Ingeniero en Automática y Electrónica Industrial
Tipos de válvulas
VÁLVULA DE BOLA FLOTANTE ESTANDART
![]()
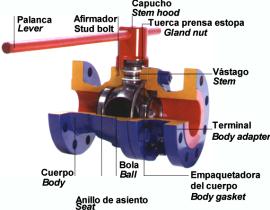
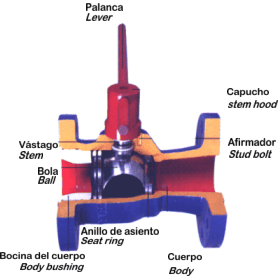
En este tipo de válvula la esfera se apoya y gira sobre los anillos de asiento, transfiriendo sobre estos, los esfuerzos que soporta por acción de las presiones de servicio. El inserto de material resiliente en los anillos de asiento, asegura un bajo torque de operación al igual que un sellado perfecto. Nuestras válvulas son sometidas a pruebas de fuego lo cual provee un sello efectivo metal-metal, en caso de que las altas temperaturas destruyan los insertos de material resiliente en los anillos de asiento. El diseño de nuestras válvulas no permite que el vástago sea expulsado por efecto de la presión interna en éstas. El vástago posee un doble sello de teflón de los cuales el interno es comprimido por éste contra el asiento en el cuerpo, debido al efecto de la presión interna en la válvula, aumentando así su acción sellante. La válvula de bola flotante puede ser fabricada de paso completo o paso reducido y puede ser operada con palanca y con operadores mecánicos, electromecánicos, hidráulicos o neumáticos. La variedad de aceros al carbono y aleados utilizados, nos permiten suministrar válvulas apropiadas para una amplia gama de servicios.
![]()
(Entrada Lateral)
Diseño exterior de una pieza / unibody, que reduce al mínimo la probabilidad de fuga externa. Diseñada, manufacturada y probada para servicios donde se requiera gran hermeticidad. A prueba de fuego, con asiento secundario elastómero en sus anillos y sellos con o'rings en Buna "N" o Viton(R). Fabricadas con paso reducido en los diámetros 2" * 1 1/2", 3" *2", 4"*3" y 6" *4" en las series Clase 150 y 300.
![]()
(Sello Metal - Metal)
A diferencia de las válvulas de bola convencionales, la importancia de la Válvula de bola trunnion sello Metal - Metal radica en el set esfera - anillos que es donde se generan las envidiables características que este tipo de válvula presenta
![]()
(Modelo 2))
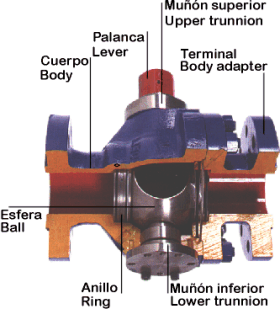
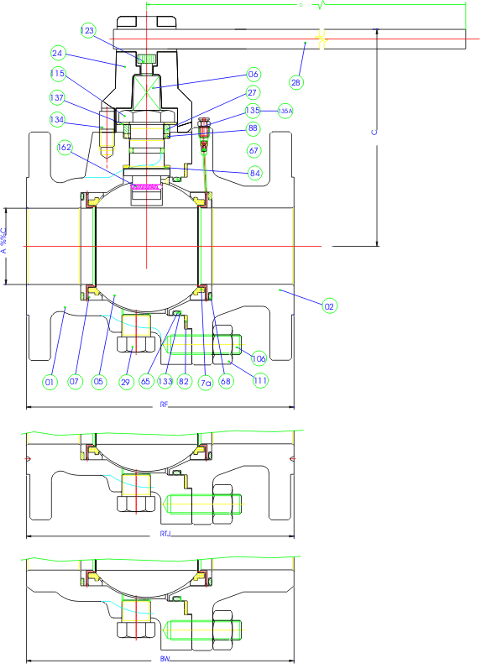
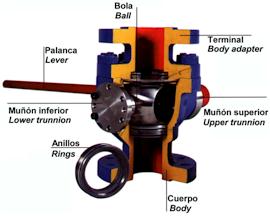
Las características de diseño de este tipo de válvula, la hace especialmente apropiada para uso continuo en condiciones severas de servicio. La parte externa de la válvula consta de un cuerpo y un terminal que en conjunto conforman una válvula de fácil ensamblaje y mantenimiento. El vástago posee una sección fresada, que entra en un sector de la esfera permitiendo así la transmisión efectiva del torque, sin que este sea afectado directamente por el empuje lateral de la esfera. La esfera está montada sobre muñones en todos los tamaños y presiones en que se fabrica este modelo de válvula. La esfera y el vástago giran libremente sobre cojinetes de metal impregnados con teflón que no requieren lubricación. El coeficiente de fricción es bastante bajo, lo cual permite la apertura y cierre de la válvula con mayor facilidad. Los anillos de asiento se encuentran colocados sobre resortes que ejercen presión sobre estos y los empujan contra la esfera, produciendo un sello hermético aún con baja presión diferencial. Ambos anillos poseen un asiento primario de material resiliente y uno secundario metálico. Todas las válvulas pueden ser utilizadas en servicio de doble bloqueo y purga ya que su doble sello permite drenar