Industria y Materiales
Elaboración de Cerveza
ÍNDICE
Resumen
La cerveza es una bebida alcohólica muy antigua, desarrollada por los pueblos de los imperios mesopotámicos y por los egipcios, resultado de fermentar los cereales germinados en agua, en presencia de levadura.
Aunque existen en el mercado cervezas de trigo, mijo y arroz, la más habitual es la obtenida a partir de la fermentación de la cebada.
Una vez embebida de agua, la cebada se deja germinar a fin de que el almidón se convierta en azúcar soluble. Una vez conseguido este proceso, se seca y se tuesta más o menos, según se quiera obtener una cerveza pálida, dorada o negra.
Para conseguir ese paladar amargo que caracteriza a la cerveza, se le añade lúpulo o, más exactamente, su flor, un cono de pétalos dorados que contiene resinas y aceites aromáticos.
Para conseguir la mezcla de ambos sabores, se añade el lúpulo durante el proceso de ebullición de la cerveza, en las tinas de cobre, al tiempo que también se adiciona el azúcar. Sin la presencia del lúpulo, la masa en ebullición o Wort podría utilizarse para la destilación de whisky.
Si la cerveza tiene mucho gas carbónico, ya sea natural o añadido, se denomina "Lager". La "Stout" es oscura y densa, algo dulzona, característica de Irlanda e Inglaterra. La "Bock" es densa y guarda algo de aroma de las levaduras. La cerveza clara es una clase inglesa, suave, endulzada y con intenso sabor a lúpulo.
Desde 1945 la industria cervecera ha logrado un gran desarrollo; entre 1945 y 1965 se duplicó la producción mundial. El aumento de la producción y del consumo ha sido notable en países como Japón, URSS, México y España.
Introducción
El misterio de la elaboración de cerveza
El arte de fabricar de cerveza y vino se ha ido desarrollando a lo largo de 5.000-8.000 años. Debieron producirse varios descubrimientos independientes de que exponiendo al aire los jugos de frutas, o los extractos de cereales, se obtenían bebidas fermentadas.
Explicar cómo sucede la fermentación no fue posible hasta el siglo XIX, lo que no impidió que se fueran introduciendo sucesivas mejoras en las técnicas de elaboración. Existen ilustraciones de la elaboración de cerveza que pertenecen al apogeo de las civilizaciones Egipcia y Babilónica, de unos 4.300 años de antigüedad; durante la civilización griega y más tarde durante la romana, el dominio del vino se convirtió en una cuestión de importancia para el mercado internacional. Esas bebidas alcohólicas resultaban particularmente atractivas para aquellos individuos de vida poco placentera, en cuanto que producían euforia alcohólica. Otras ventajas, inapreciadas en aquellos tiempos, eran la mejora relativa de la dudosa calidad microbiológica del agua, en virtud de su bajo pH y de su contenido alcohólico, y su valor nutritivo; además de su elevado valor calórico y de su riqueza en sustancias nitrogenadas asimilables, si contenían levaduras las bebidas en cuestión proporcionaban vitaminas del complejo B. En la Edad Media la elaboración de cerveza fue considerada un arte o un misterio, cuyos detalles eran celosamente guardados por los maestros cerveceros y sus gremios. Y ciertamente era un misterio, porque se desconocían las razones que justificaban las diversas etapas del proceso de elaboración, la mayor parte de los cuáles, como la fermentación, fueron descubiertas por casualidad. Así, el malteado consistía en la inmersión de la cebada en agua y en permitirle que germinara, pero no se conocía las razones por las que la cebada se ablandaba y se hacia dulce. De un modo similar se desconocían por qué convenía secar la cebada germinada a temperaturas relativamente frías, a lo que se buscaban explicaciones esotéricas.
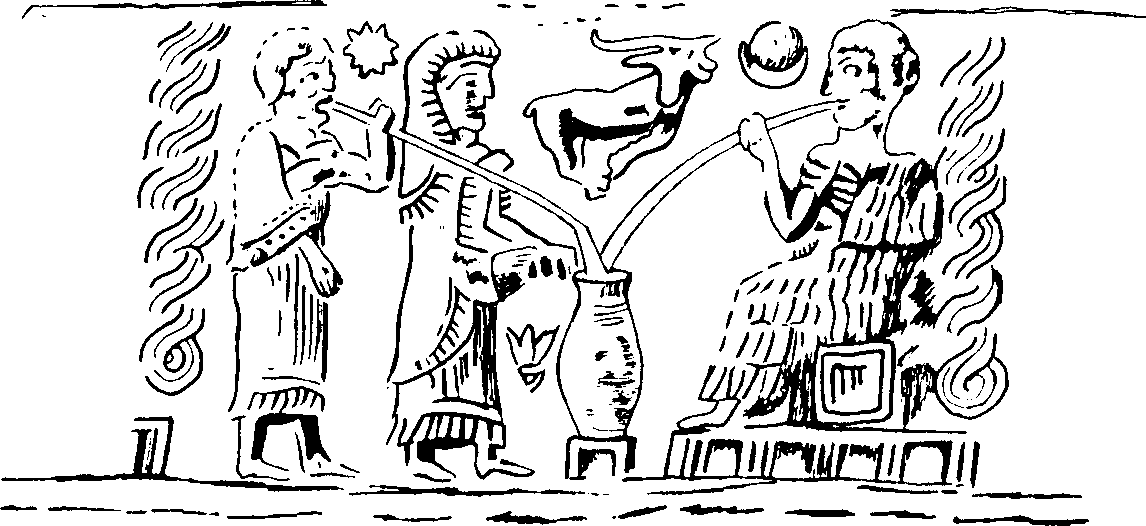
Fig. 1 Bebiendo cerveza en la época de la civilización babilónica (2.400 antes de Cristo). Tomado de 100 Jahre Fakultátfür Brauwesen Weihenstephan 1865-1965, Verlag Hans Cari: Nurenberg.
Tipos de cervezas
La mayor parte de las cervezas producidas hasta la segunda mitad del siglo XIX eran fermentadas por levaduras que al final del proceso ascendían a la superficie y podían «desnatarse» (esto es, levaduras altas). Es muy probable que muchos cerveceros de las primeras épocas de la historia de la elaboración de la cerveza no se percatasen del valor de la nata recogida y la descartaran. La fermentación de las partidas subsiguientes tenía, por ello, que depender de las levaduras que contaminarán las vasijas no suficientemente limpias, el resto del utillaje y las materias primas. Pero las malas condiciones higiénicas también facilitaban la presencia de levaduras y bacterias que producían turbideces y aromas no deseados. Por estas razones, hasta tiempos recientes ha sido muy variable la calidad de distintas partidas y muchos cerveceros obtenían vinagre, en lugar de cerveza, a causa de las infecciones con bacterias acidoacéticas. El lúpulo se introdujo en Gran Bretaña desde Flandes en el siglo XVI, por inmigrantes de este origen. Entre los fabricantes de la cerveza tradicional, sin lúpulo, y los elaboradores de la nueva cerveza se estableció una dura competencia que generó algunos conflictos.
Hoy, el término cerveza es una expresión genérica que abarca tanto lo que en Gran Bretaña se denomina «ale», una bebida a la que se le añade lúpulo, fabricada con levaduras altas, como aquellas otras bebidas de malta a las que se les añade lúpulo y son fermentadas con levaduras bajas. Las levaduras bajas son aquellas que al final de la fermentación se hunden y van al fondo; se emplearon por primera vez en Baviera. Rinden un producto de calidad superior al generado por la mayor parte de lavaduras altas. No es, por tanto sorprenderte que a partir del momento en que los bávaros las difundieron en otras regiones, estas levaduras hayan ido reemplazando progresivamente a las levaduras altas en la mayor parte del mundo. Se utilizan para producir las cervezas llamadas <<lagers>>, palabra alemana que significa guarda, o permanencia en bodega.
Historia reciente de la elaboración de cerveza
La elaboración de cerveza creció al mismo ritmo que lo hicieron las carreteras, los canales y los ferrocarriles. Este aserto es particularmente cierto en lo que se refiere a las grandes factorías elaboradoras de cerveza, capaces de sostener un mercado nacional (internacional en expansión, huellas del cual son marcas como «India Palé Ale», «Russian Stout», y «Export».
Las fábricas de cerveza que mayor éxito tuvieron fueron aquellas que contaban con un abastecimiento de agua natural adecuado al tipo de cervezas que estaban elaborando. Así, Pilsen dio su nombre a las lagers pálidas europeas como «Pils» o «Pilsner». Hoy, sin embargo, cualquier agua puede modificarse de manera que reproduzca la de Burton-on-Trent o Pilsen. Las grandes industrias cerveceras tienen en esta época otros problemas relacionados con el agua especialmente los de si es o no adecuada para los generadores de vapor y los sistemas de lavado automático y si es o no posible ver tener grandes volúmenes de efluentes de la factoría a los desagües públicos.
El descubrimiento de las máquinas de vapor permitió aumentar mucho el tamaño de los equipos de las fábricas de cerveza que originalmente utilizaban la fuerza humana o la hidráulica para mover sus máquinas. El problema capital de las fábricas era la necesidad de operar a bajas temperaturas en ciertas etapas del malteado y la elaboración de cerveza. Por eso, las campañas de malteado y elaboración de cerveza se limitaban en los países de clima templado al otoño, el invierno y la primavera y tanto las malterías como las industrias cerveceras eran impropias de los climas tropicales. Al comienzo del siglo XX se dispuso de equipos de refrigeración basa dos en la compresión de amoníaco, lo que permitió que el malteado y la elaboración de cerveza pudieran llevarse a cabo durante todo el año, tanto en los países y regiones de clima templado como en los tropicales.
Proceso de elaboración de de cerveza-->[Author:BC]
El proceso de Elaboración de Cerveza consta de tres etapas claramente definidas, que son Cocimiento, Fermentación y Reposo las cuales dependen exclusivamente del tipo de cerveza que se piensa elaborar, debido a que según la clase de cerveza varia la cantidad y tipo de Materia Prima. Esta es una de las causas principales por las cuales existen tantas variedades de cerveza. Siendo las otras el
-
Tipo y naturaleza de Agua cervecera
-
Tipo y naturaleza de levadura cervecera
-
Tiempos y Temperaturas en Cocimiento
-
Tiempos y Temperaturas en Fermentación
Procesos de Elaboración
COCIMIENTO:
Tiene por objeto extraer todos los principios útiles de la malta (extracto fermentesible), lúpulo (Amargos y aceites esenciales) y sucedáneos o materias auxiliares para preparar el mosto cervecero.
Comparte 5 fases que son :
1. Molienda:
La molienda consiste en destruir el grano, respetando la cáscara o envoltura y provocando la pulverización de la harina. la malta escomprimida entre dos cilindros pero evitando destruir la cáscara lomenos posible pues ésta servirá de lecho filtrante en la operación de filtración del mosto; a su vez el interior del grano en una harina lo más fina posible. Estas dos condiciones, cáscara entera y harina fina no podrán respetarse si el grano no está seco (excepción molienda húmeda) y muy bien desagregado una tercera exigenciaes un buen calibrado de la malta. La molienda debe ser también regulada según el cocimiento; si se utiliza un alto porcentaje de granos crudos o adjuntos es necesario moler groseramente. Sí para la filtración del mosto se utiliza un filtro prensa en lugar de una cuba-filtro o de falso fondo se puede moler mas fino pues en el filtro prensa el espesor de la capa filtrante de orujo o afrecho es mucho mas delgada.
Porcentaje Molienda
aila-Lauter Filtro-Prensa
Cascara 20 a 25 12 a 15
Harina Gruesa 45 a 55 40 a 45
Harina Fina 20 a 30 40 a 45
2. Proceso en Pailas
Fase del proceso donde se extraen de la malta y eventualmente de los granos crudos la mayor cantidad de extracto y de la mejor calidad posible en función al tipo de cerveza que se busca fabricar. La extracción se logra principalmente por hidrólisis enzimatica, solamente un 10% de la extracción es debida a una simple disolución química. Las amilasas desdoblan el almidón en dextrinas y maltosa principalmente las enzimas proteolíticas desdoblan las proteínas complejas en materias nitrogenadas solubles, la fitasa desdobla la fitina en inositol y fosfato,etc. Estas transformaciones enzimaticas han sido ya empezadas durante el malteado a un ritmo mucho menos intenso de el que sucederá en el cocimiento; donde debido a la acción de las diferentes temperaturas y la gran cantidad de agua las reacciones suceden muchas veces en forma explosiva. Cuantitativamente el desdoblamiento del almidón en azucares y dextrinas es el mas importante.La fórmula bruta del almidón es: (C6H10O5)n. Las principales reacciones que ocurren durante el cocimiento por acción de las amilasas son formación de dextrinas. (C6H10O5)n ----------------> n(C6H10O5)n/x formación de maltosa : (C6H10O5)n + n/2 H2O -----> n/2(C12H22O11) Y en menor proporción formación de glucosa (C6H10O5)n + n H2O --------> n(C6H12O6) El almidón contiene dos polisacáridos diferentes : amilosa y amilopéctina; la amilosa esta constituida por cadenas rectilineas de glucosa con uniones a 1-4; la amilopéctina esta constituida por cadenas ramificadas de uniones de glucosa en uniones a 1-4 y a 1-6 existiendo también uniones del tipo a 1-3. Para desdoblar el almidón se necesitan varias amilasas siendo las principales las ð y ð amilasas.
3. Filtración de Mosto
Habiendo ya disuelto las materias solubles por el cocimiento es necesario separar el mosto de la parte insoluble llamada orujo o afrecho. La operación se realiza en dos fases primero el flujo del mosto y luego la operación de lavado del extracto que contiene el orujo. El mosto y el agua de lavado deben ser claros pues si se aporta durante la operación demasiadas sustancias mal disueltas, la clarificación de la cerveza será demasiado difícil. La calidad de la cerveza pude ser también alterada por un lavado de orujo con agua alcalina pues los polifenoles y sustancias amargas de la cáscara de la malta se disuelven muy fácilmente en agua alcalina aún más si se tiene en cuenta que el lavado se hace en agua a una temperatura máxima de 75 ºc; a propósito de la temperatura es muy importante no excederse de 75 ºc pues se corre el riesgo de disolver almidón presente aún en el orujo, lo que acarearía problemas de turbiedad y fermentación posteriores. Existen dos tipos de aparatos donde se realizan la filtración y posteriormente el lavado del orujo : Cuba filtro y Filtro prensa.
Cuba Filtro La variación de concentración del orujo no implica directamente en el volumen de la cuba, pudiendo ser el espesor de 25 a 50 cm. Como desventaja la proporción de adjunto es de 25 %. Otra ventaja es la menor mano de obra, pero el tiempo de filtración es mayor.
Filtro Prensa Se puede filtrar un mosto más denso, con una filtración más rápida y una proporción de adjuntos mayor del 75 %. Como desventajas el mosto es menos brillante, hay mayor cantidad de ácidos grasos insaturados, y el trabajo es más exigente.
4. Ebullición de Mosto
