Industria y Materiales
Envases y embalajes
INTRODUCCIÓN
A finales del siglo XX, en medio de todas las tecnologías, sistemas económicos, comerciales, ecológicos y de comunicación, aún seguimos percibiendo con sensibilidad e interés, la importancia social y económica de la industria del envase y el embalaje en su finalidad no sólo de conservar y transportar un producto, sino de la repercusión económica y social.
Durante las etapas de producción de un artículo, hasta final envío al público, los fabricantes y comerciantes deben enfrentarse cada día a un mercado y una sociedad más exigente, en donde el envase tiene que satisfacer no solo la necesidad de contener, proteger, preservar, comercializar y distribuir mercancías, sino, también los alcances de su disposición posterior a su uso principal, la reutilización y reciclaje de los materiales, los impactos ecológicos, por lo que se crea la necesidad de diseñar envases adecuados, que hace obvia la necesidad de generara y transmitir los conocimientos de la tecnología, mercadotecnia, historia y diseño del envase y embalaje.
Actualmente éstas tecnologías están sujetas a constantes cambios debido a la evolución de la sociedad, ya que una de las principales metas en ésta área es la racionalización entendida como: “Mejorar la producción con un simultáneo incremento de la productividad y la calidad”, para lo cual se confronta a los productores, usuarios de envases y consumidores respecto a dichos cambios en el marco de una sociedad crítica, consciente de las principales variaciones que enmarcan el desarrollo de dicha área, tanto los aspectos económicos, tecnológicos, ecológicos y normativos de cada país como los de sus principales socios comerciales.
Con la actual apertura de mercados, la competencia ha crecido y dentro de las estrategias actuales de calidad y competitividad, una acción necesaria es el desarrollo de envases, de forma tal, que una compañía pueda asegurar su posición en el mercado y consecuentemente, crecer mediante el uso de envases atractivos y adecuados para los diferentes productos y mercados, satisfaciendo la demanda a precios competitivos.
Razones como la anterior reflejan que la industria del envase y el embalaje es la mayor industria del mercado; esto se explica debido a que en nuestros días no existe un bien de consumo que no requiera empaque.
Si observamos el anaquel de cualquier tienda, constatamos que la competencia visual es verdaderamente notable; sin embargo, esta competencia es también parte de una competencia tecnológica en donde los diseñadores gráficos e industriales tienen que tener una disciplina con los mercadólogos, ingenieros industriales, en donde se hace un gran esfuerzo para adaptarse t condicionar su infraestructura a las nuevas demandas comerciales, optimizando productos y envases, ya que sólo la calidad hará que sean competitivos frente a los productos internacionales.
Conceptos de envases y embalajes
El envase y embalaje protegerán a sus productos durante todas las etapas de transporte y almacenaje, hasta llegar al país de destino. Diferentes productos requerirán diferentes envases y embalajes.
Para saber si el envase y embalaje son los más adecuados para el producto de su empresa, se debe verificar si los mismos están en condiciones de cumplir con las siguientes funciones:
-
Conservación de los productos conforme a la naturaleza de la carga: perecedera, industrial, frágil, peligrosa; es muy diferente transportar flores frescas, que maquinaria y equipo.
-
Proteger y permitir la manipulación, transporte y comercialización del producto, considerando la distancia al mercado de importación, así como el modo y medio del transporte: avión, barco, ferrocarril, camión y el transporte multimodal.
-
Evitar los robos, daños, reducir las mermas y el desperdicio.
-
Facilitar la separación, la clasificación y la selección de los productos y considerar la cantidad de la carga y si va consolidada o en camión o contenedor completo.
-
Orientar sobre las ventajas del producto y considerar los aspectos mercadológicos, considerando la resistencia y el aprovechamiento de los espacios, de acuerdo con la forma diseñada.
-
Requerimientos de reciclado.
-
Adecuación a las normas de envase y embalaje del mercado objetivo.
Como en otros casos, usted puede gestionar capacitación y asistencia técnica especializada en materia de embalaje y envase para su empresa y sus productos de exportación.
Embalaje:
Recipiente con todos los demás elementos o materiales necesarios para permitir que cumpla su función de retención.
Embalaje exterior:
Es la protección externa con la que se dota a ciertos envases o embalajes, a ciertos embalajes compuestos y a los embalajes combinados para contenerlos. Si son necesarios, incluye los materiales absorbentes, de relleno y cualquier otro elemento para su protección.
Envase interior:
Envase que debe estar provisto de un embalaje exterior para el transporte.
Embalaje intermedio:
Un embalaje situado entre envases interiores u objetos y un embalaje exterior.
NORMAS ISO-9000
La serie ISO 9000 (International Organization of Standarization) provee una serie de normas de garantía de calidad aplicables a toda las empresas, sean grandes, medianas o pequeñas, y pueden ser favorablemente utilizadas en combinación con cualquier sistema existente, ayudando a las empresas a reducir sus costos internos y a aumentar la calidad, eficacia y productividad, dando así un paso decisivo hacia la calidad total y la constante mejora de la calidad. Las normas ISO 9000 describen un modelo de calidad que se puede utilizar en diferentes aplicaciones. ISO 9000 se edita en cuatro partes y sirve como fuente de identificación y definición para el resto de la serie. Se puede obtener una certificación ISO 9000 a través de una rigurosa inspección cuyo objetivo consiste en garantizar el cumplimiento de dicha norma, por parte de un organismo de evaluación aprobado.
La certificación ISO 9000 se traduce en ganancias crecientes en el mercado internacional e incrementa las normas de calidad de la compañía, lo cual aumenta la productividad y beneficios, al tiempo que disminuye las reclamaciones de los clientes. Los clientes de todo el mundo se dan cada vez más cuenta de la importancia de la calidad y están exigiendo que se cumpla con estas normas como requisito mínimo. Dentro de poco, por la actual tendencia de los mercados internacionales, las normas ISO 9000 llegarán a ser reconocidas como la referencia internacional para los sistemas de gestión de la calidad.
Es posible obtener mayor información, visitando los siguientes sitios Web:
| International Organization for Standarization (ISO) | |
| ISOEASY | http://www.isoeasy.org |
NORMAS ISO-14000
El objetivo principal de las series ISO 14000 es hacer más efectivo y eficiente el manejo administrativo en las organizaciones en materia ecológica, basándose en sistemas administrativos, flexibles y con reducción de costos. Con el incremento de las normas ecológicas a nivel mundial, la empresa que tenga un pleno acreditamiento del cumplimiento de las normas ecológicas tendrá definitivamente una ventaja competitiva a nivel mundial.
Para el exportador, las series ISO 14000 representan una oportunidad para adaptar tecnologías y son una excelente referencia para vincularse con prácticas universalmente aceptadas.
Existen beneficios claros en la obtención de la certificación con base en estas normas. En un contexto meramente operativo, se presenta reducción de costos por desperdicios y ahorro en el consumo de energía y materiales principalmente. Sin embargo, los beneficios presentados en el comercio internacional son aún más evidentes.
CERTIFICACIÓN
La expresión “certificación ISO 9000” significa que algún tercero o ente reconocido certifica la conformidad de un producto con las normas ISO 9001, ISO 9002, ISO 9003. ISO no expide certificados propios. Un certificado ISO es una garantía emitida por un ente certificador o un tercero atestiguando que la calidad del sistema de gestión de riesgo que cubre un sector de actividades ha sido evaluado y es conforme a una norma 9000 específica.
La propia empresa puede también evaluar o realizar una auditoría por su cuenta, para cerciorarse de que está gestionando su proceso de forma eficaz. Puede también invitar a sus clientes a que examinen su sistema de calidad para que confíen en que la empresa es capaz de entregar productos o servicios que estarán a la altura de sus expectativas. Por último, puede contratar a un ente independiente de certificación de calidad para obtener un certificado de conformidad ISO 9000.
Una certificación emitida por un tercero permite conseguir un alto grado de aceptación en el mercado, entre compradores, detallistas y demás.
Otra palabra que se puede aplicar a este procedimiento es el de “credencial”, ya que una autoridad confiere un reconocimiento formal a una persona o ente conforme al cual es competente para llevar a cabo tareas específicas. En el contexto ISO 9000, un ente de acreditación acredita o aprueba que sea competente para llevar a cabo la certificación 9000 para sistemas de gestión de calidad.
Con frecuencia se solicita a las empresas que apliquen un sistema de gestión de calidad coherente con las normas internacionales. Para evaluar la necesidad de un mejor sistema de gestión de calidad, la empresa exportadora deberá considerar si tiene un rendimiento insuficiente, alta incidencia de inconformidad, quejas múltiples por parte de clientes, altos índices de devolución bajo garantía, entregas retrasadas y existencias de inventarios elevados.
A.Certificación Forestal.
Para las empresas que se desarrollan en el sector forestal existe el Sistema de Certificación Voluntaria, mediante el cual se adhieren al sistema y cumplen con las prescripciones de sostenibilidad (estándares), obteniendo un certificado en el sentido de que sus productos provienen de bosques manejados sosteniblemente. De esta manera, las empresas que producen bienes forestales pueden tener acceso a un segmento creciente del mercado internacional que otorga preferencia a productos que tona en cuenta el medio ambiente.
Certificación Orgánica.
La certificación Orgánica tiene como objetivo la conservación del Medio Ambiente y la producción de alimentos libres de sustancias nocivas para la salud de los consumidores. La certificación orgánica sirve como garante de la calidad orgánica, conociendo el modo de producción y sus restricciones y garantizando que el producto se adecua a las normas y requisitos establecidos.
NORMATIVA EUROPEA SOBRE ECOVIDRIO
La preocupación por el incremento de los residuos de envases generados en Europa y las iniciativas de Francia y Alemania legislando sobre envases y embalajes y sus residuos llevó a las autoridades de la Comunidad Europea a publicar una directiva sobre esta materia (Directiva 94/62/CE).
Esta directiva trata de armonizar las normas sobre gestión de envases y residuos de envases de los diferentes países miembros, con la finalidad de prevenir o reducir su impacto sobre el medio ambiente y evitar obstáculos comerciales entre los distintos países de la Unión Europea.
Actualmente se está revisando la directiva europea sobre envases y residuos de envases y se prevé nuevos objetivos a aplicar en los próximos años.
Ley de Envases y Residuos de Envases y Embalajes en España
CAPITULO I DISPOSICIONES GENERALES
Artículo 1 Objeto y ámbito de aplicación
1. Esta Ley tiene por objeto prevenir y reducir el impacto sobre el medio ambiente de los envases y de la gestión de los residuos de envases comercializados
Para alcanzar los anteriores objetivos se establecen medidas destinadas, como primera prioridad, a la prevención de la producción de residuos de envases, y en segundo lugar, a la reutilización de los envases, al reciclado y demás forma de valorización de residuos de envases, con la finalidad de evitar o reducir su eliminación
2. Quedan dentro del ámbito de aplicación de esta Ley todos los envases y residuos de envases puestos en el mercado y generados respectivamente en el territorio nacional
3. Lo establecido en esta Ley lo será sin perjuicio de las disposiciones de carácter especial referentes a seguridad, protección de la salud, e higiene de los productos envasados, medicamentos, transportes, y residuos peligrosos
Artículo 2. Definiciones
A efectos de lo dispuesto en esta Ley se entenderá por:
1 Envase: Todo producto fabricado con materiales de cualquier naturaleza y que se utilice para contener, proteger, manipular, distribuir, y presentar mercancías, desde materias primas hasta artículos acabados, en cualquier fase de la cadena de fabricación, distribución, y consumo. Se considerarán también envases, todos los artículos "desechables " utilizados con este mismo fin. Dentro de este concepto se incluyen únicamente los envases de venta o primarios, los envases colectivos o secundarios, y los envases de transporte terciarios.
Se consideran envases industriales o comerciales aquellos que sean de uso y consumo exclusivo en las industrias, comercios, servicios o explotaciones agrícolas y ganaderas, y que por tanto no sean susceptibles de uso y consumo ordinario en los domicilios particulares.
2 Residuo de envase: Todo envase o material de envase que se ajuste a la definición de residuo contenida en el apartado 2 del artículo 1 de la Ley 42/ 1.985, de 19 de noviembre, sobre desechos y residuos sólidos urbanos.
3 Gestión de residuos de envases. La recogida, el transporte, la valorización y la eliminación de los residuos de envases, incluida la vigilancia de estas operaciones y de los lugares de descarga después de su cierre
4. Prevención: La reducción, en particular mediante el desarrollo de productos y técnicas no contaminantes, de la cantidad y del impacto para el medio ambiente de:
--Los materiales y sustancias utilizadas en los envases y presentes en los residuos de envase
--Los envases y residuos de envase en el proceso de producción, y en la comercialización, la distribución, la utilización, y la eliminación.
6.Reutilización: Toda operación en la que el envase concebido y diseñado para realizar un número mínimo de circuitos, rotaciones o usos a lo largo de su ciclo de vida, sea rellenado o reutilizado con el mismo fin para el que fue diseñado, con o sin la ayuda de productos auxiliares presentes en el mercado que permitan el rellenado del envase mismo. Estos tipos de envases se considerarán residuos de envases cuando ya no se reutilicen
7.Valorización: Todo procedimiento que permita el aprovechamiento de los recursos contenidos en los residuos de envases, incluida la incineración con recuperación de energía, sin poner en peligro la salud humana y sin utilizar métodos que puedan causar perjuicios al medio ambiente. En todo caso, estarán incluidos en este concepto los procedimientos señalados en el Anexo II B de la decisión 96/350/CE, de la Comisión, de 24 de Mayo, así como los que figuren en una lista que, en su caso, se apruebe por Real Decreto
8. Recuperación de energía: El uso de residuos de envases combustibles para generar energía mediante incineración directa con o sin otros residuos, pero con recuperación de calor
9. Eliminación: Todo procedimiento dirigido, bien al almacenamiento o vertido controlado de los residuos de envases, o bien a su destrucción total o parcial por incineración u otros métodos que no impliquen recuperación de energía, sin poner en peligro la salud humana y sin utilizar métodos que puedan causar perjuicios al medio ambiente. En todo caso, estarán incluidos en este concepto los procedimientos señalados en el Anexo II A de la decisión 96/350/C, de la comisión, de 24 de mayo, así como los que figuren en una lista que, en su caso, se apruebe por Real Decreto
11. Fabricantes de envases: Los agentes económicos dedicados tanto a la fabricación de envases, como a la importación, o adquisición de otros Estados miembros de la Unión Europea, de productos envasados, con vistas a su puesta en el mercado
13. Comerciantes o distribuidores: Los agentes económicos dedicados a la distribución, mayorista o minorista, de envases o de productos envasados
A su vez dentro del concepto de comerciantes, se distingue:
A / comerciantes de envases: los que realicen transacciones con envases vacíos
B / comerciantes de productos envasados: los que comercialicen mercancías envasadas, en cualquiera de las fases de comercialización de los productos
14. Recuperadores de residuos de envases y envases usados: Los agentes económicos dedicados a la recogida, clasificación, almacenamiento, acondicionamiento, y comercialización de residuos de envases para su reutilización, reciclado, y otras formas de4 valorización
CAPITULO V. REQUISITOS APLICABLES A LOS ENVASES
Artículo 13. Requisitos de los envases y condiciones de seguridad.
1. Solamente podrán ser puestos en el mercado nacional los envases que cumplan los requisitos y el contenido de metales pesados que determine el Gobierno en las normas de desarrollo de esta Ley.
2. Los residuos de envases y envases usados devueltos o recogidos deberán ser almacenados, dispuestos, y manipulados, de manera que quede garantizada la protección del medio ambiente, la salud e higiene públicas, y la seguridad de los consumidores.
Artículo 14. Marcado y sistema de identificación.
1. Sin perjuicio de las normas sobre etiquetado y marcado establecidas en otras disposiciones específicas, los envases deberán ir marcados de acuerdo con lo que, en su caso, se establezca en la normativa comunitaria.
2. A partir de un año desde la fecha de entrada en vigor de esta Ley, queda prohibida la comercialización de envases etiquetados o marcados con la leyenda de " no retornables " u otra de contenido similar.
