante el bobinado,
4) facilitar las ulteriores operaciones de doblado, retorcido, etc., de los hilados y las de teleduría,
5) ser compatibles con las resinas de cualquier tipo~ us£¡das para la obtención de los estratiticados y
6) crear una adhesión o una especie de ligazón química definitiva, entre la fibra de vidrio y las resinas mismas.
Puesto que un apresto universal de esta clase no existe, se usan dos tipos distintos de ensimages:
a) aprestos textiles, que satisfacen los puntos 1 a 4,
b) aprestos para plásticos, que satisfacen los puntos 5 y 6.
Los primeros, que como puede fácilmente deducirse de los puntos arriba mencionados se aplican exclusivamente a los hilados destinados a sufrir ulteriores operaciones de hilandería y tejeduría, tienen la misión única y fundamental de proteger los filamentos simples y proporcionar a los hilados mismos las mejores propiedades textiles. Pueden, por lo tanto, estar constituidos por un aceite mineral o un agente tenso-activo para facilitar su eliminación durante las operaciones de aesensimaqe, o bien por un compuesto orgánico apropiado, como asimismo por productos conglutinantes amiláceos (dextrina) y productos grasos vegetales. La proporción de residuo seco de estos aPrestos -'te-nominados tipo T- que oueda en los hilados, es normalmente del orden del 2 al 4 ¼ en peso.
Si los aprestos textiles resúltan incompatibles con las resinas de uso más corrielite, por su parte los ensimages del segundo grupo -tipo P- no cumplen sati(Jfactoriamente ~ ~ nuntos 1 a 4 antes mencionados, especialmente con este último; por lo tanto sólo pueden ser empleados en fihras no retorcidas, destinadas a
usarse directamente en forma de roving, d~ mats. de esteras, etc., salvo escasas excepciones de hilados a débil torsión, que también se utilizan en la manufactura de ~gunos tipos de tejidos para pía sticos reforzados, de a~licación directa.
La formulación de tales aprestos plásticos se hace flindamentalmente sobre la base de emulsiones de poliacetato de v~ilo que contengan algún derivado del silano, o bien de comnuestos orgánicos del cromo, que mientras aseguran un buen puente para la unión vidrio-resina. proporcionan a los fila~~entos los indispensables elementos adhesivos y lubricantes, dándoles también propiedades hidrófu~as oue contribuven a melorar las características de los estratificados al estado húmedo La proporción de estos ensimages que queda normalmente sobre la superficie del vidrio, varía entre un 0,6 y 2,5 + 3% en peso.
Por lo tanto, todos los telidos obtenidos a partir de hilados con anresto textil y destinados a usarse en estratificados plásticos, deberán someterse a un doble tratamiento: primero, a una oteración de desensimage y luego, a la aplicación de un agente de terminación (acabado o finish), capaz de cumplir con los puntos 5 y 6 arriba mencionados.
El desensimage puede hacerse ya sea por vía térmica como por vía química, o mediante una combinación de ambos proce
dimientos La caramelización, que representa el primer sistema utilizado para tal fin, se concreta a mantener el tejido en un horno a una temperatura no mayor de unos 300 3200C, hasta conseguir que el residuo del apresto original no sobrepase un nivel prefijado (0,5 % máx.). Los tejidos adquieren en este caso un leve tinte de color tostado o caramelo, que ha dado origen al nombre del sistema
El desensimage por vía quimica, que es seguramente el mejor procedimiento, consiste en un prolongado lavado en agua, adicionada con algún detergente apropiado, y sucesivo secado a baja temn0rat~~~, c'uitándose de esta i~a~--~~ ~ parte de las substancias orgánicas del apresto teXtil El ~'ido conserva su color blanco y el residi¡o del apresto resulta a menudo inferior al 0,3 %.
La limnieza térmica a muy alta temperatura (del orden de los 400 -: 5000C), prolongada por varias horas, y el desensimage mixto (lavado y posterior tratamiento al :horno a alta temneratura), son tal vez los Que proporcionan los mei ores resultados, de4ando s~~b-~ist'r sobre las fibras una cantidad de residuos orgánicos no mayor del 0,15 ¼ y a veces hasta menos del 0,1 % sobre el peso del tejido seco, según tipos (fig. 4)
En cuanto a los aeen;es d~ term mación o finishes, que análogamente a los aprestos pía sticOs tienen la misión de hacer de puente, o sea asegurar una vinc~ación firme entre el vidrio y las resina&, difícil sería e~a~~ra" su imnortancia teniendo presente, de un lado, la adh~s'ón d~-"-ctuosa que el vidrio realiza de por sí con la mayoría de las materias plásticas, y del otro, el hecho de que las altas características mecánicas y las performances de un estratificado y, en general, de un material compuesto cuabuiera, dependen tanto o más de la buena ligazón entre 105 componentes, o sea de su capacidad para trabajar juntos, como de sus mismas propiedades individuales.
El papel fundamental que desempeñan los aprestos plásticos y los acabados de la fibra y tejidos de vidrio, respectivamente, sólo puede ser puesto en evidencia si se considera que el fenómeno de la adhesión entre dos cuerpos colocados a distancia molecular entre sí depende, en último análisis, de las acciones electrostáticas recíprocas que tienen lugar en las superficies de contacto; además de otras relaciones de naturaleza netamente química que los finishes tienen la misión de favorecer para asegurar una mejor vinculación vidrio-resma.
Al crear una mayor afinidad entre la superficie de las fibras de vidrio y la resma, los acabados influyen también directamente sobre el grado de "mojabilidad" de los refuerzos y, por lo tanto, sobre la velocidad de impregnación y la eventual presencia de fallas (burbujas, separaciones, et~>; debiendo pues un buen tratamiento facilitar, en primer término, un rápido y en lo
nL'rtaas
posible completo mojado de la fibra, sin discontinuidades ~inguna clase.
Al ~gual que en los aprestos plásticos, los acabados han cumplir también con la finalidad propia de un tratamiento drófugo, esto es, oponerse a la toma de agua por infiltración pilar en las superficies límites de contacto vidrio-resina (mt face) de los estratificados, cuyas propiedades iniciales mecáni< y eléctricas se verían de otra manera seriamente perjudica( por la humedad, hasta imposibilitar no pocas aplicaciones.
Sin entrar en los detalles que atañen al mecanismo, basta] complejo por cierto, según el cual actúan los agentes de ter] nación para asegurar la íntima ligazón vidrio-resma, bast~ mencionar que se trata casi siempre de derivados orgánicos silicio o del cromo, que pueden dividirse en;
- compuestos crómicos (cloruro de metacrilato crómico)
mo el conocido Volan de la E. 1. du Pont de Nemours ]
o el Vitrafix de la Lmperial Chemical md. Ltd., que l
sido los primeros comercialmeple disponibles;
- derivados del silano (Si H4) del tipo vinil-silano comc Garan o, por ej., amlno-silancs, etoxi-silanos, etc., de aue son particularmente conocidos los de la Union Car~ Corp. y de la Dow Corning Corp.;
- compuestos modificados cromo~silanos y otros especi<'
sobre la base de siliconas por ejemplo, destinados a pro~ cionar a los tejidos determinadas propiedades específic
Además de su comportamiento selectivo con respecto a distintas familias de resinas, o sea de su mayor o menor c patibilidad con cada una de e]las, todos estos acabados o agei de acoplamiento presentan por lo común algunas diferencias pecto de su capacidad específica de enganche y también dE a~itud funcional en seco y en húmedo; por lo cual deben debidamente seleccionados de acuerdo con las necesidades trinsecas del caso.
Sin embargo~ algunos finzshes, como por ejemplo los del PO crómico (Volan, Vitrafix) ofrecen, para condiciones cori
tes de empleo de los laminados, -aptitudes de .unión igualmente satisfactorias -para distmtos tipos de resinas, -o por lo menos para las más -comunmente usadas en PRFV tnoliésteres, epoxídicas, fenólicas)., pudiéndoselos considerar -por lo tanto de uso general
-(tabla X).
Tabla X - Acabados (-firishes) para tejidos de -vidrio
-Recomenda-do para resma -(
-!)enominación -c a t e g o r .-i a
.poli~ster-epoxi~fenó1lca
'-Ve-lan" A Meta o (E. 1. da POn-t) Pelléster-epoxl~feno.llca
~Vitrafix~' Me-ta o (1. -C. 1.) polléster-sulcona
A-1~2 Vir.(1 -(-Union Carbide) Pollés ter
".Oaran" Vinil-silano (J. M.i eenoiioa-e~oxl--melamina
A-e-lOO Amin (Union Carbide) Polléster
-Z-6030 Metacrilato ilane (Dow Corsing) fpoxi
3-6040 Epoxi -IDOW Cornieig) Polléster~epoxi-melamIna
-A--186 -y A-187 Epoxi funcional silano (Union Car~bide> liso general
-NOL-20 -Ha1~stianO
-Especificación de los Nacal Ordenance Laboratories -- -U E. -A.
Para la unión-con -melamina -es generalmente suficiente usar tejidos de viórlo "caraiselizacios": en cambie, ~ ~)eCui~~ ~ a~ecuaus a~neres.eta con resinas de silicona.
-se requiere el empleo de tejidos tratados a alta tem~peratura, no siendo necesarios en ambos casos. por-lo general, ulteriores acabados quimicos.
La complejidad e im.portancia -de -es-tos tratamientos y, consiguientemente, el intenso .ma~puleo al que están sometidos los
-tejidos, que tiende evidentemente a debilitarlos, mientras obligan -a -la -más ri.gurosa aplicación de muy precisas -normas -y especificaciones operativas, -explica fácilmente el estricto y per
-manente control técnico que las iirmas especializadas suelen
-mantener a lo largo de -todos -estos delicados y costosos trata-
mientos, como única forma de garantizar plenamente las altas prestaciones de resistencia, duración y estabilidad que se re-quieren de los PRFV
No obstante, a los efectos de reforzar la acción de los finishes aplicados a los tejidos, como también la de los aprestos del tipo P que se aplican a las fibras (mat, roving, chopped strands. etc.), algunos de tales agentes de acoplamiento (por -ej., el A-186 y el A-187 de la Unión Carbide) suelen asimismo agregarse ~n proporción variable- a las resinas en el momento de su utilización, y a ciertas mezclas -preparadas (compounds) que se utilizan, como veremos, en el estampado rápido de piezas de PRFV; con lo cual se agrega un factor más de seguridad a favor de una más íntima y sólida unión vidrio-resma, indispensable para alcanzar de estos materiales las más altas prestaciones posibles.
METODOS DE FORMACION.
CONSIDERACIONES PRELIMINARES
Los sistemas de fabricación de los plásticos reforzados son relativamente numerosos y dependen no sólo de las dimensiones, de la forma y de la terminación superficial del elemento a producir, sino también de las características mecánicas de éste y del programa de fabricación, o sea de la cantidad de piezas que deban producirse y del ritmo de trabajo previsto.
Ningún elemento en PRFV(plásticos reforzados de fibra de vidrio) puede, en efecto, ser producido en condiciones técnicas y económicamente convenientes si el sistema de fabricación no es exactamente el que corresponde a las necesidades del caso específico y sin un suficiente conocimiento de las propiedades que se refieren para las piezas terminadas.
Los distintos métodos de producción de los PRFV (plásticos reforzados en fibra de vidrio) actualmente en su uso, dentro de las numerosas variantes de detalle que presenten para adaptarlos mejor a las necesidades especificas o a los particulares exigencias de una determinada producción, pueden clasificarse de la siguiente forma:
-
Formación a mano por contacto, sobre un solo molde
-
Con saco elástico, en vacío o bajo presión.