La finalidad de la ebullición es Estabilizar enzimática y microbiológicamente el mosto, buscar la coagulación de las proteínas. La destrucción de las enzimas es realizada para evitar que sigan desdoblando a lo largo de la fermentación, las amilasas podrían seguir desdoblando las dextrinas y éstas se transformarían enteramente en alcohol. La esterilización del mosto es obtenida por simple ebullición, pues su reacción es ligeramente ácida. La coagulación de las materias proteínicas debe hacerse lo mejor posible, pues si subsisten en el mosto ocasionarían problemas en la fermentación y provocando fácilmente turbiedad en la cerveza embotellada. La esterilización y la destrucción de las enzimas es fácil de realizar, un cuarto de hora de ebullición es generalmente suficiente. La coagulación de proteínas es mucho más difícil, se realiza por etapas, la primera es la desnaturalización que consiste en la ruptura de puentes de hidrógeno en la molécula de proteína, pasando del estado hidratado al deshidratado, manteniéndose en suspensión únicamente por su carga eléctrica; luego de la desnaturalización se produce la coagulación propiamente dicha por agrupación de micelios deshidratados; es aquí donde el PH juega un papel importantísimo pues la coagulación será eficiente si se realiza en el punto isoeléctrico; como existen muchas proteínas en el mosto se ha optado por el PH 5.3 como él mas conveniente. La violencia de la ebullición influye también en la coagulación más no en la desnaturalización. Durante la ebullición. La coloración también aumenta sobre todo por la formación de melanoidinas, también por oxidación de taninos, estas dos reacciones son favorecidas por el PH elevado. Por último a lo largo de la ebullición se forman productos reductores que contribuyen a la calidad y estabilidad de cerveza.
El Lupulado del mosto se realiza tradicionalmente durante esta operación, es decir en la paila de ebullición. El amargor es obtenido por isomerización de los ácidos y del lúpulo; esta isomerización es incompleta debido principalmente al PH del mosto, el PH óptimo de isomerización es 9. Como se ha visto existen muchas lupulonas y humulonas en el lúpulo; cada uno de estos compuestos donará su isómero respectivo; el conjunto es conocido como isohumulonas pues son esencialmente quienes donan el amargor deseado.
5. Enfriamiento de Mosto
El mosto obtenido por sacarificación de la malta o de los adjuntos y por proteólisis de las proteínas de la malta, ebullido durante hora y media con el lúpulo para otorgarle el amargo, a lo largo de esta ebullición la esterilización completa es obtenida gracias en particular a un PH vecino a 5.3. Los precipitados proteícos son eliminados por sedimentación, filtración o centrifugación; el mosto es enseguida enfriado a la temperatura de inoculación de la levadura, esta temperatura depende del tipo de levadura empleada y del tipo de cerveza a fabricar entre 6 a 20 ºC . Durante el enfriamiento un nuevo precipitado de polifenoles-proteínas se forma, por un lado por enlaces de hidrógeno y también por la falta de solubilidad de las prolaminas. La presencia de este nuevo precipitado juega un rol esencial sobre la formación de H2S por la levadura.
El mosto enfriado, en principio estéril, debe ser airada antes del inicio de la fermentación, de no ser airada la tasa de mortalidad levuriana aumentaría a tal punto que la levadura no podría ser reutilizada; la oxigenación del mosto antes del inicio de la fermentación permite a la levadura sintetizar ácidos grasos insaturados (oleícos, linoleícos, y linolénicos), en ausencia de estos ácidos grasos la pared celular esta sujeta a alteraciones lo cual lo hace más permeable a los ésteres correspondientes a los alcoholes superiores que ella misma forma.
La composición del mosto es muy variable en función al tipo de cerveza fabricada, su densidad puede variar entre 2 a 20 ºP (grados Plato) es decir que puede contener de 2 a 20 gr de soluto por 100 grs de líquido; a su vez puede ser rico o no en aminoácidos y péptidos en función de la importancia de la proteólisis y de la proporción de adjuntos utilizados. La relación maltosa/dextrinas es igualmente variable de acuerdo al método de cocimiento escogido. De manera general se puede decir que el mosto es un medio incompleto, normalmente carente de aminoácidos y ácidos grasos insaturados pues es imposible obtener un crecimiento rápido y completo de levadura; cosa que no sucede si se tratara de un medio sintético a base de extractos de levadura.
FERMENTACION:
La fermentación juega un rol esencial en la calidad de la cerveza, en particular gracias a los productos secundarios como los alcoholes superiores y ésteres; es también la etapa de la fabricación más difícil de controlar. La levadura que es reutilizada de una fermentación a otra no tiene un metabolismo estable; ella degenera. Esta degradación es debida a una infección por presencia de otros microorganismos, ni habitualmente tampoco debido a una mutación; debido a modificaciones progresivas de la membrana celular y de la actividad enzimática de la levadura. Las fermentaciones son modificaciones del metabolismo celular, es decir el conjunto de modificaciones bioquímicas y físicas. Este metabolismo comprende el catabolismo y anabolismo. Se ha preparado un líquido complejo y se ha purificado cuidadosamente hasta el momento de agregar la levadura cervecera para producir su fermentación. Al final de esta cuando los azucares han sido transformados hasta alcohol y gas carbónico se tendrá la cerveza. Después de la fermentación la cerveza es separada de la levadura,la cual puede ser utilizada para fermentar mas mosto, posteriormente. La cerveza se deja un determinado tiempo en reposo durante el cual se fijan ciertas cualidades y se clarifica naturalmente; después es filtrada. El principal producto obtenido durante la fermentación es el alcohol etílico pero se conoce dos tipos de fermentaciones en cervecería la fermentación de superficie y la fermentación de fondo
Fermentación de superficie.- Se usa levadura que va a la superficie del líquido después de filtrar la fermentación. Con este sistema se hacen cervezas tipo Ale, Porter, Lambic.
Fermentación de fondo.- Se emplea un tipo de levadura que se sedimenta al fondo de la tina después de haber efectuado la fermentación del mosto con ella se hacen cervezas tipo Lager. En las cervecerías nacionales se emplea este tipo de fermentación.
Descripción del proceso:
Se agrega al mosto frío, levadura en una cantidad calculada, para que quede en el mosto de 8 a 10 millones de células por cc. Para la fermentación de mosto concentrado, se usa un millón de células por cc por cada grado plato del mosto. La cantidad de levadura previamente determinada se diluye en el mosto y luego se inyecta a la línea de mosto frío durante el enfriamiento. La cantidad total de levadura que se inyecta se calcula teniendo el cuenta el volumen de mosto que va contener la tina de fermentación. La temperatura inicial de fermentación puede variar entre 6 a 10 ºC . Una vez que se inicia la fermentación se aprecian como cambios notorios, el descenso del extracto, la producción de gas carbónico y el desprendimiento de calor; durante la fermentación se controla el descenso de la densidad regulando la temperatura con atemperadores (serpentines o chaquetas), por los cuales circula agua fría o salmuera o agua glicolada a temperaturas que oscilan entre 1 a 2ºC para el caso del agua y de -5 a -10ºC. para el caso de la salmuera o el agua glicolada. Para recolectar el gas carbónico que se desprende de la fermentación, comúnmente el tanque está conectado por la parte superior con dos tuberías; una que va a la intemperie y la otra que va a la planta de purificación de gas carbónico. En la planta de gas carbónico, éste es purificado y licuado con el fin de inyectarlo posteriormente a la cerveza. Cuando se alcanza el extracto límite o sea hasta donde se le va a dejar fermentar se abre el frío para conseguir enfriar la cerveza y para que la levadura se alimente. Se consigue enfriar la cerveza hasta 5ºC. y se suspende el envió de gas carbónico a la planta, luego se bombea la cerveza a los tanques de maduración y se recupera la levadura. A la cantidad de levadura obtenida en cada fermentación se le denomina cosecha de levadura , lo normal es obtener 4 veces la cantidad de levadura agregada.
MADURACION:
Con el nombre de maduración se distingue la etapa siguiente a la fermentación y comprende todo el tiempo aque dure la cerveza en los tanques a baja temperatura antes de ser filtrada. Comúnmente se divide en dos etapas que son reposo y acabado, entre el reposo y el acabado puede haber una prefiltración, preenfriamiento y precarbonatación. La maduración se puede hacer :
Dos etapas Reposo y acabado y durante el reposo hacer una segunda fermentación, en el paso de reposo a acabado la temperatura es de 2 a 3ºC. y en acabado se puede enfriar a -1ºC.
Fermentar hasta el extracto límite Este sistema es americano y en el paso de fermentación a reposo se efectúa el enfriamiento y entre reposo y acabado, precarbonatación, prefiltración y preenfriamiento y durante la filtración final se hace también enfriamiento.
Los objetivos de la maduración
son acumular o almacenar cerveza, dejar sedimentar en forma natural la materia amorfa y la levadura que aún tiene la cerveza, refinación del sabor por eliminación de las sustancias volátiles que causan el sabor verde, separación por precipitación de los compuestos que se forman al ser enfriada la cerveza, es muy importante considerar que la cerveza se enturbia al ser enfriada después de haber sido filtrada, otro de los objetivos es completar la atenuación límite que no ha sido alcanzada en la fermentación y también se busca carbonatar la cerveza. Al recibir la cerveza en un tanque de maduración es necesario contrapresionar para evitar la salida de gas y la formación de espuma. Es un factor que puede contribuir a la deficiencia de espuma. Durante la maduración la cerveza debe mantenerse bajo presión de 0.3 a 0.5 atmósferas para evitar la oxidación y facilitar la clarificación (la levadura con presión tiende a sedimentarse y mas con frío) y se evita el exceso de purga. Al recibo la contrapresión puede ser con aire o con gas carbónico. Después se deja bajar la presión con el objeto de efectuar purga y eliminar aire en la parte vacía del tanque. Luego se cierra y se sostiene algo de presión porque si no , hay eliminación de muchas sustancias volátiles y se afecta el aroma de la cerveza. El tanque no se llena completamente Si la maduración es muy larga o prolongada el sabor se suaviza demasiado, pierde cuerpo, pierde amargo y queda muy simple aparte de que es muy costoso tener maduraciones largas, pues se necesitan muchos tanques.generalmente se deja un 2 a 5 % de cámara libre.
Con respecto a la temperatura de cerveza en maduración se especifica entre -2 y 0.ºC. si se hace segunda maduración se pasa a la etapa de reposo de 2 a 3ºC. y cuando se pasa al acabado se enfría a -2ºC. Si es mayor de 0ºC.puede presentarse autólisis de la levadura que pasa a maduración afectando el sabor, se presentan coagulaciones de las sustancias que precipitan en frío (proteosas o peptonas - taninos) y por tanto se obtienen cervezas químicamente inestables, también por esta temperatura alta no se obtiene una buena clarificación y por lo tanto cervezas muy turbias al final de la maduración que causan problemas en la filtración. Al subir la temperatura se puede aumentar el efecto de la oxidación. En referencia al tiempo de la maduración cuando se hace en una sola etapa se deja de 2 a 3 semanas. Cuando es en dos etapas el tiempo de la primera etapa dura comúnmente 2 semanas y el tiempo de acabado o segunda etapa dura aproximadamente una semana. La producción debe ser programada de tal manera que la cerveza tenga una maduración uniforme. Si el tiempo es corto menos de 15 días es posible que se obtenga un sabor verde, no precipiten las sustancias que causan estabilidad química deficiente, no se clarifique bien la cerveza originando problemas de filtración.
Al final de la maduración como se va a llevar a cabo una filtración y por lo tanto una eliminación de la levadura se tendrá que proteger la cerveza agregándole antioxidantes para que se combinen con el oxígeno y evitar que se combine con la cerveza pudiéndose emplear ácido ascórbico o bisulfito de sodio o potasio y para mejorar la clarificación de la cerveza se emplean clarificantes que pueden ser gelatina, viruta y una mezcla de bentonita con ácido tánico. La clarificación normal de la cerveza en maduración es afectada por maltas muy frescas sin el debido tiempo de reposo, temperaturas altas en maduración, alto extracto fermentable residual, poco tiempo de maduración, falta de presión positiva en los tanques de maduración y también por maltas mal modificadas o con un alto contenido de beta glucanos. Para proteger la cerveza contra la turbiedad fina o por frío se emplean estabilizadores que son enzimas proteolíticas de origen vegetal como la papaina de la papaya o la bromelina de la piña. El efecto de los estabilizadores contra la turbiedad por frío es degradar proteínas, proteosas y peptonas hasta polipéptidos para que no se combinen con los antocianógenos y no se formen las proteínas taninos que ocasionen turbiedad, estos se agregan por lo general antes de la filtración.
Características físicas y químicas-->[Author:JLbc]
Las características de las enzimas amilolíticas de la malta son :
La ð-amilasa corta las cadenas rectas de almidón de dos en dos glucosas, cada pareja se combina con una molécula de agua formando una molécula de maltosa, esta enzima puede de esta manera desdoblar enteramente las cadenas de amilasa en maltosa, sólo es detenida sí el número de glucosas de la cadena es impar, formando una molécula de malto-triosa al final. La ð-amilasa también ataca la amilopéctina pero se detiene totalmente en las zonas donde existen enlaces del tipo ð 1-6.
ð- amilasa: Tiene su óptimo de temperatura de 62 a 65 ºc , se destruye sí se mantiene 30 minutos a 65 ºc rápidamente, y entre 70 a 75 ºc inmediatamente. Su PH óptimo se sitúa a 5.0, a un PH superior de 5.7 su acción declina fuertemente.
La ð -amilasa es también incapaz de romper los enlaces ð 1-6 de la amilopéctina, su misión consiste en cortar en un lugar cualquiera los enlaces ð 1-4. Teóricamente la ð -amilasa podría formar moléculas de maltosa cortando las cadenas hasta que queden dos unidades de glucosa, pero para llegar a esos extremos se tendría que dejar reaccionar mucho tiempo la enzima. Se observa pues que por la acción combinada de estas 2 enzimas el almidón será desdoblado en gran parte en maltosa y dextrinas es decir las zonas donde por la existencia de enlaces ð 1-6 las enzimas en mención no han podido actuar; estas zonas son compuestas por tres glucosas como mínimo es decir maltotriosas.