ANÁLISIS DE LOS ANTECEDENTES NORMATIVOS SOBRE ENVASES Y EMBALAJES
Existe gran cantidad de programas de manejo ambiental de envases y embalajes, algunos de ellos altamente desarrollados y estrictamente implementados y otros en etapas muy tempranas de implementación.
El interés suscitado por este tema, no solo a escala mundial sino también en nuestro país donde se han presentado diversos proyectos de ley, hace necesario que la Secretaría cuente con información de base que le permita adoptar una política que privilegie la minimización de los envases y embalajes.
En este sentido se realizó un estudio de antecedentes de los programas y normativa implementada, tanto a nivel mundial como regional, con especial énfasis en los logros y dificultades experimentados en cada caso.
Los envases y embalajes constituyen un bien social irrenunciable que cumple con creces su función de protección del producto disminuyendo las mermas que acaban como residuos. Pese a ello, están teniendo un fuerte impacto ambiental. La creciente sensibilización ecológica de la comunidad internacional, las empresas y la población en general, estimulan la búsqueda de soluciones que permitan reducir los envases y fomentar su reutilización.
En los países desarrollados los envases y embalajes aportan un volumen significativo a los residuos sólidos urbanos del orden del 30-40%, mientras que en los países en vías de desarrollo este porcentaje disminuye significativamente -15-25%- debido a que en la composición de los residuos sólidos urbanos, los de origen orgánico constituyen un mayor porcentaje de aproximadamente el 50%.
Entre las medidas que están siendo adoptadas con relación a los envases merecen citarse las siguientes:
Los acuerdos voluntarios, como su nombre lo indica, consisten en la adopción de una propuesta común entre sectores de la industria y el gobierno; este tipo de acuerdo existe por ejemplo en Holanda y Noruega.
El reciclado obligatorio es la determinación a través de una ley, de la obligatoriedad de reciclar ciertos envases. Un ejemplo actual es la Ley Töpfer de Alemania, que prioriza el reciclado, responsabilizando a la industria por la tarea de recuperación y el reciclado de los envases.
Las tasas e impuestos representan un tributo que incide sobre un cierto producto persiguiendo un determinado fin. En Italia, todas las bolsas para compras deben ser biodegradables o pagar una tasa de 100 liras por bolsa. A través del cobro de esa tasa "ecológica" se espera disminuir la utilización de bolsas plásticas no degradables. En la mayoría de los casos, este tipo de medidas actúan directamente sobre el mercado, aumentando la demanda por productos gravados.
La caución financiera es una garantía para el cumplimiento de una determinada obligación. En Corea, por ejemplo, un decreto gubernamental exige a las industrias una caución para garantizar que éstas cumplan con la obligación de recolectar y reciclar diversos materiales de envases y embalajes.
Los depósitos consisten en el cobro de un determinado valor por un envase. Son varios los países que han establecido un depósito para los envases de bebidas, detergentes y productos de limpieza domiciliarios. Cada vez que el consumidor devuelve el envase vacío, recibe de vuelta el valor del depósito pagado. Es una manera de estimular la participación de la población en el proceso de recuperación y reciclado de los envases.
Las tasas de reciclado consisten en porcentajes establecidos de reciclado que deben ser alcanzados Residuos de Envases determina que para el año 2.001 se deberían reciclar entre el 25 y el 45% de los envases.
La prohibición de material consiste en la restricción de uso o prohibición de un tipo de material cuando un tipo de material en el proceso de fabricación de un envase. Por ejemplo, la prohibición dinamarquesa del uso de latas (acero o aluminio) para envases de bebidas.
En los países europeos, las leyes se han enmarcado en el concepto llamado “Responsabilidad Extendida al Fabricante" (Extended Producer Responsibility) en todo el ciclo de vida de los envases y productos. Actualmente más de 15 países tienen mandatos de recuperación de envases (envases retornables). Además, algunos tienen leyes de recuperación de baterías, y alrededor de una docena están planeando implementar leyes de recuperación y reciclado de equipos electrónicos.
La Responsabilidad Extendida al Fabricante (EPR) está dirigida a responsabilizar al sector privado de los impactos ambientales emergentes del proceso productivo y de sus productos, obligándolos a implementar medidas tendientes ha: modificar los procesos industriales, prevenir la generación de residuos y recuperar y reciclar sus envases.
Los programas basados en la EPR tienden a cambiar el balance convencional de responsabilidades entre los fabricantes, distribuidores, el consumidor y el gobierno. El compromiso asumido puede surgir de acuerdos negociados, legislaciones o iniciativas voluntarias.
En Alemania, la Ordenanza sobre Residuos de Envases del año 1991, más conocida como Ley Töpfer, fue la precursora del sistema de EPR en toda Europa y obliga a todos los involucrados en la cadena de envasado, a aceptar sus envases y reciclarlos. Asimismo, prohibió el envío de residuos de envases y embalajes a los relleno sanitarios.
Esta ley provocó cambios en los mercados de los otros países europeos y no pasó mucho tiempo antes de que algunos siguieran el ejemplo de Alemania. También, y debido en parte a las alteraciones provocadas en los países limítrofes por la legislación alemana, la Unión Europea elaboró la Directiva de Envases y Residuos de Envases que finalmente se puso en vigencia en diciembre de 1994. Los Estados Miembro tenían la obligación de implementarla para fines de junio de 1996, sin embargo, ninguno de los Estados Miembro la había implementado para esa fecha. Sus objetivos fueron por un lado prevenir/minimizar el impacto ambiental de los residuos de envases, y por otro, evitar obstáculos al comercio en el territorio de la Unión.
La obligación de implementar esta Directiva provocó una avalancha de legislaciones nacionales que entraron en vigencia en la primera mitad del año 1997 en por lo menos 15 países europeos. Las mismas están basadas en la recuperación de envases y embalajes (retornables), dando como resultado más de 20 sistemas con diferentes requerimientos, exigencias de pago de tasas y cumplimiento de cuotas sobre el uso de envases. Esto se debió fundamentalmente a que la Directiva establece la obligación de los Estados Miembro en cuanto a sus objetivos, dejando al libre arbitrio de los Estados la elección de la forma y medios destinados a alcanzarlos en el plazo determinado.
Se espera que con la aplicación del concepto de Responsabilidad Extendida al Fabricante conjuntamente con el apoyo de los consumidores, se alcancen las metas compartidas por los gobiernos, que incluyen:
ð Prevención y reducción de residuos de envases y embalajes;
ð Rehúso de los envases;
ð Reciclado de envases y embalajes;
ð Aumento del uso de materiales reciclados en la producción;
ð Reducción en el consumo de recursos naturales; y
ð Internalización de los costos ambientales en el precio del producto.
CÁMARA DE COMERCIO DE MADRID
JORNADA SOBRE LA ACTUALIDAD DE LOS ENVASES Y EMBALAJES Y EL COMERCIO INTERNACIONAL
La reciente promulgación en los países de la Unión Europea de normativas sobre envases y embalajes y la gestión de sus residuos está teniendo una gran repercusión en los intercambios comerciales de dichos países.
La incorporación al ordenamiento jurídico español de la Directiva 94/62/CE sobre envases y residuos de envases, mediante la Ley 11/1997 de abril de 1997, establece objetivos de reducción en la producción de envases y de reciclaje y valorización de sus residuos, que deben ser alcanzados antes del 30 de junio del 2001; también fija la Ley los dos sistemas posibles de gestión de estos residuos, entre cuyas medidas se encuentra la aplicación del punto verde español, que deberán incorporar todos los envases destinados a este mercado a partir del próximo 1 de mayo.
Así la Cámara Oficial de Comercio e Industria de Madrid, celebra el miércoles 11 de febrero, una jornada informativa sobre la actualidad de los envases y embalajes y el comercio internacional, con el objeto de dar a conocer a las empresas implicadas tanto en la fabricación como en la distribución y comercialización, la normativa que rige la producción de envases y la gestión de sus residuos en nuestro país y en los mercados europeos.
El acto tendrá lugar en el Instituto de Formación Empresarial de la Cámara Oficial de Comercio e Industria de Madrid, calle Pedro Salinas, 11, el día 11 de febrero. La entrada es libre y las inscripciones se pueden dirigir a la Cámara de Comercio e Industria de Madrid.
C O E X
MÁXIMA SEGURIDAD Y ALTA TECNOLOGÍA PARA LA INDUSTRIA ALIMENTICIA, QUÍMICA Y AGROQUÍMICA
Desde fines de la década del 70, se ha incrementando en forma sostenida, el uso de películas fabricadas por la técnica de co-extrusión multicapa. En los inicios de la década del 80, se desarrolló la técnica COEX en el proceso de soplado de cuerpos huecos, logrando de este modo, la combinación de las propiedades de distintas materias primas intervinientes en el proceso, con el fin de obtener el mejor producto.
La co-extrusión aplicada a la industria alimenticia, mejora la conservación de los productos envasados, prolongando su duración y evitando la transferencia de sabores y olores. En la industria agroquímica, los envases co-extuídos confieren seguridad y confiabilidad en el envasamiento, garantizando la retención de sustancias tóxicas y evitando la permeación del producto riesgoso hacia el exterior del envase. De acuerdo con el producto a envasar se deben seleccionar los materiales y la cantidad de capas, dependiendo de esta elección la eficacia del envase.
Para agroquímicos se usan cuatro capas: la capa interior de poliamida (PA), en contacto con el producto, es la capa de barrera; la segunda el agente adhesivo, que establece la unión entre la capa de barrera y las capa portadora de polietileno de alta densidad (HDPE) o tercer capa, que absorbe al material generado como scrap del mismo proceso, más HDPE virgen; la cuarta capa, de decoración es de polietileno de alta densidad y alto peso molecular más el pigmento deseado.
La técnica de co-extrusión es aún reciente, sin embargo Industrias Termoplásticas Argentinas S.A. ha acumulado una vasta experiencia en estos últimos años, basados en las Normas de Naciones Unidas para el Transporte de Mercaderías Peligrosas, las recomendaciones de la Sociedad Internacional de Fitosanitarios y las estrictas normas de calidad de nuestros clientes. La interrelación de las mismas junto con nuestra vocación de atender las necesidades de nuestros clientes nos permitieron importantes logros:
-
Ser la primera empresa en Latinoamérica en producir envases con esta tecnología.
-
Diseñar y producir el primer envase de 20 lts coextruído en el mundo.
-
Producir la única línea de envases multicapa de 2 cavidades del continente: TWINPACK.
-
Diseñar y producir el único envase de tres cavidades en el mundo: TRIPACK.
-
Producir la primer línea de envases apilables multicapa de 5 a 20 lts. Industrias Termoplásticas Argentinas S.A., atiende los requerimientos de alta calidad y seguridad introduciendo nuevas tecnologías y usando la imaginación en el desarrollo de nuevos diseños.
Envases bajo Normas “NACIONES UNIDAS” APROBADOS PARA EL TRANSPORTE DE SUSTANCIAS PELIGROSAS POR VIA AEREA Y MARITIMA SEGUN NORMAS “OACI” E “IMDG” RESPECTIVAMENTE
Transporte seguro de mercaderías peligrosas según normas de Naciones Unidas
Se define como Mercadería Peligrosa a los artículos y sustancias que al ser transportados constituyen un riesgo importante para la salud, la seguridad y la propiedad.
Son sustancias cuyas propiedades pueden ocasionar daños materiales al vehículo que las transporta, así como perjuicios a las personas y mercancías que se transporten en el mismo medio. En algunos casos, estos accidentes pueden trasladarse a terceros ubicados fuera del transporte.
El transporte de estas sustancias está prohibido, a no ser que el mismo se realice de conformidad con lo previsto por las Normas de Naciones Unidas para el Transporte de Mercaderías Peligrosas, y lo establecido por las correspondientes organizaciones aéreas, marítimas, viales y ferroviarias en cada una de sus publicaciones y reglamentos.
Para todo lo referente a transporte por vía aérea, OACI y IATA, y en lo que a transporte marítimo se refiere, está regido por el IMDG. Las entidades responsables en Argentina de verificar el cumplimiento de los reglamentos y normas son, para transporte aéreo, la Fuerza Aérea Argentina, a través del Comando de Regiones Aéreas, y marítimas, la Prefectura Naval Argentina, a través de la Dirección de Protección del Medio Ambiente.
En lo atinente al packaging, estas normas regulan, clasifican y certifican los envases adecuados para cada producto a ser transportado. Los envases deben estar fabricados de acuerdo a ciertas normas que están ampliamente especificadas, para posteriormente ser testados de acuerdo a ensayos normalizados en los centros que las organizaciones determinan. En Argentina, estos ensayos son realizados en el Centro de Investigación de Envases y Embalajes, CÍTENEM, dependiente del INTI (Instituto Nacional de Tecnología Industrial). Industrias Termoplásticas Argentinas, cuenta con una amplia línea de envases fabricados de acuerdo a estas normas.
Incidencia de los envases en el medio ambiente.
Cuando nuestra diaria bolsa de basura queda enterrada en el relleno sanitario lejos de nuestra vista, los recursos naturales empleados, el consumo de combustibles fósiles, y los efluentes generados para elaborar un determinado producto, quedan inmediatamente despilfarrados y hay que empezar de cero para elaborarlo nuevamente.
En la última década los artículos de "usar y tirar", los envoltorios desmesurados e innecesarios, ciertos tóxicos utilizados, han invadido el mercado encubriendo una triste historia de avasallamiento a la naturaleza y condiciones de trabajo muchas veces inseguras, insalubres y con baja remuneración económica para los trabajadores. Acompañados de una publicidad engañosa, algunas empresas suelen utilizar el símbolo de reciclado o términos como "ecológico" o similares, con la intención de hacer nuestras vidas más cómodas y sin mayores cargos de conciencia.
Sin embargo esto se traduce en problemas de desagües en las ciudades por obstrucción con basura no biodegradable, mayores volúmenes de residuos para transportar y disponer, y por ende mayores costos para el municipio que se refleja en las tasas que pagan los ciudadanos. Por ejemplo, el relleno sanitario de la ciudad de Rosario, verá colmada su capacidad en el término de unos 5 años. Aumentan las legítimas protestas de vecinos, cuyas viviendas han quedado próximas a algún basural, a veces de otra jurisdicción que la de sus viviendas y aumentarán también las distancias a recorrer, hasta los lugares de disposición final en el futuro.
Debido al consumo de combustibles fósiles, de los cuales se obtienen aproximadamente 10.000 millones de toneladas al año, se extraen de la tierra más de 30.000 millones de toneladas de materiales. Es decir, la cifra total de recursos naturales arrancados a la Tierra suma una cifra de 40.000 millones de toneladas al año. Esta elevada capacidad extractiva y transformadora muestra su máxima eficacia en la generación de residuos, lo que convierte a la industria productiva en destructiva. Los residuos son el mejor testimonio de los errores de nuestro sistema productivo, cada vez más alejado del modo de producción de la biosfera, basado en el reciclado continuo de los materiales.
Los límites del hipotético crecimiento indefinido no están solo establecidos por el agotamiento o progresiva disminución de los recursos naturales, sino por la limitada capacidad del planeta para acoger los residuos, tanto por su cantidad como por su peligrosidad.
El Capítulo IV de la Agenda 21 "Cambio en los patrones insostenibles de producción y consumo" se refiere principalmente a la necesidad de "promover modalidades de consumo y producción que reduzcan las tensiones a que se somete el medio ambiente y satisfagan las necesidades básicas de la humanidad". Y entre las propuestas concretas contiene:
* Reducción al mínimo de la generación de desechos.
* Fomento del reciclaje a nivel del procesamiento industrial y del consumidor.
* Reducción del material innecesario de envase y embalaje.
* El fomento de la introducción de productos más racionales desde el punto de vista ecológico.
* Utilización de instrumentos económicos adecuados con el fin de influir en el comportamiento del consumidor, como gravámenes e impuestos ambientales, sistemas de pago y reembolso de depósitos, etc.
Aunque ya los conceptos de ciclo de vida de productos y diseño para el medio ambiente están siendo incorporados a la temática del packaging, el impacto sobre el medio ambiente de los envases, es innegable, sobre todo en cuanto al despilfarro de recursos que significan.