-
Moldeo con un pistón flexible.
-
Fabricación con doble molde, sin presión.
-
Fabricación con matrices metálicas acopladas, bajo presión.
-
Formación por centrifugado.
-
Formación por envolvimiento (winding).
Básicamente, la formación de los plásticos reforzados con fibra de vidrio(PRFV) es bastante sencilla: consiste en impregnar el elemento reforzante por medio de una resina líquida previamente preparada, y mantenerlo en el molde del que reproducirá la forma, hasta su endurecimiento.
Este esquema, aparentemente simple, encuentra sin embargo para su correcta realización dos obstáculos que han de ser debidamente conocidos y superados. Uno de ellos derivado de la necesidad de eliminar totalmente el aire atrapado entre las fibras de vidrio del refuerzo y reemplazarlo por la resina (siempre más bien viscosa y a través de la cual las burbujas se escapan con dificultad); y el otro vinculado con el control de los numerosos factores que actúan sobre el tiempo de gelificación de la resina, cuyo endurecimiento deberá efectuarse en la forma y en el momento apropiados.
Para el mejor dominio de tales elementos se aconseja operar, especialmente en la formación a mano, en ambiente de temperatura y humedad controladas (el ideal sería una temperatura aproximada de 20 / 25°C con una humedad relativa no mayor del 50%), o por lo menos realizar algunos ensayos previos con una pequeña porción de resina para establecer el tiempo de polimerización.
No se aconseja operar a temperaturas ambientes inferiores a los 15°C, ni en presencia de elevados grados higrométricos que podrían retardar considerablemente el tiempo de gelificación y curado de las resinas.
Independientemente del hecho de que la viscosidad de las resinas aumenta con la disminución de la temperatura lo que dificulta la impregnación del refuerzo, en igualdad de otras condiciones la temperatura ambiente influye de una manera decisiva sobre los tiempos de curado, como puede apreciarse en el cuadro que insertamos continuación y que se refiere a un determinado tipo de resina poliester y respectivo sistema catalizador:
Temp. °C Tiempo de gelificación Tiempo de curado completo
30 10 minutos 4 a 7 días
25 15 minutos 1 a 2 semanas
20 25 minutos 2 a 3 semanas
15 50 minutos 4 a 6 semanas
10 160 minutos algunos meses
los materiales de refuerzo deberán guardarse en un local absolutamente seco, i de existir la sospecha de que hubiera podido adquirir un poco de humedad por absorción superficial de las fibras deberá procederse a su secado en estufa de circulación de aire, a una temperatura de unos 60°C aproximadamente por el tiempo necesario.
A propósito de la resinas, no estará demás insistir sobre el hecho que de la correcta proporción y preparación de la mezcla polimero-monomero, cargas, pigmentos, catalizadores y acelerantes, depende en máxima parte el éxito de la operación, cualquiera que sea el sistema de laminación que se adopte. Por lo tanto, tal preparación deberá hacerse siempre bajo el mas estricto control, utilizándose preferiblemente dispositivos mecánicos para una mejor dispersión, en lugar de la simple agitación manual, de la mezcla, y recurriendo invariablemente a las indicaciones de la balanza o probetas graduadas para determinar la proporción de los varios componentes, nunca a la estimación personal o subjetiva.
Acerca de los agentes de separación o desmoldantes, imprescindibles en cualquiera que sea el método de fabricación utilizado convendrá por último tener presente que su elección se relaciona especialmente con:
el procedimiento de endurecimiento de la resina (en frío o en caliente);
la naturaleza del material empleado en la confección del molde o matrices;
la importancia relativa entre el tiempo que se tarda en la aplicación del agente de despegue y la duración total del ciclo de producción.
A continuación pasamos a describir los principales sistemas de fabricación en los que se basa, fundamentalmente, la moderna tecnología de los PRFV; con especial referencia a la combinaciones vidrio-poliéster y vidrio-epoxi, destacándose sus ventajas y desventajas así como sus mas frecuentes sectores de empleo, y detallando, finalmente, algunas aplicaciones o producciones particulares que se derivan de tales métodos.
FORMACION A MANO POR CONTACTO (HAND LAY-UP)
Es éste el primer sistema usado para la fabricación de los plásticos reforzados y todavía uno de los más difundidos por su sencillez y versatilidad. Su esquema simple ha contribuido poderosamente a fijar en la mente del público la noción, no siempre totalmente exacta, de una extremada facilidad de los estratificados vidrio resina.
Trátase de un método esencialmente de tipo artesanal y por lo tanto lento y que requiere, como todos los de su clase, una cierta habilidad manual para lograr resultados satisfactorios; pero muy valioso en otros aspectos, por que permite realizar prácticamente cualquier pieza pequeña, mediana o de grandes dimensiones, en un único o muy pocos ejemplares y también en serie de cierta importancia.
Para la formación a mano requiere en solo molde (molde abierto), eventualmente descomponible en dos o más partes para facilitar la extracción de la pieza, y solo la superficie del laminado en contacto con el molde resultara perfectamente acabada, por consiguiente, se elegirá un molde hembra cuando se desee una superficie externa bien terminada y un molde macho en el caso opuesto.
Los moldes u hormas pueden fabricarse con materiales comunes como yeso, madera, chapa, etc., pero mas frecuentemente, particularmente para trabajos en serie de hasta algunas centenares de unidades, se prefiere moldes de resina poliester o epoxi reforzada con fibras de vidrio.
También pueden usarse modelos positivos los mismos elementos que se quiere producir, si se dispone de ellos, no importa el material con que estén hechos.
Los moldes, además de una suficiente rigidez, que puede obtenerse, con la ayuda de bastidores, soportes o de otras estructuras “ad hoc”, han de presentar una superficie absolutamente lisa y lo más perfecta posible, teniendo presente que ésta será reproducida fielmente en todos sus detalles por plástico reforzado y, por lo tanto, cualquier defecto o imperfección aparecerá inevitablemente en las piezas fabricadas, lo que no siempre será fácil o factible corregir a posteriori.
Una vez preparados los molde, que para mayor comodidad pueden montarse sobre armazones o plataformas corredizas, giratorias, basculantes, etc., se procede a la aplicación del agente separador (ceras, alcohol de polivinilo, acetato de celulosa, etc.), en una capa delgada y lo más uniforme posible, sin grumos o discontinuidades de ningún tipo podrían echar a perder no sólo la pieza en fabricación sino el molde mismo.
Hecho esto, ya puede iniciarse la laminación propiamente ducha, que consiste en la colocación y adaptación sobre el molde de las distintas capas de refuerzo previstas y su impregnación con resina. Para ello puede procederse a la aplicación con pistola o pincel de una primera mano de resina debidamente preparada y a, continuación colocar encima el refuerzo (mat, tejido, etc.).
Puesto que las resinas una vez catalizadas y aceleradas empiezan a fraguar de manera irreversible en un tiempo relativamente breve, se aconseja preparar sólo la cantidad necesaria para la producción, digamos de un día, pero sin agregar el catalizador o el acelerante. Estos compuestos se adicionan de vez en vez, sobre la proporción de resina destinada a utilizarse inmediatamente, dentro del margen de tiempo disponible antes de que empiece la gelación. Operando sobre cantidades siempre iguales es posible evitar el riesgo de errores y el endurecimiento prematuro.
Por el mismo motivo se aconseja no impregnar grandes superficies a la vez sino por zonas sucesivas, calculando bien las cantidades y los tiempos de gelificación para poder trabajar cómodamente. Se debe cuidar de manera muy especial la uniforme distribución de la resina, sin excesos o deficiencias de ninguna naturaleza, la correcta adaptación del refuerzo sobre todos los puntos del molde y, particularmente, como ya ha sido dicho, la más completa eliminación de toda burbuja o trampa de aire en el laminado.
Es una pieza correctamente fabricada por el sistema de moldeo por contacto , el contenido de aire y los pequeños vacíos incorporados, no deberían sobrepasar en conjunto, en el laminado terminado, los siguientes porcentajes:
2,5 / 3, - % en volumen, para el mat;
1,8 / 2, - % en volumen, para la esfera roving, y
1,10 / 1,25% en volumen, para los tejidos normales.
Aun cuando en trabajos de laminación más corrientes tales límites suelen ser ampliamente superados.
Una vez indicada la polimerización, una pieza más bien chica y de forma simple, puede ser separada del molde a la media hora o a los 45 minutos. Otros laminados de grandes dimensiones requiere en cambio varias horas antes de alcanzar suficiente robustez como para ser desmoldados sin peligro de distorsiones irreparables.
A la temperatura ambiente, una polimerización satisfactoria se obtiene de ordinario en el lapso de unas 24 horas, pero únicamente al cabo de tres o cuatro semanas de estacionamiento y aun en meses de invierno o en clima austral, un producto de plástico reforzado adquiere realmente sus mejores propiedades mecánicas. La aplicación de calor por medio de una estufa de aire caliente o de lámparas o quemadores de rayos infrarrojos, aceleran sin embargo notablemente las distintas etapas del proceso, pudiendo completarse todo el ciclo de curado en una pocas horas, operando alrededor de los 80°C, aun en piezas de muy grandes dimensiones.
La fuerte contracción que sufren las resinas poliéster durante su polimerización, y que en cierta forma favorece su vinculación al refuerzo, tiende a dejar a la vista la textura de la fibra de vidrio sobre la superficie en contacto con el molde. A veces este fenómeno puede no ser deseado o resultar inconveniente. Para evitarlo y obtener un acabado superficial perfectamente pulido, es necesario, antes de iniciar la estratificación, aplicar sobre el molde - preparado con su correspondiente agente de despegue una primera capa de resina (gel coat) relativamente delgada pero perfectamente distribuida (a pincel o soplete), a fin de evitar zonas excesivamente ricas en resina, y por lo tanto frágiles, y otras casi carentes de ella.
Una vez iniciada la polimerización del gel coat, se sigue con la aplicación e impregnación normal de los refuerzos. Cuando se trata de productos de PRFV no translúcidos, con color incorporado, éste suele limitarse en muchos casos a la capa superficial, puliendo las capas sucesivas de resina prescindir del pigmento o bien prepararse con un color diferente se fuera deseado.
Además de la gama casi infinita de elementos que pueden producirse con el método de que se trata, un lugar muy especial corresponde a los revestimientos, los que constituyen una de las aplicaciones más interesantes de la estratificación por contacto (obviamente, no corresponde el agente de despegue), ya que abarcan desde el forrado en función anticorrosiva de conductos, tanques y contenedores metálicos de todo tipo, al recubrimiento de piletas, terrazas, paredes, silos y depósitos subterráneos, túneles subterráneos, etc.; como también el revestimiento de botes y barcos nuevos o usados y el refuerzo o la recuperación de estructuras varias realizadas con otros materiales por ejemplo, con PVC, hierro, acero inoxidable, hormigón, etc.
FORMACION CON SACO PLASTICO:
Es esencialmente un mejoramiento del sistema anterior que también utiliza un molde abierto, macho o hembra según el caso, y presenta un estado intermedio, entre la formación por contacto, de corte prácticamente artesanal, y los procedimientos de compresión altamente mecanizados.
En principio, este método consiste en reemplazar parcialmente la impregnación a mano, con pincel o rodillo, por una limitada presión unifórmente distribuida y transmitida al laminado en formación por medio de un saco o membrana elástica. Ello proporciona algunas ventajas que se traducen en un mejoramiento del ritmo de producción y e las características de las piezas en general.
