Deporte, Educación Física, Juegos y Animación
Principales sistemas de tiempos predeterminados
PRINCIPALES SISTEMAS DE TIEMPOS PREDETERMINADOS
Los tiempos predeterminados son una colección de tiempos válidos asignados a movimientos y a grupos de movimientos básicos, que no pueden ser evaluados con exactitud con el procedimiento ordinario del estudio cronométrico de tiempos. Son el resultado del estudio de un gran número de muestras de operaciones diversificadas, con un dispositivo para tomar el tiempo, tal como la cámara de cine, que es capaz de medir elementos muy cortos. Por sus características, estos movimientos básicos se pueden agrupar adecuadamente hasta formar elementos completos de operaciones que permiten cuantificar el tiempo de éstos sin necesidad del cronómetro, además de las ventajas de un análisis minucioso del método.
Entre los principales sistemas de tiempos predeterminados se destacan:
MTM.
WORK - FACTOR
GPD (General Purpose Data - Basado en MTM)
BMT (Basic Motion Timestudy)
MODADPTS
EL SISTEMA MTM
El MTM se define como un procedimiento que analiza cualquier operación manual o método con base en los movimientos básicos necesarios para ejecutarlos, asignando a cada movimiento un tiempo tipo predeterminado, que se define por la índole del movimiento y las condiciones en que se efectúa.
Este sistema no se basa sólo en tablas de tiempos para movimientos básicos, sino que también establece las leyes sobre la secuencia de estos movimientos interpretando matemáticamente, casi de la misma manera que las leyes físicas o químicas, los resultados materiales esperados, que pueden presentarse bajo condiciones físicas variables.
El MTM reconoce ocho movimientos manuales, nueve movimientos de pie y cuerpo ~ dos movimientos oculares. El tiempo para realizar cada uno de ellos se ve afectado por un combinación de condiciones físicas y mentales.
La ley por la que se rige el uso de los movimientos (sus secuencias y combinaciones) se llama principio de la reducción de movimientos.
Debe advertirse que el MTM tiene varias limitaciones, entre ellas el hecho de que no abarca elementos controlados de manera mecánica ni movimientos físicamente restringidos de proceso y aspectos similares.
Procedimiento para el empleo del MTM
El empleo del MTM es muy sencillo y su procedimiento puede resumirse en los puntos siguientes:
Determinar los micromovimientos básicos que deben utilizarse en la operación que se estudia.
Sumar el valor del tiempo dado por las tablas de datos del MTM para cada uno de dichos micromovimientos.
Conceder el suplemento por fatiga, retrasos personales y retrasos inevitables
CARACTERISTICAS PRINCIPALES DE 5 SUBCLASIFICACIONES DEL METODO MTM
El MTM es un sistema para estudiar el trabajo donde los métodos se subdividen en movimientos básicos, a los que se les asignan valores en tiempo predeterminado
Movimiento básico
Cualquier movimiento del cuerpo humano o de los miembros del cuerpo utilizado en un sistema de análisis de movimiento es conocido como unidad básica de trabajo.
ALCANZAR
Es el movimiento manual básico efectuado con el fin predominante de transportar la mano o los dedos a un destino. Es necesario tratar directamente sobre tres variables al analizar este Movimiento, a saber:
Nivel de control (caso).
Tipo de movimiento (mano en movimiento).
Distancia alcanzada (en cm).