Ciclo de vida: es el análisis de todo el proceso para concebir un producto, desde la captación de la materia prima de la naturaleza, pasando por todos sus estados industriales intermedios, sus diferentes usos, transporte, distribución, uso final y descarte definitivo.
Una primera clasificación que puede hacerse de los embalajes en general, es con respecto a los usos; si es de un solo uso, o de múltiples usos. Si el envase es de un solo uso, o de una sola vía (envases muertos, sin devolución), una segunda clasificación posible es si es reutilizable (para el mismo uso u otro), o si es reciclable el material con el que está fabricado. Normalmente los materiales de los envases son todos reciclables (con mayor o menor dificultad). La cuestión ambiental es más gravitante cuando se trata de envases de un solo uso, generalmente de consumo masivo, en los que predomina el uso de los plásticos como material de fabricación, seguidos por el vidrio y la hojalata.
Las cuestiones ambientales relacionadas con los envases y con los materiales de embalaje son básicamente el diseño y material, la recuperabilidad del post-consumo y su posterior rehúso o reciclado.
Los envases y embalajes son la causa principal del crecimiento de las basuras domésticas.
La recuperación del post consumo, o más bien su ausencia, introduce un aspecto ambiental que es el de convertirse inmediatamente en residuos. Una vez usado el contenido, el envase o embalaje deja de tener utilidad, y pasa a engrosar corrientes de residuos sin clasificación alguna, lo que a su vez genera diversos inconvenientes, como que se constituyen en componentes de corrientes de residuos peligrosos, por el contenido remanente de las sustancias que contuvieron (por Ej. tintas, pinturas, aceites, fármacos, agroquímicos, etc.). Estos no hacen más que convertir en peligrosa una masa aún mayor de residuos que inicialmente no lo eran. El abandono de los envases en diversos lugares, sea en la vía pública como en basurales de diverso tipo, contribuye a incrementar diversos tipos de contaminaciones no sólo químicas sino también patogénicas. Los envases pueden contener sustancias alimenticias (dulces, mayonesa, aceite, salsas, etc.) que se pudren y son medios apropiados para la proliferación de bacterias, insectos y roedores.
Otro aspecto es el de la perturbación visual que se genera por las acumulaciones y pilas de residuos entre los que se encuentran una gran proporción de los envases y embalajes que son lo primero que "se tira".
A partir de la preocupación ambiental de los ciudadanos, y más que nada por una cuestión de imagen, el marketing verde intenta asociar y hacer compatible la utilización de envases de usar y tirar con la "conservación del medio ambiente". Cualquier concepto aceptado como referente a algo ambientalmente positivo -verde, ecológico, conservación de la naturaleza, ahorro energético, no contaminante, reciclado- es válido para intentar convencer a los consumidores de que el producto en determinado envase no es perjudicial para el planeta.
Cada sector del envase pretende demostrar científicamente la superioridad ecológica de sus productos: los fabricantes de vidrio defienden que es reciclable, los de plástico que no pesa, los de brick que es aislante y apilable.
Aunque los efectos más negativos y menos percibidos del consumo indiscriminado de envases desechables, son el despilfarro de recursos naturales y la contaminación.
Cada sector fabricante de un tipo de envase pretende demostrar científicamente la superioridad ecológica de sus productos: los fabricantes de vidrio defienden que es reciclable, los de plástico que no pesa, los de brick que es aislante y apilable.
Aunque los efectos más negativos y menos percibidos del consumo indiscriminado de envases descartables, son el despilfarro de recursos naturales y la contaminación.
Los envases de un solo uso, son ecológicamente mucho más agresivos que los retornables. Para fabricar un tetra brick se consume tres veces más energía y cuatro veces más agua que para una botella de vidrio.
- Una persona a lo largo de su vida consume unas 9 toneladas sólo de envases. Si observamos la basura que tiramos diariamente, los envoltorios y envases ocupan un 60% del volumen y un 30% del peso del contenido del tarro de basura.
- El 40% del uso de los plásticos en Argentina es utilizado en packaging.
- El consumo aparente de PET (polietileno tereftalato) creció una tasa promedio del 85% entre 1991 y 1996. Sin embargo el reciclado de este plástico es una industria incipiente.
- Un estudio realizado en Buenos Aires en 1995, indicaba que el 22% de los residuos eran envases. Al menos 1.000.000 de envases (desde gaseosas a cosméticos) se tiran diariamente en la Ciudad de Buenos Aires en la actualidad. En el presupuesto de recolección de residuos de la Ciudad de Buenos Aires, un 17%, 30 millones de pesos, es la incidencia de los envases en la basura a recolectar; otro tanto es el costo de transporte y enterramiento de estos materiales.
- El consumo de materias primas para envasar un litro de bebida, puede ser de 10 a 50 veces mayor en envases descartables con respecto a los retornables.
Algunos envases, los retornables, pueden volver al ciclo comercial sin más que lavarlos adecuadamente (determinados envases de vidrio retornan hasta 90 veces), otros deben sufrir transformaciones más complejas para ser reciclados. De las cerca de 300.000 toneladas por año de basura que se generan en Rosario, se estima que unas 90.000 son de envases. Esto significa que los ciudadanos rosarinos pagan, sólo en concepto de disposición final de estos residuos de envases, unos 200.000 pesos por año. A ésta cifra habría que sumarle los gastos de recolección y de tareas de limpieza que realiza la municipalidad en bocas de tormenta, parques, plazas, debido al descuido de quienes tiran todo tipo de envases en espacios públicos. Si se fomentaran sistemas combinados de retorno de envases, ya sea por depósito (valor que SL consumidor recupera al devolver el envase, como existe para ciertos envases de vidrio y plástico), puntos de recolección administrados por entidades de bien público (donde reciban envases que se destinen a reutilización o reciclado como botellas, envases plásticos de artículos de limpieza y perfumería, latas, envases de papel y cartón, etc.), o bien estableciendo servicios de recolección específicos, el ahorro en disponer esos residuos se podría transferir a implementar estos sistemas, que seguramente pueden incrementar los costos actuales de recolección en una primera etapa. No sólo se estarían generando nuevas fuentes de empleo, sino que se ahorrarían materias primas y energía, espacio en el relleno sanitario y se disminuiría la contaminación.
Los supermercados juegan un rol importante en esta cuestión, ya que un relevamiento realizado por el Taller Ecologista sobre las opciones de consumo en Rosario, indican que los grandes comercios sólo aceptan envases retornables para cerveza. Panorama nada alentador para el consumidor consciente, agravado con la reciente incorporación de un envase de vidrio no retornable con tapa a rosca, para cerveza, promocionado justamente por la "supuesta ventaja" de no tener que ir a comprarla con un envase vacío.
Es urgente en Argentina la aprobación de legislación adecuada para los envases que establezca un sistema de retorno y promueva instrumentos específicos que incentiven el reciclado en el mundo de la empresa y el uso de envases reutilizables, fórmula principal para reducir los residuos de envases y embalajes.
- Depósito por envases no retornables (en vigencia)
Presentado en marzo de 1998 por el Diputado Nacional Manuel Martínez Zuccardi.
Los envases no degradables en las condiciones actuales deberán llevar impreso un valor en pesos, que se pagará a quienes lo entreguen en los mismos locales de venta o lugares habilitados especialmente y de fácil acceso. El Instituto Nacional de Tecnología Industrial, INTI, será el organismo de aplicación y control en materia de envases no degradables. Los organismos propuestos para fijar estos valores considerarán el valor intrínseco de los materiales para reciclado y un valor agregado de trabajo humano.
- Ley de retorno de envases (en vigencia)
Presentado en junio de 1998 por el senador nacional José María García Arecha.
Establece presupuestos mínimos de protección ambiental para asegurar el ciclo de manejo sustentable de los envases de bebidas sin alcohol destinadas al consumo humano.
Establece la obligatoriedad de fabricantes e importadores de recibir de comerciantes y consumidores, los envases lanzados al mercado y disponer los medios pertinentes para que el retorno de los mismos se observe en forma adecuada.
En diciembre de 1998, el Taller Ecologista lanzó la campaña denominada Menos Basura Más Planeta con la premisa "No compres envases descartables", donde se alientan actitudes ciudadanas para minimizar la generación de residuos domiciliarios. Para ello se necesita el compromiso del sector industrial y la voluntad política de quienes deben implementar las reglamentaciones y controlar que éstas se cumplan. El modo de comprar será decisivo para evitar más residuos de los imprescindibles.
La campaña exige a la Municipalidad de Rosario, entre otros puntos, que destinen el 1% del presupuesto designado a basura, a implementar programas de minimización de residuos. También se reclama al Congreso de la Nación, la sanción de una Ley de Envases que asegure la retornabilidad de los mismos, para su reutilización y/o reciclado.
Los envases no retornables son un negocio para los fabricantes, una comodidad para los envasadores, distribuidores y también para los consumidores inconscientes. Los costes ambientales no corren a cargo de los fabricantes, envasadores y distribuidores. Es el entorno, los municipios y los ciudadanos y, en última instancia, el planeta los que pagan estos costes ambientales a menudo ocultos o desapercibidos.
Ser un consumidor consciente es una opción política, pero también es difícil ejercer ese derecho cuando ni empresas ni gobiernos contribuyen a ofrecer productos y servicios de calidad.
Estrategia para la Formulación del Plan Nacional de Valorización de Residuos
En la XXIII Asamblea Ordinaria del COFEMA, llevada a cabo en mayo de 1998, la Dirección de Calidad Ambiental presentó, ante los Representantes provinciales en Consejo Federal de Medio Ambiente, los objetivos y acciones perseguidos por un futuro Plan Nacional de Valorización de Residuos.
Así, luego de una serie de intervenciones por parte de algunos de los integrantes del Consejo, se acordó la creación de una Comisión de Valorización de Residuos Sólidos Urbanos integrada por los Representantes de las provincias de Entre Ríos, Córdoba, Santa Fe y Mendoza.
Como resultado se recogieron las experiencias de programas provinciales y municipales en curso de implementación que incluyen, entre otros casos, los de las provincias de Córdoba y La Pampa, con su correspondiente descripción contenida en el "Manual de Líneas Operativas para los Municipios. Radicar la Vida Erradicando Basurales", y en la "Guía Práctica para la Gestión de Residuos Sólidos Domiciliarios" respectivamente.
Se recomendó iniciar una Encuesta sobre RSU y elaborar documentos que sinteticen las prácticas de Valorización de RSU en curso desde mediados de los 90 en algunos municipios del país y que orienten la gestión municipal en la materia.
Recuperación de envases: la bolsa amarilla
Las actuaciones en materia de recuperación están encaminadas a conseguir un posterior aprovechamiento de las distintas fracciones contenidas en los residuos sólidos urbanos, bien a través de la reutilización, bien a través del reciclado.
La recogida selectiva de vidrio y papel-cartón continuará realizándose por los procedimientos actuales, aunque se mejorará el rendimiento de recogida y se incrementará el número de contenedores en la vía pública, de tal forma que la distancia máxima que recorra un ciudadano no supere los 250 metros. El Plan prevé que la Comunidad establezca convenios con los recuperadores de estos materiales para mejorar la gestión actual.
La recuperación de los restantes envases y residuos de envases se realiza mediante una bolsa específica, la bolsa amarilla, que contendrá los envases de plástico, metal y brick. Esta bolsa se deposita en un contenedor exclusivo.
Reciclar desechos de envases y embalajes "no es negocio", pero igual debe hacerse, priorizando lo ambiental, lo social y lo laboral
Las grandes ciudades de América latina —en mayor o menor medida— presentan problemas ambientales, en particular en lo que respecta a la gestión de desechos sólidos. Por supuesto que existen varias excepciones, pero ellas no hacen otra cosa que confirmar la regla general.
Dentro de los desechos sólidos abordaremos en esta oportunidad una metodología para recuperar envases y embalajes de distintos materiales, los que concretamente en los últimos tres años, en la basura montevideana, han incrementado notoriamente su presencia tanto en peso como en volumen.
La razón por la cual esto ha sucedido y sigue ocurriendo, no es otra que la decisión unilateral —implementada sin barreras de ningún tipo— que han tomado las industrias, sustituyendo los envases retornables por descartables de plásticos, vidrios, tetra brick, cartón, acero, aluminio y combinaciones de estos.
En nuestro país, al no existir una ley de envases y embalajes y de desechos de estos, que incentive la reducción en origen y el reciclado, asunto clave del problema, las empresas responsables de generar envases descartables difícilmente asuman responsabilidades permanentes y significativas en la materia.
Sin embargo, es justo señalar que existen tres proyectos que de distinta manera cuentan con una importante participación de empresas. Nos referimos a las campañas de recolección y reciclaje de bolsas de polietileno para leche, latas de aluminio y hueveras de poliestireno.
El listado que presentamos a continuación reseña brevemente los muchos envases y embalajes, y sus respectivos materiales, que también deberían recuperarse para rehúso o reciclaje.
ð Envases de tereftalato de polietileno (PET)
ð Botellas y frascos de otros plásticos (polietileno de alta y baja densidad, policloruro de vinilo (PVC), polipropileno, poliestireno, combinaciones)
ð Botellas y frascos de vidrio (transparente, verde y ámbar)
ð Cajas multicapas o tetra brick (aluminio, cartón y polietileno)
ð Cajas de cartón y multicapas (cartón y tratapolietileno)
ð Cajones de madera (frutas, verduras, huevos, etcétera)
ð Embalajes de poliestireno y otros plásticos expandidos.
ð Latas de acero (refrescos, cerveza, arvejas, duraznos, aceites, etcétera)
Reciclar "no es negocio"
Existe un generalizado acuerdo en que un proyecto de recuperación de materiales de envases y embalajes "no es negocio". Por esta razón no es esperable en estos proyectos el interés privado con fines de lucro. Por otra parte la cadena de intermediarios conformada por hurgadores, acopiadores, chatarreros y las industrias, se desmembra cada día, y prácticamente ya no existe en algunos rubros de envases como por ejemplo las botellas de vidrio o de plástico. Sin embargo, pueden haber, y de hecho existen como vimos, distintas empresas que participan o están dispuestas a participar, o al menos a brindar algún apoyo, a un proyecto de recuperación de envases y embalajes para reciclaje.
La metodología propuesta consiste en detectar el grado de interés y las posibilidades de involucramiento que puedan tener los gobiernos nacionales y comunales, las empresas públicas y privadas, las asociaciones civiles sin fines de lucro, los centros de investigación y la comunidad toda en un proyecto de recuperación de envases o embalajes de distintos materiales; articulando de manera ingeniosa, eficiente y con bajo costo, los recursos humanos y materiales ya existentes en la sociedad.
Reciclar priorizando lo ambiental, lo social y lo laboral
El punto central de nuestra propuesta es analizar las posibilidades de una gestión de desechos de envases y embalajes que priorice lo ambiental, lo social y lo laboral, sabiendo que la rentabilidad económica del proyecto —en el corto y mediano plazo— es algo secundario.
Debe entonces quedar primero claramente planteado que se trata de buscar un retorno de tipo prioritariamente no financiero, más allá de que es posible también obtener un retorno en dinero que cubra parte de lo invertido.
Para finalizar diremos que la propuesta la debemos analizar desde cinco ópticas:
ð Óptica Ambiental. Hoy los municipios deben asignar una parte importante de su presupuesto a la recolección y disposición final de desechos que podrían ser recuperados y transformados en nueva materia prima y en nuevas cosas. Se trata no sólo de evitar la generación de basura, sino recuperar materiales que son dos como basura, pero que, podrían no serlo si lo incorporamos a un circuito de reciclaje.
ð Óptica Social. Tradicionalmente los denominados hurgadores o clasificadores han cumplido un rol importante en lo referente a la recuperación de materiales con destino al rehúso o reciclaje. En los últimos tres años la composición de la basura montevideana ha cambiado. Por ser descartables y carecer de un precio por unidad, hoy van a la basura los envases de plástico y de vidrio que tradicionalmente eran recogidos por los hurgadores.