ð - Amilasa : Tiene su óptimo de temperatura entre los 72 y 75 ºc , es destruida a 80 ºc, su PH óptimo es de 5.6 a 5.8
Las caracteristicas de las enzimas Proteoliticas son:
Contrariamente a lo que pasa con el almidón las sustancias nitrogenadas están lejos de disolverse completamente durante el cocimiento; se disuelven mayormente durante el malteado. Pero es muy importante tener en cuenta la gran diferencia existente entre los compuestos nitrogenados que se disuelven durante el malteado, y los que se disuelven durante el cocimiento, los compuestos que aquí se forman son sobre todo los péptidos.
Las proteínasas están en su máxima actividad a la temperatura de 45 - 50 ºc; a 60 ºc están aún en actividad, pero formando una proporción alta de compuestos nitrogenados complejos; A 70 ºc las proteínasas son rápidamente destruidas; su PH óptimo de acción es de 4.6 a 5.0 El 5 a 6 % de los sólidos del mosto son compuestos nitrogenados, y un 40 a 45 % de las proteínas de la malta son solubles. En cambio los adjuntos tiene 8 a 10 % de proteínas, pero la casi totalidad de estas no entran en solución durante el macerado. El lúpulo contiene 14 a 15 % de proteínas. De las proteínas que se solubilizan en la maceración buena parte de ellas se retira por coagulación, en parte en la misma maceración y en parte durante la ebullición del mosto. La actividad de las enzimas proteolíticas durante la maceración es baja por que las condiciones de PH no son óptimas. En el mosto quedan compuestos nitrogenados a partir de proteosas y peptonas en forma coloidal, las proteínas que no son degradadas hasta proteosas y peptonas se coagulan por desnaturalización debida al calor y sucede durante la ebullición del mosto. Las proteosas y peptonas no son coaguladas, sino que permanecen en forma coloidal, pueden combinarse parcialmente con taninos provenientes de malta y lúpulo y buena parte de aquellos precipitan cuando el mosto es enfriado durante la fermentación.
Temperaturas y Tiempos tradicionales de maceración:
Cada cervecería utiliza el sistema de maceración que más le conviene según las materias primas y los equipos de que se dispone, y según la cerveza que se desea elaborar. Para lograr esto se busca favorecer determinadas reacciones enzimáticas dejando las masas a determinadas temperaturas durante algún tiempo. Este tiempo que dura la masa a determinada temperatura se le llama descanso. Los descansos más comunes en los diferentes sistemas de maceración son:
Descanso de Hidratación ( 35 ºc ) Es un descanso que varia entre 20 a 60 minutos, y se realiza cuando se descarga las harinas de malta en el agua cervecera con el agitador de la paila funcionando.
Descanso de Proteolisis ( 45 ºc ) Esta temperatura es óptima para la actividad de la péptidasa, es decir para la formación de aminoácidos y péptidos simples, también hay actividad de la fitasa (48 ºc ) que activa la transformación de los compuestos orgánicos del fósforo. Este descanso se conoce también como de peptonización. y puede variar de 10 a 60 minutos.
Descanso de formación de azucares (55 - 62.5 ºC ) Temperatura óptima para la formación de maltosa o sea para la actividad de la ð -amilasa variando entre 5 a 20 minutos, aquí aún hay algo de actividad proteolítica y algo de actividad de la ð -amilasa.
Descanso formación de dextrinas (67 - 72.5 ºC ) A esta temperatura se tiene la máxima actividad de la ð - amilasa produciéndose una gran cantidad de dextrinas, con un tiempo que varía entre los 5 y 30 minutos.
Descanso de conversión (70 - 74 ºc ) Este descanso la mayoría de veces es idéntico al anterior, pero sirve para completar todas las actividades enzimáticas, en este descanso quedan sacáridos de acrodextrinas hacia abajo. Con una duración máxima de 30 minutos.
Descanso estabilización de masa (74 - 77.5 ºC ) Se realiza para inactivación total de las enzimas, hay una ligera actividad de la ð - amilasa, pero se va destruyendo. Con este descanso se termina la maceración, posteriormente se pasará la masa a la paila de filtración o filtro prensa para separar los afrechos. Este descanso con un promedio de duración entre 5 a 10 minutos es importante para regular la viscosidad del mosto durante la filtración.
Sistemas de Maceración:
Depende de las materias primas, del tipo de cerveza que se desea elaborar y de los equipos que se dispone . actualmente se practican tres sistemas siendo estos sistemas los que dan origen a la variedad de cervezas en el mundo y son los siguientes :
Infusión Donde el aumento de la temperatura se hace progresivamente en todo el conjunto con el agitador de la paila funcionando.
Decocción La elevación de la temperatura se hace únicamente haciendo hervir una de las partes del cocimiento y mezclando proteolítica y algo de actividad de la ð -amilasa.
Doble masa o Mixto Típico para la utilización de adjuntos, siendo el mas empleado en nuestro medio, y se puede decir que es una mezcla de los dos anteriores.
Materias primas utilizadas
Cebada malteada
La cebada de dos hileras de primavera se procesa bajo una germinación y secado, activándose de esta forma enzimas que convertirán los almidones en azucares solubles.
Aunque son varios los granos de cereal que pueden ser satisfactoriamente malteados, los de cebada son los que generalmente presentan menos problemas técnicos. El maíz se maltea muy raras veces, porque su grasa se enrancia. El trigo se maltea a escala comercial, especialmente para la elaboración de ciertos tipos de pan, pero el desarrollo de microorganismos durante la germinación en la superficie del grano plantea ciertos problemas. Para la producción de cervezas nativas africanas se maltean diversos cereales (especialmente sorgo).
En el transcurso de los años, se ha ido imponiendo, prácticamente en todo el mundo, el aroma de las cervezas elaboradas a partir de cebada malteada. Además, la cebada utilizada para la elaboración de malta destinada a la producción de cerveza es más rica en almidón, que es la sustancia que da origen al extracto fermentescible. También contiene proteínas, generalmente en cantidades más que suficientes para proporcionar los aminoácidos necesarios para el crecimiento de la levadura, y las sustancias nitrogenadas que desarrollan un papel importante en la formación de espuma.
Existen numerosas variedades de cebada. Difieren no sólo en la forma de la planta o en el aspecto de la espiga, sino también en sus características fisiológicas. Algunas crecen en los países templa dos y se siembran durante el otoño y el invierno, en tanto que otras son apropiadas para su siembra en primavera. Hay variedades que dan granos durmientes, lo que es ventajoso para el caso de que la espigas maduras se humedezcan antes de la recolección, de manera que se den condiciones favorables para que los granos germinen cuando todavía se encuentran en la espiga, pero constituye un inconveniente si obliga al malteador a recurrir a un tratamiento prolongado y complejo para germinar los granos. Además de las variantes genéticas, se deben considerar los efectos del clima y el suelo sobre el crecimiento de la cebada. En el hemisferio norte, la cebada crece bien desde Escandinavia hasta los países norteafricanos que bordean el Mediterráneo. También crece bien en las altiplanicies tropicales, como en Kenia. Los principales países productores de cebada son la USSR, Canadá, los Estado Unidos, Francia y el Reino Unido de la Gran Bretaña.
El grano de cebada
En la Figura 2.1 y 2.2 se representa un corte longitudinal y otro transversal del grano de cebada.
Pueden observarse las brácteas, denominadas glumilla dorsal y glumilla inferior, la primera se prolonga en una barba. En su base se encuentra la antigua unión de la flor a la planta madre, y, próxima a ella, una región llamada micrópilo a través del cual puede permear el aire y el agua a la planta embrionaria. El embrión se halla situado principalmente en la parte redondeada o dorsal del grano; su vaina radicular se encuentra próxima al micrópilo, de manera que pueda fácilmente atravesar esta región cuando se inicie la germinación. En contraste con esto, el tallo embrionario apunta hacia extremo distal del grano. Separando el embrión del depósito de nutrientes o endospermo se encuentra una estructura, a modo de escudo, denominada escutelo, considerado por algunos como la he embrionaria de esta planta monocotiledónea. La mayor parte e endospermo está constituido por células de gran tamaño, desvitalizadas, provistas de granos de almidón grandes y pequeños. Los granos de almidón se encuentran recubiertos de proteína; también contienen algo de grasa. Las paredes celulares, delgadas, contienen hemicelulosa y gomas (glucanos). En la periferia del endospermo encuentra una capa constituida por células de pequeño tamaño, ricas en proteína y exentas de granos de almidón. A esta capa se denomina aleurona; tiene un grosor de tres células y no alcanza escutelo; en su lugar se sitúa una capa de células aplanadas y vacías.
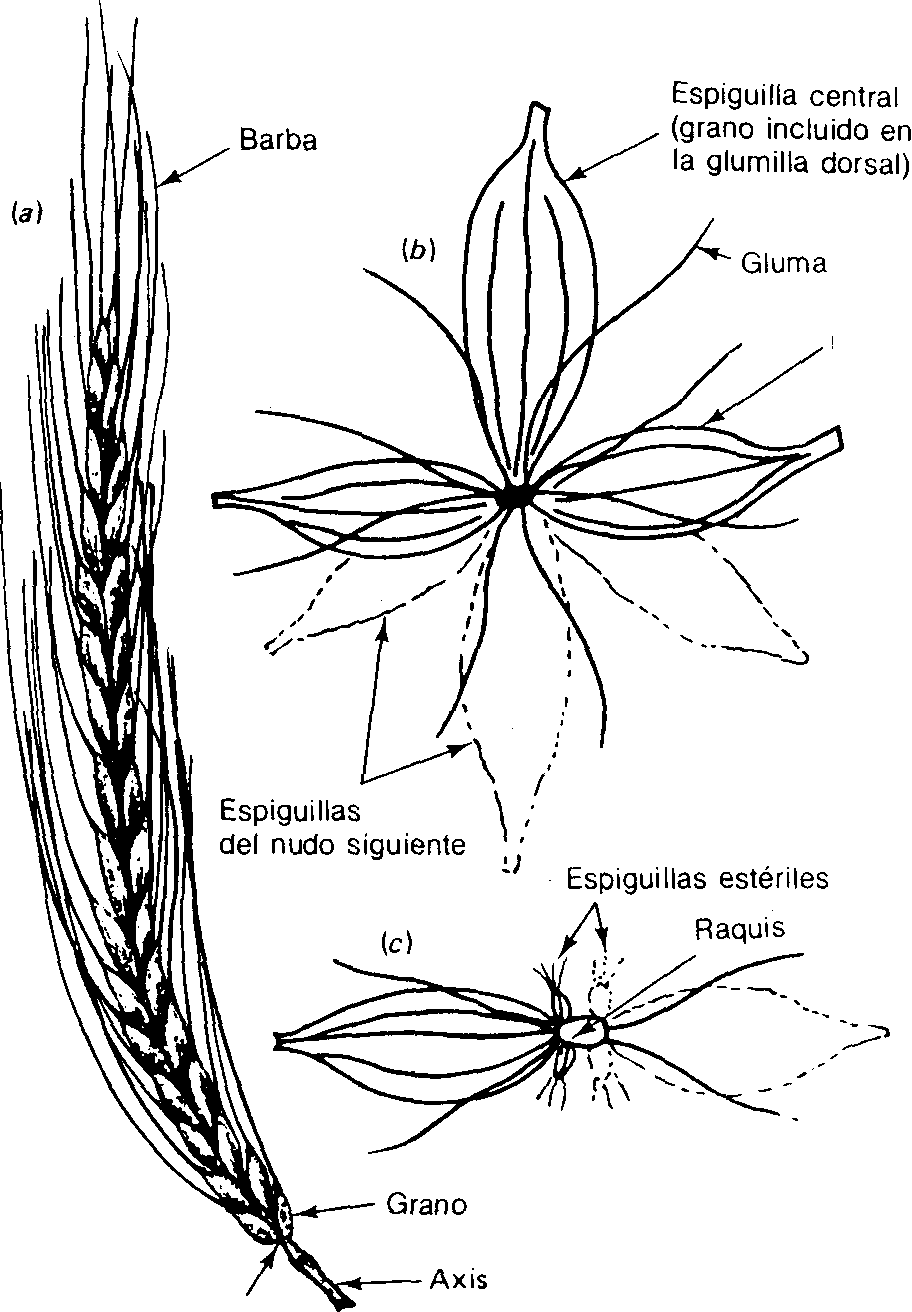
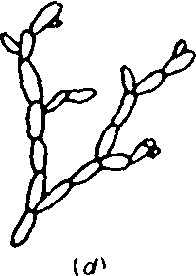
Nudo
Fig. 2 Detalles de la espiga de cebada (a) espiga de una cebada de dos filas (b) espiga de una cebada de seis filas vista desde arriba y (c¡ espiga de una cebada de dos filas vista desde arriba. El trazo discontinuo representan las florecillas que están adheridas al nudo siguiente.
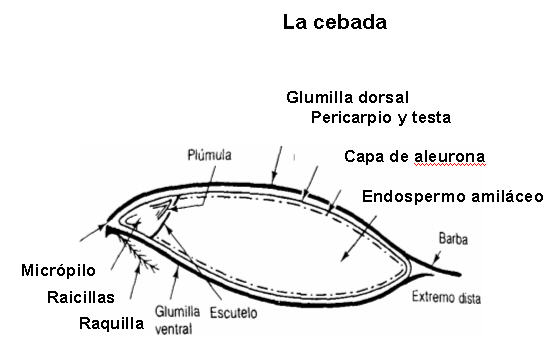
Fig. 2.1 Sección longitudinal (vertical) de un grano de cebada.
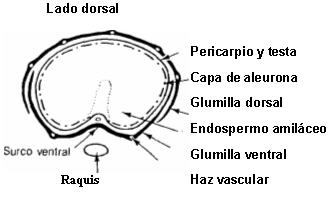
Fig. 2.2 Sección longitudinal (vertical) de un grano de cebada.
La cascarilla y la cubierta del fruto tienen función protectora. También aseguran la distribución eficaz del agua por capilaridad, sobre la superficie del grano. El agua puede luego penetrar ha el embrión, en parte a través del micrópilo y en parte por vía del cualquier discontinuidad casual de la cascarilla. la cubierta de la semilla, fundida a la cubierta del fruto, es selectivamente permeable. No sólo impide la salida de azúcares y aminoácidos del grano, sino también la entrada de microorganismos. Las fracturas casuales de estas cepas permiten perdidas de nutrientes y de resistencia mecánica, y el crecimiento microbiano en los tejidos. En casos extremos, pueden incluso evitar la germinación del embrión. El escutelo tiene una función secretora, permitiendo la liberación de enzimas hidroliticos del embrión al endospermo amiláceo. La degradación enzimática de la proteína, el almidón y las paredes celulares proporciona nutrientes solubles en forma de aminoácidos y azúcares que difunden al embrión y sostienen el crecimiento.
La capa de aleurona tiene también una función secretora, pero se halla limitada a la amilasa, un enzima que hidroliza los carbohidratos. Durante su crecimiento inicial, el embrión libera la fitohormona giberelina que a su vez conduce a un incremento de la dotación enzimática de la aleurona, por activación de precursores enzi-máticos o por iniciación de la biosíntesis completa de los enzimas. Los enzimas segregados por el escutelo y la aleurona atacan el endospermo amiláceo progresivamente hacia el extremo distal del grano. Aunque la proteína, el almidón y las sustancias de la pared celular sólo son parcialmente degradados, el grano se va reblandeciendo y su contenido deviene más dulce. El malteador llama a estos cambios «desagregación».
Almacenamiento de la cebada
La cebada es más estable seca y mantenida a baja temperatura. Si ha sido recolectada por una cosechadora cuando su contenido en agua era superior al 15 % suele secarse en la granja o en las materias. El proceso de secado tiene que llevarse a cabo de tal forma que permanezca viable la planta embrionaria contenida en cada grano; por consiguiente, es necesario evitar el uso de temperaturas demasiado altas y para acelerar la desecación debe recurrirse a aumentar la velocidad del flujo del aire y a un calentamiento gradual del mismo. En una operación de secado típica de dos horas de duración, el aire utilizado para la desecación debe hallarse inicialmente a 54 °C e ir elevando su temperatura hasta los 66 °C, pero la temperatura del grano nunca debe sobrepasar 52 °C. El calentamiento tiene habitualmente otro efecto ventajoso, el de reducir el tiempo necesario para finalizar el período durmiente (estado de reposo). Un tratamiento típico consiste en desecarla hasta un 12 % de agua y almacenarla luego a 25 °C durante 7-14 días. Es habitual reducir después la temperatura a 15 °C, mientras se efectúan las operaciones de limpieza y clasificación de los granos por tamaño. El movimiento del grano de un silo a otro contribuye a uniformizar la temperatura de grandes volúmenes de grano y a introducir oxigeno, necesario para que los embriones respiren.
Si está húmedo, el grano es fácilmente atacado por los insectos y los hongos causantes de su deterioro, especialmente si la temperatura supera los 15 °C. El metabolismo de los insectos y el de los hongos, cuando se establecen, produce agua y eleva localmente la temperatura, lo que favorece la extensión de la infestación. Bajo condiciones extremas, la elevación de la temperatura puede incluso causar el incendio del grano.
Es, por tanto, conveniente tener en cada silo varios elementos termosensibles; de este modo se puede detectar cualquier subida significativa de temperatura y tomar las medidas oportunas para evitar un deterioro grave.
Los insectos que habitualmente se encuentran en el malteado son el escarabajo de dientes de sierra, el gorgojo y el escarabajo plano. Algunos como el escarabajo Khapra pueden desarrollarse en el grano a contenidos de agua muy bajos, incluso en malta acabada con un 2 % de agua.