y desahogar la cavidad del cuerpo. Estas válvulas están disponibles en pasos nominales que van desde 2" hasta 36" y en las series ANSI 150, 300, 600, 900, 1500 y 2500 PSI. Se fabrican bridadas en acabados RF y RTJ como también con extremos para soldar. Debido a su diseño, presentan menor peso con relación a otras válvulas de su tipo y también pueden ser fabricadas con el tipo de asiento sello metal-metal. Pueden ser operadas con palanca, reductor, actuadores mecánicos, electromecánicos, hidráulicos y neumáticos. La garantía de estas válvulas se estima en 7000 ciclos de apertura y cierre, valor este experimentado sobre válvulas prototipo en el banco de simulación.
![]()
(Modelo tres)

Las características de diseño de este tipo de válvula, la hacen especialmente apropiada para uso continuo en condiciones severas de servicio. La parte extrema de la válvula consta de un cuerpo y dos terminales, que en conjunto conforman una válvula de fácil ensamblaje y mantenimiento. El vástago posee una sección fresada, que entra en un sector de la esfera permitiendo así la transmisión efectiva del torque, sin que este sea afectado directamente por el empuje lateral de la esfera. La esfera esta montada sobre muñones en todos los tamaños y presiones en que se fabrica este modelo de válvula. La esfera y el vástago giran libremente sobre cojinetes de metal impregnados con teflón que no requieren lubricación. El coeficiente de fricción es bastante bajo, lo cual reduce el torque necesario para abrir la válvula fácilmente. Los anillos de asiento se encuentran colocados sobre resortes que ejercen presión sobre estos y los empujan contra la esfera, produciendo un sello hermético aun con baja presión diferencial. Ambos anillos poseen un asiento primario de material resilente y uno secundario metálico. Todas las válvulas pueden ser utilizadas en servicio de doble loqueo y purga, ya que su doble sello permite drenar y desahogar la cavidad del cuerpo.
![]()
Las válvulas de bola fija son de acción más rápida y de cierre más hermético que las válvulas de globo o de compuerta del tipo convencional; son una combinación de una esfera perfecta apoyada en muñones y con asientos móviles. Se aplican a muchos servicios en los que con anterioridad se empleaban las válvulas de tipo convencional. También se obtienen en muchos metales especiales para válvulas con numerosos tipos de asientos de materiales elásticos y en muy variados diseños.
1.INSTALACION:
Para instalar correctamente las válvulas de bola fija se seguirán los siguientes pasos:
1.1 Limpiar correctamente la tubería donde la válvula va a ser instalada, ésta deber estar libre de partículas remanentes de óxido, escorias, gotas de soldadura, polvo y suciedad que se encuentren en su interior.
1.1. La válvula y/o la tubería deben tener el soporte necesario para eliminar el esfuerzo y la fatiga de las conexiones.
1.2. Remover las tapas protectoras de las bridas.
1.3. Asegurarse que la válvula abra y cierre correctamente.
1.4. Instalar la válvula en posición "abierta" (100%). Esto protegería la superficie de la bola durante la instalación.
1.5. Seguir las indicaciones de la plaquita de identificación de la válvula en cuanto los limites de presión, temperatura y materiales.
PRECAUCION:
Las válvulas de bola deben ser levantadas de manera que el cuerpo sostenga todo el peso. Nunca deben ser levantadas por la palanca, el reductor o el actuador.