ð Óptica Sanitaria. En los últimos tres años las empresas envasadoras de alimentos y bebidas han realizado un acelerado proceso de sustitución de los envases de vidrios retornables por descartables. Al no tener estos un precio por su devolución, el destino actual es la basura, ya que por otra parte, no existe actualmente campaña de recolección de vidrio para reciclado y posibilidades de reciclar vidrio en el país que incentive a hacerlo. Particularmente los desechos de vidrio son un problema que deben enfrentar los trabajadores municipales encargados de la recolección, determinando un alto registro de accidentes laborales: pinchaduras, cortes, etcétera.
También en las calles las botellas vacías de vidrio resultan un riesgo mayor que otros desechos de envases.
ð Óptica Laboral. Los proyectos de recuperación de materiales son generadores de empleos estables, tanto de personal calificado como no calificado. Asimismo la mejora de los precios de los desechos, como la valorización de los mismos, mejoraría los ingresos de trabajos precarios existentes, y podría a través de medidas complementarias, mejorar las insalubres condiciones en que se desarrollan estos trabajos.
ð Óptica Económica. En tal sentido debemos señalar la importancia de la valorización de desechos, a través de la ampliación del mercado, estudiando las posibilidades de exportación de materiales para los cuales en Uruguay no existe posibilidad de colocación o bien los precios son inferiores.
ENSAYOS
![]()
Manipuleo y Transporte
- Prueba de resistencia a las caídas
- Izamiento
- Prueba de vibraciones
- Ensayo de impactos horizontales

Condiciones Atmosféricas
- Cámara de lluvia
- Cámara de temperatura
- Cámara de temperatura y humedad
- Cámara de bajas temperaturas
![]()
Pallets
- Corte, flexión y apilamiento
- Caída sobre la esquina
- Pallets con alas
- Dimensiones
- Humedad
- Impacto del taco y del borde del piso superior

Envases Flexibles
- Resistencia del sellado y a la delaminación
- Resistencia a la caída y a la compresión
- Evaluación de la hermeticidad
- Determinación de solvente residual en laminados
- Coeficiente de fricción de films plásticos
- Espesor
Recipientes intermedios a granel (RIG'S)
- Elevación por la parte superior e inferior
- Presión interna y estanquidad
- Apilamiento
- Caída
- Desgarramiento
- Derribo
- Enderezamiento
Cajas de cartón corrugado
- Resistencia a la compresión
- Apilamiento
- Flexión de fondo
- Resistencia al reventamiento
- Absorción de agua
- Punzonado
Tipos de envases y embalajes

ENVASES DE VIDRIO
El vidrio es una sustancia hecha de sílice(arena), carbonato sódico y piedra caliza. No es un material cristalino en el sentido estricto de la palabra ; es más realista considerarlo un líquido sub-enfriado o rígido por su alta viscosidad para fines prácticos. Su estructura depende de su tratamiento térmico.
Se encuentra en la naturaleza, por ejemplo en la obsidiana, un material volcánico, o en los enigmáticos objetos conocidos como tectitas. El vidrio es una sustancia amorfa porque no es ni un sólido ni un líquido, sino que se halla en un estado vítreo en el que las unidades moleculares, aunque están dispuestas de forma desordenada, tienen suficiente cohesión para presentar rigidez mecánica. El vidrio se enfría hasta solidificarse sin que se produzca cristalización; el calentamiento puede devolverle su forma líquida. Suele ser transparente, pero también puede ser traslúcido u opaco. Su color varía según los ingredientes empleados en su fabricación.
El vidrio fundido es maleable y se le puede dar forma mediante diversas técnicas. En frío, puede ser tallado. A bajas temperaturas es quebradizo y se rompe con fractura concoidea (en forma de concha de mar).
Se fabricó por primera vez antes del 2000 a.C., y desde entonces se ha empleado para fabricar recipientes de uso doméstico así como objetos decorativos y ornamentales, entre ellos joyas. (En este artículo trataremos cualquier vidrio con características comercialmente útiles en cuanto a transparencia, índice de refracción, color... En Vidrio (arte) se trata la historia del arte y la técnica del trabajo del vidrio).
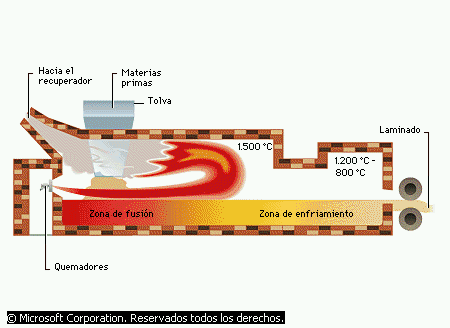
El vidrio se fabrica a partir de una mezcla compleja de compuestos vitrificantes, como sílice, fundentes, como los álcalis, y estabilizantes, como la cal. Estas materias primas se cargan en el horno de cubeta (de producción continua) por medio de una tolva. El horno se calienta con quemadores de gas o petróleo. La llama debe alcanzar una temperatura suficiente, y para ello el aire de combustión se calienta en unos recuperadores construidos con ladrillos refractarios antes de que llegue a los quemadores. El horno tiene dos recuperadores cuyas funciones cambian cada veinte minutos: uno se calienta por contacto con los gases ardientes mientras el otro proporciona el calor acumulado al aire de combustión. La mezcla se funde (zona de fusión) a unos 1.500 °C y avanza hacia la zona de enfriamiento, donde tiene lugar el recocido. En el otro extremo del horno se alcanza una temperatura de 1.200 a 800 °C. Al vidrio así obtenido se le da forma por laminación (como en el esquema) o por otro método.
Composición y propiedades
La sílice se funde a temperaturas muy elevadas para formar vidrio. Como éste tiene un elevado punto de fusión y sufre poca contracción y dilatación con los cambios de temperatura, es adecuado para aparatos de laboratorio y objetos sometidos a choques térmicos (deformaciones debidas a cambios bruscos de temperatura), como los espejos de los telescopios. El vidrio es un mal conductor del calor y la electricidad, por lo que resulta práctico para el aislamiento térmico y eléctrico. En la mayoría de los vidrios, la sílice se combina con otras materias primas en distintas proporciones. Los fundentes alcalinos, por lo general carbonato de sodio o potasio, disminuyen el punto de fusión y la viscosidad de la sílice. La piedra caliza o la dolomita (carbonato de calcio y magnesio) actúa como estabilizante. Otros ingredientes, como el plomo o el bórax, proporcionan al vidrio determinadas propiedades físicas.
Color
Las impurezas en las materias primas afectan al color del vidrio. Para obtener una sustancia clara e incolora, los fabricantes añaden manganeso con el fin de eliminar los efectos de pequeñas cantidades de hierro que producen tonos verdes y pardos. El cristal puede colorearse disolviendo en él óxidos metálicos, sulfuros o seleniuros. Otros colorantes se dispersan en forma de partículas microscópicas.
Ingredientes diversos
Entre los componentes típicos del vidrio están los residuos de vidrio de composición similar, que potencian su fusión y homogeneización. A menudo se añaden elementos de afino, como arsénico o antimonio, para desprender pequeñas burbujas durante la fusión.
Propiedades físicas
Según su composición, algunos vidrios pueden fundir a tempera aturas de sólo 500 °C; en cambio, otros necesitan 1.650 ºC. La resistencia a la tracción, que suele estar entre los 3.000 y 5.500 N/cm2, puede llegar a los 70.000 N/cm2 si el vidrio recibe un tratamiento especial. La densidad relativa (densidad con respecto al agua) va de 2 a 8, es decir, el vidrio puede ser más ligero que el aluminio o más pesado que el acero. Las propiedades ópticas y eléctricas también pueden variar mucho. Los principales métodos empleados para moldear el vidrio son el colado, el soplado, el prensado, el estirado y el laminado. Todos estos procesos son antiguos, pero han sufrido modificaciones para poder producir vidrio con fines industriales. Por ejemplo, se han desarrollado procesos de colado por centrifugado en los que el vidrio se fuerza contra las paredes de un molde que gira rápidamente, lo que permite obtener formas precisas de poco peso, como tubos de televisión. También se han desarrollado máquinas automáticas para soplar el vidrio.
Fabricación artesanal de recipientes de vidrio soplado. A la izquierda se aprecia una silla con un soporte para la caña de soplar. Conseguida la forma en bruto, se pellizca el material con unas pinzas para dar la forma final al vidrio fundido.
Características
-
La formulación del vidrio puede ser ajustada según el tipo de envase requerido o uso específico.
-
Es tan maleable que con él se pueden fabricar desde garrafas hasta ampolletas.
-
Es reutilizable y reciclable en un alto porcentaje.
-
No se oxida, ni pierde su atractivo al usarlo, excepto si se usa a la intemperie. Es impermeable, resiste el calor d7entro de un cierto rango, puede apilarse sin aplastarse y se pueden volver a cerrar con facilidad, además de que el consumidor puede ver el interior del envase para verificar la apariencia del producto.
-
Es material limpio, puro, e higiénico; es inerte e impermeable para los fines cotidianos.
-
Los envases de vidrio cerrados son completamente herméticos.
-
No pueden ser perforados por agentes punzantes.
-
Como envase hermético, puede cerrarse y volverse a abrir.
-
Permite larga vida de anaquel.
-
Es barrera contra cambios de temperatura.
-
Los envases de vidrio se incluyen dentro de la clasificación de vidrio hueco, para así diferenciarlos de los vidrios planos, fibras y vidrios especiales, que se fabrican por otros procesos.
Clasificación de los envases de vidrio
Los envases se pueden fabricar de primera elaboración o de fabricación directa ; y de segunda elaboración que se fabrican a partir de un tubo de vidrio especial.
De primera elaboración:
-
Botellas o garrafas :Envases de boca angosta, y capacidad entre 100 y 1500 ml.
-
Botellones : De 1.5 a 20 lts o más.
-
Frascos : De pocos ml a 100 ml, pueden ser de boca ancha o de boca angosta.
-
Tarros : Con capacidad de un litro o más, tienen el diámetro de la boca igual al cuerpo. Si la altura es menor que el diámetro se llaman potes.
-
Vasos : Recipientes de forma cónica truncada e invertida.
De segunda elaboración
-
Ampolletas : De 1 a 50 ml para humanos, y hasta de 200 ml para uso veterinario. La punta se sella por calor.
-
Frascos y frascos-ampollas: Viales generalmente para productos sólidos de 1 a 100ml.
-
Carpules: Para anestesia de uso odontológico.
Botellas y recipientes
Las botellas, tarros y otros recipientes de vidrio se fabrican mediante un proceso automático que combina el prensado (para formar el extremo abierto) y el soplado (para formar el cuerpo hueco del recipiente). En una máquina típica para soplar botellas, se deja caer vidrio fundido en un molde estrecho invertido y se presiona con un chorro de aire hacia el extremo inferior del molde, que corresponde al cuello de la botella terminada. Después, un desviador desciende sobre la parte superior del molde, y un chorro de aire que viene desde abajo y pasa por el cuello da la primera forma a la botella. Esta botella a medio formar se sujeta por el cuello, se invierte y se pasa a un segundo molde de acabado, en la que otro chorro de aire le da sus dimensiones finales. En otro tipo de máquina que se utiliza para recipientes de boca ancha, se prensa el vidrio en un molde con un pistón antes de soplarlo en un molde de acabado. Los tarros de poco fondo, como los empleados para cosméticos, son prensados sin más.
Procesos de fabricación de envases de vidrio
Proceso soplo-soplo : Este proceso se utiliza para la fabricación de envases de boca angosta. El proceso es el siguiente :
-
La vela se deposita en el premolde para formar la corona.
-
Se empuja el vidrio, forzándolo a llenar el premolde con aire a presión.
-
Se alimenta la parte baja del premolde con aire a presión, para formar un hueco con la corona ya terminada. En este proceso, la vela pasa a llamarse parisón o preforma.
-
Se toma el parisón del cuello y se coloca en el molde final, formándose el cuerpo del envase; en este momento el vidrio aún muestra color rojo. Se inyecta aire por la corona o boca, inflándolo hasta que el envase toma su forma final.
Proceso prensa-soplo : Es usado para los envases de boca ancha y consta de los siguientes pasos La vela se deposita en el premolde o bombillo para formar la corona.
-
Se inyecta aire a presión por la parte alta del premolde, empujando el vidrio hacia la cavidad que forma la corona.
-
Con un pistón que surge de la parte baja del premolde, se ocupa el espacio de la corona, a la vez que se forma el parisón o preforma.
-
Se coloca el parisón en el molde final donde se inyecta aire por la base o corona inflando el parisón y dando forma al cuerpo del envase.
-
Posterior al moldeo, el envase es guiado hacia una banda metálica que debes estar caliente para evitar el choque térmico, y a través de ella se inyecta aire para seguir enfriando el envase. De allí se lleva a un horno para recocerlos.
Diseño de envases de vidrio
-
Para el diseño de un envase de vidrio, se deben considerar factores tales como :
-
Forma, estética, estabilidad y funcionalidad en sus líneas.
-
El tipo de corona o rosca que se usará, de acuerdo al uso que se le va a dar.
-
La relación del envase con el contenido.
-
El vidrio tiene resistencia a la compresión y estabilidad en la línea de llenado por lo que se le puede dar cualquier forma en el diseño, teniendo cuidado en la calidad de los moldes y en el proceso de fabricación.
-
Es preciso tener en cuenta el tamaño y la forma de las etiquetas. La mejor superficie para las etiquetas es la cilíndrica, donde se puede alisar la etiqueta en el envase, ya que en una superficie esférica o cóncava, ésta se arrugaría.
-
El diseñador debe investigar las condiciones en que se usará el envase, con el fin de darle un diseño óptimo y funcional.
-
Las facetas en el envase, usadas especialmente en perfumes o cosméticos, hacen resaltar la imagen de alta calidad, recordando las joyas y el cristal.
-
En el diseña de un envase debe tenerse muy en cuenta la ergonomía. En este punto cabe mencionar que para ciertos casos el diseña de un asa adicional hará más manejable el envase.
-
Otro factor importante a considerar son las dimensiones y condiciones del lugar de almacenaje.
-
La resistencia de la botella puede ser aumentada por el uso efectivo de la forma; por ejemplo, las formas esféricas son más resistentes, seguidas de las cilíndricas y las rectangulares. Si se requiere de una botella rectangular, por la razón que sea, se puede incrementar la resistencia agregándole aristas o protuberancias en el centro de la botella.
-
El vidrio es aprobado por la FDA (US Food and drug administration) para contacto con alimentos.
-
El espesor debe estar uniformemente distribuido, con suaves transiciones entre paredes, fondo, hombros y cuello. Actualmente los valores que se aceptan en máquinas modernas son de 3 a 5 mm para envases retornables y de 2.2 a 2.5 mm para no retornables.
Impresión y etiquetado
Los envases de vidrio se pueden imprimir con pigmentos que mezclados con el vidrio le dan a éste una coloración determinada; otros motivos son aplicados por etiquetas, inmersión, rociados o serigrafía. Las tintas deben ser resistentes a la abrasión y a los detergentes.
Recubrimientos
Con el fin de mejorar los envases, se someten a un recubrimiento, el cual se efectúa antes y después del recocido. Comúnmente se aplica por presión o vaporización. Por lo general, la primera parte del tratamiento se realiza en cliente y puede ser por vaporización o goteo. La segunda parte, un recubrimiento metálico, se aplica por vaporización o aspersión y no siempre necesita que se haya aplicado el tratamiento en caliente.
Una de las funciones de los recubrimientos es evitar la fricción, para esto se usan aceites comestibles y polímeros.
Un tipo de recubrimiento es el polietileno, cuya superficie también se puede oxidar para facilitar la adherencia de las etiquetas; otros recubrimientos son el polietilen-glicol y el estearato de polietilen-glicol, aunque no son permanentes. Cualquier recubrimiento para alimentos, bebidas y similares debe ser aprobado por las autoridades sanitarias.
Pigmentación
El vidrio puede obtenerse en diversos colores, según gustos o necesidades específicas, tanto para conservación del contenido, como elemento de diseño.