Hay microorganismos capaces de crecer en los granos de cebada, entre ellos, mohos, levaduras y bacterias. Los más importantes suelen ser los hongos filamentosos, como los del género Aspergi-llus. El grado de infestación es muy alto si la cebada madura está húmeda, es decir, si el grano maduro se moja. Estos hongos, sin embargo, son desplazados durante el almacenamiento por otros a los que con frecuencia se hace referencia con el término hongos del almacenamiento. Es preciso cuidar de que la cebada no sea contaminada por hongos como el Aspergillus fumigatus, cuyos esporos producen lesiones en el pulmón. También es preciso evitar la presencia de los hongos productores de aflatoxinas —por fortuna raros— y el cornezuelo (Claviceps purpurea), que al desarrollarse en los granos de cebada produce unos frutos negros ricos en ergotamina, una sustancia tóxica.
El agua
El 95 % del peso de la cerveza es agua, por tanto, y dado que el consumo anual de cerveza en el mundo es de 850 Mhl, se beben unos 85 Mm3 de agua al año en forma de cerveza. Este enorme volumen (equivalente al de un lago de una extensión de 9 x 9 km y 1 m de profundidad) no incluye toda el agua consumida por la industria cervecera. Las fábricas suelen almacenar grandes cantidades . Gran parte se emplea en la limpieza; se gastan volúmenes considerables en la generación de vapor, evaporación, y se pierde mucha en los vertidos a los desagües como agua de enfriamiento o calentamiento y acompañando a los materiales extraídos. Las distintas industrias cerveceras difieren mucho en su eficacia en la utilización del agua. Las que menos agua derrochan utilizan volúmenes aproximadamente cuatro veces superiores al de cerveza producida, pero muchas fábricas emplean volúmenes más de diez veces superior al de la cerveza que producen.
El agua se está volviendo cada vez más cara, al igual que el tratamiento de las aguas de desecho. La economía en el uso del agua y en la liberación de afluentes está, desde el punto de vista económico, fuertemente incentivada. Esta economía está justificada también por razones medio-ambientales, como la reducción de la polución, el mantenimiento a niveles altos de las capas freáticas, y la disminución de las emisiones de vapor de agua.
Las factorías de cerveza se construyeron en aquellos lugares en los que disponía de agua adecuada para el tipo de cerveza a producir. Así, el alto contenido en sulfato calcico de Burton-on-Trent resultaba ideal para la fabricación de las «palé ales», fuertes y muy aromáticas que se producían en la cervecería del monasterio. En contraste con esto, las aguas blandas de Pilsen, en Checoslovaquia, resultaban ideales para la elaboración de las <<lagers>> y, de hecho, a este tipo de cervezas se les conoce habitualmente como pilsner o pils, cuando se elaboraban en Europa. El agua rica en bicarbonato calcico (dureza temporal) resultaba excelente para la producción de las cervezas más oscuras, por lo que las de Munich, Londres y Dublín alcanzaron fama y renombre.
Lúpulo
Es una flor aromática que contiene en su interior una sustancia cuya extracción sirve para impartir a la cerveza un sabor amargo característico.
Levadura
La levadura es para la cerveza lo que el oxigeno para la vida del hombre, de su vitalidad depende la conversión de los azucares solubles fermentables en alcohol. La levadura de cerveza contiene 17 vitaminas, todas las del grupo b, 14 minerales y 46% de proteínas.
Clasificación de las levaduras
Las levaduras son hongos unicelulares que se reproducen pe gemación. No encajan perfectamente en ningún grupo de hongo por lo que parece apropiado revisar, siquiera sea someramente, clasificación de los hongos en general.
Ficomicetos
Los ficomicetos desarrollan normalmente micelios, tubos ramificados, protegidos por una pared, de diámetro bastante uniforme, que contienen citoplasma y numerosos núcleos. Los micelios de los ficomicetos no tienen septos transversos. Algunos (como los mohos del pan, Mucor y Rhizopus) tienen células sexuales masculinas y femeninas de igual tamaño y forma. Otros tienen células sexuales femeninas de mayor tamaño, por ejemplo Pseudoperonopora, el responsable de la peronóspora del lúpulo.
Ascomicetos
Los ascomicetos tienen micelios divididos por septos trasversos poseen esporas características (ascosporas), producidas en sacos, nominados aseas, una vez que se ha producido la fusión sexual. Otras esporas, llamadas conidios, no proceden de la unión sexual. Cnstituye el grupo más numeroso de los hongos y en el se incluyen muchas levaduras, como los Saccharomyces, y hongos, como los pergillus y Penicillium, muy usados en las industrias microbiológicas.
Basidiomicetos
Los basidiomicetos también poseen micelios divididos por redes transversas, pero sus basidiosporas se forman en cuatro ecrescencías de una célula característica, denominada basidio. La roya y el carbón de la cebada constituyen ejemplos de basidiomicetos, pero más familiares resultan los champiñones o los níscalos o rovellones. A este grupo pertenecen las levaduras del género -Sporobo-lomyces que posee esporas externas, poco corrientes denominadas balistosporas.
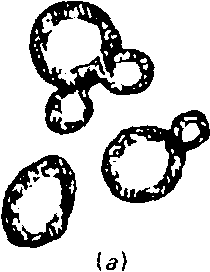
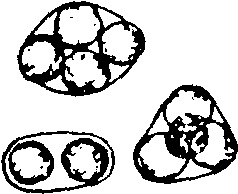
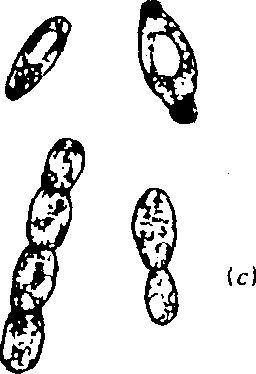
![]()
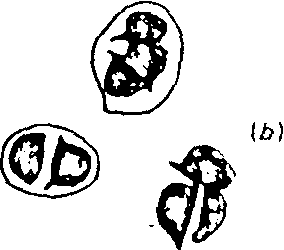
Esquemas de (a) Saccharomyces cerevisiae (gemación multilateral), (b) Schiwsaccharomyces pombe (fusión binaria), (c) Nadsonia sp (gemación bipolar), (d) pseudomicelio de Pie/lia membranaefaciens. 2. Aseas y ascosporos de (a) Saccharomyces sp, (b) Pichia sp y (c) Hansenula saturnus. Ampliaciones: las células maduras de (a) tienen 8-10 ^m de diámetro; las de \(b) y (c) son de tamaño similar; y (a), (b) y (c) están representadas con ampliaciones 2 veces superiores a los de l(a). (b) y (c); \(d) lo está a 1/2 de las de \(a), (b) y (c)
Hongos imperfectos
Este grupo representa un cajón de satare, al que pertenecen especies cuyos procesos reproductivos se desconocen y en los que se encuentran, por tanto, esporas características. Ocasionalmente se descubre, en algunas de ellas, la presencia, por ejemplo, de ascosporas y automáticamente se retira la especie en cuestión de este grupo y se la clasifica como Ascomiceto. Ejemplos de estos hongos son el Verticillum del lúpulo y el Fusarium, que infecta la cebada. Muchas levaduras se encuentran también incluidas en este grupo (por ejemplo especies de Candida).
Las levaduras comprenden 39 géneros y 350 especies. Se identifican y clasifican, basándose en características morfológicas y fisiológicas. Entre los aspectos morfológicos considerados, se encuentran el tamaño y la forma de las células, en medio sólidos y líquidos especificados, el modo de reproducción y si forma velo en la superficie o sedimenta en un medio líquido. Entre las características fisiológicas consideradas, se encuentra si puede crecer (y fermentar) en un determinado carbohidrato y si puede o no utilizar determinadas fuentes de nitrógeno, como los nitratos.
Las células de las levaduras pueden ser ovales, esféricas, tener forma de limón o de cigarro puro. Pueden dividirse mediante gemación, acaecida en cualquier lugar de la superficie, o sólo en los extremos, o polos. Algunas no forman gemas, pero exhiben todas las demás características del grupo; forman simplemente un tabique en el interior de la célula, tras elongarse. Hay levaduras que forman, especialmente en medio sólido, filamentos, ramificados o no, denominados pseudomicelio; otras ofrecen micelos muy similares a los de los mohos.
Una de las características fisiológicas de los Saccharomyces que ayuda a su identificación es la de que no utilizan el nitrato como fuente de nitrógeno, frente a lo que hacen algunos otros géneros, como Hansenula. Saccharomyces cerevisiae, se distingue de Saccharomyces carisbergensis, la otra levadura de la cerveza, en que la primera no fermenta el azúcar melibiosa y la segunda sí. Ambas utilizan la galactosa, en tanto que las levaduras que participan en el envejecimiento del jerez, S. bayanus, no la fermenta. Todas las especies de Saccharomyces mencionadas fermentan la maltosa, que no es en cambio utilizada por S. capensis.
Diferenciación serológica
Las técnicas serológicas constituyen un método rápido para la identificación de cepas.
En unos casos son extremadamente valiosas, aunque en otro resultan de difícil aplicación. Las pruebas serológicas dependen d una reacción muy especifica entre anticuerpos obtenidos de sangre de mamíferos y antígenos (o sustancias orgánicas extrañas introducidas en su sangre). Constituye uno de los mecanismos clave de 1a defensa de nuestro propio organismo; le permite luchar con éxito contra las infecciones bacterianas y contra las células extrañas, al igual que contra macromoléculas orgánicas.
Se inyectan a un conejo, por ejemplo, células cuteras, desvitalizadas, de una cepa (A). El animal inyectado produce anticuerpos, con grupos químicos específicos que complementan los de la superficie de la célula, que actúan como amigónos. Al cabo de una serie de inyecciones, se retira un cierto volumen de sangre, que se libera de glóbulos rojos para obtener el suero, que se puede conservar durante largos periodos de tiempo, si se almacena a refrigeración en presencia de algún conservador. Cuando se mezcla con una suspensión de la levadura de la capa A, el suero aglutina las células; de hecho, aglutina a todas las cepas que exhiban, en su superficie, alguno o algunos de los grupos que actúan como antígenos.
Supongamos que el suero (al que se denomina antisuero de la capa A) se mezcla con células de una cepa emparentada, B. La cepa B será aglutinada y gastará los anticuerpos que reaccionan con ambas.
El antisuero absorbido no tendrá ya anticuerpos capaces de reaccionar con células de la cepa B, pero es posible que pueda aglutinar a las células de la cepa A, porque ésta probablemente tenga grupos, o antígenos, no compartidos con la cepa B. Se puede hacer uso de este principio del modo que se indica en la Tabla 7.1, para establecer las relaciones existentes entre cepas, especies o géneros; pero también se puede usar para identificar cepas desconocidas.
Resulta útil la posibilidad de acoplar los anticuerpos a colorantes fluorescentes, dado que así los anticuerpos que reaccionan con una determinada cepa de levadura fluorescen en su superficie, con lo que basta con cantidades de anticuerpos mucho más reducidas que las que se necesitan para las pruebas de aglutinación. Con un microscopio adecuado e iluminación de cuarzo-iodo, es posible identificar células Fluorescentes individualizadas entre miles de no fluorescentes, lo que hace posible detectar la presencia de levaduras no deseadas (las llamadas levaduras salvajes), a bajas concentraciones, en medio de un cultivo de lavadura, siempre que sea posible preparar un antisuero que reaccione con las levaduras salvajes y no con las del cultivo. Se puede potenciar el grado de fluorescencia de una célula mediante una modificación de la técnica, en lugar de acoplarlo a un colorante, se inyecta a una cabra el antisuero absorvido, a partir de la sangre de esta se obtiene un antisuero contra el antisuero del conejo, que es el que se acopla al colorante. Para detectar las células salvajes, se añade primero a la suspensión de levaduras el antisuero absorbido y luego el antisuero de cabra fluorescente. Las levaduras salvajes se recubren de una primera capa de antisuero de conejo y una segunda de antisuero de cabra (anticonejo). De este modo la levadura se puede recubrir con más moléculas de colorante que si se usara la técnica de una sola capa.
Estructura de la célula de levadura
Una célula de una levadura de cereza típica tiene, cuando se halla plenamente desarrollada, entre 8 y 14 nm de diámetro y una masa de materia seca de 40 pg. Por tanto 1012 células desecadas pesan unos 40 g. En vivo, prensadas, ese mismo número de células pesan unos 200 g. El examen al microscopio ordinario revela que cada célula está rodeada por una pared y que en el interior de la misma se pueden distinguir pocas estructuras, salvo una o más vacuolas. Para observar el núcleo y varios otros orgánulos se necesita recurrir a preparaciones teñidas, o a la microscopía de contraste de fases. La superficie de las levaduras se puede estudiar mediante microscopía electrónica de barrido y las estructuras internas mediante microscopía electrónica de transmisión, sobre preparaciones fracturadas por congelación, frescas, no fijadas. En la Figura 3, se muestra un diagrama de la sección de una levadura de cerveza típica. Una información más detallada de las partes de la célula exige la identificación bioquímica de sus componentes.
La pared celular representa el 30 % del peso seco total y tiene un grosor de 100-200 nm. Está constituida por aproximadamente un 40 % de (3 glucanos, otro 40 % de a mananos, 8 % de proteína, 7 % de lípidos, 3 % de sustancias inorgánicas y 2 % de hexosamina y quitina. El glucano está unido a la proteína y representa el componente estructural más abundante; se halla fundamentalmente en la cara interna de la pared. El tamaño se encuentra también ligado a la proteína, a veces a través de hexosamina, y tiende a localizarse en la cara externa de la pared. La superficie de la célula se encuentra cargada, debido a la presencia de grupos carbóxilo y fosfato que, al pH de la cerveza, la confieren una fuerte carga neta negativa. También se encuentran grupos amino, pero sólo le confieren regiones locales de carga positiva. Las paredes celulares se pueden disolver mediante el uso de una preparación enzimática mixta, procedente de un actinomiceto denominado Arthrobader luteus, o de la glándula digestiva de un caracol comestible, Helix pomada. Generalmente, se requiere un agente reductor, como el mercaptoetanol. Si se mantienen en un estabilizador osmótico, como una disolución acuosa de manitol al 20 %, las células de levadura permanecen intactas, pero esféricas, al haber perdido su pared; se les denomina esferoblastos y, si las condiciones culturales son las adecuadas, resintetizan sus paredes. Algunas técnicas de manipulación genética explotan estos hechos.