2. OPERACION:
Para operar correctamente las válvulas de bola fija se deben tomar en cuenta las siguientes indicaciones:
2.1. La válvula debe ser operada en las posiciones "totalmente abierta" o "totalmente cerrada" únicamente. Dejar la válvula en una posición intermedia (semiabierta), puede ocasionar daños severos a los asientos y sellos de la misma dañándola rápidamente.
2.2. En las válvulas operadas con palanca, cuando ésta se encuentra alineada con el eje de la válvula (cañería) indica que la válvula esta "abierta". Si se observa la válvula desde arriba se podrá notar que el vástago gira 90° en el sentido de las agujas del reloj para cambiar de "abierta" a "cerrada".
2.3. En las válvulas operadas con reductores o actuadores, estos poseen indicadores mecánicos que muestran si la válvula esta "abierta" o "cerrada". Todos los volantes de los reductores y los actuadores, al momento de manipularlos, giran en el sentido de las agujas del reloj para cerrar la válvula.
2.4. La válvula no debe ser inmovilizada por periodos de tiempos muy largos. Si es posible debe ser accionada a intervalos regulares para asegurar una operación correcta y continua.
3.MATENIMIENTO:
El mantenimiento de las válvulas de bola fija es sumamente sencillo, ya que cuando llegan a perder su hermeticidad, algunas de sus piezas internas pueden ser reemplazadas con lo que las válvulas quedan prácticamente nuevas.
3.1.LUBRICACION:
Las válvulas de bola fija normalmente no requieren lubricación; sus anillos de asiento, las empaquetaduras de teflón y las bocinas antifricción, son auto lubricantes, debido a su bajo coeficiente de fricción. Sin embargo, la válvula cuenta con un sistema de inyección de grasa y se debe seguir el siguiente procedimiento:
3.1.1.PUNTOS DE LUBRICACION:
3.1.1.1. En la grasera (156) del muñón superior (12) a nivel del vástago (6), (Opcional, si el cliente lo requiere en su orden de compra).
3.1.1.2. En las graseras (135) a nivel de los anillos de asiento (7).
3.1.2. PLAN DE LUBRICACION RECOMENDADO:
La frecuencia de lubricación de la válvula debe basarse en el sentido común o en la experiencia de los usuarios con el equipo instalado. Las siguientes indicaciones servirán de guía hasta que las experiencias con el equipo indiquen lo contrario:
3.1.2.1. Lubricar mínimo una vez al año.
3.1.2.2. Cada tres meses si la válvula es operada con poca frecuencia (una vez al día o menos).
3.1.2.3. Cada 1000 ciclos si la válvula se opera mas de diez veces al día.
3.1.2.4. Cada 500 ciclos si la válvula se opera en condiciones severas o corrosivas y más de diez veces al día.
3.1.3. LUBRICANTES RECOMENDADOS:
El tipo de lubricante dependerá de las condiciones de servicio de la válvula (temperatura, tipo de fluido, etc.).
El lubricante puede ser usado para reducir la fricción o como sellante en ambos puntos de lubricación (3.1.1.1. y 3.1.1.2.).
En lo posible, se recomienda usar grasa lubricante para facilitar el movimiento y limitar el uso de grasa sellante solo para los casos de emergencia, donde hallan fugas a través de los asientos de la válvula.
3.2. FUGAS:
3.2.1. FUGAS POR EL VASTAGO:
Las fugas por el vástago pueden ser temporalmente eliminadas inyectando grasa sellante por la grasera del vástago (156). Este sistema de inyección de grasa a nivel del vástago es opcional y es incorporado a la válvula en los casos donde el cliente lo requiera.
3.2.2. FUGAS POR LOS ASIENTOS:
La válvula esta equipada con un sistema de inyección de grasa que funciona como sello de emergencia; las fugas pueden ser temporalmente eliminadas o por lo menos reducidas inyectando grasa sellante (con la válvula en posición "cerrada") por las graseras de los asientos (135). Para eliminar completamente la fuga por asiento, deberá ser desincorporada la válvula de la línea y desarmarla para reemplazar el(los) componente(s) dañados.
3.3. REVISION:
Para la revisión se siguen los siguientes pasos:
3.3.1. Desmonte la válvula de la línea, realice prueba hidrostática para determinar el tipo de fuga y desármela según las instrucciones en el punto 4.