-
Rojo.................................................... Óxido cúprico y sulfato de amonio.
-
Amarillo............................................ Óxido férrico y óxido de antimonio
-
Verde amarillento.......................... Óxido de cromo
-
Azul..................................................... Óxido de cobalto
-
Violeta................................................ Manganeso
-
Negro................................................. Óxido férrico
-
Ópalo.................................................. Fluoruro de calcio
-
Ámbar................................................ Carbón y compuestos sulfatos
Tipos de cierre
-
Cierres internos : Tapones de corcho, goma, plástico o vidrio esmerilado.
-
Cierres externos : Tapas de hojalata, o aluminio, con recubrimientos de goma o plástico, tapas de plástico, roscadas a presión.
-
Cierres por soldadura del mismo vidrio: En ampolletas, donde se cierra un extremo con calor.
Tipos de corona
-
Cuerda continua corta.
-
Cuerda continua larga.
-
Twist off.
-
Pry off.
-
Corona.
-
Biológica.
-
Pour out.
-
De corcho.
-
Pilfer proof.
-
De presión.
-
Rociadora.
-
Con asa.
-
Lug amerseal.
Principales defectos en un envase de vidrio
-
Baja maquinabilidad : Debido a un recocido deficiente, o un choque térmico, o una mala distribución del vidrio, a una corona inclinada o por estar fuera de dimensiones.
-
Mala apariencia : Presentada por oclusiones o incrustaciones( trozos de vidrio, piedras o puntos negros), por pliegues, rebabas o arrugas.
-
Reacción del producto : Ocasionado por puntos negros que colorean o afectan el sabor del producto, y problemas de acabado, como coronas mal formadas que permiten el intercambio de gases.
ENVASES DE PAPEL
Material en forma de hojas delgadas que se fabrica entretejiendo fibras de celulosa vegetal. El papel se emplea para la escritura y la impresión, para el embalaje y el empaquetado, y para numerosos fines especializados que van desde la filtración de precipitados en disoluciones hasta la fabricación de determinados materiales de construcción. El papel es un material básico para la civilización del siglo XX, y el desarrollo de maquinaria para su producción a gran escala ha sido, en gran medida, responsable del aumento en los niveles de alfabetización y educación en todo el mundo.
Industria papelera
Fabricación de papel y materiales similares. El papel es la base de la comunicación escrita y, durante siglos, ha sido el soporte de cualquier forma de difusión de información. Los materiales derivados tienen multitud de usos, desde los embalajes hasta la fotografía.
El origen de la industria se remonta al 105 a.C. en China; como materia prima se empleaban tejidos residuales. El conocimiento técnico pasó a los árabes, que ya en el año 793 produjeron papel tal como se conoce hoy. En Europa, la primera fábrica de papel se estableció en la España musulmana alrededor de 1150. En el siglo XIV ya existían molinos en otros países de Europa, y la invención de la imprenta impulsó la demanda. El procedimiento permaneció casi invariable hasta el final del siglo XVIII, lo que motivó crisis de abastecimiento cada vez más frecuentes. En 1840 apareció el primer sistema de fabricación moderno, que empleaba una pasta obtenida de la madera por procedimientos mecánicos. En 1852 se patentó el primer proceso basado en reactivos químicos, que es el fundamento de la industria actual.
El proceso básico de la fabricación de papel no ha cambiado a lo largo de más de 2.000 años, e implica dos etapas: trocear la materia prima en agua para formar una suspensión de fibras individuales y formar láminas de fibras entrelazadas extendiendo dicha suspensión sobre una superficie porosa adecuada que pueda filtrar el agua sobrante.
En la fabricación manual de papel, la materia prima (paja, hojas, corteza, trapos u otros materiales fibrosos) se coloca en una tina o batea y se golpea con un mazo pesado para separar las fibras. Durante la primera parte de la operación, el material se lava con agua limpia para eliminar las impurezas, pero cuando las fibras se han troceado lo suficiente, se mantienen en suspensión sin cambiar el agua de la tina. En ese momento, el material líquido, llamado pasta primaria, está listo para fabricar el papel. La principal herramienta del papelero es el molde, una tela metálica reforzada con mallas cuadradas o rectangulares. El dibujo de las mallas se puede apreciar en la hoja de papel terminada si no se le da un acabado especial.
El molde se coloca en un bastidor móvil de madera, y el papelero sumerge el molde y el bastidor en una tina llena de esta pasta. Cuando los saca, la superficie del molde queda cubierta por una delgada película de pasta primaria. El molde se agita en todos los sentidos, lo que produce dos efectos: distribuye de forma uniforme la mezcla sobre su superficie y hace que las fibras adyacentes se entrelacen, proporcionando así resistencia a la hoja. Mientras se agita el molde, gran parte del agua de la mezcla se filtra a través de la tela metálica. A continuación se deja descansar el molde, con la hoja de papel mojado, hasta que ésta tiene suficiente cohesión para poder retirar el bastidor.
Una vez retirado el bastidor del molde, se da la vuelta a este último y se deposita con suavidad la hoja de papel sobre una capa de fieltro. Después se coloca otro fieltro sobre la hoja, se vuelve a poner una hoja encima y así sucesivamente. Cuando se han colocado unas cuantas hojas de papel alternadas con fieltros, la pila de hojas se sitúa en una prensa hidráulica y se somete a una gran presión, con lo que se expulsa la mayor parte del agua que queda en el papel. A continuación, las hojas de papel se separan de los fieltros, se apilan y se prensan. El proceso de prensado se repite varias veces, variando el orden y la posición relativa de las hojas. Este proceso se denomina intercambio, y su repetición mejora la superficie del papel terminado. La etapa final de la fabricación del papel es el secado. El papel se cuelga de una cuerda en grupos de cuatro o cinco hojas en un secadero especial hasta que la humedad se evapora casi por completo.
Los papeles que vayan a emplearse para escribir o imprimir exigen un tratamiento adicional después del secado, porque de lo contrario absorberían la tinta, y el texto y las imágenes quedarían borrosas. El tratamiento consiste en conferirle apresto al papel sumergiéndolo en una disolución de cola animal, secar el papel aprestado y prensar las hojas entre láminas de metal o de cartón liso. La intensidad del prensado determina la textura de la superficie del papel. Los papeles de textura rugosa se prensan ligeramente durante un periodo relativamente corto, mientras que los de superficie lisa se prensan con más fuerza y durante más tiempo.
Fabricación mecanizada de papel
Aunque los procedimientos esenciales de la fabricación mecanizada de papel son los mismos que los de la fabricación manual, el proceso mecánico es bastante más complicado. La primera etapa es la preparación de la materia prima. Los materiales más usados hoy día son los trapos de algodón o lino y la pulpa de madera. En la actualidad, más del 95% del papel se fabrica con celulosa de madera. Para los papeles más baratos, como el papel prensa empleado en los periódicos, se utiliza sólo pulpa de madera triturada; para productos de más calidad se emplea pulpa de madera química, o una mezcla de pulpa y fibra de trapos, y para los papeles de primera calidad se utiliza sólo fibra de trapos.
Los trapos empleados para la fabricación de papel se limpian mecánicamente para quitarles el polvo y otras materias extrañas. Tras esta limpieza, se cuecen en una gran caldera giratoria a presión, donde se hierven con cal durante varias horas. La cal se combina con las grasas y otras impurezas de los trapos para formar jabones insolubles, que se pueden eliminar más tarde mediante un aclarado, y al mismo tiempo reduce cualquier tinte de los trapos a compuestos incoloros. A continuación, los trapos se transfieren a una máquina denominada pila desfibradora, una cuba larga dividida longitudinalmente de forma que haya un canal continuo alrededor de la misma. En una mitad de la pila hay un cilindro horizontal con cuchillas que gira rápidamente; la base curva de la pila también está equipada con cuchillas. La mezcla de trapos y agua pasa entre el cilindro y la base, y los trapos quedan reducidos a fibras. En la otra mitad de la pila, un cilindro hueco de lavado cubierto con una fina tela metálica recoge el agua de la pila y deja atrás los trapos y fibras. A medida que la mezcla de trapos y agua va fluyendo alrededor de la pila desfibradora, la suciedad se elimina y los trapos se van macerando hasta que acaban separados en fibras individuales. A continuación, la pasta primaria se pasa por una o más desfibradoras secundarias para trocear aún más las fibras. En ese momento se añaden los colorantes, las sustancias para aprestarlo, como la colofonia o la cola, y los materiales de relleno, como sulfato de calcio o caolín, que aumentan el peso y la consistencia del papel terminado. La preparación de la madera para la fabricación de papel se efectúa de dos formas diferentes. En el proceso de trituración, los bloques de madera se aprietan contra una muela abrasiva giratoria que va arrancando fibras. Las fibras obtenidas son cortas y sólo se emplean para producir papel prensa barato o para mezclarlas con otro tipo de fibras de madera en la fabricación de papel de alta calidad. En los procesos de tipo químico, las astillas de madera se tratan con disolventes que eliminan la materia resinosa y la lignina y dejan fibras puras de celulosa. El proceso químico más antiguo fue introducido en 1851, y emplea una disolución de sosa cáustica (hidróxido de sodio) como disolvente. La madera se cuece o digiere en esta solución en una caldera a presión. Las fibras producidas con este proceso no son muy resistentes, pero se utilizan mezcladas con otras fibras de madera. Un proceso empleado con frecuencia en la actualidad utiliza como disolvente sulfato de sodio o de magnesio.
Hoy, la mayoría del papel se fabrica en máquinas Fourdrinier, similares a la primera máquina eficaz para fabricar papel, desarrollada en los primeros años del siglo XIX. El corazón de la máquina Fourdrinier es una cinta sin fin de tela metálica que se mueve horizontalmente. La pulpa acuosa cae sobre la cinta, que va circulando sobre una serie de rodillos. Una pila poco profunda situada bajo la cinta recoge la mayor parte del agua que escurre en esta etapa. Esta agua se vuelve a mezclar con la pulpa para aprovechar la fibra que contiene. La extensión de la hoja de pulpa húmeda sobre la cinta se limita mediante tiras de goma que se mueven por los lados de la cinta. Las bombas de succión situadas bajo la cinta aceleran el secado del papel, y la cinta se mueve de un lado a otro para contribuir al entrelazado de las fibras. A medida que el papel avanza, pasa bajo un cilindro giratorio cubierto de tela metálica o de alambres individuales, llamado cilindro de afiligranar, que confiere al papel una textura apropiada. Además, la superficie del cilindro tiene letras o figuras trazadas con alambre que pasan al papel en forma de marcas de agua que identifican al fabricante y la calidad del papel. En los papeles fabricados a mano, las figuras de estas marcas se fijan a la superficie del molde.
Cerca del final de la máquina, la cinta pasa a través de dos rodillos cubiertos de fieltro. Estos rodillos extraen aún más agua de la tira de papel y consolidan las fibras, con lo que dan al papel suficiente resistencia para continuar pasando por la máquina sin el soporte de la cinta. La función de estos rodillos es la misma que la de los fieltros empleados en la fabricación manual. A continuación, el papel se transporta mediante una cinta de tela a través de dos grupos de cilindros de prensado de metal liso. Estos cilindros proporcionan un acabado liso a las dos superficies del papel.
Una vez prensado, el papel está totalmente formado; después se pasa por una serie de rodillos calientes que completan el secado. La siguiente etapa es el satinado, un prensado con rodillos fríos lisos que produce el acabado mecánico. Al final de la máquina Fourdrinier, el papel se corta con cuchillas giratorias y se enrolla en bobinas. La fabricación del papel se completa cortándolo en hojas, a no ser que se vaya a emplear en una imprenta continua que utilice el papel en rollos.
Los papeles especiales se someten a tratamientos adicionales. El papel súper satinado es sometido a un proceso posterior de satinado a alta presión entre rodillos metálicos y otros rodillos cubiertos de papel. El papel estucado, como el empleado para la reproducción fototipográfica de calidad, se apresta con arcilla o cola y se satina.

Esta gran máquina de una planta papelera convierte pasta de madera en papel. La primera máquina de fabricación de papel fue desarrollada a principios del siglo XIX; en la actualidad continúan introduciéndose mejoras en los nuevos modelos.
Papel reciclado
El aumento de la demanda de papel para la vida cotidiana ha multiplicado la posibilidad de utilizar papel de desecho y cartón como pasta de papel; con ello se consigue un gran ahorro de energía en el proceso de fabricación de la pasta primaria y la ventaja de no tener que utilizar madera de los bosques. Las técnicas de reciclaje han evolucionado con mucha rapidez desde la II Guerra Mundial, y los dos sistemas principales de recuperación se aplican sobre papel impreso, que incluye el lavatorio de la tinta, y sobre papel de envoltorio y cartón, de mayor rugosidad y porosidad y con ausencia de grabados.
Empaques de papel
El papel y sus derivados no son los únicos materiales para envase y embalaje, pero son los de uso más extendido. Pese a que en ciertos usos ha sido desplazado por el plástico, el papel se mantiene vivo a lo largo del tiempo y es poseedor de una firme popularidad; especialmente hoy en día, cuando la preocupación por el medio ambiente es cada vez mayor, ya que las particulares características del papel lo colocan por encima de los materiales no degradables.
Si bien es cierto que la industria del embalaje en papel y cartón decayó en alguna medida, debido al avance de los plásticos, hoy se busca hermanar ambos materiales creando productos con características especiales, basadas en laminados o coextruidos con hojas de papel, como es el caso de las hojas antiestáticas para el embalaje de materiales eléctricos y electrónicos.
En los múltiples intentos llevados a cabo por volver a los materiales tradicionales reciclables, en pro de la ecología, el papel y el cartón ocupan un lugar privilegiado para lograr este fin.
Tipos de papel utilizados para empaques
-
Papel Kraft : Es muy resistente por lo que se utiliza para la elaboración de papel Tissue, papel para bolsas, sacos multicapas; así mismo, es base de laminaciones con aluminio, plástico y otros materiales.
-
El papel puede ser blanqueado, semiblanqueado, coloreado o utilizado sin blanquear; puede ser producido en diferentes pesos y espesores, logrando desde Tissues hasta cartones pesados.
-
Papel Pergamino Vegetal : Posee propiedades de resistencia a la humedad, así como a las grasas y los aceites. Es utilizado para envolver mantequilla, margarina, carnes, quesos. Así como para envasar aves y pescados; también para envolver plata y metales pulidos.
-
Papel resistente a grasas y papel glassine : Estos papeles son muy densos y tienen alta resistencia al paso de las grasas y aceites. Este papel es translucido y calandrado logrando una superficie con acabado plano; puede hacerse opaco adicionando pigmentos también puede encerarse, laquearse y laminarse con otros materiales. Son muy utilizados para envolturas, sobres, materiales de barrera y sellos de garantía en tapas. En la industria alimenticia se utilizan con frecuencia, de igual manera se emplean para envasar grasas y aceites, tintas para impresión, productos para pintar y partes metálicas.
-
Papel Tissue : Es elaborado a partir de pulpas mecánicas o químicas y en algunos casos de papel reciclado. Pueden ser hechos de pulpas blanqueadas, sin blanquear o coloreadas. Este papel se utiliza para proteger algunos productos eléctricos, envases de vidrio, herramientas, utensilios, zapatos y bolsas de mano, como papeles de grado no corrosivo son utilizados para envolver partes metálicas altamente pulidas.
-
Papeles encerados : Brindan una buena protección a los líquidos y vapores. se utilizan para envases de alimentos, especialmente repostería y cereales secos, también para la industria de los congelados y algunos tipos de envase industrial.
-
Bolsa y Saco : Son contenedores no rígidos, manufacturados de papel o de su combinación con otros materiales flexibles. La diferencia radica en un límite de peso según el cual las bolsas contienen menos de 11.5 Kg, mientras que los sacos contienen un peso superior, por lo que este último término se aplica regularmente a los contenedores de uso industrial.
-
Saco de papel multicapas : Saco manufacturado con tres a seis capas de papel kraft usualmente de 70, 80 o 100 gm/m2. Es de uso rudo o su construcción particular así como la adición de más capas, depende de la naturaleza del material a que se destina y del tipo de transporte a emplearse.