Nivel de control (caso)
Existen los siguientes casos:
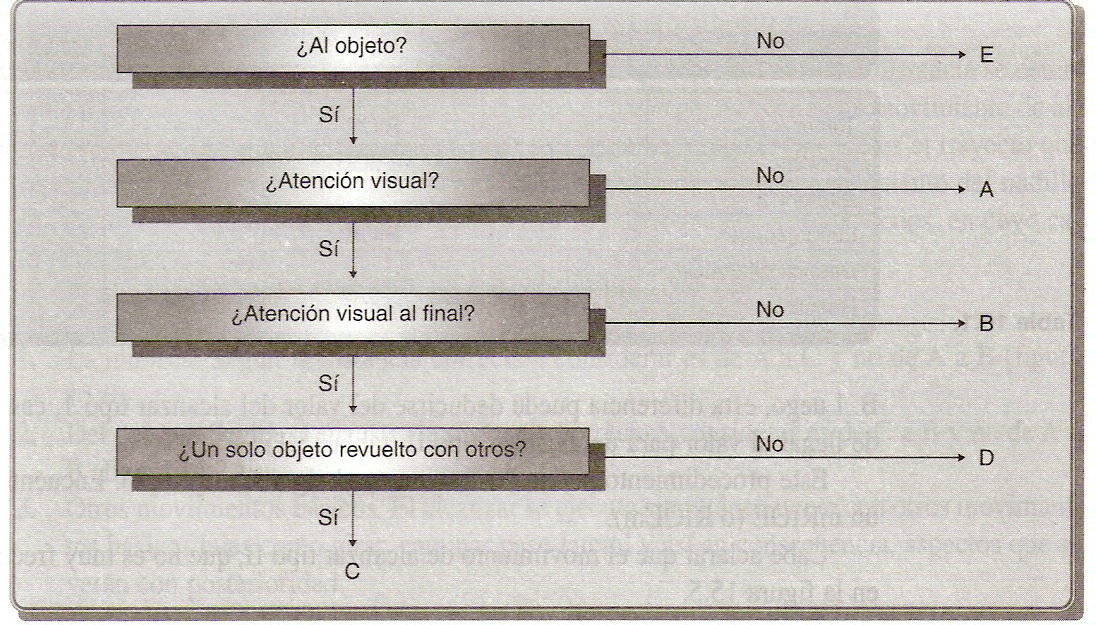
1. Alcanzar (caso A). Alcanzar un objeto en un lugar fijo o un objeto en la otra mano en el cual descanse la otra mano
Se requiere aclarar que el analista debe estudiar los movimientos con base en su comprensión y no siguiendo a ciegas las reglas específicas de la clasificación.
En seguida se anotan ejemplos que un analista sin comprensión clasificaría cómo alcanzar caso A.
Alcanzar un objeto frágil, agudo o flexible, aun cuando esté sostenido en la otra mano. Un objeto sostenido en la otra mano no debe ser extremadamente pequeño y el punto de coger debe quedar cuando mucho a 8 cm de la mano que está sosteniéndolo. Si el objeto está a más de 8 cm de la otra mano, verificar qué tipo de control se requiere. Es importante recordar que para clasificar un alcanzar, como es el caso de A, debe ejecutarse con un bajo nivel de control.
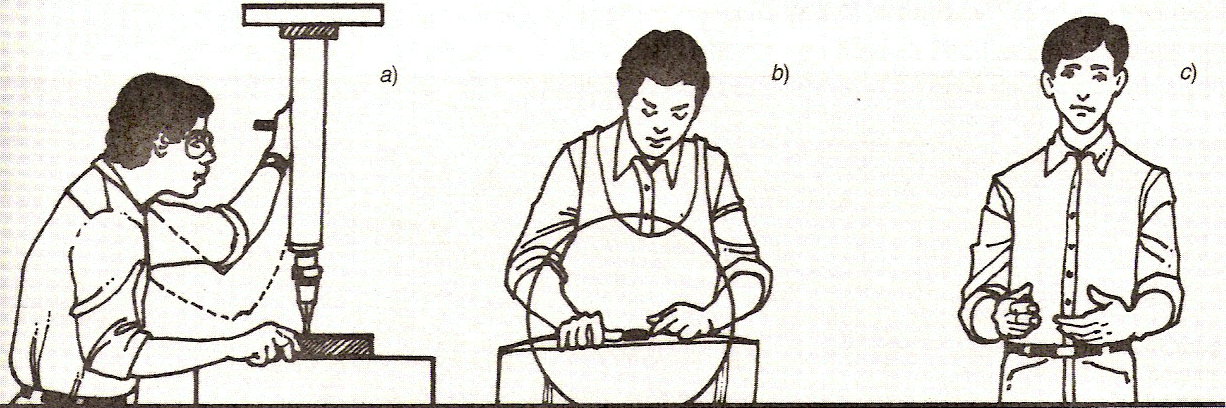
Alcanzar (caso B). Alcanzar un objeto en un lugar que puede variar ligeramente de ciclo a ciclo (figura 15.lb).
Un caso típico es el de alcanzar una herramienta. Se utiliza un control medio.