Fig. 3 Diagrama de una electronografía de la sección transversal de una célula en reposo de levadura de panaderos (Saccharomyces cerevisiae). ER, retículo endoplásmico; M, mitocondrias; N, núcleo; Nm, membrana nuclear; Nn, nucléolo; Pi, invaginación; Pl, plasmalerna; V, vacuola; Vp, granulo de polimetafosiato; W, pared celular; Ws, cicatriz de gemación; L granulo lipídico.
Las levaduras se multiplican por gemación. Una zona debilitada de la pared permite que se forme una prolusión del citoplasma, a la que, de inmediato, se provee de pared. A medida que crece, van emigrando a la gema los orgánulos de la célula madre, incluido un núcleo (tras su división). Finalmente, la gema alcanza su tamaño definitivo, lo que no implica necesariamente su separación de la célula madre. Es bastante frecuente encontrar largas cadenas de levaduras, debido a la no disyunción de las distintas células formadas. Si las células madre e hija se separan, en la primera queda un anillo denominado cicatriz de gemación, fácilmente distinguible; el de la célula hija es más difícil de distinguir. Una sola célula puede dar lugar a más de 30 gemas a lo largo de su vida, pero es raro que en ningún momento se encuentren juntas más dé dos o tres.
La pared celular es permeada por algunos de los enzimas segregados por la levadura; el más importante es la invertasa, que hidroliza la sacarosa antes de que penetre en la célula; entre ellos se encuentra también la fosfatasa. Saccharomyces carisbergensis segrega melibiasa, pero Saccharomyces cerevisiae no. Algunas levaduras segregan cantidades apreciables de proteasas, pero las del género Saccharomyces sólo tienen una actividad de este tipo limitada.
El citoplasma se halla envuelto por una membrana viva, el plasmalerna, que no sólo recubre al citoplasma, sino que se ramifica, uniéndose con la red membranosa interna. Estas estructuras están constituidas por lípidos, entre ellos fosfolípidos y esteróles, y proteínas. El plasmalena juega un papel importante en la regulación del flujo de todos los materiales tanto hacia el interior como hacia el exterior de la célula. Las demás membranas probablemente compartimentalizan la célula y le proporcionan una superficie en laque operan determinados enzimas.
El núcleo de las levaduras ofrece un diámetro de 1,5 ^m y está rodeado por una doble membrana. En su interior se alberga un área densa, en forma de media luna, a la que se denomina nucléolo. Los cromosomas no son distinguibles, pero hay pruebas genéticas que indican la existencia de al menos 17 pares y varios fragmentos en las células diploides.
Las células de levaduras en crecimiento rápido ofrecen varias vacuolas, pero las maduras, normalmente, sólo muestran una. Dentro de su membrana única, se encuentran partículas densas, de polifosfato, a las que tradicionalmente se denomina granulos de velutina. Cuando crecen en condiciones aeróbicas, y en especial si la concentración de glucosa es escasa se observan varias mitocondrias en el interior de cada célula. Cada mitocondria está rodeada por una doble membrana. Las mitocondrias albergan a los citocromos a los enzimas respiratorios y al sistema responsable de la biosíntesis de adenosin trifosfato (ATP). Son, por tanto, las responsables del metabolismo oxidativo de los azúcares, que se degradan a dióxido de carbono y agua; el ATP que sintetizan almacena la energía química derivada de estas reacciones. En condiciones anaeróbicas, o cuando las concentraciones de glucosa son altas, las mitocondrias parecen atrofiarse y perder, al menos temporalmente, su actividad bioquímica. Estos cambios pueden apreciarse fácilmente, observando el espectro de los citocromos de la levadura. Un una levadura en aerobiosis, el espectro tiene cuatro bandas., en lanío que en anacrobiosis sólo muestra dos.
Las flores de la planta del lúpulo (también llamadas conos o piñas) contienen en su interior unas glándulas de color amarillo. Estas glándulas están llenas de una resina llamada lupulina, que es el principio activo que los cerveceros buscan en el lúpulo. La lupulina aporta:
a. Componentes amargos. Son aportados principalmente por los llamados ácidos alfa. Dotan a la cerveza de su característico amargor, contribuyen a la formación de espuma y ayudan a la conservación de la cerveza.
b. Componentes aromáticos. Son los llamados aceites esenciales. Incorporan aroma y sabor a la cerveza.
c. Taninos. Contribuyen a la conservación.
De estos tres componentes los más relevantes son los dos primeros y por eso aprenderemos un poco más sobre ellos.
- Componentes amargos
El amargor del lúpulo proporciona el contrapunto adecuado al dulzor de la malta. Este sabor amargo es extraido del lúpulo durante la cocción. Mediante ella, los ácidos alfa insolubles se isomerizan en ácidos iso-alfa más solubles.
Se han conseguido aislar en el laboratorio cinco ácidos alfa que están presentes en el lúpulo de forma natural; en proporciones que varían según la variedad:
humulone
cohumulone
adhumulone
prehumulone
posthumulone
Además de ácidos, el lúpulo también contiene ácidos beta, los cuales también añaden amargor a la cerveza cuando se oxidan. Sin embargo, los ácidos beta oxidados no son tan amargos como los ácidos alfa isomerizados y contribuyen mucho menos al amargor final de la cerveza.
Los ácidos alfa son muy susceptibles a la oxidación (sobre todo a temperaturas elevadas) y cuando esto ocurre ya no pueden ser isomerizados en ácidos iso-alfa, lo cual merma significativamente su capacidad de amargor. Esta es una característica que hace que su almacenamiento y conservación sean muy delicados. Los cerveceros deben tener ésto muy en cuenta y, por ello, tratan de conseguir lúpulos lo más frescos posibles y de guardarlos en frío (cámaras frigoríficas) y en condiciones anaeróbicas (libres de oxígeno).
- Componentes aromáticos
Los investigadores no han sido capaces, hasta ahora, de reproducir la complejidad de aromas del lúpulo añadiendo componentes químicos sintéticos. También añaden amargor a la cerveza cuando se oxidan. Sin embargo, los ácidos beta oxidados no son tan amargos como los ácidos alfa isomerizados y contribuyen mucho menos al amargor final de la cerveza.Ni tampoco utilizando otro tipo de plantas o especias.
Existe un consenso generalizado sobre que son las sinergias que se producen entre los distintos componentes del lúpulo las que le confieren su inimitable capacidad aromatizante. Mediante técnicas cromatográficas se han conseguido identificar más de 250 aceites esenciales y todavía existen otros muchos aún desconocidos.
Los aceites esenciales son extremadamente volátiles y son una razón más para conservar el lúpulo en algún medio anaeróbico, como en recipientes al vacio o bolsas purgadas de oxígeno mediante CO2 o nitrógeno. Tampoco soportan una cocción dilatada. Es por ello que los lúpulos aromáticos se suelen añadir en los últimos minutos de cocción, mientras que los lúpulos amargos se añaden antes para facilitar la isomerización de los ácidos alfa
Subproductos y desechos obtenidos
Productos de levadura
Algunos excedentes de las factorías de cerveza inglesas se despachan a las destilerías escocesas. Otros se utilizan para la obtención de extractos de levadura, generalmente para usos farmacéuticos o para saborizar y aromatizar algunos alimentos. Las levaduras se liberan de las sustancias amargas del lúpulo, antes de la autolisis de las células, mediante tratamiento con álcalis diluidos. En el proceso autolítico, para la elaboración de pastillas con fines farmacéuticos, se mantienen las células a 45 °C durante 12-24 horas, en presencia de pequeños volúmenes de cloroformo o acetato de etilo. El extracto se clarifica y concentra para formar un jarabe, o se somete a deshidratación por atomización. Para la obtención de extractos saborizantes y aromatizantes se mezcla la levadura con sal, azúcar y esteres de acetato, para formar una pasta. Durante el proceso, se extraen las sustancias de bajo peso molecular y se concentran para obtener un producto salado, con sabor a carne, que es rico en aminoácidos, vitaminas y nucleótidos.
La levadura es también una fuente de invertasa, un enzima segregado por las células para hidrolizar la sacarosa. Se pueden obtener preparaciones deshidratadas, de levaduras ricas en este enzima. Se utilizan para la inversión de la sacarosa, o, lo que es más interesante, para la elaboración de bombones. Para este último fin, se parte de una mezcla sólida de granulos de sacarosa, un preparado de levadura y sustancias aromatizantes y se recubre luego con chocolate, antes de que la invertasa hidrolice la sacarosa y licué el relleno.
Descripción del proceso y los equipos más utilizados
Limpieza del grano y molienda
La planta es manejada automáticamente a través de paneles eléctricos.
La cebada malteada se vierte en sus respectivas tolvas de recepción donde a través de un sistema neumático es transportada directamente a la máquina limpiadora, la cual hace que tanto el polvo que esta adherido al grano así como partículas que pudieran venir mezcladas se separen totalmente en forma tal, que sea solamente la malta propiamente dicha la que caiga en la balanza que ira pesando la cantidad exacta que se necesita para la fabricación del producto, este mismo sistema se emplea para el arroz. A medida que el grano va pasando de la limpiadora a la balanza, esta lo vuelca en el molino donde el grano es triturado a una medida exacta pasando nuevamente a través de otro sistema neumático para ser almacenado en un tanque herméticamente cerrado.
Una vez molida la cantidad deseada, tanto de malta como de arroz, se comienza el proceso de infusión. Esto consiste en mezclar la proporción correcta de agua a la temperatura deseada con la cantidad de malta necesaria para obtener un extracto ya calculado que le proporciona a la cerveza un sabor característico y un aceptable cuerpo al paladar. Dicha mezcla se hace automáticamente a través de un "aparato mezclador" de acero inoxidable, desde donde la masa es bombeada al macerador o paila de mezcla respectiva.
Sala de cocimiento
Aquí se podrán apreciar cuatro diferentes tanques de acero inoxidable, los cuales cumplen cada uno una misión diferente. La sala cuenta con un cocedor de arroz, un macerador para la cebada malteada, una olla de filtración y una olla de cocción. Todos los movimientos y traslados del mosto que se harán de un tanque a otro son accionados por un panel automático que, con solo apretar un botón, efectúa los respectivos cambios que se deseen hacer a través del proceso.
En la paila de mezcla se somete la cebada malteada a un proceso de maceración donde a diferentes temperaturas y con estacionamientos de tiempos variables se van produciendo dentro de las sustancias que contenía el grano diversas modificaciones de carácter físico- químico. Los almidones se convertirán en azúcares y se formarán como consecuencia de las temperaturas aplicadas, las diferentes características que harán en el futuro que la cerveza tenga esa espuma que a usted le agrada y su característico sabor, color y calidad.
El mismo procedimiento se utiliza para la infusión de arroz con la única excepción que el arroz se hace llegar a un punto de ebullición para luego mezclarlo con la cebada malteada y así formar una masa uniforme.
Olla de filtración
Una vez obtenida la temperatura, deseada en el macerador se procederá a traspasar toda la mezcla la olla de filtración o lauter. La función del lauter es hacer que toda la sustancia sólida se deposite a manera de capa permeable para proceder posteriormente a filtrar el mosto o extracto. Cabe destacar que esta olla de filtración tiene un entrepaño de acero inoxidable perforado, el cual hace que el mosto se filtre a través de la capa que ha formado la misma cáscara de la malta. Éste líquido claro conteniendo azucares fermentable y no fermentable es recogido por la parte inferior del tanque y bombeado a la olla de cocimiento también llamada " olla de cocción"
Olla de cocción
El mosto de la cerveza recogido en la olla de cocción es hervido con el lúpulo para darle el sabor característico.
Como consecuencia de la ebullición se producirá una evaporación y se obtendrá un mosto concentrado con todos los elementos de la futura cerveza.
Terminada la ebullición se separa el lúpulo del mosto, pasando este por un separador llamado whirpool, que actúa como recipiente de sedimentación, donde toda la sustancia albuminoidea en suspención se asentará en el fondo. Luego de 15 minutos en descanso se pasará dicho mosto a través de un enfriador de placas, en el cual entrará a 99°c y saldrá a 7°c. El enfriador trabaja con agua a 2°c que se calienta como consecuencia del intercambio de calor
Sala de fermentación -maduración
El mosto se recibe en tanques cerrados de acero inoxidable donde se añade la levadura. Durante la fermentación se producen dos elementos que forman parte integral de la cerveza: alcohol y gas carbónico.
Después de 10 días se saca la levadura y la cerveza es transferida a los tanques de maduración y reposo. Aquí reposará durante 15 días a una temperatura de -1° para que se sedimenten residuos de lúpulo, células de levadura restantes y proteínas durante todo este período, la cerveza se madura y adquiere un carácter particular y su sabor especial.
Filtración
Terminado el período de reposo la cerveza se vuelve a enfriar a través de un enfriador especial y se envía al filtro. Aquí se retienen partículas más finas de proteínas y células de levadura. Luego pasa por un aparato carbonatador, donde se le inyecta el gas necesario para la resencia y efervescencia de la cerveza.
Tanques finales
Al salir la cerveza del carbonatador es depositada en los tanques finales y una vez llenos son analizados en su etapa final por el departamento de control de calidad. Solo así están listos para ser transferidos a la máquina llenadora.
Representación de una plata productora de cerveza