La aplicación de cierta presión y el eventual empleo de una moderada calefacción para acelerar el proceso de polimerización de la resina, requiere la adopción de moldes suficientemente rígidos y robustos de poliéster o epoxi, obtenidos por laminación a mano de modelos en yeso, madera, etc.; o también metálicos, provistos a menudo de pestañas y canaletas periféricas y relativos dispositivos aprieta-juntas (pinzas, tornillos de mariposa, etc.).
La técnica operativa del sistema es la siguiente: una vez dispuesto sobre el molde el refuerzo de fibras de vidrio, parcialmente impregnado, se coloca sobre éste un diafragma de PVC, neopreno (la goma común que también se emplea, es atacada y destruida rápidamente por la resina, por lo cual debe protegérsela del contacto directo mediante la interposición de una hoja de Cellophane o una película de las usadas como separador, por ejemplo), polietileno, alcohol polivinilico, etc., de 1 a 2 mm de espesor, que se cierra herméticamente según su contorno. A veces, el molde completo con el laminado se coloca en el interior de una bolsa o saco que lo envuelve totalmente.
Luego se conecta entre el molde y el diafragma o la bolsa, a un equipo de vacío por medio de una trampa para resina (recuperador del exceso de resina). La depresión así creada puede ejercer sobre el molde una presión de 0,5 a 1 Kg/cm2 aprox., que permite expulsar bien el aire del laminado en formación, lo que deberá favorecerse por algún medio destinado a abrirle camino, como por ejemplo una hoja porosa puesta en contacto con el estratificado.
Más simple todavía y más fácil de controlar que el sistema por vacío resulta el de presión directa que puede aplicarse colocando sencillamente el molde mismo, con su bolsa o diafragma, en un autoclave, o creando una cavidad “ad hoc” por encima del molde, en la que se aplicará la presión por medio de aire comprimido (comúnmente entre 0,5 y 2 ó 3 Kg/cm2). En cualquier caso deberán preverse oportunos dispositivos de drenaje para el exceso de resina y la evacuación del aire.
Este sistema, con sus numerosas variantes, presenta el doble inconveniente de que solo una cara del laminado ofrece la superficie acabada, igual que en los estratificados a mano y, además, no permite la fabricación de piezas relativamente complicadas o con pequeños radios de curvatura. Para mejorar la terminación de la cara que no está en contacto con el molde o cuando el diafragma elástico o la bolsa no pudieran adherirse convenientemente sobre toda la superficie del producto, pueden usarse contramoldes totales o parciales, directamente en contacto con la resina (previo tratamiento con un agente de despegue apropiado) y ejercer sobre éstos la acción de vacío o de presión neumática según los casos.
FORMACION CON PISTON FLEXIBLE:
Es un método poco usado que se deriva de los anteriores, pero que se aproxima por su técnica al estampado con moldes acoplados, y que puede dar bastante satisfacción, especialmente para la producción de pequeñas piezas de forma cóncava simétrica.
El elemento nuevo es un pistón macizo hecho de un material flexible, generalmente neopreno u otro elastómero apropiado, que se comprime contra el molde por la acción de un balancín o prensa, con una presión del orden de los 5 Kg/cm2 que excepcionalmente, puede llegar hasta los 8 / 10 Kg/cm2.
Una vez acomodado debidamente el refuerzo sobre el molde, se vierte en el fondo la cantidad de resina necesaria, se cubre con una película separadora y se baja lentamente el pistón. La resina se ve entonces obligada a penetrar a través de las fibras de vidrio y a subir poco a poco a lo largo del refuerzo, mientras que el pistón va adquiriendo la forma del molde, ejerciendo sobre sus paredes una presión cada vez mayor y más uniforme. Simultáneamente se suministra al molde, para iniciar y activar el proceso de endurecimiento.
FABRICACION CON DOBLE MOLDE:
Es un sistema en el que todavía se utilizan resinas de polimerización en frío o muy baja temperatura, y aun cuando no requiere la aplicación de presiones, precisa el empleo de dos moldes, macho y hembra (molde cerrado), realizamos generalmente en vidrio-poliéster o epoxi, con los bordes reforzados.
La impregnación puede hacerse por separado, sobre una hoja de acetato de celulosa o sobre cualquier otra película análoga.
Una vez aplicada la resina se coloca encima del estratificado una segunda película transparente y mediante un rodillo se completa la eliminación de las burbujas de aire. Hecho esto se traslada el conjunto a uno de los moldes, adaptándolo a su forma; se encima el contramolde y se cierran firmemente las dos partes entre sí con la ayuda de tornillos u otros dispositivos apropiados.
De no ser posible el empleo de películas separadoras, por los pliegues que en una forma relativamente compleja podrían producirse, la impregnación se realiza directamente sobre el molde, previa aplicación de un agente de despegue, pero cuidando de manera muy especial durante el cierre de las dos partes la buena repartición de la resina, y de asegurar la salida del aire mediante la adopción de algún artificio. Generalmente, la forma más simple de lograrlo es trabajar con un exceso de resina que, luego de lograrlo es trabajar con un exceso de resina que, luego de escurrida, se recupera al cerrar el molde.
En el caso de grande piezas, haciendo uso de moldes separables en varios elementos, que se van poniendo sucesivamente en el lugar correspondiente, es posible realizar la laminación por sectores y, asimismo, combinar este método con la formación a mano por contacto, a fin de lograr en algunas zonas en que fuera necesario, un mayor control del espesor y una mejor terminación.
Los moldes cierran mejor con el refuerzo seco adentro.
Luego se vierte en la canaleta la cantidad necesaria de resina que, por defecto de succión o de la presión, se ve forzada a través del refuerzo repartiéndose poco a poco hasta llenar por completo la cavidad del molde. Al alcanzar la resina los visores de los orificios de salida, se cierra la llave de paso y se deja polimerizar, con o sin aporte suplementario de calor.
FORMACION CON MATRICES METALICAS ACOPLADAS:
Es un método rápido, verdadero procedimiento de estampado netamente industrial, que permite ciclos de fabricación de tan solo 2 a 3 minutos y se emplea para producciones en gran escala (por lo menos del orden de algunos miles de unidades) de cualquier tipo de piezas. La formación se realiza con presiones de hasta 30 Kg/cm2, pero más frecuentemente entre 3 y 10 Kg/cm2 para la resina poliéster, con temperaturas de polimerización de 110 a 130°C (hasta 70 / 100 Kg/cm2 y 180 / 200°C para otras familias de resinas).
Las matrices que se emplean son habitualmente de acero pulido y cromado, pero también puede usarse aluminio fundido, ligas especiales de zinc, hierro colado, etc. A menudo los bordes de estas matrices son especialmente tratados para cortar por cizallamiento la fibra de vidrio sobrante, además de retener la resina en la cavidad del molde en la fase final de la operación de prensado. Llevan topes de arresto y dispositivos de calefacción, eléctricos o de vapor o aceite caliente.
Para hacer más rápido el ciclo de estampado especialmente cuando se emplean matrices de acero inoxidable o acero cromado, puede prescindirse de los agentes de despegue mediante el agregado de un lubricante interno a la resina (generalmente estearato de zinc) que, aflorando a la superficie en el curso de la polimerización, forma una película continua separadora que facilita el desmolde de la pieza.
Los refuerzos, oportunamente recortados o preparados de manera apropiada, pueden colocarse en el molde en estado seco, agregándose acto seguido la cantidad necesaria, o bien utilizarse preimpregnados. Las prensas para PRFV son casi siempre de dos velocidades: una, la más rápida, de acercamiento, necesaria para prevenir la gelación de la resina y la otra, muy lenta, de tan solo unos pocos centímetros por minuto, para el cierre final, destinada a evitar el desplazamiento violento de la resina y asegurar su correcta distribución; el mayor esfuerzo se aplica al momento del cierre, cuando la matriz empieza a cortar los bordes del refuerzo de vidrio.
La presión relativamente baja que se requiere para la formación de los plásticos reforzados permite realizar también elementos de muy grandes dimensiones (varios metros cuadrados) con prensas de potencia comparativamente poco elevada, siempre que estén equipadas con platos o suplementos apropiados para ello. Las dimensiones de las piezas producidas con este sistema quedan limitadas, en la práctica, al costo de las matrices y a la posibilidad de su amortización.
Cabe en este punto destacar brevemente ñas principales diferencias que hacen al “modus operandi” de los distintos tipos de resinas, en comparación con las poliéster. Estas últimas y las etoxilínicas son resinas líquidas al 100% - no soluciones - que polimerizan totalmente sin desprendimiento de productos secundarios de ninguna clase; por lo tanto, las únicas diferencias residen prácticamente, en la presión y temperatura de curado, algo mayores en las epoxi en comparación con las primeras (presiones entre 7 y 70 Kg/cm2 y temperaturas entre 140 y 165°C aproximadamente).
En cambio, las resinas fenólicas, las de melamina y las de siliconas, se proveen siempre bajo forma de disoluciones (preferentemente en alcoholes o en soluciones acuosas de alcohol las primeras y en tolueno o en otros solventes análogos las de siliconas); debiéndose, pues, en una etapa preliminar al estampado, evaporar totalmente el disolvente. En estos casos el ciclo operativo completo incluye, en primer término, la impregnación del refuerzo de fibras de vidrio con la solución de resina; y luego, la eliminación del solvente en estufa con circulación de aire caliente, prolongándose el tratamiento hasta llevar la resina a un estado apropiado de prepolimerización, en cuyas condiciones para al molde para el estampado bajo prensa.
Los valores de la presión y de la temperatura más comúnmente empleados para los distintos tipos de resinas, son los siguientes:
-
Fenólicas normales: 70 a 120 Kg/cm2. Temperatura alrededor de los 150°C.
-
Fenólicas de baja presión: de 1 a 15 Kg/cm2.
-
Melamínicas: 70 a 140 Kg/cm2 (algunos tipos alrededor de los 20 / 30 Kg/cm2): temperatura de curado 140 / 150°C.
-
Siliconas: 70 / 110 Kg/cm2 (otros tipos de baja presión entre 3 y 15 Kg/cm2); temperatura de laminación 170 / 180°C.
-
Con una pospolimerización en horno a temperaturas de hasta 250°C.
FORMACION POR CENTRIFUGADO
Es un procedimiento que sólo puede usarse, por supuesto, para la producción de tubos y cuerpos cilíndricos. La operación se realiza utilizando como molde de caño metálico que se hace girar a alta velocidad fin de lograr, por medio de la fuerza centrífuga, una buena impregnación. Lo primero que se introduce en el molde, luego de aplicado el agente separador, es el refuerzo, que puede ser un tejido roving, normal o direccional, o también un mat o una combinación de ambos. Una vez que el molde está en movimiento y las capas de refuerzo se han adaptado a la pared, se vierte y distribuye la resina en el interior de la forma por medio de un aplicador especial.
La polimerización se realiza por lo común con suministro de calor, que puede ser aplicado ya sea exteriormente (infrarrojos de gas, etc.), como asimismo por medio de un calefactor colocado en el interior del molde. La misma contracción de la resina facilita el desmolde, una vez finalizado el proceso de endurecimiento.
La velocidad de rotación, que varia, entre otras causas, con el diámetro del molde y la viscosidad de la resina, y que debe mantenerse permanentemente bajo control durante la formación, oscila entre 500 y 3000RPM aproximadamente.
Este método admite normalmente el agregado de pigmentos y colorantes en la resina, pero no el de cargas, debido al elevado peso especifico de casi todos los materiales de relleno, los que serian proyectados por tal motivo hacia la superficie externa del laminado.
La superficies que se obtienen son muy buenas, no solo la exterior en contacto con el molde, sino también la interior, debido a la mayor proporción de resina que se concentra en dicha zona por constituir el componente de menor peso especifico (vidrio, 2,55- poliester 1,10 / 1,20 gr/cm3). Este procedimiento permite, además, la aplicación previa de un gel coat y también la incorporación de un velo de superficie si fuera necesario.