Alcanzar (caso e). Alcanzar un objeto amontonado con otros en un grupo de manera que se deba buscar y seleccionar. Este alcanzar ocurre principalmente cuando se alcanza un pequeño objeto amontonado con otros, como alcanzar una sola tuerca en un grupo de tuercas, etcétera, siempre y cuando los objetos sean razonablemente pequeños. Si los objetos son grandes, como un huevo en un montón de huevos, se utiliza otro tipo de alcanzar (A o B). Lo mismo sucede si el alcanzar es el grupo (se van a tomar varios) y no un solo objeto.
Los objetos amontonados pueden ser idénticos o distintos, pero deben ser fácilmente distinguibles entre sí, si son diferentes. El alcanzar e no incluye tiempo para "andar buscando" un objeto, pues éste debe verse fácilmente
Alcanzar (caso D). Alcanzar un objeto muy pequeño o donde se requiere del coger preciso. La característica distintiva del movimiento es que un coger preciso debe seguir a este alcanzar, que a menudo se ejecuta cuando el objeto que se va a sujetar es frágil, filoso, caliente o presenta otros peligros para el operador.
Alcanzar (caso E). Alcanzar a una ubicación indefinida para poner la mano en posición para el equilibrio del cuerpo, o para el siguiente movimiento o fuera de lugar. El alcanzar E raramente es un movimiento limitante, nunca precede directamente a un coger.
La representación gráfica de este movimiento, en sus diversos tipos, se presenta en la siguiente figura
TIPO DE MOVIMIENTO
Tipo I
La mano en descanso tanto al principio como al final del movimiento. Éste, que es el tipo más común, se muestra en la figura 15.4.
En la tabla de alcanzar en la tarjeta de datos del MTM, las primeras cuatro columnas de datos de tiempo son para movimientos de tipo 1. En la sección símbolos de alcanzar se anotarán los elementos que integran al alcanzar en los tipos 1, II Y m.
Tipo II
Mano en movimiento ya sea al principio o al final del movimiento. Los valores de los casos A y B se encuentran en la columna de la tarjeta de datos del MTM titulada "Mano en movimiento".
Tipo III
Mano en movimiento tanto al principio como al final del movimiento extremadamente raro.
Los valores de los casos A y B tipo III se obtienen de la siguiente manera: deduciendo la diferencia entre el tipo I y el tipo II.
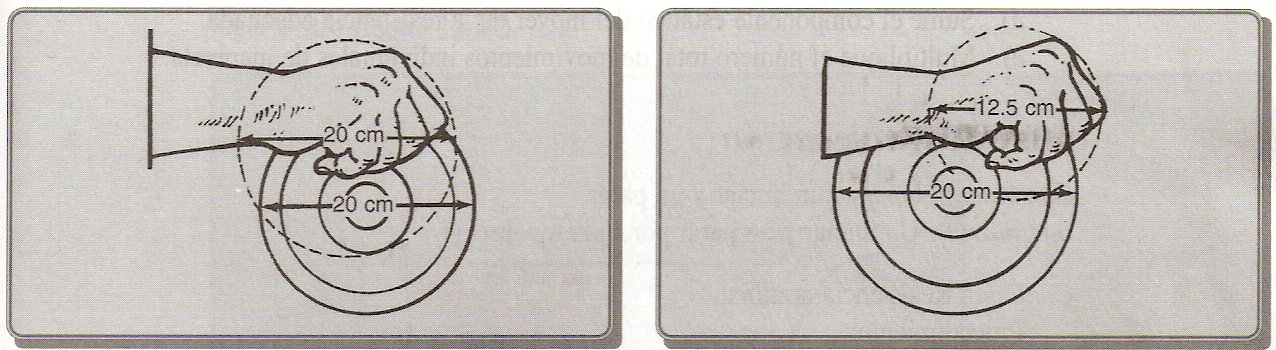
Distancia
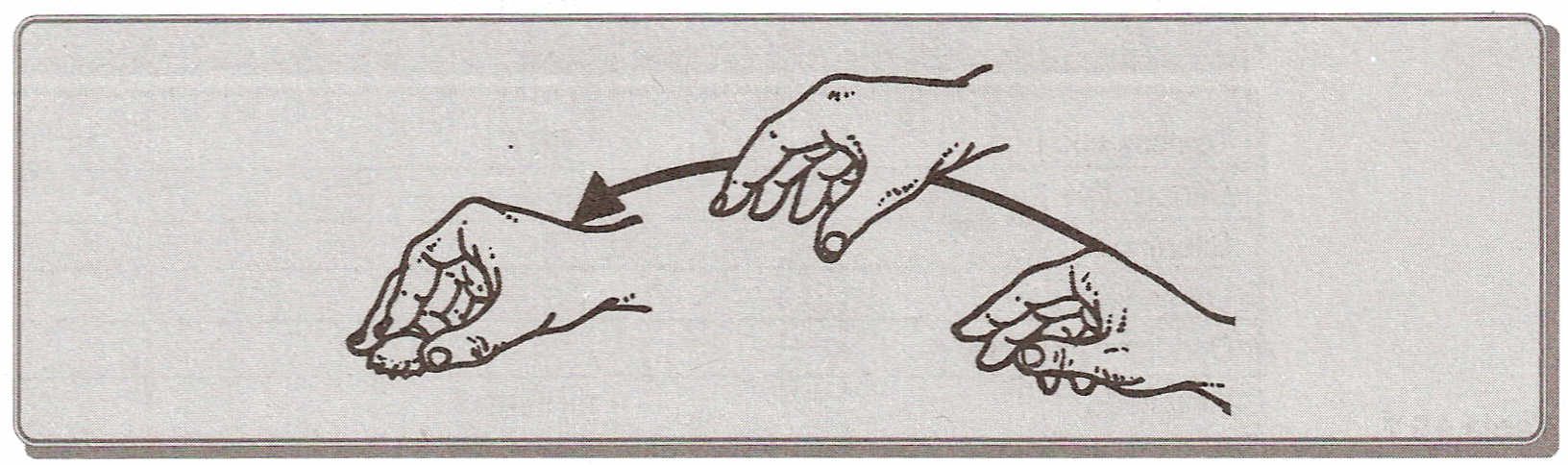