Variables y condiciones más importantes a encontrar
Contaminación química y microbiana
Se estima que la mitad de la población del mundo (alrededor de 2 millones de personas) carece de agua de bebida que reúna las debidas condiciones sanitarias y que alrededor del 80 % de los casos de enfermedad guardan alguna relación con el agua. A pesar de la amplia difusión de la malaria, la ceguera del río (onchocercosis) y la bilarciosis, muchas de las enfermedades transmitidas por el agua son resultado directo de la actividad humana. Así, el tifus y el cólera pueden resultar endémicos en varias partes del Globo. Entre 1980-1990, sin embargo, la Organización de Naciones Unidas piensa gastar 300 billones de dólares en proporcionar agua de bebida sana para toda la población del mundo.
La contaminación microbiana del agua no es la única ampliamente difundida; también lo está la química y, por tanto, las industrias cerveceras deben prestar particular atención a la selección y el tratamiento del agua que utilizan. Muchas veces la obtienen de pozos; proviene por tanto de la lluvia o de la fusión de la nieve y no sólo ha atravesado el suelo sino también la roca subyacente. Para ello perforan pozos en las rocas que contienen agua (acuíferos). Suelen ser rocas de textura grosera y porosa y con frecuencia con fisuras ramificadas. La composición iónica del agua depende considerablemente de la constitución química de las rocas a través de las cuales a permeado. Así, las rocas PERMO-TRIAS, como la arenisca Keuper depositada en zonas desérticas o semidesérticas, tienen un alto contenido salino. Las areniscas porosas pueden intercambiar bases y aportar sales de hierro al agua. En contraste con esto, el agua extraída de las calisas y los yesos es rica en carbonato de calcio y magnesio.
Algunas factorías se abastecen de ríos, lagos o canales; es un agua mas fácilmente contaminada por productos orgánicos y organismos vivos que la de los pozos, si estos son convenientemente explotados. Ambos tipos de abastecimiento pueden verse afectados en alguna extensión por los fertilizantes artificiales y por los diversos productos químicos utilizados en la agricultura, así como por la contaminación procedente de operaciones industriales efectuadas en el área de captación. Son fuente de preocupación (i) los nitratos y nitritos procedentes de los fertilizantes; (ii) los hidrocarburos clorados, los detergentes, los aceites minerales, el arsénico, el plomo, el mercurio y el cromo (sales de) y otros productos tóxicos procedentes de operaciones industriales y (iii) los efluentes domésticos. Por eso se han establecido estándares de pureza para el agua potable; lo fueron primero con carácter nacional y después con ámbito internacional (tabla 3.1).
La preocupación por los nitritos deriva del hecho de que reacciona con ciertos compuestos nitrogenados, como las aminas, para dar sustancias carcinogenéticas, denominadas nitrosaminas. La preocupación por los nitratos es consecuencia de ser fácilmente convertibles, por numerosas bacterias presentes tanto en las aguas naturales como en los mostos, en nitritos. Sin embargo, los nitratos y otras sustancias que los generan, son utilizados con frecuencia, en exceso, en la agricultura intensiva. La contaminación industrial del agua esta mucho mas estrictamente controlada, pero, a veces, se producen fallos y no siempre son observados de inmediato.
Los microorganismos de las aguas procedentes de fuentes de aprovisionamiento distintas de los pozos perforados en rocas, se eliminan ordinariamente por filtración y clorado. El agua de los pozos no suele tratarse de este modo, por lo que su contaminación con efluentes (particularmente los de origen doméstico) representa un problema grave. Por todo ello suelen efectuarse rutinariamente análisis bacteriológicos. Con estos análisis se intenta detectar los microorganismos, más o menos inocuos, que habitualmente alberga el intestino de los seres humanos, o de los animales. Se trata de microorganismos que pertenecen a la familia de las enterobacteriaceas y que abundan en la heces (108-109 células g-1), por lo que es fácil detectar por técnicas bacteriológicas huellas de material fecal.
Tabla 3.1
Estándares internacionales para el agua de bebida (1971) más límites adicionales aplicados al agua potable europea (1970) en mgl-1a
| Permisible | Excesivo | |
| Sólidos totales Dureza total (como CO3Ca) Fe Mn Cu Zn Ca Mg SO Sl F NO As Cd CN Pb Hg Se Detergentes aniónicos Aceite mineral Sustancias fenólicas (como fenol) Hidrocarburos aromáticos policíclicos Emisión a Emisión b pH Ba Cr HS NO NH Oxigeno disuelto CO libre | 500 100 0.1 0.05 0.05 5.0 75 30-150 200 200 0.6-1.7 - - - - - - - 0.2 0.01 0.001 - - - - 7.0-8.5 1 0.05 0.05 0.05 0.05 >5 0 | 1500 500 1.0 0.5 1.5 15.0 200 150 400 - 45 0.05 0.01 0.05 0.1 0.001 0.01 1.0 0.3 0.002 0.2 3 pCil-1 30pCil-1 <6.5 y >9.2 |
a Los estándares de los Estados Unidos son casi idénticos, pero tienen límites adicionales, especialmente en relación con los hidrocarburos clorados.
b' Depende de la tasa de SO-; el valor 30 se aplica para tasas de SO- de 250 mg l-1.
c Depende de la temperatura diaria máxima; el valor más alto corresponde a temperaturas de 10-12 °C.
Las bacterias patógenas, como las responsables del tifus o el cólera, son mucho menos abundantes y viables. La idea que preside la realización de estas determinaciones y la estrategia adoptada es la de que, si no existen en el agua bacterias fecales inocuas, es razonablemente correcto pensar que tampoco existan bacterias patógenas. Las bacterias coliformes fecales suelen caracterizarse por su crecimiento, en medio lactasado, ha 44°C, produciendo gas y generando indol a partir de la proteína. No obstante, algunas no crecen a 44° y si a 37 °C. Es preciso, sin embargo, señalar que la identificación y el recuento de las diversas bacterias coliformes no es una tarea fácil y requiere considerable experiencia.
Ablandamiento y desionización
La dureza temporal puede producirse por ebullición, especialmente si el agua de ebullición se airea.
Esto ayuda a eliminar el dióxido de carbono y precipita carbonato calcico. Es menos eficaz en presencia de iones magnesio, por que el carbonato de magnesio precipita peor y es más soluble. Otro método tradicional consiste en añadir dosis cuidadosamente controladas de lechada de cal al agua, de manera que precipite el carbonato.
Un tratamiento adecuado para la dureza permanente consiste en tratar el agua con carbonato sódico.
El tratamiento ácido del agua elimina la dureza temporal y se emplea con frecuencia en las fábricas de cerveza.
La desionización es un proceso en el que se utilizan resinas intercambiadoras de ácidos o bases. Las zeolitas, que son resinas naturales han sido sustituidas por resinas sintéticas, como los poliestirenos. Para eliminar la dureza temporal se emplea una resina débilmente ácida (catiónica).
Cuando se ha convertido por completo a la forma calcica y magnesica, puede regenerarse la resina mediante tratamiento ácido. Para eliminar la dureza permanente del agua, debe utilizarse una resina aniónica que se regenera por tratamiento con sosa caustica. Es posible eliminar tanto la dureza permanente como la temporal, utilizando primero la resina catiónica, desgasificando el agua para eliminar el dióxido de carbono y tratándola luego con una resina aniónica. Durante los últimos años, se viene utilizando un método alternativo de desionización, la osmosis inversa, que emplea membranas de acetato de celulosa o nylon que retienen a los iones más grandes, pero permite la salida del agua y los iones de pequeño tamaño. Obviamente, se necesita aplicar una presión considerable (30-60 bares) para impulsar el paso del agua a través de la membrana.
La importancia de los iones calcio y bicarbonato
La dureza temporal del agua utilizada en la elaboración de cerveza se suele reducir a menos de 25 mg l - 1, mediante tratamiento ácido o adición de lechada de cal. Se procede así, porque, cuando se cuece el mosto, el bicarbonato libera dióxido de carbono tomando hidrogeniones.
Este consumo de iones hidrógeno reduce la acidez y, por tanto, eleva el pH.La malta proporciona una cantidad considerable de ácido fosfórico al degradarse el hexametafosfato de inositol (fitina) bajo la acción del enzima fitasa. El ácido fosfórico se ioniza rápidamente, libera iones e hidrógeno.En presencia de iones calcio, el fosfato calcico, muy insoluble, precipita. Esta precipitación induce la disociación de más moléculas de ácido fosfórico y la liberación simultánea de nuevos iones hidrógeno; por tanto, la disolución se va haciendo progresivamente más acida y el pH del mosto va descendiendo. Los iones de calcio son importantes también por su efecto estabilizador de la a amilasa que es, junto con la amilasa B, el más importante de los enzimas participantes en la degradación del almidón durante el proceso de extracción. La amilasa a no opera normalmente sin calcio. Como quiera que los iones calcio precipitan los fosfatos y reducen el pH del mosto, en presencia de calcio se activan otros enzimas que operan mejor a valores bajos de pH;como la amilasa B y algunas peptidasas. Por otro lado, los poliferoles se extraen peor cuanto más bajo sea el pH, por lo que las cervezas fabricadas con aguas ricas en calcio resultan menos astringentes y menos coloreadas. Tanto las levaduras como los coágulos floculan mejor en presencia de iones calcio; por consiguiente, los iones calcio facilitan la clarificación del mosto y de la cerveza. Finalmente, en presencia de iones calcio, precipitan cristales de oxalato calcico, lo que evita la liberación incontrolada del dióxido de carbono disuelto. Aunque los iones magnesio suelen tener efectos similares a los iones calcio, su eficacia en la reducción del pH es mucho menor, por que el fosfato magnesico es mas soluble que el fosfato calcico. Los iones magnesio son sin embargo, esenciales para el funcionamiento de ciertos enzimas de las levaduras. Por ejemplo el magnesio es un cofactor de la piruvatodescarbocilaza el enzima que cataliza la producción del acetaldehído.
Limpieza e higienización
Durante el proceso de elaboración de cerveza se producen precipitados, tanto de sales inorgánicas como de productos orgánicos, y adherencias de los mismos a las superficies de los depósitos, las tuberías y otras piezas del equipo con las que contactan el mosto y la cerveza. Estos depósitos están constituidos fundamentalmente por sales de calcio y magnesio, proteína desnaturalizada y levadura. Para evitar que crezcan, especialmente en las superficies de transferencia de calor, es necesario proceder a la limpieza del equipo. Aún es más importante eliminar la costra antes de que proporciones nutrientes y protección a los microorganismos contaminantes. Estrictamente hablando, es posible esterilizarla, pero con ello lo único que se logra es dificultar su posterior eliminación y, en cualquier caso, la esterilización es sólo temporal.
La regla principal es limpiar primero e higienizar después. Una secuencia típica de limpieza, supone primero un lavado con agua. El agua utilizada en esta etapa no tiene por que estar absolutamente limpia - puede ser agua utilizada para un aclarado final. Este lavado va seguido por rociado a alta velocidad de un fluido germicida, a temperatura de 80-85°C. Si se trata de un equipo de acero inoxidable, este líquido contiene un 2 % de sosa caustica, e hipoclorito sódico, que no solo esteriliza si no que facilita además la limpieza. Para disolver las sales del calcio, se puede añadir gluconato sódico; para mantener las partículas insolubles en suspensión y evitar su depósito, debe añadirse también tripolifosfato sódico. De ordinario, el agente Higienizitante, o detergente, vuelve al depósito para ser utilizado de nuevo tras reforzar su concentración se somete después a una ducha con agua limpia y fría; este agua, poco sucia, se almacena en un tanque de depósito, para ser utilizada luego como agua de primer lavado. En los programas rigurosos de limpieza, se procede entonces a rociar los depósitos y las tuberías con un agente esterilizante frío, que puede estar constituido por un iodóforo (un producto ácido que libera iodo), y a duchar las superficies, a continuación, con agua fría.Durante los últimos años, el lavado de tanques se ha automatizado. La mano de obra es cara y la limpieza manual no siempre es fiable. Las fábricas de cerveza han pasado a utilizar recipientes herméticos equipados con cabezas aspersoras (alcachofas) y chorros rotatorios de alta presión. Se selecciona el programa de apertura y cierre de válvulas, los rociados de aclarado e higienización y el retorno de las disoluciones a los depósitos y se pasan a un microprocesador que, en el momento adecuado, envía órdenes activadores de válvulas y bombas del sistema de «limpieza in situ» (CIP). Se logra así una considerable economía de agua. La energía humana se sustituye por energía química, calor y la energía mecánica del rociado a presión.También se utiliza vapor para la esterilización, pero sólo puede ser plenamente eficaz si se encuentra a saturación y opera sobre un equipo ya caliente. Debe, además, facilitarse la salida de condensados a medida que el utillaje a esterilizar se calienta. Para alcanzar la esterilidad se necesita no menos de 30 minutos de tratamiento al vapor a 1 bar por encima de la presión atmosférica tras haber alcanzado una temperatura de 100 °C el material a esterilizar, que tiene que encontrarse, desde el principio, limpio. El vapor es relativamente caro, especialmente si se utiliza para esterilizar tanques situados en plantas refrigeradas. Debe hallarse exento de contaminación química. Sus efectos se anulan si el equipo es enfriado luego con agua no estéril.
Agua para la refrigeración y el calentamiento
Cuando el fabricante de cerveza desea enfriar el mosto aromatizado con lúpulo y clarificarlo, suele utilizar un cambiador de calor de placas, en el que el agua circula a contra corriente del mosto caliente. Como consecuencia de todo ello, se produce mucha agua caliente (a 70-85 °C) que se utiliza en la extracción de la malta y que también puede emplearse para calentar el agua utilizada a este fin. Se usa igualmente como agua de lavado. Se puede obtener más agua caliente haciendo circular el agua fría por un cambiador de calor situado en la chimenea de la caldera de cocción, donde es calentada por el vapor producido por la ebullición del mosto.
La mayor parte de las fábricas utilizan para el calentamiento vapor seco saturado (a unos 150°C y 3, 5 bares de presión, sobre la atmosférica), pero algunas usan agua caliente a presión (en el intervalo 145-170°C y unos 17 bares de presión, sobre la atmosférica). Las instalaciones a vapor son más baratas, pero también mas complicadas, en cuanto que la velocidad de consumo del vapor viene determinada por la velocidad a que puede condensarse el vapor. Como no es fácil establecer un depósito, la plante generadora de vapor tiene que ser de respuesta flexible a las demandas de energía térmica. En los sistemas de agua caliente a presión elevada, se establece el flujo del calentador al equipo a calentar en circuito cerrado. El volumen de agua en el sistema constituye un gran reservorio de energía, de modo que pueden satisfacerse fácilmente demandas bruscas. Plantean también menos problemas con respecto al control del imput energético al equipo, no produce condensados que retirar y no da lugar a tanto requemado sobre las superficies de acero inoxidable como el que produce el calentamiento por vapor.
Tratamiento de efluentes
Las industrias cerveceras suelen tratar sus propios efluentes para que cumplan las especificaciones exigidas para su descarga a los colectores públicos, sin tratamiento alguno. Una tercera alternativa que se les ofrece es un tratamiento parcial.
La contaminación de los efluentes se puede medir determinando (i) la concentración de sólidos en suspensión (SS) y (ii) la concentración de sustancias que pueden oxidarse químicamente por ebullición con dicromato potásico y ácido sulfúrico concentrado (demanda química de oxígeno o COD). Si se mide la COD es por que cuando los efluentes se incorporan a una vía fluvial los microorganismos aeróbicos consumen el oxígeno disuelto, para metabolizar la materia orgánica. Por consiguiente, cuanta mas materia orgánica halla (o, en otras palabras, cuanto mayor sea COD) más oxígeno disuelto se utiliza. Una concentración de materia orgánica alta puede desoxigenar completamente el agua y causar la muerte de los organismos aeróbicos. Por esta razón resulta necesario restringir los niveles de COD de los efluentes que se vierten en las corrientes de agua naturales 10-20 mg l-1. También se hace necesaria la limitación de los sólidos en suspensión (SS); no solo por que habitualmente representan materia orgánica, sino también por que tienden a sedimentar en los cursos fluviales generando los anaeróbicos. Los efluentes globales de una industria cervecera suelen tener valores SS del orden de 240mg l-1 y valores COD de unos 1800mg l-. El pH suele encontrarse dentro del rango 3,5-5,5, excepto las descargas de los procesos de limpieza y desinfección cuando se utilizan preparados basados en sosa caustica, cuyos efluentes tienen valores de pH que pueden llegar a ser de hasta 10.El costo del vertido a los desagües públicos lo calculan las autoridades locales utilizando una fórmula que tiene en cuenta (i) el volumen de efluentes, (ii) el costo de su transporte a la depuradora, (iii) los sólidos en suspensión y (iv) el costo de reducir sus valores de COD a los que deben alcanzar tras la depuración. Puede haber restricciones respecto del pH y la temperatura y penalizaciones si los SS o el COD sobrepasan ciertos límites. Las factorías están, por tanto, interesadas en mantener volúmenes y valores SS y COD mínimos, lo que pueden lograr limitando las descargas de agotados, como partículas de malta, fragmentos de lúpulo, exceso de levadura, turbios y el sedimiento de la base de los fermentadores. También resulta conveniente no efectuar descargas de mostos débiles o cerveza estropeada. En la medida de lo posible, conviene recoger los bagazos para su utilización como pienso. Los mostos débiles y la cerveza alterada pueden incorporarse a los piensos para cerdos o reciclarse adecuadamente en el proceso fermentativo.Si una industria cervecera decide tratar sus propios efluentes, le resulta conveniente filtrarlos groseramente y reunir todos los filtrados. Se necesita, para ello, utilizar un tanque de almacenamiento en el que debe reducirse el tiempo de residencia a unas pocas horas, para evitar la digestión microbiana, que se verá acompañada de la emisión de olores desagradables y tratar luego los efluentes aeróbicamente, lo que es bastante frecuente, o anaeróbicamente, lo que es menos habitual, pero de interés creciente.
La digestión aeróbica depende de la presencia de grandes poblaciones microbianas capaces de absolver, tanto las sustancias orgánicas verdaderamente disueltas, como aquellas otras que se encuentran en disolución coloidal y metabolizarlas, fundamentalmente a dióxido de carbono y agua. La energía derivada de estos procesos metabolicos es utilizada por los microorganismos para su propio desarrollo y multiplicación. Se dispone de 2 tipos básicos de proceso el más antiguo de los cuales es el sistema de filtro por precolación, que consiste en un lecho de piedras de 2 metros de profundidad, situado dentro de una pared circular y ventilada de un modo natural. El efluente es nebulizado por unos brazos distribuidores rotatorios sobre el lecho de piedras y se desliza por entre estas, que se encuentran recubiertas por una película de micro organismos.
Aunque el tiempo de circulación o residencia sea de solo unos 30 s, pueden reducirse sustancialmente los valores SS y COD. Este filtro opera poco satisfactoriamente en condiciones variables de flujo, composición y pH. Un dispositivo en cierto modo similar es el constituido por torres rellenas, no apretadamente, con láminas de material plástico rígido sobre el que pueden crecer los microorganismos. El efluente se va deslizando torre abajo, contra corriente del aire, que fluye ascendentemente. Mas frecuente resulta el sistema de lodos activados, que depende de la presencia de concentraciones altas de microorganismos que floculan y son mantenidos en suspensión por aire a presión o por agitación mecánica. Para facilitar el metabolismo aeróbico del efluente, se mantienen a altas velocidades de transferencia de oxígeno. En el proceso se multiplican abundantemente los microorganismos del lodo y es preciso mantener relativamente constante la población eliminando parte de ella. El lodo resulta difícil de concentrar y deshidratar y no es muy popular como fertilizante, debido, entre otras cosas, a que tiende a ser maloliente y posee un elevado contenido metálico. Este sistema resulta caro, en virtud del consumo de energía preciso para airear el lodo (lo que puede representar más del 50 % de la energía eléctrica consumida por una factoría). Requiere además montar, aguas abajo de la instalación de lodo activado, un dispositivo para la sedimentación de los SS.
Otro método de tratamiento de los efluentes consiste en la digestión anaeróbica en tanques herméticos. Las bacterias utilizadas para la digestión anaeróbica de la materia orgáncia son de dos tipos: unas producen acético, propiónico y otros ácidos grasos y las otras metano y dióxido de carbono, productos todos ellos del metabolismo de las materias orgánicas presente en los efluentes. El crecimiento es lento y el rendimiento de alrededor de 0,55 g l-1, pero los valores de COD se reducen en alrededor de un 75 % y los de SS en alrededor de un 50 %. El proceso libera gases que pueden ser aprovechados, vía un motor adecuado una caldera de vapor o un cambiador de calor. Sus incovenientes son el tiempo que tarda en comenzar a funcionar y su sensibilidad a los cambios en la carga o en la composición de los efluentes.La inversión que suponen las plantas de tratamiento de efluentes de una industria cervecera es elevada; así, por ejemplo, un equipo de digestión anaeróbica, para una fábrica con una producción de un Mhl por año, es del orden de 0,5 millones de libras esterlinas (unos 100 millones de pesetas). Estos procesos rinden además un agua que requiere posteriores tratamientos para cumplir las especificaciones exigidas para su vertido a los cursos fluviales. Por todo ello, muchas fábricas dependen de la administración local y los servicios públicos, en lo que a tratamiento de efluentes se refiere.
Representación del proceso
Representación del proceso por bloques
Representación del proceso por símbolos
Balance de materia y energía la elaboración de cerveza
Cálculos Básicos
1) Determinar el tipo de Cerveza que se quiere elaborar
Ej. Pilsen Lager, Pale Ale, Porters, Stouts, Trigo, etc.
2) Determinar que tipos de maltas y porcentajes de cada una se va a utilizar.
Ej.: Cerveza Pilsen Lager 100% Malta Pilsen.
Cerveza de Trigo 50% malta Pilsen, 50% Malta de trigo
3) Tipo de Levadura que se va a utilizar de acuerdo al estilo elegido.
4) Gravedad Original del Mosto. Cantidad de azucares que debo tener al inicio de la fermentación para lograr la cerveza deseada.
Ej. Cerveza Pilsen Lager OG=45
5) Amargor de la cerveza, esto se mide en unidades de amargor IBU.
Ej. Cerveza Pilsen Lager 18 IBU´s.
6) Cantidad a elaborar.
Ahora que ya sabes que cerveza quieres hacer, con que maltas la vas a elaborar, porcentajes de la misma, amargor que quieres o bien todo esto puede venir dado de una receta conocida, pero nosotros vamos a ajustar las cantidades al valor deseado, es decir partimos del dato cuanto queremos elaborar.
Operaciones
1.- Vamos a tomar el siguiente ejemplo.
| Cerveza Pilsen Lager (1.045)
Malta: pilsen Lúpulo: Cascade (alpha acid 7%) OG: 45 (azucares) IBU´s: 16 (amargor) Q: cantidad a elaborar (20 litros)
|
2.- Determinación de la cantidad de granos (peso)
| GU= OG * Q / 3.785 |
Para nuestro ejemplo
GU = 45 * 20 /3.785 = 2383.-
Como en nuestro ejemplo solo usamos un solo tipo de malta
| IG = GU * 1 |
Entonces:
IG = 238
4.- La cantidad de granos en kg es igual a
| P = IG * 0.4536 / ( G * R ) |
Donde:
- IG = 238 (valor que calculamos)
- G = coeficiente que tiene los siguientes rangos de valores:
| Coeficientes:
Malta Pilsen 35 - 37 Malta Chocolate 25 - 30 Malta Caramelo 33 - 35 Trigo 36 Maiz 37 - 39 Miel 30 - 35 Azucar de Maiz 37 Azucar de caña 46
Siempre tomamos el valor promedio si no conocemos el valor exacto. |
Para nuestro ejemplo Malta Pilsen:
G = 36
- R = rendimiento del equipo macerador.
En general un buen valor para tomar es 0.68 (68%).
Completando ahora nuestra formula
| P = IG * 0.4536 / ( G * R ) |
P = 238 * 0.4536 / ( 36 * 0.68 ) = 4.41 kg
Es decir que necesitamos 4.41 kg de malta Pilsen molida.
|
Si ahora por ejemplo utilizamos dos tipos de granos, Malta pilsen 80% Adjunto Maiz 20%
El cálculo sería como sigue:
Si continuamos con el caso anterior una Cerveza tipo Lager de 1.045 de gravedad original, tenemos: OG = 45 El coeficiente GU será igual al calculado ya que no varian hasta ahora los demás parametros, seguimos con 20 litros: GU = 45 * 20 / 3.785 = 238 Ahora enpieza la diferencia: Debemos calcular el Coeficiente IG por separado para cada grano de la siguiente manera: IG malta pilsen (80%) = 238 * 0.8 = 190,40 IG maiz (20%) = 238 * 0.2 = 47,60 Ahora calculamos para cada grano P siguiendo la formula vista: Recordamos que G = 36 para la malta pilsen P m. pilsen = 190,40 *0.4536 / 36 * 0.68 = 3.53 Kg G = 38 (maiz) P maiz = 47.60 * 0.4536 / 38 * 0.68 = 0.836 Kg Es decir que en esta formula para los mismos 1,045 de OG utilizaremos: Malta Pilsen 3.53 Kg Maiz 0.836 Kg
|
5.- Ahora vamos a determinar la cantidad de lúpulo
| W(gramos) = Q * Cg * IBU / ( U% * A% * 1000 ) |
Donde:
- W = cantidad de lúpulo en gramos
- Q = cantidad final de cerveza a elaborar
- Cg = coeficiente que para cervezas de OG menores a 1050 es 1 y para mayores es igual a
| Cg = 1 + (G-1050) / 0.2 |
Ej. Cerveza con 1,075 de OG
Cg = 1 + (1,075 - 1,050)/0.2 = 1.125
- IBU = unidades de amargor deseadas
- U% = es un coeficiente que depende del tiempo del hervor
| Coeficientes:
15 minutos 15 (0.15) 30 minutos 19 (0.19) 60 minutos 27 (0.27) 90 minutos 34 (0.34)
Recordar que lo tomamos en % |
- A% = alpha acid del lúpulo que se va a utilizar
En nuestro ejemplo
Cascade El Bolson A% = 7% (0.07)
(Recordar que lo tomamos en % )
Volviendo a nuestro ejemplo aplicamos la formula completa:
| W(gramos) = Q * Cg * IBU / ( U% * A% * 1000 ) |
W = 20 * 1 * 16 / ( 0.27 * 0.07 * 1000 ) = 17 gramos
|
Si ahora vemos el mismo ejemplo pero combinando dos lúpulos diferentes tendremos:
El cálculo sería como sigue:
IBU = 16 Utilizaremos: 70% Lúpulo Cascade Alfa-acid 7% 30% Lúpulo Hallertauer Alfa-acid 4.1% IBU Cascade = 16 * 0.7 = 11.2 IBU IBU Hallerauer = 16 * 0.3 = 4.8 IBU Además determinamos los siguientes tiempos de hervor Cascade 60 minutos - implica un U = 27% = 0.27 Hallertauer 15 minutos - implica un U = 15% = 0.15 Reemplazando en las formulas vistas: W cascade = 20 * 1 * 11.20 / 0.27 * 0.07 * 1000 = 12 gramos W hallert = 20 * 1 * 4.8 / 0.15 * 0.041 * 1000 = 15.6 gramos El amargor en IBU será igual en ambos casos calculados 16 pero el segundo caso será más aromático y de sabor más fino. |
Con estos datos, podemos tener una idea aproximada de la cantidad de materia a usar en el proceso.
| Cerveza Pilsen Lager (1.045)
Malta: pilsen 4.41 kg Lúpulo: Cascade (alpha acid 7%) 17 gr. Levadura: Lager deshidratada 5 a 10 gr. OG: 45 (azucares)
IBU´s: 16 (amargor)
Q: cantidad a elaborar 20 litros
|