FORMACION POR ENVOLVIMIENTO (WINDING):
Sobre este sitema que, en último análisis, consiste en envolvimiento alredeor de una horma o mandril un refuerzo de fibras de vidrio (roving, cintas, tejidos), previa o sucesivamente impregnado con resina, destacan algunos de los principales sectores de consumo de plásticos reforzados y algunas de sus aplicaciones m{as espectaculares, que incluyen: contenedores, para fluidos líquidos; cañerias de conducción de cualquier tipo; misiles, cohetes, torpedos y tubos de lanzamientos; depósitos de combustible, cámaras y toberas de salida de reactores y propulsores de vehiculos espaciales, partes de satelites y capsulas espaciales, submarinos y vehiculos para investigadores oceánicas; revestimientos de refuerzos de protección de tubos, tanques, etc.; realizados con distintos materiales; estructuras cilíndrica, cónicas, de doble cono, mistas, etc. Y en general , cualquier otro elemento, pieza, cuerpo hueco también de forma insolita, cuya superficie se origina sin embargo en una figura de revolución.
La importacia de este particular método de formación que, independientemente de algunas variantes más simples, permite la realización de estructuras dotadas de las mayores caracteristicas mecanícas de tipo direccional, con relaciones vidrio-resina más elevadas que las obtenidad con cualquier otro procedimiento, nos hace considerar oportuno detenernos unpoco sobre sus principios y normas.
El sistema incluye también , el forrado con los tejidos o cintas de vidrios de cuerpo cilindricos o de formas de sección elíptica, cuadrada, rectangular, etc., con una técnica operativa análoga a la de toda envoltura o encintado más o menos mecanizado que en toda envoltura o encinado más o menos mecanizado que puede considerarse, bajo cietos aspectos, como una adaptación o extensión especializada del método más general de la formación por contacto. Sin embargo, el envolvimiento automático con roving o con cintas direccionales o unidireccionales representa lo mas avanzado en la tecnología de los plásticos reforzados con fibras de vidrio y a él se deben los prodigiosos resultados obtenidos por este procedimiento asi como la rapida difusión alcanzada por sus aplicaciones en la actualidad en numerosos sectores de extraordinaria importancia.
Los principios ya sea geometricos o cinemáticos, en que se funda este método de formación, son los mismos que utiliza la industria textil, y más exactamente, la hilandería, para la distribución de los hilados en conos, bovinas, cops, etc. En sus lineas generales, la envoltura puede realizarse segúndos esquemas distintos; cxircunsferencial o helicoidal.
El primero es bastante simple; se enrrolla el roving o lacinta sobre la sagoma o mandril en un ángulo de 90° aproximadamente, con respecto a una de sus generatrices, miemtras que por medio de un lento movimiento de traslación reciproco entre el roving y la sangoma, paralelo a su eje, se regula la sobreposicoión del refuerzo y se va cubriendo paulatinamente toda la forma..
En la practica, la realización de tal esquema puede hacerse de manera que sea el mandril el que gira, tirando directamente del esfuerzo a través de un dispositivo guia-hilos capaz de desplazarse longuitudinalmente en una o ambas direcciones, para permitir, eventualmente, la repetición del ciclo de forrado hasta completar el espesor de pared deseado.
La envoltura circunsferencial como puede facílmente suponerse, adolece de algunas serias limitaciones:
-
No permite obtener recipientes cerrados integrales, de una sola pieza, ya sea esféricos o cilíndricos con fondos semiesféricos.
-
No puede obtenerse estructuras cónicas o similares, que presenten una pendiente superior a los 20°.
-
Es imposible producir elementos destinados a hace frente a esfuerzos distintos de los puramente circunferenciales, salvo en el caso de usarse cintas tejidas o de contarse con otros esfuerzos roving dispuestos longuitudinalmente.
El sistema de envoltura helicoidal permite superar por completo tales limitaciones ya que permite obtener estructuras resistentes a todas las combinaciones diéndose realizar una envoltura en forma de ovillo.
Modificando la relación número del mandril-número de desplazamiento completos del guía-hilos posible realizar envolvimientos con una angulación variable entre 20° o menos y 85°, mediante la reiterada repetición de los ciclos de envoltura hasta alcanzar el espesor provistos.
Considerando, un cuerpo cilíndrico cualquiera, cerrado en sus extremos conb fondohemisféricos y sometidos a una presión interna “P”, elk espesor de la pared lateral y el de los fobndos se deducen:
S= P*d/2*Ks y S1= P*d/4*Ks
IMPREGNACION:
La resina puede aplicarse esencialemente de cuatro maneras distintas:
En autoclave, sobre un mandril una vez completado el envolvimiento en seco del refuerzo, por medio de un equipo de impregnación por vacio y presión. También sobre el mandril pero simultáneamente a la operación de envolvimiento por medio de rodillos u otro dispositivos de distribución tangente a la superficie del molde en rotación.
Impregnación directa del refuerzo a medida que va utilizándose, haciéndolo pasar a través de un baño de resina, luego por un mecanismo exprimidor que controla la proporción vidrio-resina y finalmente, por el soporte guia-hilos que lo conduce al molde.
Utilización de refuerzos previamente impregnados con resina, llevada y mantenida en un estado inicial de polimerización vidrio-resina y finalmente, por soporte guia-hilos que lo conduce el molde.
Utilización de esfuerzos previamente impregnados con resina, llevada y mantenida en un estado inicial de polimerización; complementandose el proceso de endurecimiento mediante el aporte de calor, una vez obtenido el producto.
:
REFUERZOS
La formación por envolvimiento incluye, comno se ha dicho, la posibilidad de usar cintas y tejidos de vidrio direccionales o unidireccionales. La naturaleza del objeto por fabricar determinará el tipo de refuerzo m{as conveniente. Generalmente se reservan los dos primeros a la producción en serie, continua o discontinua, de cañerias y conductos de sección constante, en razón del menor costo de los equipos por su mayor sencillez y de la alta velocidad de marcha que puede obtenerse, siendo posible con el sistema circunsferencial lograr prácticamente de una sola pasada y con una apropiada sobreposición del refuerzo, cualquier espesor y por lo tanto, casi cualquier carecteristica de resistencia.
En cuanto al roving, de aplicación más universal deberá tenerse presente que si bien un refuerzo de muchos cabos o conatituido por una pluralidad de mecchas gruesas, permite una mayor rápidez de proiducción , menos fácil resultará la impregnación y el control del contenido de resina. Por otra parte, si es verdad que para lograr un determinado espesor con el sistema cruzado helicoidal debe aumentarse el número de pasadas cuando disminuye el número de cabos, es tambíen cierto que ello puede casi siempre compensarse con una mayor velocidad del mandril.
En ambos casos extremos, para espesores no excesivamente exiguos, para lo cual no podría emplearse roving de muchos cabos, si la operación se conduce como es debido los resultados serán esencialmente los mismos.
PRETENSADO:
Es éste uno de los aspectos más interesantes del sistema winding, por el cual éste participa de las ventajas que normalmente acompañan a la formación bajo presión y que se concretan en una estratificación m{as compacta y uniforme y en una mejora de las caracteristicas generales del producto.
En este caso, la solicitación a tracción aplicada al refuerzo durante la fase de envolvimiento se resuelve, como es fácil comprender, en unapresión sobre las capas inferiores ya envueltascon todos los beneficios antes mencionados y el agregado, adem{as de la mayor posibilidad que tiene una estructura pretensada de esta clse para oponerse a los esfuerzos dirigidos en sentidos circunsferencial.
Los efectos del pretensado pueden resumirse de la siguiente manera:
-
Menor contenido de resina en el laminado con un aumento de la tensión de envolvimiento.
-
Menor espesor de la pared de la estructura a conscuencia del punto anterior y por una mejor acomodación del refuerzo.
-
Aumento de la resistencia a los esfuerzos circunsferenciales con el aumento de la tensión aplicada al refuerzo.
Fundamentalmente y aparte diferencias de detalles relacionados con el equipo y el tipo de refuerzo usados, el pretensado se aplica haciendo pasar el roving o la cinta a través de una serie de rodillos de acero, fijos o frenados y algunos de ellos ajustables para permitir variar la tensión dispuestos entre el baño de resina y el soporte de guía
EL MADRIL O MOLDE:
En relación con los varios factores presentes tales como la forma y dimensiones del producto, cantidad de elementos a producir, entidad de las solicitaciones aplicadas, ciclo de polimerización, etc., el madril puede estar constituido por:
-
Moldes o formas normales, casi siempre desarmables en dos o mas piezas, de acero u otros materiales de madera que se retiran al terminarse la operación.
-
Hormas inflamables, de caucho sintético u otro elastómetro apropiado, que se quitan desinflandolas una vez completada la operación.
-
Moldes de aleaciones metálicas de bajo punto de fusión, de ceras aspeciales o también de sales duras y fácilmete solubles. Después del endurecimiento de la pieza, el material del molde se recupera, tanto por elevación de la temperatura como por disolución.
-
Moldes que quedan incorporados permanentemente a las estructuras de plásticos reforzados con fibras de vidrio de las que pasan a constituir, pues , su superficie interior y que pueden estar formados por distintos materiales tales como goma, PVC, madera, acero inoxidable, aluminio, etc.
Esta ultima categoría de moldes a la que hay que recurrir necesariamente en los casos de no ser posible se extracción del laminado, adquiere un interés muy particular cuando la superficie interna de los elementos de PRFV (plástico reforzado con fibra de vidrio.) debe ofrecer una reistencia especidfica contra determinados productos o compuestos químicos, como por ejemplo {alcalis o {acidos oxidantes, para los cuales el PVC sería particularmente indicado.
Este tipo de estructuras, denominado también de doble capa, ha tenido recientemente un desarrollo muy importante, especialmente en el sector dde las aplicaciones en las industrias químicas y alimenticia, realizándose toda clase de elementos (extractores, vulas y llaves de paso, tanques piletas, conductos para liquidos, residuales, silos, tolvas, etc.), con el empleo de las más variadas técnicas de información ( por contacto, con saco eslástico, por envolvimiento, etc) y las combinaciones mas diversas (plástico reforzado con fibra de vidrio con poliester y/o epoxi reforzado delgadas paredes de acreo inoxidable, cobre , niquel. PVC, polietileno de baja y alta densidad, polipropileno, resina, furánica, silicona, etc.)
Obviamente, en tales aplicaciones no sólo se omitirá el uso de desmoldantes o agentes de separación sino, por el contrario, deberá tratarse de exaltar en lo posible la adhesión entre las partes a fin de que la estructura compuesta pueda reaccionar homogéneamente ante todos los esfuerzos externos que pudieran aplicarse a ella.
.
PRODUCTOS COMPLEMENTARIOS.
Incluyen básicamente tres grupos de productos: las cargas (fillers), los aditivos especiales y los agentes de separación o desmoldantes.
LAS CARGAS:
Cuando no se requiere de los productos de plástico reforzado con fibras de vidrio (PRFV) la propiedad de la trasmisión de la luz, es posible agregar a las resinas y en particular a el poliésteres y epoxídicas, de las que se tratará de manera preferente por ser las más empleadas, distintos tipos de cargas minerales pulverulentas, destinadas a:
-
Reducir los costos de fabricación o, más frecuentes.
-
Comunicar al producto determinadas cualidades fisicomecánicas.
En principio y desde un punto de vista general, una buena carga debería presentar las siguientes características:
-
Inercia química; maxima pureza y bajo peso específico; porocidad y absorción minimas para no aumentar la viscocidad dela recina.