Es la variable que ejerce el mayor efecto sobre el tiempo de ejecución. La distancia se determina midiendo el trayecto de la mano al realizar un alcanzar. Se realiza un movimiento de alcanzar y se notará que el trayecto de la mano es generalmente curvo: éste es el trayecto que se mide. Un punto conveniente de medición de la distancia es el desplazamiento del nudillo en la base del dedo índice. También el alcanzar se puede realizar con los dedos, en cuyo caso la distancia se mide en la yema del dedo.
El alcanzar algunas veces es ayudado por movimientos de:
La muñeca. Según la distancia correcta a considerar es de A a C y no de A a B
Del cuerpo. Según se muestra la distancia correcta a considerar es de C a B y no de A a B
Otros movimientos básicos. El alcanzar se ejecuta simultáneamente con otros movimientos básicos tales como girar, caminar paso lateral y así en consecuencia, aspectos que se verán con posterioridad.
Por lo general, la forma más conveniente de medir la distancia es mediante una cinta de acero flexible. Cuando no se requiere una exactitud estricta, se puede estimar cuidadosamente
MOVER
Es el movimiento manual básico efectuado con el fin predominante de transportar un objeto a un destino con dedos o mano.
Al analizar los moveres, debe tratarse directamente con cuatro variables, que son:
Nivel de control (caso)
Tipo de movimiento
Distancia
Niveles de control (casos)
Existen los siguientes casos:
Mover (caso A). Mover un objeto a otra mano contra un tope. Mover el objeto a la otra mano a menudo ocurre conjuntamente con un alcanzar A de la otra mano. Asimismo, el tope coloca el objeto en un lugar exacto sin necesidad de usar el alto control.
Mover (caso B). Mover el objeto hacia un lugar aproximado o definido. Es ejecutado con un control bajo o mediano. Además, es el caso más frecuentemente encontrado (véase la figura 15.9).
Mover (caso C). Mover un objeto a un destino o situación exacta, ejecutado con alto control. El mover C se completa usando tanto la vista como la concentración (véase la figura 15.10).
TIPO DE MOVIMIENTO
Lo expuesto sobre los tipos de movimiento en el apartado 15.6 de alcanzar también se aplica al mover.
Distancias del movimiento
Lo explicado sobre las dístancias del movimiento en el apartado de alcanzar también se aplica al mover.
Peso o resistencia
El aumento del peso o resistencia en un mover tiene el efecto de aumentar el tiempo de su ejecución.