Circuitos de control
Para el control de flujo de líquidos, existen ya programas que mediante la interfaces estándar de las computadoras u otros dispositivos, logran controlar y visualizar las etapas del proceso de producción de la cerveza.

Pantalla de visualización y control del estado de los equipos y volumen de producción.

Esta unidad es del tipo multicanal para la indicación y el control de nivel con entrada de 16 sensores y con 8 relay de salida SPDT. Opcionalmente puede traer paquete de Software y Módem que permitirá su recalibración remota y adquisición de datos. Sistema de seguridad con clave para proteger el sistema de personas no autorizadas

Sensores de Nivel tipo Ultrasónicos de 2 o 3 cables, sin contacto con el producto, con o sin relay y con salida de 4 a 20 mA. Precisión de ± 0.25%. Usados en el control automático de temperatura. Rangos de 0.5 a 24.5' de distancias. Pueden conectarse a PLC o al controlador tipo continuo ( LC52-1001 ) con indicación de nivel y dos relay de salida.
Datos estadísticos de producción
La producción de cerveza en España ascendió a 25 millones de hectolitros en 1998, el uno por ciento más que el año anterior, y sitúa a España como tercer productor cervecero de Europa -después de Alemania y Reino Unido- y el noveno del mundo, según los datos de la asociación Cerveceros de España. De ellos, 24,5 millones de hectolitros correspondieron a los once grupos cerveceros más importantes del país.
| EMPRESA | PORCENTAJE |
| Grupo Cruzcampo | 22,5% |
| Mahou | 17,9% |
| Grupo Damm | 15,3% |
| San Miguel | 15,2% |
| El Aguila | 14,5% |
| (*) La multinacional holandesa Heinenken, propietaria en España de El Águila, ha comprado el Grupo Cruzcampo a Guinness, con lo que la producción conjunta sería del 37%. (*) Mahou ha adquirido recientemente el 100% de San Miguel con lo que la producción conjunta sería del 33,1%. |
Según un estudio realizado por la revista "Distribución y Consumo", editada por la empresa Mercasa, España produce 1.157 toneladas de lúpulo de media anual -la cuarta mayor de la Unión Europea- y 410.000 toneladas de malta.
En lo que se refiere a las exportaciones, éstas crecieron durante 1998 el 3,5 por ciento frente al año anterior y alcanzaron una cifra cercana a los 500.000 hectolitros, mientras las importaciones se redujeron en el dos por ciento y se situaron por debajo de los dos millones de hectolitros.
Tras los 13 años de crecimiento de la industria cervecera española, subida que alcanzó su punto álgido en 1990 -con una producción de 27,5 millones de hectolitros-, este sector inició en 1993 una caída en picado, al que siguió un periodo de altibajos que, de acuerdo con las cifras de los dos últimos ejercicios, parece haber llegado a su fin, señala el informe. Para el sector, los factores que podrían haber motivado la actual recuperación de la producción son la consolidación de una cultura cervecera entre los españoles y la estabilidad en el tratamiento fiscal.
Del sector cervecero español dependen 8.500 empleos directos e indirectos y las 21 fábricas existentes en el territorio nacional están repartidas entre Andalucía (cuatro), Cataluña y Madrid (tres), Canarias, Aragón y Valencia (dos), Murcia, Castilla-La Mancha, Galicia, Castilla León y Navarra (una).
El sector cervecero español presta especial atención a todos los aspectos relacionados con el medio ambiente y ha sido pionero en el reciclado de los envases no reutilizables, contribuyendo así al ahorro de energía y residuos.
Adicionalmente, el sector cervecero mantiene el índice más elevado de retornabilidad de todos los fabricantes de bebidas, ya que envasa la mayor parte de su producción total, un 65%, en este tipo de envases.
La siguiente tabla puede dar cuenta de la situación de la producción de cerveza del mercado hispanoamericano:
(Datos 1997)
| PAÍS | PRODUCCIÓN (millones de Hl.) |
| Brasil | 88.2 |
| México | 59.1 |
| Colombia | 20.0 |
| Venezuela | 17.2 |
| Argentina | 12.0 |
| Perú | 8.5 |
| Chile | 3.9 |
| Rep. Dominicana | 2.4 |
| Ecuador | 2.2 |
| Bolivia | 1.8 |
| Paraguay | 1.6 |
| Cuba | 1.5 |
| Panamá | 1.3 |
Para finalizar esta sección dedicada a la producción de cerveza, algo que puede resultar de interés es el Ranking por países de la producción mundial de cerveza:
(Datos 1997)
| PAÍS | PRODUCCIÓN (millones de Hl.) |
| U.S.A. | 236.4 |
| China | 170.0 |
| Alemania | 114.8 |
| Brasil | 88.2 |
| Japón | 67.9 |
| Gran Bretaña | 59.1 |
| México | 51.9 |
| Federación Rusa | 25.2 |
| Sudáfrica | 25.0 |
| España | 24.8 |
| Holanda | 24.7 |
| Canadá | 22.3 |
Este último Ranking sirve para hacernos una idea de la situación del mercado cervecero en 1998 aunque puede haberse quedado desfasado debido a los constantes cambios que se producen en el sector cervecero como producto muchas veces de las constantes fusiones y adquisiciones.
| LAS 10 PRIMERAS CERVEZAS EN EL MUNDO Marca
País
Volumen (millones de litros)
1990 1995 1996 1997
1 Budweiser
USA
5,926.06 5,022.5 4,987.3 5,010,7 2 Bud Light
USA
1,396.4 2,170.9 2,476 2,734.2 3 Brahma Chopp
Brasil
1,842,4 2,429 2,487,8 2,194,4 4 Asahi Super Dry
Japón
1,431.6 1,549 1,854 2,171 5 Corona Extra
México
1,056.1 1,549 1,748.5 1,948 6 Skol
Brasil
598,5 1,173.5 1,290.8 1,936.2 7 Antarctica
Brasil
1,983.2 1,877.6 1,877.6 1,924.5 8 Miller Lite
USA
2,335.2 1,865.8 1,877.6 1,924.5 9 Heineken
Holanda
1,549 1,713,3 1,795.4 1,877.6 10 Coors Light
USA
1,443.4 1,666.3 1,713.3 1,760.2
TOTAL
19,561.9 21,017 22,108.3 23,481.3 Fuente: Beverage World en Español, Sept/Oct. 1998, pp. 14 |
Empresas productoras de cerveza
Alrededor del mundo existen innumerables compañías productoras de cerveza, por lo cual solo nombraremos algunas y daremos especial importancia a las productoras latinoamericanas y españolas, dejando claro que México ocupa un importante lugar en la elaboración de cerveza a nivel mundia.
-
Cervecería Cuauhtémoc Moctezuma. Un importante grupo mexicano
-
Grupo Modelo, S.A. de C.V.
-
Cerveza Cosaco - Elaboración de cerveza artesanal de barril elaborada con ingredientes naturales y sin conservadores
-
Bavaria, S.A. - Elaboradores de cervezas, jugos, maltas y gaseosas.
-
Brahma Argentina Grupo Argentino productor de cerveza
-
Cervecería La Constancia, S.A. - Elaboradores y exportadores de las cervezas Pilsener, Suprema y Regia.
-
Cervecería Nacional S.A. - Elaboradores e importadores de cerveza
-
Cervecería Viejo Munich - Fábrica de cerveza artesanal.
-
Cervezas Cruzcampo
-
Cervezas DAMM
-
Compañia Cervecera de Nicaragua - Venta y elaboración de cerveza bajo la marca Cerveza Victoria.
-
Compañía Cervecerías Unidas S.A. (CCU) - Elaboradores de la cerveza Cristal.
-
Fábricas Nacionales de Cerveza S. A. - Información sobre la principal cervecería del Uruguay y sus marcas Pilsen, Doble, Uruguaya y Zillertal.
-
Grupo Heineken
-
Hermanos de Rivera, S.A. - Elaboradores de Estrella Galicia y otras cervezas.
-
La Cervesera Artesana - Fábrica artesanal de cervezas.
-
Pilsen Callao - Elaboradores y comercializadores de la cerveza peruana Pilsen Callao.
-
Quilmes - Productora de cerveza, proceso de elaboración, historia, plantas en el país y distribuidoras en el mundo.
Las cervezas más vendidas
JOHN MARTIN'S
Cerveza de color ambar, de alta fementación, de 5,8º de alcohol, de estilo ale. Elaborada en la fábrica de cerveza Lessee, Genial