-
Amplio intervalo en las dimenciones de los granos para faciltar su acomidación.
-
Facil dispersabilidad y el más reducido costo posible.
Entre las cargas más comunmente usadas pueden mencionarse las siguientes:
-
Alúmina.
-
Barita.
-
Ballotini (esferas diminutas de vidrio).
-
Caolín, talco.
-
Carbonato de calcio (precipitado o ventilado).
-
Carbonato de magnecio.
-
Polvos de pizarra, mica y amianto.
-
Pómez molida.
-
Sílice, cuarzo, tierra diatomea calcinada, etc.
-
Polvos metálicos: Aluminio, hierro, cobre,etc.
Las ventajas de carácter general que tales cargas permiten obtener, ademas de una cierta reducción en los costos, pueden resumirse de las siguiente forma:
-
Aumento de la resistencia a compresión y del modulo de elasticidad.
-
Mayor resistencia en las zonas más ricas d recina y menor peligro de grietas.
-
Mejor aspecto y terminación de la superficie.
-
Disminución de la contracción de la recina que puede ser, en ciertas condiciones, totalemente anulada (la contracción de una recina de poliester pura es de orden del 7÷8 % y e una epoxi del 2÷3 %, en volumen).
Con respecto a la elección de las cargas no es posible, sin embargo, proporcionar indicaciones fijas, representando ello, normalmente, el resultado de una valoración comparativa entre el costo y las propiedades físico-químicas y mecánicas del producto a producir, especialmente en lo que respecta a su comportamiento en determinadas condiciones de trabajo y particularmente en húmedo.
Otros factores importantes que deberán tenerse siempre presentes en la adopción y selección de las cargas son: de un lado, la influencia que estas pueden tener sobre el proceso que conducen al endurecimiento de la recina, por el otro, la naturaleza del medio con el cual habra de permanecer en contacto el plastico reforzado.
En el primer caso, y teniendo presente la gran diversidad de resinas y de metodos de fabricación sera oportuna la realización de algunos ensallos previos en las condiciones reales de aplicación antes de pasar a la fabricación definitiva; en cuanto al segundo es evidente, por ejemplo, que en medios alcalinos deberá sin más excluirse el uso de la sílice y productos análogos, mientras que en medios ácidos deberán evitarse cargas del tipo de carbonato de calcio y similares.
Tampoco existen normas generales en lo que respecta a las entidades admisibles, pudiendo variar la proporcuión desde un 10÷15 % hasta más de un 100 % con respecto al peso de la recina empleada, en ependencia de la naturaleza misma de la carga y del efecto sobre la viscocidad resultante de su mezcla con la resina; ademas, naturalmente, de las propiedades que puedira interesar alcanzar en las piezas terminadas.
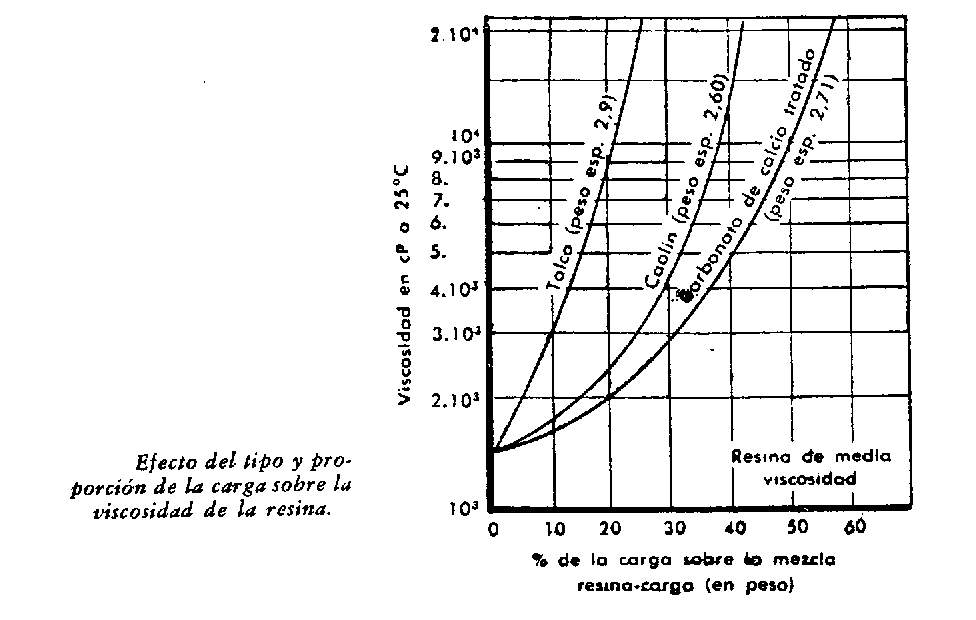
Los diagramas que vienen a continuación serán a título indicativo, y para una primera orientación acerca del efecto que puede tener la proporción de la carga sobre la viscosidad de la resina y sobre las características físico-mecánicas de un lamunado, permiten apreciar claramente la variación de tales características en función de la cantidad de la carga expresada en por ciento del peso de ésta sobre la mezcla de la resina carga.
ADITIVOS ESPECIALES:
Se trata de agentes destinados, también, a proporcionar determinadas propiedades a las resinas, por ejemplo: color, tixotropicidad, calidades ignífugas, mayor resistencia a la luz, etc.
Aun cuando existen algunas resinas muy resistentes a las lamas y autoextinguentes poque en su formulación entran monómeros especiales, las resinas poliésteres más corrientes son generalmente combustibles y sólo pueden adquirir caracteres ignífugos (y por lo tanto cierto grado de garantía contra chispas, colillas, fósforos, encendidos, etc.), mediante el agregado de productos químicosespeciales, como por ejemplo el trióxido de antiminio en polvo, el fosfato de tricresilo, ciertas ceras cloradas (con una proporción de cloro superior al 50 %), etc.. No obstante, las mejores características de autoextinción se obtienen con recinas poliésteres derivadas del ácido cloréndico - ácido “HET” - como su principal componente, pudiéndose acentuar más aun el efecto ignifugo con un 5 % de trióxido de antimonio. También se emplea este mismo ácido para hacer ininflamables las recinas etoxilínicas.
Por propiedad tixotròpica de una resina se entiende una particularidad por la cual, mientras en estado de inquietud aparenta tener alta viscosidad, enseguida de ser puesta en movimiento con un medio cualquiera (brocha, pincel, rodillo, etc.), se comporta como un liquido de fácil movilidad; o sea, mientras su fluidez no impide una rápida y perfecta impregnación de los refuerzos de vidrio, aplicada sobre superficies verticales o muy inclinadas y en ausencia de toda agitación mecánica, no se desliza o cuela, quedndo firme hasta su gelación.
La elección del aditivo aprpiado para lograr un determinado efecto tixotrópico, se hace sobre la base de la variación de la viscosidad aparente de la mezcla en función del movimiento; prefiriéndose naturalmente, esos productos que agregados en cantidades mínimas aseguren el mayor intervalo en la viscosidad de la resina con una modesta agitación. El más conocido es una forma coloidal de sílice que se usa en la proporción del 1 al 3 % en peso. También se han propuesto otros agentes tixotrópicos tales como algunos óxidos metálicos (Fe2 O3 - Cr2 O3- Zn O, etc.), el cloruro de polivinilo en polvo, etc.
Una importancia especial reviste la coloración de las resinas para plástico reforzado con fibra de vidrio (PRFV), que ha conducido al desarrollo de una amplia gama de colorantes especiales, ya transparentes, ya opacos, que se presentan en el comercio bajo formas de pastas o de pigmentos solubles, inorgánicos u orgánicos, dispersos en vehículos apropiados (ftalato de dialilo, resinas poliésteres, etc.). Como norma general, estas substancias deberían estar dotadas de una óptima resistencia a la luz, de una muy buena estabilidad química y al calor y no influir en el curso de la gelificación, ni en las propiedades de la resina a través del tiempo.
Sin embargo, algunos de estos aditivos suelen provocar ciertas alteraciones en el proceso que lleva al endurecieminento, retardandolo o acelerandolo o provocando la formación de pequenas burbujas de gas en la masa de resina por reacciones debidas a su acides residual: aconsejandose siempre realizar algunos ensallos preliminares antes de pasar a operar sobre grandes cantidades, tanto mas en el caso de emplearse colorantes orgánicos de menor estabilidad, que pueden cambiar más o menos profundamente en el curso de la polimerización por acción de los compuestos usados como iniciadores, o por efecto del calor de reacción. Las resinas que más facilmente pueden ser coloreadas en una delicada variedad de matices y tonalidades, son el primer termino las epoxidicas, luego las poliesteres, las de melamina y las silicónicas; en cambio el color oscuro, de trigeno a tostado, de las recinas fenólicas limita mucho las posibilidades de su coloración. Las proporciones en que seusan los colorantes dependen desde luego, de su naturaleza y concentración y del efecto que se quiere lograr: variando entre un 0,5 % en peso para los laminados translúcidos, a cantidades entre el 1 y el 5 % para los colorantes opacos y hasta un 10 % o más para las capas superficiales de la resina.
Entre los aditivos especiales pueden, en fin, enumerarse algunas cargas destinadas a modificar determinadas propiedades de los laminados, por ejemplo de orden térmico o electrico, siendo posible mencuionar entre otras: el polvo de aluminio y de otros metáles que proporcionan mayor conductivilidad térmica: el gradofinito que aumenta la conductivilidad eléctrica; la limadura de acero para nucleos magnéticos, la sílice, el dioxido de titanio y el polvo de pizarra para obtener resistencia al arco superficial.
SEPARADORES:
Los separadores son una especie de intermediarios que se aplican sobre la superficie de los moldes o de las matrices para facilitar la separación de la pieza terminada. El empleo de tales agentes resulta siempre necesarios porque la mayor parte de las resinas que se utilizan en la fabricación de los plásticos reforzados con fibra de vidrio (PRFV) poseen un alto poder adhesivo y tienden, por lo tanto, a quedarse unidas a la superficie con las que entran en contacto, dificultando la remosión de los productos.
Pero debido a la gran diversidad de resinas y materiales con los que se pueden construir los moldes (madera, yeso, cemento, metáles, plasticos, etc.) y considerando que hay distintos metodos de fabricación como por ejemplo: con o sin presión, calor etc., no existe un desmoldante universal para todas las situaciones y clases de trabajo, sino que deberán elejirse en cada caso el separador o la combinación más adecuada en relación con los distintos factores en juego.
Estos pueden agruparse en cuatro categorias que son las siguientes:
-
Ceras y emulciones de ceras.
-
Soluciones acuosas de alcohol polivinílico, de agar-agar, decaseina, demitilcelulosa, de silicona, etc.
-
Soluciones en solventes de rapida evaporación, tales como el acetato de celulosa o acetato de etilo, etc.
-
Peliculas como el acetato o triacetato de celulosa, polietileno, poliester saturado, etc.
La cera de carnauva una de las más usadas, es sin lugar a dudas un desmoldante ideal para cualquier tipo de molde, metálico, en PRFV, etc. Y para las temperaturas de curados de hasta un 90÷95° C, complementandose muy a menudo la capa de cera con una mano de solución acuosa de alcohol polivinilico; pero devido a la lentitud de su aplicación, su conveniencia disminuye sensiblemente a medida que aumenta las dimenciones de los productos o la rapides del cilclo operativo.
Poco aconsejable parece en cambio el empleo de los productos comunes para pisos, por contener muchos de ellos ciertos mordentes alcoholicos de dificil evaporación, y a menudo ceras blandas que resultan atacadas y disueltas por el estireno contenido en las resinas de poliester.