3.3.2. Para la limpieza de todos los componentes use trapos limpios y un desengrasarte a base de agua, (en lo posible no use solventes).
3.3.3. Después de limpiar, revise cuidadosamente cada componente para asegurarse que las partes metálicas movibles y las superficies de sellado no estén dañadas. Revise también la condición de los o'rings y los anillos de antiextrucción (spare space).
3.3.4. Reemplace los componentes dañados.
3.3.5. Lubrique con grasa lubricante los o'rings. Las arandelas y bocinas Antifricción no necesitan engrasarse, ya que son autolubricantes.
NOTA:
El material de las empacaduras y de los o'rings dependerá de las condiciones de servicio de la válvula. para mayor información favor consultarnos.
4. DESARME:
Para desarmar la válvula de bola fija (tipo muñon, Modelo. 2 piezas), siga cuidadosamente las siguientes instrucciones:
4.1. Si la válvula esta en servicio lo primero que se debe hacer es eliminar la presión de la línea.
4.2. Abra la válvula de drenaje (142) para desahogar la presión interna del cuerpo (1) y luego coloque la válvula en posición "abierta".
4.3. Desmonte la válvula de la tubería.
4.4. La válvula debe ser colocada en posición horizontal, de forma tal que la parte superior este accesible.
NOTA:
Antes de desarmar la válvula es necesario marcar de forma permanente todas las piezas para poder rearmarla correctamente.
4.5. Retire el operador de la válvula, (si es un actuador o un reductor), después de remover los pernos que lo unen a la válvula; levántelo con cuidado hasta que este completamente separado del vástago (6). Tenga cuidado de no dañar ni el vástago (6), ni la chaveta (23), ni el actuador o reductor por algún golpe que resulte de la operación de desmontaje. Luego retire la chaveta (23) del vástago.
4.6. Levante la válvula y déjela descansar en la brida lateral del cuerpo, para que la cañería quede en posición vertical.
4.7 Destornille los pernos de la brida adaptadora (122) y retire la brida adaptadora (31).
4.8. Destornille los pernos (120) del muñón superior (12).
4.9. Extraiga del cuerpo (1), el grupo formado por el vástago (6) y el muñón superior(12). Retire la empacadura espirometálica (83) del muñón (12).
4.10. Extraiga el vástago (6) del muñón superior (12).
4.11. Retire los anillos antiextrucción (spare parts) (131), los o'rings del vástago (67), los o'rings del muñón superior (66) y la arandela Antifriccion del vástago (84).
4.12. Retire la grasera del vástago (156), si es necesario, para limpiarla, así como también para limpiar el conducto de entrada de la grasa sellante. (Este punto se llevará a cabo si el diseño contempla la inyección de grasa en el vástago).
4.13. Destornille los pernos del muñón inferior (121).
4.14 Extraiga el muñón inferior (13) del cuerpo (1), retire los o'rings del muñón (66) y la empacadura espirometálica (83) del muñón (13).
4.15. Destornille y extraiga el tapón de venteo (142) y el tapón de purga (29).
4.16. Retire las tuercas (111) de los espárragos (106), del terminal (2).
4.17. Levante el terminal (2) cuidadosamente para no dañar el o'ring y luego retire la empacadura espirometálica (82) del terminal (2).
4.18 Desenrosque los espárragos (106) del cuerpo (1).
4.19. Extraiga la esfera (5) del cuerpo (1). Suspenda la esfera con una eslinga de nylon para no dañarla. Colóquela sobre una paleta de madera o goma.
4.20. Las bocinas Antifricción (92) pueden ser removidas con un extractor solo si están dañadas.
4.21. Retire la arandela Antifricción (101) de la bola (5).
4.22. Extraiga los asiento metálicos (7) del cuerpo (1) y del terminal (2) y luego retire los o'rings de los anillos. Retire los anillos antiextrucción (spare parts) si los tuviere.
4.23. Retire los resortes de los asientos (31) de sus encajes en el cuerpo y terminal.
4.24. Limpie cada uno de los componentes (preferiblemente use desengrasante) para su revisión y verificación y así determinar la(s) causa(s) que originó(aron) la(s) falla(s), y decidir cuales piezas se deben reemplazar.