LUCIFER
Cerveza de fermentación alta, estilo Ale, especial. . De 8% de alcohol. De color dorado, produce una espuma densa y muy blanca, burbujeo sostenido

PALM Speciale
Cerveza belga, tipo Ale, fermentación alta, de 5,1% de alcohol. El sabor de esta cerveza es suave y pleno, ligeramente dulzón y no excesivamente amargo.

RED ERIK
Cerveza Ale, de color ámbar, fermentación baja. De 6,6% de alcohol. Fue así bautizada en honor al vikingo descubridor de Groenlandia. Tiene una amplia gama de sabores y aromas

DE KONINCK
Cerveza de estilo Ale, de fermentación en caliente, de 5% de alcohol. Aunque no está considerada como Ale, tiene una corta guarda en frío. De Koninck en flamenco significa REY

DE KONINCK ANTÓN
Cerveza de estilo Ale, de baja fermentación, de 6% de alcohol. Cerveza rubia, con aroma a vainilla muy suave y agradable, con cuerpo, y así como un excelente sabor acaramelado. De color dorado y amplia espuma
NEWCASTLE
Cerveza negra, fermentación alta, estilo Brown Ale. De 4,7% de alcohol. Color ámbar oscuro, sabor a nuez, y malta suave tostada, toque de azúcar

BASS
Cerveza inglesa, de estilo Pale Ale. Fermentación alta, de 5% de alcohol. De aroma afrutado y un sabor característico malteado.

DOUGLAS
Cerveza de estilo Scotch Ale, fermentación alta, de 8,6% de alcohol. Sabor a malta y un toque a cebada tostada

GORDON FINEST GOLD
Cerveza de estilo Scotch Ale, fermentación alta, de 10% de alcohol. Cerveza rubia, con importante cantidad de alcohol, ligera en dulzor

Conclusiones
Si bien en estos tiempos ya se saben las causas por las cuales en el proceso de elaboración de cerveza, no se llegaba a la obtención de la misma, también se sabe que es necesario tener un control que permita medir con exactitud el estado del proceso, para lo cual puede perfectamente intervenir un Ingeniero en Informática.
La industria cervecera en México es tan importante que los Ingenieros en Informática deben ser capaces de manejar el flujo de datos necesario para que una empresa productora de cerveza cuente con la información instantánea y fiable del estado de la planta cervecera en cualquiera de las fases que esta contenga.
Además debe de contar con los conocimientos básicos de las etapas que componen el proceso de elaboración de la cerveza.
También es importante mencionar que se trata en general el tema de la producción de la cerveza, ya que en realidad existen diferentes tipos de cerveza que por la amplitud del tema, no es posible tratar en este apartado.
Las industria cervecera es tan importante en México, que muchas empresas son reconocidas a nivel internacional, y aunque México no es por si solo un gran consumidor de cerveza, si tiene un nivel elevado de consumo y también de exportaciones, por lo que es una industria creciente que se ampliara en los próximos años, con lo que se creara una fuente de emplea para los Ingenieros en informática.
Bibliografía
J. S. Hough
Biotecnología de la cerveza y de la malta
Chapman 1982
D. E. Briggs
Barley
Chapman 1978
La web de la cerveza
http://www.lupulo.es.org/http://www.lupulo.es.org/
"Las materias nitrogenadas y la cerveza"
J. Arnuncio Pastor
"Control de calidad en la cerveza"
S. Martín Aparicio
"Cinética del proceso de fermentación alcohólica del mosto de cerveza"
M. L. Gil de la Peña, M. A. Iznaola, J. J. García y J. Garrido
Powered y Dog Media[Author ID3: at Thu Jun 6 13:04:00 2002 ][Author ID3: at Thu Jun 6 13:04:00 2002 ][Author ID3: at Thu Jun 6 13:04:00 2002 ]
Aspectos generales, desde el malteado hasta la clasificación de las cervezas
Las características de los componentes de la cerveza
Otro mas del Mike
7
Almacén
6
Transporte
5
Molienda
4
Limpieza
3
Transporte
2
Almacén
1
Transporte
8
Mezclado
9
Almacén
10
Filtrado
11
Calentador
12
Enfriador
13
Almacén
14
Filtrado
15
Almacén
Descargar
| Enviado por: | Bermud |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.