Aun cuando de aplicación tambien lenta, pues debe guardarse la evaporación del agua, las soluciones de tipo (b) encuentran, sin embargo, amplia aceptación, particularmente sobre moldes de yeso, madera o PRFV, solas o como separadores primarios aplicados en combinación con una capa de cera empleada en función de tapa poros.
RESEÑA PANORAMICA DE LAS APLICACIONES DE LOS PLASTICOS REFORZADOS CON FIBRAS DE VIDRIO (PRFV) EN EL MUNDO.
Evidentemente los materiales, cualesquiera que sean, y los correspondientes a métodos de fabricación, sólo adquieren significación atravéz de la variedad y volumen de sus aplicaciones, que serán tanto mayores cuando más amplio sea y más adecuado a las necesidades prácticas resulte el espectro de sus propiedades principales y correlativas, incluyendo por su puesto el factor económico.
Desde el punto de vista, dificil sería encontrar otro producto capaz de competir con los plásticos reforzados por fibras de vidrio (PRFV) en cuanto a la diversidad y amplitud de sus aplicaciones, extendidas a lo largo de un arco que abarca prácticamente la totalidad de la actividad creadora humana, en una afirmación de empleo realmente universal.
Sin aprender a agotar el tema trataremos de dar a continuación un medio de documenta ción de tablas que abarcan la situación de la actualidad. En la primera de ellas XXXI se han catalogado, agrupadas en sectores afines, sus principales y más corrientes aplicaciones las características del plástico reforzado por la fibra de vidrio (PRFV), la razón de tantas y tan variadas realizaciones, como también de las demás se suponen sin dificultad.
AERONÁUTICA E INVESTIGACIÓN ESPACIAL:
El empleo de los plásticos reforzados para la construcción de radomes con destino a la aeronáutica, en el primer curso de la segunda guerra mundial, construye tal vez la primera aplicación de éstos productos; la transparencia de las frecuencias radio y a las ondas Radar, junto a las elevadas prestaciones de los PRFV en todas las órdenes, han sido los principales motivos de su adopción.
-
Antenas
-
Aparatos sanitarios
-
Aros entrada y salida reactores
-
Aientos y armazones para los mismos
-
Aviones de tirismo completo.
-
Blindajes.
-
Cajas para acumuladores.
-
Ccajas para bombas.
-
Clibres y utiles de todo tipo.
-
Cápsulas especiales.
-
Cascos de protección.
-
Conductos y canerias internas.
-
Cadros para ojos de buey
-
Chalecos blindados.
-
Depósitos de combustible sólido y líquido.
-
Escotillas.
-
Ftadores.
-
Tableros eléctricos.
-
Tanques de combustibles y agua.
-
Timones de dirección y derivas.
AGRICULTURA:
-
Abrevaderos-pesebres.
-
Atefactos sanitarios.
-
Asas.
-
Asientos, capotas, guardabarros y cabinas para tractores.
-
Bandejas.
-
Cabinas y techitos para máquinas agrícolas.
-
Cajones para frutas.
-
Cañerías y accesorios.
-
Casillas para semillas, herramientas etc...
-
Compuertas sistema de irrigación.
-
Elementos para mantequerías y queserías.
-
Eranajes.
-
Diversas máquinas agrícolas.
-
Equipos fumigadores.
-
Surtidores y depósitos de agua.
-
Tanques y piletas para vino.
-
Tarros para leche.
-
Tinglados, galpones, depósitos, etc...
AMUEBLAMIENTO Y DECORACION:
-
Asientos y pupitres para escuelas.
-
Bastones para cortinas.
-
Botiquines.
-
Carritos rodantes.
-
Cunas para bebés.
-
Chapas y paneles decorativos.
-
Divisorios de ambientes.
-
Marcos para cuadros.
-
Mesas.
-
Pantallas.
-
Piletas.
-
Sillas.
APLICACIONES MILITARES:
-
Antenas.
-
Asientos.
-
Balsas.
-
Barcazas de desembarco.
-
Proyectiles varios.
-
Canchas para armas portatiles.
-
Cajas para municiones.
-
Carrocerias
-
Cascos y chalecos de protección.
-
Elementos de camuflaje.
-
Radomes.
-
Torpedos.
-
Trineos.
CONSTRUCCIÓN Y SANITARIOS:
-
Andamios colgantes.
-
Barandas para balcones y escaleras.
-
Cabinas para duchas.
-
Cabiinas de ascensores.
-
Canales de tejado.
-
Cupulas.
-
Chimeneas.
-
Chapas planas y onduladas.
-
Estructuras autoportantes y construcciones prefabricadas en general, permanentes o desarmables.
-
Perfiles varios.
-
Persianas.
-
Pinaculos.
-
Revestimientos.
-
Tanques.
-
Tubos y juntas.
-
Unidades de viviendas completas.
DEPORTES Y RECREO:
-
Arcos y flechas.
-
Caballitos.
-
Canchas para pescar.
-
Cadros de bisicletas.
-
Floretes para esgrima.
-
Pablellones completos.
-
Planeadores.
-
Piletas de natacion.
-
Palos de golf.
-
Tacos para billar.
-
Trampolines.
ELECTRICIDAD Y ELECTRÓNICA.
-
Aisladores.
-
Bases y tapas para aparatos y cajas.
-
Difragmas contra arcos.
-
Escaleras aislantes.
-
Ventiladores y deflectores de aire.
INDUSTRIA METALURGICA, MECÁNICA Y FUNDICIÓN.
-
Astas.
-
Cabos.
-
Barras.
-
Cadenas.
-
Cajas para relojes registradores.
-
Calculadoras,
-
Carcasas de varios tipos.
-
Discos abrasivos.
-
Prototipos.
-
Ventiladores de todo tipo.
INDUSTRIAS QUIMICAS, ALIMENTICIAS Y COLATERALES:
-
Armarios.
-
Carretillas y zorras.
-
Evaporadores.
-
Puertas.
-
Separadoras centrífugas.
-
Tolvas.
-
Cilos.
-
Torres de lavado, etc.
MARINA Y NAUTICA DEPORTIVA:
-
Balsas salvavidas.
-
Balizas.
-
Boyas.
-
Batiscafos de investigación.
-
Botes y enbarcaciones de servicio.
-
Flotadores.
-
Escotillas.
-
Mástiles.
-
Piletas de natación, etc.
TRANSPORTE POR CARRETERA Y POR RIEL:.
-
Ambulancias.
-
Asientos para vehiculos.
-
Cabinas y habitáculos para montacargas.
-
Furgones frigoríficos.
-
Aireadores.
-
Depositos de agua.
-
Pupitres de comando,etc.
FABRICACIONES ESPECIALES.
Los distintos procedimientos de fabricación los que pueden someterse los plásticos, según las necesidades técnicoeconomicas y practicas de la producción , son siempre aplicaciones o adaptaciones de uno o más de los sistemas o principios antes detallados y tienen todos ellos un denominador común que consiste en:
-
Impregnación de esfuerzos.
-
Control más o menos estrictos de la relación vidrio-resina.
-
Modelado de las piezas según la forma prevista.
-
Polimerización.
Antes de hablar directamente de las fabricaciones que logramos con las fibras de vidrio es bueno y recomendable tener un poco de conocimiento sobre su empleo para estas fabricaciones especiales ya que la fibra de vidrio no es trabajada sola sino como un polímero para endurecer otros materiales que no tienen una composición fuerte como lo es el caso de los plásticos que debe realizarse en la mayoría de los casos una preimpregnación.
PREIMPREGNADOS:
Con la denominación de preimpregnados se designa toda clase de productos constituidos por un esfuerzo de fibras de vidrio, impregnado de fábrica con una resina del tipo de las termoendurecidos, expresamente formulada y llevada al estado “B”.
Las resinas que se emplean para ello son esencialmente las de poliésteres y las de poliésteres modificadas de diallil-falato, especiales resinas alquidicas-alílicas, las fenólicas, las epoxidicas, las de siliconas y algunas combinaciones de las mismas. Los refuerzos que también son utilizados son: los tejidos normales o direccionales, las cintas, elroving, las esteras y el mat.
La fabricación de estos productos se realiza impregnando el refuerzo de vidrio bajo estricto control cuantitativo y cualitativo y llevando seguidamente la resina a un estado incipiente de gelificación (estado B) que puede ser luego conservado sin alteración por un tiempo más o menos largo. La Polimerización es completa y bajo presión o tensión .
La puesta a punto de los impregnados en forma de productos listos para conformar o estampar según tecnologías análogas a las habituales en la industria metalúrgica y en la de los termoplásticos, ha venido a resolver una cantidad de problemas de orden practico, como por ejemplo ciertas impresiones en la preparación de las resinas, la necesidad de determinados conocimientos en cuanto a química, dificultades de modelo y Polimerización, que a veces desaniman al no especializado en plásticos reforzados, haciéndole desistir de aplicaciones en otros aspectos ampliamente convenientes y que podrán ser realizadas con facilidad.
REVESTIMIENTO:
Los revestimientos vidrio resina han alcanzado paralelamente con las construcciones en plástico reforzados con fibras de vidrio un lugar destacadisimo en la solución de innumerables y graves problemas de corrosión e impermeabilización, convirtiéndose incluso en su insustituible medio de mantenimiento para muchos e importantes sectores industriales (bebidas, alimentos, construcción, química, electroquímica, etc.).
Ello se debe a la naturaleza de los mismos plásticos reforzados, a la facilidad de la realización de tales revestimientos, a su perfecto enganche sobre cualquier superficie (madera, cemento, metales) a su duración prácticamente ilimitada y a su resistencia frente a una gran variedad de agresivos y desde luego a su conveniencia económica.
Uno de los sectores donde m{as han difundido los revestimientos vidrio-resinas indudablemente, el de la náutica, que comprende ya sea las construcciones mixtas, proyectadas desde un principio como lo indica su denominación sobre la base de una estructura de madera terciada revestida del plástico reforzado, como asimismo el forrado de cascos existentes, de madera o metálicos.
Debido al interés más general de esta ultima aplicación, que puede ser encargada también por personas no familiarizadas con la producción de unidades de plástico reforzados con fibras de vidrio.
Hay que tener en cuenta que un revestimiento de plástico reforzado con fibra de vidrio no es un mero subrogado del calafateado o de un recubrimiento con barnices protectores, sino que se agrega a la estructura resistente de los barcos nuevos valores que, a menudo, hacen posible recuperar para el servicio activo cascos desechados por sus malas condiciones de conservación o por su edad, o bien permite la instalación a bordo de motores más potentes para mejorar las prestaciones de la unidad. Además permite eliminar por largos años cualquier ulterior operación de mantenimiento.
En apoyo de este aspecto será suficiente recordar que, mientras en una madera para usos submarinos la resistencia a la tracción y a la flexión oscila alrededor de los 900 Kg/cm2, en un revestimiento realizado, con tejidos de vidrio y resina poliéster es posible alcanzar normalmente, aun en un trabajo a mano, resistencias a la tracción y a la flexión del orden de hasta 2200 y 3000 Kg/cm2 respectivamente.
Además la fuente absorción del agua por parte de la madera reduce notablemente su resistencia original, a la que contribuyen asimismo a degradar la acción solar progresiva, los fenómenos de podredumbre, el ataque de la microfauna marina y del terreno en particular. Esto no ocurre con el plástico reforzado con fibra de vidrio, prácticamente exento de todos estos factores de destrucción como también de numerosos otros problemas de corrosión.
PREPARACION DEL CASCO:
Como primer paso la unidad debe llevarse a tierra y procurar su mejor secado posible, luego eliminar todo rastro de pintura o barniz, con un rasqueteo a fondo. Para eliminar mejor el aceite también puede recurrirse a un lavado químico con tetracloruro de carbono y a continuación a un doble y abundante enjuague con agua sucesivamente caliente y fría.