Peso neto efectivo (PNE)
Es igual a la resistencia encontrada por una sola mano al efectuar un mover. Cuando un mover con peso se realiza con ambas manos, el PNE será generalmente la mitad de la resistencia total de cada mano y en la hoja de análisis se mostrará tanto en la columna izquierda como en la derecha.
Para los moveres especiales el PNE es igual al peso del objeto.
Para los moveres en deslizamiento, el PNE es igual al peso del objeto multiplicado por el coeficiente de fricción. El peso nominal es de 2 kg o menos.
GIRAR
Es el movimiento manual básico efectuado al hacer girar la mano vacía o llena sobre el eje longitudinal del antebrazo.
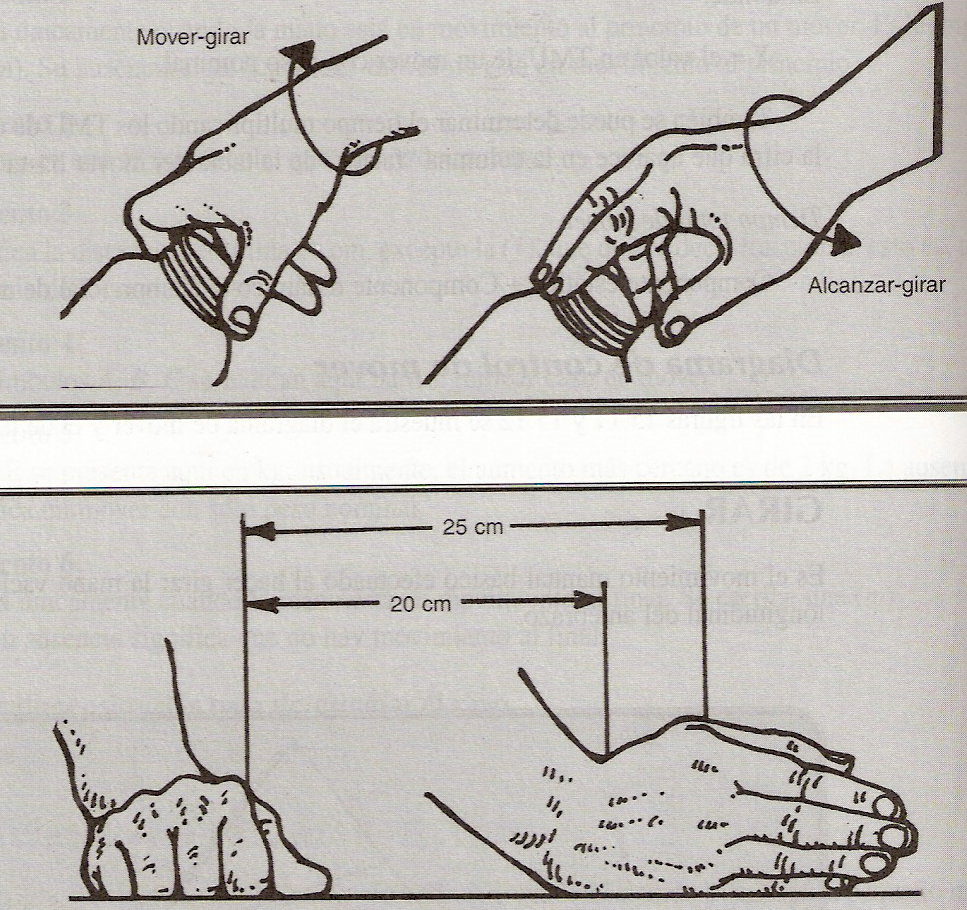
Mano vacía o cargada
Un girar realizado con la mano vacía es frecuentemente llamado un alcanzar-girar.
Un girar con la mano cargada es un mover-girar.
Cuando un girar se combina con un alcanzar o mover, es conveniente medir el alcanzar o mover en el nudillo del dedo cordial para evitar el efecto del desplazamiento del girar sobre la medición
Variables de girar
Las variables son las siguientes:
Distancia. Ésta se mide en términos de grados girados. Los grados girados se miden en relación con el eje largo del antebrazo con el plano de rotación aproximadamente perpendicular a este eje.