-
Son relativamente económicas.
-
Son seguras y herméticas al polvo cuando están cerradas por los cuatro costados.
-
Por su porosidad permite la acción de ciertos procesos sin ningún problema, como en el caso de la esterilización de algunos productos.
-
Las bolsas automáticamente toman la forma del producto que contienen.
-
Las bolsas de papel usualmente no son aptas para productos muy húmedos o de bordes cortantes.
-
Protege el contenido de la absorción o pérdida de humedad.
-
Previene los problemas ocasionados por insectos.
-
Evita la acción química entre el contenido y otros materiales.
-
Provee una barrera contra gas o vapor de productos volátiles.
-
Resiste la abrasión de objetos con salientes dentro o fuera del saco.
-
Previene la fuga de productos en polvo.
-
Protege al contenido de la contaminación por bacterias, suciedad o substancias extrañas.
-
Asegura un fácil vaciado del producto.
-
Su superficie exterior posee propiedades antideslizantes.
-
Su estibamiento seguro permite optimizar espacio y realizar labores de limpieza.
-
Previene la biodegradabilidad.
-
Proporciona un excelente medio para publicidad.
-
Cumple con requerimientos de salubridad.
-
Bolsa plana.
-
Bolsa de fondo cuadrado.
-
Bolsa S.O.S.
-
Bolsa de fondo de saco de mano
-
Saco cosido boca abierta plana.
-
Saco cosido boca abierta con válvula.
-
Saco pegado boca abierta plana.
-
Saco pinch con fuelle.
-
Saco pegado boca abierta con fuelle.
-
Saco pinch plano.
-
Saco cosido con válvula y fuelle.
-
Saco pegado con válvula.
-
Saco enfardador.
-
Cosido del extremo(s).
-
Pegado o fondeado del extremo(s).
-
Sellado con calor del extremo(s).
-
Gris.
-
Manila.
-
Detergente.
-
Couché reverso gris.
-
Couché reverso detergente.
-
Couché reverso blanco.
-
Couché reverso bikini.
-
Cajas plegadizas : Las cajas plegadizas tienen un uso bastante extenso, son utilizadas como empaque primario de productos o bien como empaque secundario, contenedor de empaques primarios.
-
Tubos y empaques cilíndricos : Estos empaques se hacen de cartón flexible. El cuerpo de los botes de fibra es de cartón y los extremos de metal, cartón o plástico. Hay gran variedad en el diseño de los cierres, pero la construcción del cuerpo queda restringida a tres grandes grupos :
-
Tubos y botes de cartón formados en espiral.
-
Tubos y botes formados en couvolute.
-
Botes laminados con aluminio y polietileno.
-
Cajas rígidas : Estas cajas tiene usos muy diversos. Los estilos más comunes son los que se muestran en el anexo.
-
Cajas de cartón corrugado: El cartón corrugado tiene dos elementos estructurales, el liner y el material de la flauta, también llamado médium con el cual se forma propiamente el corrugado.
-
Calibre : Este se determina según el peso del producto a empacar.
-
Hilo : En una caja, la resistencia está determinada en gran mediada por la dirección del hilo del cartón.
-
Efectos de la humedad : El cartón, en presencia de la humedad tiende a cambiar sus propiedades mecánicas, principalmente la rigidez.
-
Bajo costo.
-
Se almacenan fácilmente debido a que pueden ser dobladas ocupando un mínimo espacio.
-
Pueden lograrse excelentes impresiones, lo que mejora la apariencia del producto, pues además dan muy buena apariencia en el anaquel.
-
Tienen baja resistencia comparadas con otro tipo de cajas.
-
Su resistencia esta limitada por el proceso de manufactura.
-
La protección del producto de los daños ocasionados durante el transporte, es buena.
-
Almacenan de la mejor manera el producto hasta que este es vendido.
-
Anuncia, promueve e identifica el producto desde su origen hasta que llegue al consumidor.
-
Bajo costo.
-
Seal end vith van buren ears.
-
Mailing locks.
-
Auto-lock bottom.
-
Reverse tuck.
-
Recolsable seal end.
-
Cracker style.
-
Straight tuck.
-
Airplane style.
-
Ice cream.
-
Breakaway flip top.
-
Hardware bottom.
-
Seal end.
-
Una caja de cartón debe contener el producto, permitiendo que sea transportado y manipulado con facilidad.
-
debe proteger el contenido de roturas, de robo, de absorción o pérdida de humedad y de fugas.
-
debe hacer publicidad del producto.
-
Debe vender el producto al consumidor.
-
Un prefijo que identifica a la organización que asignó el código, así :
-
Un número que identifica a la compañía que usa éste código, es de cinco dígitos :
-
La referencia del producto, asignada por el industrial, es de cuatro dígitos :
-
Un dígito verificador :
-
Información más rápida y precisa.
-
Información actualizada del producto.
-
Mayor control sobre ventas y almacén.
-
Entregas más rápidas.
-
Facilidad de control en inventarios.
-
Menos errores en cadena de distribución.
-
Menos costos administrativos.
-
Mayor control para saber cuando y cómo se requerirán más productos.
-
Mayor eficiencia.
-
Marcaje más rápido del precio de las cajas.
-
El tamaño normal del código EAN-13 es de 26.3 mm de alto, y 37.3 mm de ancho, el EAN-8 requiere de 21.6 x 26.7 mm de alto.
-
El código puede reducirse un 20% o aumentarse un 100%.
-
En algunos productos, debido a su tamaño, se puede reducir la altura de las barras, pero la lectura se dificulta.
-
Se debe tomar en cuenta el tipo de papel donde se imprimirá y la forma como reaccionará el producto.
-
En etiquetas hay que saber y contemplar todos los elementos necesarios para su correcta lectura, en las esquinas su marca de encuadre, separadores centrales o laterales y la barra encuadradora o marco que protege al código.
-
Según el producto varía la posición, por lo general se ubica en la parte posterior del envase, lejos de las costuras de sellado para evitar la deformación del código durante el termosellado, se trata en una palabra de evitar la colocación del código donde no lo pueda leer el scanner,
-
Cuando el envase tiene formas irregulares se ubica en la base del mismo.
-
El envase no deberá tener más de un código.
-
Por lo general el símbolo deberá imprimirse en la base natural del envase, si no en posible deberá imprimirse en la parte posterior de éste, y en el último de los casos en el costado.
-
La distancia de lectura entre el código y la máquina lectora no deberá superar los 12mm.
-
En una superficie curva es conveniente orientar las barras perpendicularmente a la línea generatriz de la superficie del recipiente, la impresión mejora si las barras del código son paralelas a la dirección de la impresora.
Clasificación de los empaques de papel
Características de los empaques de papel
Características de las bolsas
Características de los sacos
Estilos de empaques de papel
Estilos de bolsas
Estilos de sacos
Proceso de fabricación de los sacos de papel
Como se mencionó anteriormente, los sacos se fabrican usando de 1 a 6 capas de papel. La capa exterior usualmente preimpresa se coloca en la máquina tubera junto con los otros rollos vírgenes, dependiendo del número de capas del saco. Las tuberas alcanzan velocidades de 5000 a 20000 sacos por hora.
Cada tubo se corta a una longitud determinada por la capacidad del saco diseñado. El tubo de corte recto, producido mediante el corte de cuchillas dentadas ( comúnmente ), se hace habitualmente para sacos cosidos boca abierta; pero si se requiere un saco escalonado, las capas son perforadas individualmente antes de unirlas.
Previamente se realizan cortes longitudinales en los extremos del tubo mediante un mecanismo separador.
Posteriormente los tubos se cierran por los extremos mediante tres formas :
En éste proceso se utilizan prensas del impresión flexo gráfica, tuberas, mesas cosedoras, fondeadoras.
Diseño de empaques de papel
En el diseño de los empaques de papel, al igual que con cualquier otro diseño, intervienen tanto requerimientos de función como de forma. El diseño visual y estructural, la elección del tipo de papel, la decisión sobre determinado sistema de impresión y muchas consideraciones mas, deben responder a necesidades específicas, de tal manera que dichos empaques cumplan a cabalidad con su cometido.
Diseño de bolsas
El mercado de artículos de obsequio hace un extenso uso de las bolsas de papel para proteger los productos que no pueden protegerse con eficacia a sí mismos.
El papel es un medio de embalaje esencial en el campo de la farmacéutica. Las bolsas de papel que se usan para este fin, tienen diferentes porosidades para permitir que el vapor, gas o partículas radiactivas entren en ellas y esterilicen su contenido; así mismo usan plegados especiales en los bordes para evitar la entrada de bacterias.
También con fines de esterilidad, muchos de los papeles que se usan como empaques farmacéuticos, se recubren con acetato de polivinilo o alguna otra laca que refuerce el material contra el ataque de las bacterias.
Además de las bolsas, el empaque de papel médico puede presentarse también en forma de hojas cortadas o de rollo en tubo.
El requerimiento principal de un empaque médico de papel es que el contenido necesita estar protegido del entorno y ser fácilmente accesible e identificable.
Los materiales flexibles son más baratos que los rígidos y son más fáciles de abrir, ya sea a base de desprender una tira autoadhesiva o cortando por la solapa. Pueden ser esterilizados por cualquier método y son fáciles de eliminar.
Las ventanas transparentes del plástico para identificar con rapidez el contenido son otra útil característica del diseño.
Para productos delgados, la bolsa plana o sobre es la más económica, pero en general se necesita alguna de las otras formas. Las bolsas con pinzas, como la tradicional de colmado, son útiles para contenidos voluminosos.
Las arrugas y dobleces que se observan en algunos empaques de papel pueden ser desfavorables, ya que restan atractivo y dan aspecto de menor calidad a un producto, sin embargo, el diseñador puede aprovechar esta propiedad en su favor, usándola por ejemplo para dar un aire nostálgico y casero a productos como la confitería, especias y productos químicos para el jardín.
Diseño de sacos
Sus múltiples ventajas colocan al saco de papel como buen elemento para el empaque de materiales de construcción, alimentos para animales, alimentos para humanos, productos químicos, minerales no metálicos, insecticidas, fertilizantes, harina, azúcar.
En el caso de los sacos, el diseñador debe estar atento tanto a los aspectos de funcionalidad como a los de presentación. La creciente variedad de acabados de la superficie en los sacos, permite realizar diseños en los que pueden intervenir hasta cuatro colores para impresión.
Los sacos laminados con otros materiales, como el aluminio y el polietileno se están haciendo cada vez mas populares como substitutos de las bolsas de té rígidas, pues el papel tiene la ventaja de que su rigidez le permite ser conformado en sacos con gran rapidez y con alta permeabilidad a los gases.
Aun cuando un saco se encuentre apilado, la marca y la otra información pueden ser completamente visibles. El diseñador deberá prever que el diseño y la composición del mismo, permita la fácil lectura tanto a nivel de imagen como de texto.
Impresión y etiquetado
El papel puede ser impreso con buenos resultados casi bajo cualquier sistema, sin embargo existen algunos métodos de impresión más recomendables que otros, como la litografía, serigrafía siendo estos los mejores y la flexo grafía y la imprenta para tener resultados aceptables.
En cuanto al rotograbado, se justifica únicamente para volúmenes muy altos, por sus altos costos.
Por otra parte, los sacos son impresos normalmente en flexo grafía y en algunos casos en huecograbado. La capa exterior usualmente es impresa antes de que el saco sea fabricado, imprimiéndose hasta en cuatro colores.
EMPAQUES DE CARTÓN
El cartón es una variante del papel, se compone de varias capas de éste, las cuales, superpuestas y combinadas le dan su rigidez característica. Se considera papel hasta 65 gr. /m2; mayor de 65 gr. /m2, se considera como cartón.
Tipos de cartón utilizados para empaques
Cartoncillos sin reciclar
cartoncillos resistentes
Clasificación de los empaques de cartón
Estos tubos se utilizan para empacar alimentos, polvos, aceites y aditivos automotrices, siendo igualmente efectivos para productos líquidos y secos.
Características de los empaques de cartón
Características de las cajas plegadizas
En primera instancia hay que considerar los siguientes puntos del cartón para la elaboración de un empaque plegadizo :
Las principales características de una caja plegadiza son :
Características de las cajas de cartón corrugado
Estilos de empaques de cartón
Estilos de cajas plegadizas
Procesos de fabricación de empaques de cartón
Fabricación de una caja plegadiza
Una vez definida las dimensiones y ya desarrollado el diseño para la impresión y corte de una plegadiza, se procede a imprimir la hoja de cartón, la cual posteriormente es recortada o suajada.
El proceso de cuajado o corte se realiza por medio de las cuchillas con la forma de la plegadiza extendida, colocadas en una base de madera calada, que es posteriormente instalada en un equipo que funciona como una prensa, troquelando la figura que se encuentra en la tabla de cuaje.
Existen básicamente tres tipos de cuchillas llamadas plecas. Las plecas de corte que tienen la función de definir la forma de la plegadiza, las plecas de doblez que como su nombre lo indica facilitan el doblez de la caja y las plecas de punteado que facilitan el desprendimiento de ciertas partes de la plegadiza.
Cuando las cajas ya han sido impresas, cortadas y separadas, se procede a doblarlas, engomarlas, contarlas y acomodarlas en su empaque master dentro de una línea de producción que varia en características del equipo según el diseño de la caja o empaque.
Fabricación de cajas de cartón corrugado
El proceso comienza desenrollándose el cartón de los límites o caras, ya que viene en un gran rollo que se coloca frente a la máquina corrugadora. Debajo de éste, se coloca otro rollo de cartón que servirá para hacer el corrugado interior. Éste último pasa por los rodillos que le dan la ondulación, lo engoman y lo pegan al cartón que está desenrollándose para formar la cara. Si el cartón se necesita de doble cara, pasa a una segunda etapa que engoma el corrugado por el lado que quedó libre y le pega la segunda cara.
Posteriormente, el cartón pasa por una sección de calor que fijará bien la unión, para luego ser llevado, en medio de una baranda a la sección de enfriamiento.
Después de todo lo anterior, el cartón llega a una sección de cuchillas donde se corta y se marca de acuerdo a la forma que llevará el empaque. Finalmente se desprende lo que es ya una caja perfectamente delimitada, marcada, con los cortes necesarios para formar tapas y fondos en el caso de cajas regulares o únicamente cortadas en dimensiones para ser troquelada.
Generalmente después de la máquina corrugadora se pasa a la máquina de impresión, la cuál además de imprimir, toma una hoja ya cortada y marcada para formar una caja. Separa los paneles inferiores que delimitan cada cara y corta para formar la separación entre las tapas. Todo en una misma operación.
Las operaciones finales en la fabricación de una caja son la unión de la ceja con el cuerpo, seguida de la formación de la caja propiamente.
El modo más económico de sellar las cajas en engomarlas o más lentamente engraparlas.
Diseño de empaques de cartón
Diseño de una caja plegadiza
Como puntos claves en la optimización del enlace forma-función están los siguientes:
Cuando el diseño estructural de la caja queda establecido, se procede a considerar el diseño gráfico de la caja que a menudo afectara el tipo de cartón y su acabado.
Cada tipo de cartón debe cumplir ciertas características básicas tales como : buena adhesión de las tintas de impresión, recepción a los adhesivos y fácil encolado, facilidad para ser doblado sin agrietarse ni romperse, además de adaptarse a la forma de la caja requerida en las máquinas envasadoras automáticas sin deformarse.
Diseño de una caja de cartón corrugado
Las cajas de cartón corrugado se diseñan considerando el tipo de producto y el tipo de llenado (manual o automático).
El diseño estructural de una caja determina que tan efectiva será ésta para poder competir con su medio y además llevar el producto intacto al consumidor.
El contenedor más económico de forma cúbica es el que tiene sus dimensiones internas en las siguientes proporciones 2 : 1 : 2, es esto el largo es dos veces el ancho y el alto es igual al largo. Este tipo de caja usa la menor cantidad de cartón corrugado
En esta etapa el diseñador deberá conocer la fragilidad que tiene el producto, la clase de manejo que se la debe dar, su forma de transportación y almacenamiento así como que tipo de condiciones climáticas favorecen o perjudican el producto. Toda caja deberá pasar por pruebas de estiba y resistencia a la compresión.