Una vez quitado todo rastro de barniz y aceite, se produce al masillado y taponamiento de las junturas, hendidas y agujeros, por medio de una masilla o mastic, formada por una mezcla de resina poliésteres y fibra de vidrio.
Cuando el mastica se encuentra completamente endurecido se empareja y lija prolijamente toda la superficie , procurando que no se formen depresiones ni queden aristas, ondulaciones o partes sobresalientes de ninguna clase, que luego aparecerían en el revestimiento terminado. La operación se termina, finalmente, con una limpieza a fondo o un lavado común para quitar toda partícula suelta de madera o de polvo.
REVESTIMIENTO:
Este trabajo debe realizarse a resguardo del viento y la sombra, improvisado si fuera necesario una adecuada protección con lonas y telones, puesto que los rayos directos del sol harían endurecer permanentemente la resina, impidiendo una correcta y pareja adaptación del revestimiento.
Las resinas poliésteres a emplearse en esto revestimientos habrán de ser expresamente formuladas para usos marinos, semiflexibles y de Polimerización en frío al aire ; pudiendo contener aditivos tixotrópicos y colorantes, si fuera necesario. El trabajo se lleva a cabo con la aplicación de una primera mano de resina que será rápidamente absorbida por la madera, creándose así una base de anclaje. Una vez iniciada la gelificación y mientras la capa está todavía pegajosa, se aplica una segunda mano de resina y a renglón seguido, el refuerzo de vidrio, que se impregnar{a con la técnica conocida, adaptándolo y estirándolo convenientemente a fin de evitar toda clase de arrugas o pliegues.
De haberse previsto más capas de refuerzo, cada una de ellas se aplicara sobre la anterior una vez endurecidas ésta y previo un muy ligero lijado. Sobre el estratificado totalmente polemizado se aplicará, luego una delgada capa de resina de terminación para dar uniformidad al revestimiento y por ultimo paso procederá a una lijadura final muy liviana , de toda la superficie, con papeles al agua o discos para acabado, previo recorte de la rebaba de las aristas y de los eventuales sobrantes del refuerzo.
CHAPAS PLANAS Y ONDULADAS:
Constituyen por su volumen, una de las mas importantes aplicaciones de los plásticos reforzados con fibra de vidrio, especialmente en el campo de la construcción, de la industria y como laminados para usos eléctricos.
De acuerdo con las necesidades de la producción, los métodos de laminación pueden variar desde la simple formación por contacto a la estratificación discontinua o semicontinua en prensas de platos múltiples, a bajo o ha mediana presión, hasta la fabricación continua y totalmente automática en máquinas especialmente diseñadas para ello.
La formación a mano es muy simple: sobre la superficie de trabajo normalmente constituida por una gruesa chapa de cristal se dispone el elemento separador formado por una película u hoja de acetato de celulosa de unos 20/1000 de mm aproximadamente; sobre esta se distribuye la resina debidamente preparada, incluyendo las pastas, colorantes si es necesario, y en seguida se coloca el refuerzo que se tratar{a de impregnar completamente por medio de un rodillo. No se debe invertir esta técnica o forma de realizar la aplicación porque si se entiende primero el refuerzo y sobre él la resina, se haría más difícil expulsar el aire atrapado entre las fibras de vidrio.
Se dispone entonces sobre el refuerzo una segunda hoja de separación y empezando por el centro se realiza una última operación de aplanamiento con un rodillo o tubo tan largo como sea posible, para llevar hacia los bordes el exceso de resina y eliminar eventuales burbujas de aire residual.
Para una mejor terminación de ambas superficies puede, finalmente , apoyarse sobre el estratificado un segundo cristal con algunos pesos adicionales encima; o bien, en el caso de las chapas onduladas, trasladar y acomodar el laminado así obtenido con sus dos hojas separándolas ligeramente con otro molde igual o por medio de tubos distribuidos a lo largo de cada depresión formada por las ondulaciones. El endurecimiento puede hacerse a temperatura ambiente, con infrarrojos, al horno, según el tipo de resina y el sistema catalizador empleados.
Los moldes, planos, ondulados o de distinto perfil son, en este caso, siempre metálicos y la Polimerización se realiza en pocos minutos bajo presión y en caliente, lo que permite obtener ciclos operativos, globales bastantes rápidos.
En los sistemas continuos la formación y los sucesivos procedimientos de Polimerización y corte de las chapas terminadas, resultan totalmente mecanizados y se desarrollan en máquinas especiales, generalmente amparadas por patentes. Las diferencias más notorias que pueden observarse en estos equipos se refieren al sentido de la ondulación, en algunos paralelo a la marcha del laminado y en otros perpendiculares a ésta y al tipo de refuerzos que utilizan ; además, el agente de separación está constituido por un doble film relativamente grueso que se recupera al final de la cadena para volver a utilizarse.
En todos los casos la resina y los colorantes a emplearse en la fabricación de estos laminados, deberán ser especialmente formulados y seleccionados no sólo en relación con el particular procedimiento de producción elegido, sino también teniendo presente su principal campo de aplicación en la construcción, como elemento de cierre translúcidos y a menudo También , con funciones decorativas en techos, ventanas, balcones, biombos, tabiques, marquesinas, cajas de escaleras, galpones, invernáculos, etc.
ESTRCUTURAS DE TIPO SANDWICH (COMBINADAS)
Los plásticos reforzados con fibra de vidrio presentan el inconveniente de un modulo de elasticidad relativamente muy bajo, que lo pone en desventaja con los metales en la realización de determinadas formas simples, de reducido grosor y gran desarrollo superficial como por ejemplo las obtenidas de chapas.
Dichas formula, aparte otros aspectos que pasamos por alto, sugiere inmediatamente los procedimientos más oportunos mediante los cuales es posible mejorar la rigidez de una pieza de plástico reforzado por fibra de vidrio sin necesidad de recurrir a exagerados y antieconómicos aumentos de espesores a saber:
-
Incorporar a la estructura elementos realizados con materiales dotados de un elevado módulo de elasticidad propia.
-
Adoptar formas complejas (dobles curvaturas, estrías, acanaladuras, bordes mas gruesos, sobreespesores, etc.), capaces de proporcionar la debida rigidez sin referir consumos de materiales sensiblemente mayores de una forma simple.
-
Aumentar el momento de inercia de la sección, dividiendo el material resistente en dos capas superficiales separadas entre si y desplazadas hacia fuera por medio de un elemento distanciador de baja densidad, constituyendo lo que se llama una estructura sándwich.
Las extraordinarias posibilidades de formación de los plásticos revestidos de fibra de vidrio y la facilidad con que pueden reproducirse y realizarse las formas m{as complejas con la misma sencillez, casi de una figura simple cualquiera, ofrecen al proyectista y al diseñador uno de los caminos más cómodos y económicos para representar para ciertas aplicaciones, en competencia con los metales y otros materiales de construcción.
Basadas en los mismos principios del punto anterior, en que se busca la mayor rigidez a través de un incremento del momento de inercia de la sección transversal del elemento, las estructuras de tipo sándwich difieren sin embargo sensiblemente de las anteriores ya que, para lograrlo, no recurren a configuraciones geométricas especiales, sino a un tipo de construcción formado por dos láminas o chapas de plástico reforzado, de espesor relativamente reducido y paralelas entre sí, adheridas a un medio distanciador muy liviano que constituye el núcleo del estratificado.
La resistencia ofrecida a un esfuerzo o a una componente lateral de corte en el plano de unión entre las láminas de superficie y el alma o relleno de separación, representa normalmente el único factor-limite de la carga aplicable. Se puede lograr, de esta manera, valores de rigidez y condiciones estructurales realmente sorprendente en relación con el exiguo peso de tales elementos.
Esto es indudablemente, lo que ha sucedido con las construcciones sándwich de plástico reforzado con fibra de vidrio, cuyas aplicaciones abarcan actualmente sectores tan diversos e interesantes como la investigación espacial, la aeronáutica, la marina, los transportes por riel y carretera deportiva, la fabricación de tanques, la edificación civil de tipo prefabricado y en general, una multitud fe otras construcciones de toda clase, especialmente de grandes dimensiones.
El material que constituye la parte central de los laminados combinados puede proporcionarles, además, algunas cualidades complementarias de notable interés, tales como un muy alto poder aislante termo-acústico, efectos decorativos variados, una absoluta y total confiabilidad en el agua, etc.; pudiendo mencionarse entre muchos materiales que se usan para ello, los siguientes:
-
Madera balsa.
-
Paneles rugidos de fibra de vidrio.
-
Productos alveolares diversos, generalmente una resina expandida, cloruro de polivinilo, poliestireno, poliuretano rugido, acetato de celulosa, resina poliéster, resina fenólica etc..
-
Productos celulares tipo panal de abejas, de papel, aluminio, tejido de vidrio, etc.
-
Estructura varias como anillos o enrejados de cartón o de madera, perfiles distanciadores paralelos, chapas onduladas y otras.
La fabricación de una construcción sándwich puede realizarse de distintas maneras, según sean los medios disponibles, el destino y las necesidades del objeto a fabricar. La primera de ellas y la más simple, que puede usarse para los paneles planos o de forma sencilla, es la de hacer adherir bajo ligera presión las dos chapas o cáscaras de plástico reforzado sobre ambas caras del núcleo central, por medio de un adhesivo apropiado.
También pueden realizarse los estratificados exteriores del complejo }, ya sea a mano con un equipo de aspersión, directamente sobre el núcleo, primero de un lado y luego de l otro, polimerizando luego en caliente y bajo prensa o con el sistema de saco elástico.
Una tercera forma de operar, deriva de la combinación de los dos métodos anteriores y generalmente usada, por ejemplo en la construcción de embarcaciones, es la de realizar en primer término y de a manera acostumbrada en molde, la envoltura exterior del casco; luego se adapta y adhiere el material destinado a formar el relleno del sándwich, constituido en ese caso siempre por un elemento de sándwich, constituido en ente caso siempre por un elemento de células cerradas resistentes al agua de mar, y sobre esté, finalmente , se procede a laminar el forro interno, con tejidos o mats o con ambos tipos de refuerzos y resina, según lo previamente calculado. De esta manera se obtiene una estructura monolítica rígida, de alta resistencia y a la vez extremadamente liviana y absolutamente insumergible, aun en el caso de grandes desgarraduras.
También con el sistema de formación por envolvimiento es factible realizar construcciones sándwichs; para ello será suficiente envolver sobre el mandril primero, una capa de refuerzo impregnado del espesor previsto, luego disponer y hacerle adherir el elemento distanciador central, generalmente del tipo panal de abejas o constituido por un plástico expandido y por ultimo, envolver sobre éste la capa exterior vidrio-resina de la madera acostumbrada.
En estos casos, y en general cuando se pretende laminar directamente sobre un núcleo alveolar, debe advertirse que el empleo de algunos productos plásticos expandidos pueden resultar incompatible con la estratificación, por existir la posibilidad de que algunos componentes o solventes contenidos en las resinas ataquen y disuelvan la espuma.
Recientes desarrollos tecnológicos que facilitan la expansión de determinados tipos de resinas de las que las poliuretánicas son un típico exponente, han venido asimismo a encontrar inmediata aplicación en esta clase de estructuras combinadas que se realizan en tal caso mediante la introducción y expansión del producto destinado a construir el núcleo del sándwich, directamente en el hueco formado por las superficies o paredes resistentes del laminado exterior del plástico reforzado con fibra de vidrio.