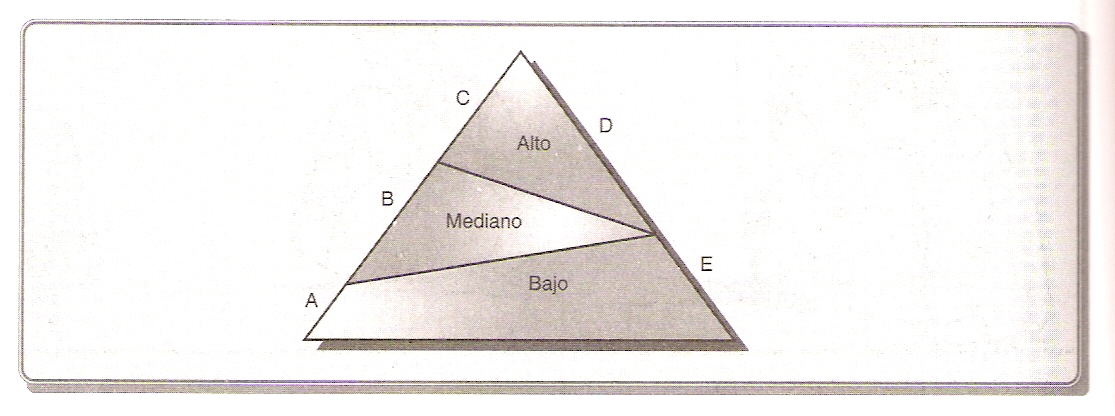
Resistencia. Debido a lo poco frecuente del mover-girar con resistencia mayor de 1 kg, se ha clasificado en cuatro categorías, que rinden resultados satisfactorios para determinar el tiempo para el girar. Estas categorías son:
Sin resistencia: mano vacía.
Pequeña: hasta 1 kg.
Mediana: de 1.1 a 5 kg.
Grande: de 5.1 a 16 kg.
MANIVELA
Es el movimiento manual básico ejecutado con los dedos, mano, muñecas, antebrazo, en un trayecto circular con el antebrazo pivoteando en el codo.
Variables de la manivela
Tamaño de la manivela
Número de revoluciones
Resistencia (en kg)
Método de ejecución
Tamaño de la manivela
El tamaño de la manivela es el diámetro del trayecto de la mano, usualmente medido en la base del dedo índice
Debe tenerse cuidado de no usar el diámetro de la rueda cuando no corresponda estrechamente con el diámetro del trayecto de la mano
Número de revoluciones
Un movimiento de manivela se considera que tiene efecto solamente si hay una media revolución o más. Si se gira un volante a menos de media revolución, el movimiento se analiza como un mover.
Resistencia
Los datos del componente estático y dinámico de la tabla del mover, son aplicables al movimiento de manivela. Se tienen dos casos:
Movimientos continuos de manivela.
Procedimiento:
Determine el tiempo por revolución de la tabla de manivela.
Multiplique el tiempo de revolución por el número de revoluciones.
Agregue el tiempo de iniciar y pasar de la tabla de manivela.
Multiplique el punto 3 por el adecuado factor de la tabla de mover.
Sume el componente estático del mover a la resistencia adecuada (se encuentra en l columna constante TMU de la tabla de mover).
Movimientos intermitentes de manivela.
Procedimiento:
Determine el tiempo de una revolución de la tabla de movimiento de manivela.
Sume el tiempo de iniciar y parar de la tabla de movimiento de manivela.
Multiplique el punto 2 por el factor adecuado de la tabla de mover.
Sume el componente estático del mover de la resistencia adecuada.
Multiplique el número total de movimientos individuales de manivela.
MOVIMIENTO DEL CUERPO
Movimiento de pies
Es el movimiento del metatarso del pie hacia arriba o hacia abajo, con el talón del pie utilizado como punto de apoyo (fulero). Símbolo FM.
Movimiento de pie con fuerte presión. Cuando un movimiento de pie es ejecutado con presión fuerte, es evidente que es más lento. Símbolo FMP. Movimiento de piernas
Es el movimiento de la pierna en cualquier dirección, con la rodilla o la cadera como pivote: el propósito predominante es mover el pie más que mover el cuerpo. Símbolo LM.
El símbolo para movimiento de piernas incluye la longitud del movimiento en centímetros. La distancia se mide en el tobillo. El valor del tiempo asignado a todos los movimientos de piernas de hasta 15 cm es 7.1 TMU. Así, un LM8 tiene un tiempo de ejecución de 7.1 TMU; para cada cm que exceda de 1.5 cm se agrega un 0.5 TMU.