Impresión y etiquetado
Impresión y etiquetado de una caja plegadiza
En las cajas plegadizas se usa mucho la litografía y el rotograbado.
Otro sistema usado para dar un fondo especial a la caja, como para etiquetar a la misma es el gofrado o grabado en relieve, el cuál se realiza colocando el cartón entre matrices, aplicándoles presión; esto se efectúa algunas veces simultáneamente con el corte y el doblado.
Impresión y etiquetado de cajas de cartón corrugado
Como se mencionaba anteriormente las cajas de cartón corrugado se imprimen antes de ser cuajadas y armadas. Generalmente la impresión se realiza sobre la superficie del papel liner, sin embargo pueden hacerse impresiones sobre el corrugado con liner blanco, y con un proceso adecuado se logra excelentes resultados.
ENVASES DE PLÁSTICO
Materiales polímeros orgánicos (compuestos formados por moléculas orgánicas gigantes) que son plásticos, es decir, que pueden deformarse hasta conseguir una forma deseada por medio de extrusión, moldeo o hilado. Las moléculas pueden ser de origen natural, por ejemplo la celulosa, la cera y el caucho (hule) natural, o sintéticas, como el polietileno y el nailon.
Los plásticos se caracterizan por una alta relación resistencia/densidad, unas propiedades excelentes para el aislamiento térmico y eléctrico y una buena resistencia a los ácidos, álcalis y disolventes. Las enormes moléculas de las que están compuestos pueden ser lineales, ramificadas o entrecruzadas, dependiendo del tipo de plástico. Las moléculas lineales y ramificadas son Termoplásticas (se ablandan con el calor), mientras que las entrecruzadas son termoestables (no se ablandan con el calor). Los plásticos tienen cada vez más aplicaciones en los sectores industriales y de consumo.

En esta fábrica, el plástico pasa por una serie de rodillos de calentado y se transforma en láminas finas. El plástico se moldea durante su producción, porque una vez endurecido no puede fundirse y modelarse de nuevo. Los plásticos se utilizan cada vez más, porque son relativamente duraderos, baratos y versátiles.
El avance de la química de los plásticos
En 1920 se produjo un acontecimiento que marcaría la pauta en el desarrollo de materiales plásticos. El químico alemán Hermann Staudinger aventuró que éstos se componían en realidad de moléculas gigantes o macromoléculas. Los esfuerzos dedicados a probar esta afirmación iniciaron numerosas investigaciones científicas que produjeron enormes avances en esta parte de la química. En las décadas de 1920 y 1930 apareció un buen número de nuevos productos, como el etanoato de celulosa (llamado originalmente acetato de celulosa), utilizado en el moldeo de resinas y fibras, y el policloruro de vinilo (PVC), empleado en tuberías y recubrimientos de vinilo.
Uno de los plásticos más populares desarrollados durante este periodo es el metacrilato de metilo polimerizado, que se comercializó en Gran Bretaña con el nombre de Perspex y como Lucite en Estados Unidos, y que se conoce en español como plexiglás. Este material tiene unas propiedades ópticas excelentes; puede utilizarse para gafas y lentes, o en el alumbrado público o publicitario. Las resinas de poliestireno, comercializadas alrededor de 1937, se caracterizan por su alta resistencia a la alteración química y mecánica a bajas temperaturas y por su escasa absorción de agua. Estas propiedades hacen del poliestireno un material adecuado para aislamientos y accesorios utilizados a bajas temperaturas, como en instalaciones de refrigeración y en aeronaves destinadas a los vuelos a gran altura. El PTFE (politetrafluoretileno), sintetizado por primera vez en 1938, se comercializó con el nombre de teflón en 1950. Otro descubrimiento fundamental en la década de 1930 fue la síntesis del nailon.
Tipos de plásticos
Se puede establecer la siguiente clasificación de los plásticos: por el proceso de polimerización, por la forma en que pueden procesarse y por su naturaleza química.
Polimerización
Por el proceso de polimerización, los plásticos se pueden clasificar en polímeros de condensación y polímeros de adición. Las reacciones de condensación producen diferentes longitudes de polímeros, mientras que las reacciones de adición producen longitudes específicas. Por otro lado, las polimerizaciones por condensación generan pequeñas cantidades de subproductos, como agua, amoníaco y etilenglicol, mientras las reacciones de adición no producen ningún subproducto. Algunos polímeros típicos de condensación son el nailon, los poliuretanos y los poliésteres. Entre los polímeros de adición se encuentran el polietileno, el polipropileno, el policloruro de vinilo y el poliestireno. Las masas moleculares medias de los polímeros de adición son generalmente mayores que las de los polímeros de condensación.
Posibilidades de procesado
El plástico se procesa de formas distintas, según sea termoplástico o termoestable. Los termoplásticos, formados por polímeros lineales o ramificados, pueden fundirse. Se ablandan cuando se calientan y se endurecen al enfriarse. Lo mismo ocurre con los plásticos termoestables que están poco entrecruzados. No obstante, la mayoría de los termoestables ganan en dureza cuando se calientan; el entrecruzado final que los vuelve rígidos se produce cuando se ha dado forma al plástico.
Naturaleza química
La naturaleza química de un plástico depende del monómero (la unidad repetitiva) que compone la cadena del polímero. Por ejemplo, las poliolefinas están compuestas de monómeros de olefinas, que son hidrocarburos de cadena abierta con al menos un doble enlace. El polietileno es una poliolefina. Su monómero es el etileno. Otros tipos de polímeros son los acrílicos (como el polimetacrilato), los poliestirenos, los halogenuros de vinilo (como el policloruro de vinilo), los poliésteres, los poliuretanos, las poliamidas (como el nailon), los poliéteres, los acetatos y las resinas fenólicas, celulósicas o de aminas
Síntesis del polímero
El primer paso en la fabricación de un plástico es la polimerización. Como se comentaba anteriormente, los dos métodos básicos de polimerización son las reacciones de condensación y las de adición. Estos métodos pueden llevarse a cabo de varias maneras. En la polimerización en masa se polimeriza sólo el monómero, por lo general en una fase gaseosa o líquida, si bien se realizan también algunas polimerizaciones en estado sólido. Mediante la polimerización en disolución se forma una emulsión que se coagula seguidamente. En la polimerización por interfase los monómeros se disuelven en dos líquidos inmiscibles y la polimerización tiene lugar en la interfase entre los dos líquidos.
Polímero
Sustancia que consiste en grandes moléculas formadas por muchas unidades pequeñas que se repiten, llamadas monómeras. El número de unidades que se repiten en una molécula grande se llama grado de polimerización. Los materiales con un grado elevado de polimerización se denominan altos polímeros. Los homopolímeros son polímeros con un solo tipo de unidad que se repite. En los copolímeros se repiten varias unidades distintas.
La mayoría de las sustancias orgánicas presentes en la materia viva, como las proteínas, la madera, la quitina, el caucho y las resinas, son polímeros; también lo son muchos materiales sintéticos como los plásticos, las fibras (véase Nailon; Rayón), los adhesivos, el vidrio y la porcelana.
Estructura de los polímeros
Los polímeros pueden subdividirse en tres o cuatro grupos estructurales. Las moléculas de los polímeros lineales consisten en largas cadenas de monómeros unidos por enlaces como las cuentas de un collar. Ejemplos típicos son el polietileno, el alcohol polivinílico y el policloruro de vinilo (PVC).
Los polímeros ramificados tienen cadenas secundarias que están unidas a la cadena principal. La ramificación puede ser producida por impurezas o por la presencia de monómeros que tienen varios grupos reactivos. Los polímeros compuestos por monómeros con grupos secundarios que forman parte del monómero, como el poliestireno o el polipropileno, no se consideran polímeros ramificados.
En los polímeros entrecruzados dos o más cadenas están unidas por cadenas secundarias. Con un grado pequeño de entrecruzamiento se obtiene una red poco compacta esencialmente bidimensional. Los grados elevados de entrecruzamiento dan lugar a una estructura compacta tridimensional. El entrecruzamiento es producido normalmente por reacciones químicas. Un ejemplo de estructura entrecruzada bidimensional es el caucho vulcanizado, en el cual los eslabones están formados por átomos de azufre. Los duroplásticos son polímeros entrecruzados con una estructura tan rígida que al calentarse se descomponen o arden en lugar de fundirse.
Síntesis
Existen dos métodos generales para formar moléculas grandes a partir de monómeros pequeños: la polimerización por adición y la polimerización por condensación. En el proceso químico llamado polimerización por adición, los monómeros se unen sin que las moléculas pierdan átomos. Algunos ejemplos de polímeros de adición son el polietileno, el polipropileno, el poliestireno, el etanoato de polivinilo y el politetrafluoroetileno (teflón).
En la polimerización por condensación, los monómeros se unen con la eliminación simultánea de átomos o grupos de átomos. Algunos polímeros de condensación típicos son las poliamidas, los poliésteres y ciertos poliuretanos.
En 1983 se anunció un nuevo método de polimerización por adición llamado polimerización por transferencia de grupo. Un grupo activador dentro de la molécula que inicia el proceso se transfiere al final de la cadena polímera creciente mientras que los monómeros individuales se insertan en el grupo. El método, que se ha utilizado para los plásticos acrílicos, también debería poder ser aplicable a otros plásticos.
Polietileno
Cada uno de los polímeros del etileno. Es uno de los materiales plásticos de mayor producción. Se designa como PE. Según el proceso seguido en su polimerización, se distinguen varios tipos de polietilenos: de baja densidad, de alta densidad y lineales de baja densidad.
El polietileno de baja densidad es un polímero ramificado que se obtiene por polimerización en masa del etileno mediante radicales libres, a alta presión.
Es un sólido más o menos flexible, según el grosor, ligero y buen aislante eléctrico; presenta además una gran resistencia mecánica y química. Se trata de un material plástico que por sus características y bajo coste se utiliza mucho en envasado, revestimiento de cables y en la fabricación de tuberías. A partir del polietileno de baja densidad se obtiene el polietileno reticulado (con enlaces entre cadenas vecinas), rígido y más resistente a la tracción y al cambio de temperatura, que se utiliza para proteger y aislar líneas eléctricas de baja y media tensión.
El proceso de polimerización del polietileno de alta densidad se lleva a cabo a baja presión y con catalizadores en suspensión. Se obtiene así un polímero muy cristalino, de cadena lineal muy poco ramificada. Su resistencia q térmica, así como su opacidad, impermeabilidad y dureza son superiores a las del polietileno de baja densidad, aunque este último es más resistente al agrietamiento y los impactos. Se emplea en la construcción y también para fabricar prótesis, envases, bombonas para gases y contenedores de agua y combustible.
El polietileno lineal de baja densidad se obtiene polimerizando el etileno con un alqueno (especialmente 1-butano) a baja presión, en disolución, suspensión o fase gaseosa, en presencia de catalizadores (véase Hidrocarburos). Se trata de un polímero lineal con ramificaciones cortas que hacen que su temperatura de fusión y su resistencia a la tracción y al agrietamiento sean superiores a las del química y térmica, así como su opacidad, impermeabilidad y dureza son superiores a las del polietileno de baja densidad, aunque este último es más resistente al agrietamiento y los impactos. Se emplea en la construcción y también para fabricar prótesis, envases, bombonas para gases y contenedores de agua y combustible.
El polietileno lineal de baja densidad se obtiene polimerizando el etileno con un alqueno (especialmente 1-butano) a baja presión, en disolución, suspensión o fase gaseosa, en presencia de catalizadores. Se trata de un polímero lineal con ramificaciones cortas que hacen que su temperatura de fusión y su resistencia a la tracción y al agrietamiento sean superiores a las del polietileno de baja densidad. Se utiliza en el recubrimiento de cables y en la fabricación de objetos moldeados por extrusión o soplado.
VC
Siglas con que se designa el policloruro de vinilo, -(-CH2 - CHCl- )n, polímero sintético de adición que se obtiene por polimerización del cloruro de vinilo. Su masa molecular relativa puede llegar a ser de 1.500.000. El cloruro de vinilo, CH2 = CHCl, es la materia prima para la preparación del PVC. La polimerización se efectúa en suspensión acuosa, utilizando un jabón como emulsionante y un persulfato como iniciador, y transcurre en las tres etapas típicas de las reacciones por radicales libres: iniciación, propagación y terminación.
En la iniciación, un radical libre reacciona con el cloruro de vinilo para dar un radical libre de cloruro de vinilo:
![]()
En la propagación, el radical del monómero reacciona con más moléculas de cloruro de vinilo obteniéndose un macrorradical:
![]()
La terminación es una reacción de acoplamiento de dos macrorradicales. El PVC es un plástico duro, resistente al fuego, a la luz, a los productos químicos, a los insectos, a los hongos y a la humedad. Es ignífugo, no se rompe ni se astilla, ni se mella fácilmente. Todas estas propiedades, y el hecho de que no requiera ser pintado y que pueda reciclarse, implican un coste bajo de mantenimiento y un menor impacto ambiental.
Su rigidez permite utilizarlo en la fabricación de tuberías, láminas y recubrimientos de suelos. Se hace flexible al mezclarlo con un plastificador, generalmente un poliéster alifático, siendo utilizado como aislante de tendidos eléctricos, como cuero sintético, para envases de alimentos y artículos impermeables.
Poliestireno
Cada uno de los polímeros del estireno. Se distinguen varios tipos de poliestirenos con propiedades muy diferentes. Por ejemplo, el poliestireno cristal es un polímero puro del estireno, sin modificadores, lo que lo convierte en un material transparente, quebradizo e inflamable, pero con muy buenas propiedades eléctricas.
El poliestireno expandido se prepara por polimerización en suspensión del estireno en presencia de agentes soplantes, y a partir de él se obtienen las espumas aislantes; también se utiliza para embalar productos alimenticios y objetos frágiles.
Otro poliestireno, traslúcido, muy resistente al impacto y a las bajas temperaturas, es el poliestireno de impacto; se obtiene por polimerización de estireno en presencia de caucho buna. Es menos resistente a la alteración química y al envejecimiento que el poliestireno clásico, y se utiliza sobre todo en las instalaciones de refrigeración y en la fabricación de tapones, vasos desechables y lámparas.
Por polimerización del estireno con el propenonitrilo se obtiene otro tipo de poliestireno muy resistente al rayado y a la acción de los agentes químicos. Es un termoplástico cuya polimerización se lleva a cabo en masa o en suspensión, mediante radicales libres.
Etanoato o Acetato
Sal o éster del ácido etanoico (ácido acético). Las sales se forman por reacción del ácido acético con una base, generalmente un hidróxido metálico, y los ésteres por reacción del ácido con el alcohol. El éster etanoato de celulosa (acetato de celulosa), denominado comercialmente acetato, se utiliza en tejidos, fibras, materiales plásticos y películas.
Celofán
En un principio se refería a una marca comercial, y en la actualidad es el nombre común de una película flexible y transparente hecha de celulosa pura regenerada y empleada sobre todo como material de embalaje o empaquetado. Para producir celofán se disuelve pulpa de madera u otro material de celulosa en un álcali (por lo general sosa cáustica) junto con disulfuro de carbono, se neutraliza el disolvente alcalino con un ácido, se extruye el precipitado para formar una lámina, se impregna ésta con glicerina, se deja secar y se corta según el tamaño deseado. El celofán fue inventado alrededor de 1910 por el químico suizo Jacques Brandenberger, que dos años después desarrolló las primeras máquinas para la producción a gran escala y estableció una fábrica cerca de París (Francia).
Cloruro de vinilo o Cloroetileno
Gas de fórmula H2C=CH-Cl, que al polimerizarse produce cloruro de polivinilo, o plástico de vinilo. El gas, que se obtiene haciendo reaccionar eteno o etino con ácido clorhídrico, se utilizaba anteriormente como propulsor en los aerosoles, pero se comprobó que era un carcinógeno.