En todos los casos, será particularmente importante tener presente que la resistencia mecánica final de un elemento de construcción sándwich depende siempre no solo de la resistencia combinada de sus dos capas exteriores y de la del núcleo interno de sostén, sino esencialmente de la solidez de la unión entre los laminados externos y el núcleo; o dicho de otra manera, las cualesquiera que sean los materiales que forman estos tipos de estructuras, su calidad estará siempre vinculada de manera decisiva a la posibilidad de lograr una unión intima, perfecta, entre el núcleo y los estratificados exteriores, lo que de ser necesario deberá asegurarse por medio de un pre-tratamiento apropiado de las superficies internas de los laminados para su mejor anclaje al núcleo.
En cuanto a la elección del material más conveniente para la parte central del sándwich, es evidente que dependerá sobre todo del destino que habrá de tener la estructura.
MOLDES, MATRICES Y FABRICACIONES AFINES:
Cualquiera que sea el objeto, grande o pequeño, que deba fabricarse, en un solo ejemplar o en escala industrial y cualquiera que sea el método que para ello se elija, lo primero deberá prepararse será el molde, las matrices, el mandril destinado a dar al estratificado del plástico reforzado con fibra de vidrio la forma deseada; del molde habrá, pues, de surgir la pieza de plástico reforzada con fibra de vidrio terminada, que será tan buena como correcta y prolija haya sido la realización del molde o de la matriz misma.
En general, la cantidad de piezas a producir, sus características y dimensiones; correlativamente el sistema de fabricación elegido, determinan de antemano, como ya se sabe, el material con el cual habrá de construirse el molde. Los materiales más usados son:
Formación a mano por contacto: yeso, madera, cemento, chapa metálica o más frecuentemente, plástico reforzado;.
-
Con pistón reforzado.
-
Con doble molde sin presión, perfectamente plástico reforzado con fibra de vidrio.
-
Por centrifugación: acero inoxidable, hierro, cemento, o fibrocemento, plástico reforzado con fibra de vidrio, etc.
-
Sistema winnding aplicado con madera, acero, plástico reforzado con fibra de vidrio, elementos inflables, aleaciones varias de bajo punto de fusión, etc.
-
Con molde y contramolde, bajo prensas.
La ejecución de las matrices se confía generalmente a talleres especializados equipados con las herramientas y maquinarias apropiadas para trabajos de esta clase; por diferir muy poco la fabricación de estas piezas de las matrices y moldes que se emplean para otros tipos de plásticos y para el estampado de los metales; en cambio, la realización de los moldes en vidrio-resina representa casi siempre el punto de partida de toda ulterior fabricación y en cualquier caso una parte relativamente importante de la actividad de una industria dedicada a la producción de plástico reforzado con fibra de vidrio.
Naturalmente el medio más simple y expectivo para obtener un molde en plástico sería recabarlo directamente del objeto que se quiere reproducir, hecho con los materiales tradicionales y eventualmente reparado, modificado o pulido siempre que estuviese disponible; de lo contrario habrá que recurrir a un moldeo en yeso, madera, chapa u otro material adecuado.
Los moldes han de ser siempre robustos, para evitar deformaciones con el uso, y resistentes a los repetidos esfuerzos de desmolde de las piezas; por consiguiente y según sus dimensiones se contribuirán con una o dos capas de tejidos fino o mediano, luego dos o tres capas de esfera roving, otro tejido normal pesado y eventualmente, una de dos capas de mat. Antes de la ultima tela o esfera de refuerzo, se podrá incorporar al estratificado algunos pernos, bullones, marcos u otras piezas metálicas o de madera que servían para fijar el molde en un armazón, a veces giratorias o sobre ruedas, con el fin de dar mayor rigidez al conjunto y facilitar luego el trabajo.
Los plásticos reforzados con fibra de vidrio se encuentran actualmente un número cada vez mayor de aplicaciones en moldes y placas-modelos para fundición, moldes, contramoldes y matrices para la conformación y el estampado de chapas metálicas, calibres y plantillas varias para el maquinado, el montaje y el control, especialmente, en los sectores de la industria automovilística, aeronáutica y de las construcciones metalúrgicas y mecánicas en general; moldes para el post-forming y vacuum-forming de hojas o chapas de materiales termoplásticos, etc.
Con respecto a los modelos y placas-moldelos para la fundición construidos tradicionalmente en materiales como yeso, madera, aluminio y otras aleaciones fundidas . Los primeros y el acero latón, kirksite, broce, etc.; cada uno de ellos presenta junto con algunos aspectos positivos en relación con su empleo, no pocas insuficiencias perfectamente conocidas por los especialistas, encontrando sobre ellas el plástico reforzado con fibras ce vidrio que presentan las siguientes ventajas:
-
Peso especifico muy reducido.
-
Elevadisima resistencia mecánica.
-
Escaso módulo de elasticidad, particularmente favorable para absorber golpes y vibraciones.
-
Gran estabilidad dimensional, sin deformaciones por variaciones de temperatura y/o humedad.
-
Resistencia a los agentes atmosféricos, químicos y al envejecimiento como también prácticamente ninguna necesidad de mantenimiento.
-
Total inestabilidad de su terminación superficial y color, aun en contacto con los normales ligantes oleosos o sintéticos usados para aglomerar arenas y tierras.
-
Superficies perfectamente lisas y pulidas que favorecen el desmolde sin que la tierra o la arena se adhieran, y altamente resistentes a la abrasión.
-
Construcción rápida y si fuera necesario amplias posibilidades de maquinado, de modificaciones o reparaciones.
-
Fiel y fácil reproducción de cualquier forma, dentro de muy estrictas tolerancias.
-
Bajo Costo de fabricación, tanto mas ventajoso en el caso de la fundición en serie para la cual debe disponerse de una pluralidad de modelos o placas-modelos a veces de formas complejas y de lenta, difícil y costosa realización con los materiales corrientes.
Para la fabricación de estos modelos se parte, generalmente, de una pieza original o de un facsímil del objeto que se desea fundir, realizando con cualquier material disponible, incluso cera, plastilina, etc.; de la cual se recaba primero un negativo en plástico reforzado en fibra d3e vidrio con la técnica acostumbrada de la formación a mano por contacto y de éste todos los modelos o placas-modelos que se necesitaran.
Debido a las característica mecánicas del plástico reforzado los espesores que normalmente se adoptan, según el tamaño y diseño de las piezas, varían entre 3 y 7 mm a lo sumo, rellenándose a veces las cavidades internas huecas de las piezas con resina poliéster y fibras de vidrio adicionadas con polvos metálicos. Los modelos y las placa-modelos de una o dos caras se arman habitualmente sobre un marco o chasis de plástico reforzado tipo sándwich o también metálico, destinado a facilitar su montaje en las maquinas formadoras de las hormas de tierras o arcillas para la fundición y resultan suficientemente rígidos, sin necesidad de recurrir a costosos sobreespesores.
Razones análogas a las anteriores son las que justifican el empleo de los plásticos reforzados con fibra de vidrio en la fabricación de calibres, plantillas y herramientas varias de trabajo o control como también en partículas de moldes matrices y punzones para el estampado de chapas metálicas, aun cuando este ultimo caso algunas propiedades puedan limitar un poso su aplicación .
De cualquier manera y para ciclos productivos del orden de hasta unas 10.000 piezas, las matrices de plástico reforzado han demostrado ser de una indiscutible, absoluta conveniencia, que puede sintetizarse de la de la siguiente manera:
-
Fácil realización de formas complicadas.
-
Gran rapidez de ejecución.
-
Facilidad de modificación y reparaciones.
-
Escaso peso.
-
Inmunidad a la corrosión.
-
Costos muy reducidos.
Otra aplicación de los plásticos reforzados con fibra de vidrio, de notabilisimo interés, siempre en el sector en consideración, es sin lugar a dudas la de los moldes para post-forming o vacuum-forming. Como es sabido, esta moderna tecnología que ha tenido recientemente un vertiginoso desarrollo, consiste en calentar a temperaturas entre los 130° y 200° hojas o chapas de material termoplástico, hasta lograr un grado de plasticidad suficiente para ala conformación sobre molde por medio de una ligera presión, aplicada comúnmente por vacío.
Las ventajas que presenta el plástico reforzado con fibra de vidrio (PRFV) en comparación con los moldes de yeso, madera, aleaciones de aluminio, hierro fundido o acero son las siguientes:
-
Elevada resistencia mecánica que permite realizar elementos de tan sólo algunos mm de espesor, con perforaciones para la aspiración del aire .
-
Perfecta e inalterable terminación superficial, dura, sin porosidades y ya tersa y brillante o bien rizada, gofrada, estriada, etc.; tan finamente como se quiera.
-
Estabilidad dimensional y absoluta indeformabilidad dentro de las variaciones se las temperaturas de trabajo.
-
Construcción sumamente rápida con cualquier material disponible y por lo tanto también de un ejemplar preexistente del elemento que se quiere producir.
-
Ninguna limitación de formas o dimensiones, ni tampoco en lo que concierne a la cantidad de ciclos operativos a realizar.
-
Calor especifico relativamente alto que facilita un trabajo m{as uniforme y reduce los tiempos de enfriamiento, lo que resulta particularmente importante en maquinas automáticas rápidas.
-
Escasa conductividad térmica que permite la calefacción o enfriamiento diferencial del molde a fin de controlar el estiramiento y es espesor del material en elaboración exactamente de la manera calculada, resolviendo as{i cualquier exigencia técnica al respecto.
Los moldes post-forming pueden ser de tres tipos distintos: machos, hembras y también acoplados. Su construcción sigue siempre la línea general de la formación por contacto o de una de sus variantes, como en el caso de los moldes para plástico reforzado; también es usual la inserción de accesorios y soportes metálicos o de madera, para facilitar la fijación del molde y proporcionarle la necesaria rigidez que sus dimensiones pudieran requerir como, asimismo, facilitar la incorporación en el dorso de mallas y serpentinas de cobre para el enfriamiento .
Sin embargo se trata siempre de variaciones o adaptaciones más omenos generalizadas de los mismos principios y de la selección y combinación de distintas maneras y forma de los componentes vidrio-resina. Que constituyen la esencia de los plásticos reforzados con la fibras de vidrio.
Así, pues, la fabricación de discos abrasivos y cortantes de alta velocidad para metales, aparentemente tan distanciados de lo que se entiende normalmente por plásticos reforzados por la fibra de vidrio y que constituye en cambio unos de los ejemplos mas conspicuos de la gran versatilidad y funcionalidad de estos minerales, no difieren mucho por cierto de un común proceso de formación bajo presión entre matrices metálicas acopladas. Se usan, en efecto, los mismos elementos: tejidos de vidrio de alta resistencia, armadura, giro inglés o tela, con tratamiento especial para fenólica y una resina fenólica modificada, con carga constituida por la substancia abrasiva de grano del tamaño apropiado y en la proporción correcta según el tipo de disco a producir.
Y finalmente también se utiliza la misma secuencia de la fabricación, en este caso muy mecanizada pero que sigue el ritmo habitual: Colocación en capas superpuestas, dentro del molde, del refuerzo previamente recortado en redondeles del diámetro necesario; distribución de la cantidad exacta de resina debidamente cargada, cierre de la matriz y la Polimerización estrictamente controlada en caliente y bajo presión. Las únicas estrictamente controlada en caliente y bajo presión. Las únicas diferencias con una pieza corriente y otra reforzada con fibra de vidrio son la carga bastante particular de la resina y el destino especialísimo de estos discos, que cortan con rapidez asombrosa los metales, los mármoles y las piedras mas duras.
Descargar
| Enviado por: | Luis Guillermo López Martín |
| Idioma: | castellano |
| País: | España |
Todos los derechos reservados.