4.25. Determinar si es posible o no reparar la válvula.
5. REENSAMBLAJE:
5.1. Preparación del cuerpo (1).
5.1.1. Rosque los espárragos (106) de la junta de cuerpo terminal.
5.1.2. Inserte los resortes (139) en sus cavidades correspondientes.
5.1.3. Prepare un anillo de asiento (7) con sus respectivos o'rings (68) y anillos antiextrucción (130) si los tuviere.
5.1.4. Introduzca con presión el anillo (7) en su respectiva caja de anillo en el cuerpo (1), y deje este cuerpo apoyado en la brida lateral.
5.1.5. Prepare la esfera (5) colocando sus bocinas Antifriccion (92).
5.1.6. Introduzca la esfera en la cavidad del cuerpo y que descanse sobre el anillo (7). Centre y oriente la esfera de acuerdo a los agujeros para muñones.
5.2. Preparación del terminal (2).
5.2.1. Coloque la empacadura espirometalica (82), coloque el o'ring (65) en su respectiva ranura.
5.2.2. Inserte los resortes (139) en sus cavidades correspondientes.
5.2.3. Prepare el otro anillo de asiento (7) con sus respectivos o'rings (68) y anillos antiextrucción (130) si los tuviere.
5.2.4. Introduzca con presión el anillo (7) en su respectiva caja en el terminal (2).
5.3. Levante el terminal (2) con el anillo (7) hacia abajo y con cuidado hágalo encajar en el cuerpo (1) en
la posición correcta de modo que las graseras queden hacia el mismo lado, coloque cuatro tuercas (11) y apriételo hasta juntar cuerpo - terminal.
5.4. Prepare el muñón inferior (13) con su empacadura (83) y o'ring (66) y anillo Antifricción
(132) si lo tiene e introdúzcalo en su cavidad respectiva de modo que calce en la esfera (5), luego fijelo con dos tornillos (121).
5.5. Prepare el conjunto vástago (6) muñón superior (12) colocando en el vástago sus o'rings (67) el
anillo antiextrucción (131) si los tuviere y su arandela Antifricción (84). En el muñón superior, coloque las bocinas Antifricción (93,94), la empacadura (83), el o'ring (66) y el anillo Antifricción (132) si lo tuviere.
5.6. Con ayuda de una eslinga, suspenda el conjunto muñon superior-vástago e introdúzcalo en el cuerpo
y ajústelo con dos tornillos. (Si lo considera necesario para realizar esta operación, ponga el conjunto cuerpo (1) terminal (2) en posición horizontal apoyándose en el muñón inferior(13), luego introduzca el conjunto muñón superior de modo que calcen en la esfera (5), luego figelos con dos tornillos (120)).
5.7. Coloque las demás tuercas (111) de la junta cuerpo y terminal y apriételas según torque requerido.
5.8. Coloque los demás tornillos (120,121) para los muñones superior e inferior y apriételos según torque
requerido.
5.9. Coloque sus graseras con sus respectivas checks. (135,135ª). (Las graseras normalmente se colocan
después de la prueba hidrostática para verificar que los checks internos sellen correctamente.
5.10. Coloque el tapones de venteo (142) y el tapón de purga (29).
5.11. Coloque la brida tope o la brida adaptadora, según sea lo requerido. Céntrela y apriete
los tornillos que la sujetan con el torque correspondiente.
6. INSTRUCCIONES PARA LA PRESERVACION DE LAS VALVULAS DURANTE EL ALMACENAMIENTO:
6.1. Almacenar las Valvulas en posición "totalmente abiertas" para protección de la esfera. En caso de que el cliente requiera la válvula cerrada se debe asegurar que las bridas tengan cubiertas protectoras.
6.2. Si la(s) válvula(s) va(n) a ser almacenada(s) por periodos de tiempo muy largos se recomienda llevar a cabo las siguientes operaciones cada tres meses aproximadamente:
6.2.1 Accionar el operador de la válvula (palanca o actuador) para asegurarse de que esta
abra y cierre correctamente.
6.2.2. Eliminar el polvo o cualquier otra partícula extraña de la zona de la cañería.
6.2.3. Lubricar las zonas de la esfera y la cañería si es necesario.
6.2.4. Cambiar las cubiertas protectoras de las bridas si están dañadas.

![]()
Descargar
| Enviado por: | Neo |
| Idioma: | castellano |
| País: | Chile |
Todos los derechos reservados.