Caucho o Hule
Sustancia natural o sintética que se caracteriza por su elasticidad, repelencia al agua y resistencia eléctrica. El caucho natural se obtiene de un líquido lechoso de color blanco llamado látex, que se encuentra en numerosas plantas. El caucho sintético se prepara a partir de hidrocarburos insaturados.
Propiedades físicas y químicas
El caucho bruto en estado natural es un hidrocarburo blanco o incoloro. El compuesto de caucho más simple es el isopreno o 2-metilbutadieno, cuya fórmula química es C5H8. A la temperatura del aire líquido, alrededor de -195 ºC, el caucho puro es un sólido duro y transparente. De 0 a 10 ºC es frágil y opaco, y por encima de 20 ºC se vuelve blando, flexible y translúcido. Al amasarlo mecánicamente, o al calentarlo por encima de 50 ºC, el caucho adquiere una textura de plástico pegajoso. A temperaturas de 200 ºC o superiores se descompone.
El caucho puro es insoluble en agua, álcalis o ácidos débiles, y soluble en benceno, petróleo, hidrocarburos clorados y disulfuro de carbono. Con agentes oxidantes químicos se oxida rápidamente, pero con el oxígeno de la atmósfera lo hace lentamente.
Producción del caucho La extensión de las zonas dedicadas al cultivo del caucho alcanzó su apogeo en los años inmediatamente anteriores a la II Guerra Mundial (1939-1945). En las posesiones británicas de la India, Ceilán (hoy Sri Lanka), Malaysia y el archipiélago Malayo, las plantaciones llegaron a ocupar cerca de 1.800.000 hectáreas. En las Indias Orientales bajo dominio holandés (hoy Indonesia), una extensión de cultivos de 1.400.000 ha completaban las 3.600.000 ha del total mundial, antes de la gran destrucción de cultivos del Lejano Oriente durante la II Guerra Mundial.
La importancia política y económica del caucho natural se puso en evidencia en el transcurso de dicha contienda, cuando se suspendió el suministro. Este fenómeno aceleró el desarrollo del caucho sintético en algunos países. En 1990, la producción mundial de caucho superó los 15 millones de toneladas, de las cuales 10 millones fueron de caucho sintético.
Caucho sintético
Puede llamarse caucho sintético a toda sustancia elaborada artificialmente que se parezca al caucho natural. Se obtiene por reacciones químicas, conocidas como condensación o polimerización, a partir de determinados hidrocarburos insaturados. Los compuestos básicos del caucho sintético, llamados monómeros, tienen una masa molecular relativamente baja y forman moléculas gigantes denominadas polímeros. Después de su fabricación, el caucho sintético se vulcaniza.
Desarrollo
El origen de la tecnología del caucho sintético se puede situar en 1860, cuando el químico británico Harles Hanson Greville Williams descubrió que el caucho natural era un polímero del monómero isopreno, cuya fórmula química es CH2-C(CH3)CH-CH2. Durante los setenta años siguientes se trabajó en laboratorio para sintetizar caucho utilizando isopreno como monómero. También se investigaron otros monómeros, y durante la I Guerra Mundial químicos alemanes polimerizaron dimetilbutadieno (de fórmula CH2-C(CH3)C(CH3)-CH2), y consiguieron sintetizar un caucho llamado caucho de metilo, de pocas aplicaciones.
Hubo que esperar hasta 1930 para que dos químicos, el estadounidense Wallace Hume Carothers y el alemán Hermann Staudinger, investigaran y contribuyeran al descubrimiento de los polímeros como moléculas gigantes, en cadena, compuestas de un gran número de monómeros. Entonces se consiguió sintetizar caucho de monómeros distintos al isopreno.
La investigación iniciada en Estados Unidos durante la II Guerra Mundial condujo a la síntesis de un polímero de isopreno con una composición química idéntica al caucho natural.
Tipos de caucho sintético
Se producen varios tipos de caucho sintético: neopreno, buna, caucho de butilo y otros cauchos especiales.
Neopreno
Uno de los primeros cauchos sintéticos logrados gracias a la investigación de Carothers fue el neopreno, el polímero del monómero cloropreno, de fórmula CH2-C(Cl)CH-CH2. Las materias primas del cloropreno son el etino y el ácido clorhídrico. El neopreno fue desarrollado en 1931 y es resistente al calor y a productos químicos como aceites y petróleo. Se emplea en tuberías de conducción de petróleo y como aislante en cables y maquinaria.
Buna o caucho artificial
Químicos alemanes sintetizaron en 1935 el primero de una serie de cauchos sintéticos llamados buna o cauchos buna, obtenidos por copolimerización, que consiste en la polimerización de dos monómeros denominados comonómeros. La palabra buna se deriva de las letras iniciales de butadieno, uno de los comonómeros, y natrium (sodio), empleado como catalizador. En la buna N, el otro comonómero es el propenonitrilo (CH2-CH(CN)), que se produce a partir del ácido cianhídrico. La buna N es muy útil en aquellos casos en los que se requiere resistencia a la acción de aceites y a la abrasión. También se obtiene caucho industrialmente por copolimerización de butadieno y estireno (buna S). Otro tipo de caucho especial es el tiocol, que se obtiene por copolimerización de dicloruro de etileno (CHCl-CHCl) y tetrasulfuro de sodio (Na2S4). Puede trabajarse y vulcanizarse como el caucho natural y es resistente a la acción de los aceites y los disolventes orgánicos.
Muchos otros tipos de caucho sintético se producen con métodos parecidos a los antes descritos. La introducción de algunos cambios en los procesos de polimerización ha mejorado la calidad de los productos y abaratado costes. Uno de los mayores avances ha sido la utilización del petróleo como aditivo, bajando los costes al poder conservarse grandes cantidades de caucho sintético
Caucho de butilo
Este tipo de caucho sintético, producido por primera vez en 1949, se obtiene por copolimerización de isobutileno con butadieno o isopreno. Es un plástico y puede trabajarse como el caucho natural, pero es difícil de vulcanizar. Aunque no es tan flexible como el caucho natural y otros sintéticos, es muy resistente a la oxidación y a la acción de productos corrosivos.
Almacenado
La producción del caucho sigue distintos pasos. En la plantación, los operarios extraen el látex de los árboles con un procedimiento llamado sangrado. Una vez recogido, el látex lechoso se introduce en un tanque de tratamiento en el que el líquido comienza a cuajarse o coagularse, haciéndose más sólido. A continuación, en una trituradora de cilindros, se prensa en forma de láminas llamadas crepés. Finalmente, el caucho es ahumado, secado y embalado para su distribución a los fabricantes.
Forma y acabado
Las técnicas empleadas para conseguir la forma final y el acabado de los plásticos dependen de tres factores: tiempo, temperatura y deformación. La naturaleza de muchos de estos procesos es cíclica, si bien algunos pueden clasificarse como continuos o semicontinuos.
Una de las operaciones más comunes es la extrusión. Una máquina de extrusión consiste en un aparato que bombea el plástico a través de un molde con la forma deseada. Los productos extrusionados, como por ejemplo los tubos, tienen una sección con forma regular. La máquina de extrusión también realiza otras operaciones, como moldeo por soplado o moldeo por inyección.
Otros procesos utilizados son el moldeo por compresión, en el que la presión fuerza al plástico a adoptar una forma concreta, y el moldeo por transferencia, en el que un pistón introduce el plástico fundido a presión en un molde. El calandrado es otra técnica mediante la que se forman láminas de plástico. Algunos plásticos, y en particular los que tienen una elevada resistencia a la temperatura, requieren procesos de fabricación especiales. Por ejemplo, el politetrafluoretileno tiene una viscosidad de fundición tan alta que debe ser prensado para conseguir la forma deseada, y sinterizado, es decir, expuesto a temperaturas extremadamente altas que convierten el plástico en una masa cohesionada sin necesidad de fundirlo.
En una máquina de extrusión se puede realizar un moldeo por soplado que se basa en la utilización de un fuelle industrial para dilatar un tubo caliente de plástico y convertirlo en una bolsa ligera de gran resistencia. El aire infla el tubo de plástico hasta conseguir una bolsa con la forma, el tamaño y grosor deseados.
Empaquetado
Una de las aplicaciones principales del plástico es el empaquetado. Se comercializa una buena cantidad de polietileno de baja densidad en forma de rollos de plástico transparente para envoltorios. El polietileno de alta densidad se usa para películas plásticas más gruesas, como la que se emplea en las bolsas de basura. Se utilizan también en el empaquetado: el polipropileno, el poliestireno, el policloruro de vinilo (PVC) y el policloruro de vinilideno. Este último se usa en aplicaciones que requieren estanqueidad, ya que no permite el paso de gases (por ejemplo, el oxígeno) hacia dentro o hacia fuera del paquete. De la misma forma, el polipropileno es una buena barrera contra el vapor de agua.
Salud y riesgos para el entorno
Dado que los plásticos son relativamente inertes, los productos terminados no representan ningún peligro para el fabricante o el usuario. Sin embargo, se ha demostrado que algunos monómeros utilizados en la fabricación de plásticos producen cáncer. De igual forma, el benceno, una materia prima en la fabricación del nailon, es un carcinógeno. Los problemas de la industria del plástico son similares a los de la industria química en general.
La mayoría de los plásticos sintéticos no pueden ser degradados por el entorno. Al contrario que la madera, el papel, las fibras naturales o incluso el metal y el vidrio, no se oxidan ni se descomponen con el tiempo. Se han desarrollado algunos plásticos degradables, pero ninguno ha demostrado ser válido para las condiciones requeridas en la mayoría de los vertederos de basuras. En definitiva, la eliminación de los plásticos representa un problema medioambiental. El método más práctico para solucionar este problema es el reciclaje, que se utiliza, por ejemplo, con las botellas de bebidas gaseosas fabricadas con tereftalato de polietileno. En este caso, el reciclaje es un proceso bastante sencillo. Se están desarrollando soluciones más complejas para el tratamiento de los plásticos mezclados de la basura, que constituyen una parte muy visible, si bien relativamente pequeña, de los residuos sólidos.
CÓDIGO DE BARRAS
El código de barras son una serie de barras paralelas y espacios de diferente grosor; el ancho de las barras y de los espacios determina el dato codificado en el código.
El código de barras no contiene información, sólo identifica el producto.
Existen varios tipos de código de barras ; en México se usa comúnmente para envases el código EAN.
El uso más conocido es para bienes de consumo en autoservicios principalmente, pero también se utiliza en órdenes de compra, de embarque, facturas, cajas, contenedores marítimos y tarimas (pallets). En otros campos, ajenos a la industria del envase y del embalaje se usa en correo y en servicios de mensajería, por ejemplo; la SHCP lo usa para identificación de los contribuyentes; como parte de credenciales de identificación y en diversos usos más.
Funcionamiento del código de barras
El código es leído por un scanner o lector, como se mencionó anteriormente las barras y espacios son traducidos a un lenguaje binario y después traducidos a números, los cuáles lee el scanner decodificando los números y presentando el precio en la pantalla de la caja registradora, e imprimiéndose este en el ticket del cliente.
Cada producto tiene asignado un número único, por lo general es de 13 dígitos, conforme al sistema EAN, con la siguiente estructura :
702
702 12345
702 12345
702 12345
Métodos de codificación
En México se usa el código EAN, de 13 dígitos, de longitud fija para mercancías en general. EAN significa European Article Number, que asigna 3 dígitos para cada país. Se ponen separados los dígitos para cada fabricante, 5 para productos en general, 4 para editoriales o discos. Este código se usa en todo el mundo, excepto en Canadá y Estados Unidos. Existen dos versiones del código el EAN-13 y el EAN-8 ; el EAN-13 aparece en la mayoría de los productos ; pero cuando el tamaño de los productos no permite un uso normal se utiliza el EAN-8.
EAN-13 EAN-8
Algunas veces un código de identificación no es suficiente ; y se necesita el número de lote, o más datos sobre el producto ; para esto se crean los códigos suplementarios, con un identificador de aplicación, el standard usado para dichos códigos se llama EAN/UCC-128.
EAN/UCC-128
El código ITF es para unidades de expedición ; en la parte baja del código hay una traducción numérica de éste ; que se imprime con una tipografía OCRB.
ITF-DUN14
También existe el CODE 39, para la industria automotriz, que es alfanumérico y de longitud variable, usado en hospitales, y el CODABAR, alfanumérico, usado en bibliotecas. Aparte existen cerca de 25 simbologías adicionales.
Los libros se codifican por ISBN, en las revistas se usa el ISSN, con el fin de identificar cualquier publicación cerrada sin importar lugar, origen, idioma o contenido.
Ventajas del código de barras
Impresión del código de barras
Como el código de barras se lee con un scanner, cualquier desviación o grosor incorrecto de los narras o de los espacios puede ocasionar que no sea leído correctamente y originar una serie de problemas con la lógica pérdida de tiempo y problemas.
Existen algunos puntos que hay que tomar en cuenta para una óptima impresión :
Métodos de impresión
Para el código de barras existen diversos sistemas de impresión, con sus correspondientes ventajas y desventajas, algunos de ellos son :
Matriz de punto
Tiene ventajas como imprimir el código en cualquier lugar de la etiqueta, puede imprimir información legible en cualquier formato que los códigos de barras en etiquetas y documentos.
Hay facilidad en el cambio de caracteres y códigos, el material de las etiquetas y cintas en barato, de producción sencilla en la secuencialidad de códigos de barras y enumeradas.
Como desventajas tiene que la impresora es ruidosa, tiene densidad limitada debido al posicionamiento de los puntos, es una impresora de página, no se pueden imprimir etiquetas sencillas sin desperdicio. El uso de la cinta causa una impresión dispareja.
Caracteres formados por impacto
Como ventaja tiene alta densidad, como desventaja tiene la falta de flexibilidad de códigos de barras y formatos. No imprime caracteres grandes, las cintas y etiquetas son caras, las ruedas de impresión se gastan mucho.
Offset
Como ventajas tiene un bajo costo por etiqueta pero hay falta de flexibilidad para información variable, y no se pueden hacer códigos seriados.
Ink jet
Como ventajas tiene la eliminación de la etiqueta y aplicación del costo, la impresión es sin contacto, pero tiene baja calidad, baja densidad y necesita scanners especiales.
Electrostätica
Proporciona buena calidad a los códigos, alta velocidad de impresión que además produce sin impacto, pero es muy cara, el costo de las etiquetas puede ser elevado pues necesita del uso del tonner.
Impresora tërmica
Permite flexibilidad en cuanto a espacios y dimensiones de los códigos de barras. Como desventaja tiene un alto costo con la abrasión puede deteriorarse la imagen.
Teansferencia térmica
Tiene como ventajas una impresora silenciosa, imprime caracteres de alta calidad y densidad, así como códigos de barras y se puede aplicar en gran variedad de sustratos, como desventajas tiene una alta costo para volúmenes bajos.
Impresión lasser
Imprime alta calidad y caracteres legibles, es flexible y permite una fácil producción en la secuencialidad de las etiquetas de códigos de barras numerados. Pero la impresión se deteriora por el uso, hay un alto costo por etiqueta y es como una impresora de página, se desperdicia material al imprimir una sola etiqueta.
Ubicación del código
BIBLIOGRAFÍA
http://www.ecovidrio.es/noreur.html
http://www.plastics-plasticos.com/ley_de_envases_y_residuos_de_env.htm
http://www.imasd-tecnologia.com/imasd/ene98/9801ma9.htm
http://www.taller.org.ar/ciudades/envases.htm
http://www.medioambiente.gov.ar/calidad/programas/asentamientos/pnvr/acciones.htm
http://www.cadeco.org/CAMARA/exportar/envases_y_embalajes.htm
http://www.cadeco.org/CAMARA/exportar/normas_calidad.htm
http://www.inti.gov.ar/citenem/
http://medioambiente.madrid.org/areastematicas/residuos/envases.html
http://www.uc.org.uy/edi1099.htm
http://www.conseguridad.net/Envases.htm
http://www.bancomext.com/Bancomext/aplicaciones/frescos/documentos/frescos_45.pdf
Enciclopedia Encarta
55

Descargar
| Enviado por: | Dessy |
| Idioma: | castellano |
| País: | España |
Todos los derechos reservados.