Agacharse
Es el movimiento de inclinar el cuerpo en posición de arco hacia adelante desde la posición de pie, de manera que las manos puedan alcanzar más abajo del nivel de las rodillas, las cuales no se flexionan. Símbolo B.
Levantarse del agacharse. Es el movimiento de regresar el cuerpo de un agacharse a una posición de pie firme. Símbolo AS.
Encuclillarse. Es el movimiento de inclinar el cuerpo hacia adelante desde una posición de pie, de manera que las manos puedan alcanzar el piso. Símbolo S.
Levantarse de cuclillas. Es el movimiento de regresar el cuerpo del encuclillar a una posición erecta de firme. Símbolo AS.
Arrodillarse en una rodilla
Es el movimiento de bajar el cuerpo de una posición de pie firme mientras se desplaza un pie hacia adelante o hacia atrás y se baja la rodilla de la otra pierna. Símbolo KOK.
Levantarse del arrodillarse en una rodilla. Es el movimiento de regresar el cuerpo de arrodillarse en una rodilla a una posición erecta de pie. Símbolo AKOK.
Arrodillarse en ambas rodillas. Es el movimiento de bajar el cuerpo desde una posición erecta de pie a la vez que se desplaza un pie hacia adelante o hacia atrás y se baja una rodilla al piso y se coloca la otra rodilla adyacente a él. Símbolo KBK.
Levantarse de arrodillarse en ambas rodillas. Es el movimiento de regresar el cuerpo del arrodillarse en ambas rodillas a una posición de pie firme. AKBK.
Sentarse. Es el movimiento de bajar el cuerpo desde una posición de pie firme directamente frente al asiento y trasladar el peso del cuerpo al asiento. Símbolo SIT.
Pararse. Es el movimiento de trasladar el peso del cuerpo del asiento y levantar el cuerpo a una posición de pie firme directamente frente al asiento. Símbolo STD.
TECNICA MOST
MOST es un sistema predeterminado de la cuarta generación, el cual permite el análisis de cualquier operación manual y algunas operaciones con equipo. El concepto MOST se basa en actividades fundamentales, que se refieren a la combinación de movimiento de los objetos; las formas básicas de movimiento son descritas por secuencias.
CONCEPTO DE MOST
LA MEDIDA DE TRABAJO
Ésta se utiliza, básicamente, cuando se quiere saber el tiempo requerido para cumplir el planeamiento, determinar la calidad de la ejecución, y establecer los costos. Por ejemplo, en una empresa que requiera fabricar un nuevo producto con el uso de un sistema y tiempos de movimientos predeterminados, se podrían llevar a cabo los procesos de planeamiento y determinación del presupuesto. Así, con los tiempos de fabricación y de montaje de varias piezas y/o componentes, un gerente podría:
Determinar el costo laboral total del producto y la cantidad de obreros que se requieren.
Precisar el número de máquinas, la cantidad de materiales requeridos, y cuándo se deben recibir.
Determinar el programa total de la producción y establecer metas para la producción.
Llevar hasta el fina] la producción y el cumplimiento de las metas.
5. Comprobar la eficiencia departamental o de algunos individuos.
6. Conocer los gastos reales de producción y pagar de acuerdo con los resultados.
Una vez que se tiene experiencia en la manufactura de productos, ésta se puede usar para planear el futuro. Esa información muestra lo que pasó exactamente y se puede usar para pronosticar si: las condiciones y los procesos originales serán repetidos exactamente y las acciones que van a ser ejecutadas serán exactamente como aquellas sobre las cuales se basan los datos históricos. Cuando e] trabajo se hace bajo estas condiciones, los datos históricos funcionan bien.
Con esta técnica se utilizan tres tipos de secuencias de actividad que son fundamentales para medir el trabajo manual, más un cuarto tipo para medir los movimientos de objetos con grúas manuales:
La secuencia de mover general (para movimiento espacial de un objeto que está libremente por el aire).
La secuencia de mover controlado (para el movimiento de un objeto cuando queda en contacto con una superficie o se junta a otro objeto durante el movimiento).
La secuencia de utilización de herramientas (para el uso de herramientas manuales comunes).
LA SECUENCIA DE MOST BÁSICO
Por mover general se entiende el mover objetos con las manos de un lugar a otro a través del aire. Se compone de cuatro subactividades que cubren diferentes situaciones:
-
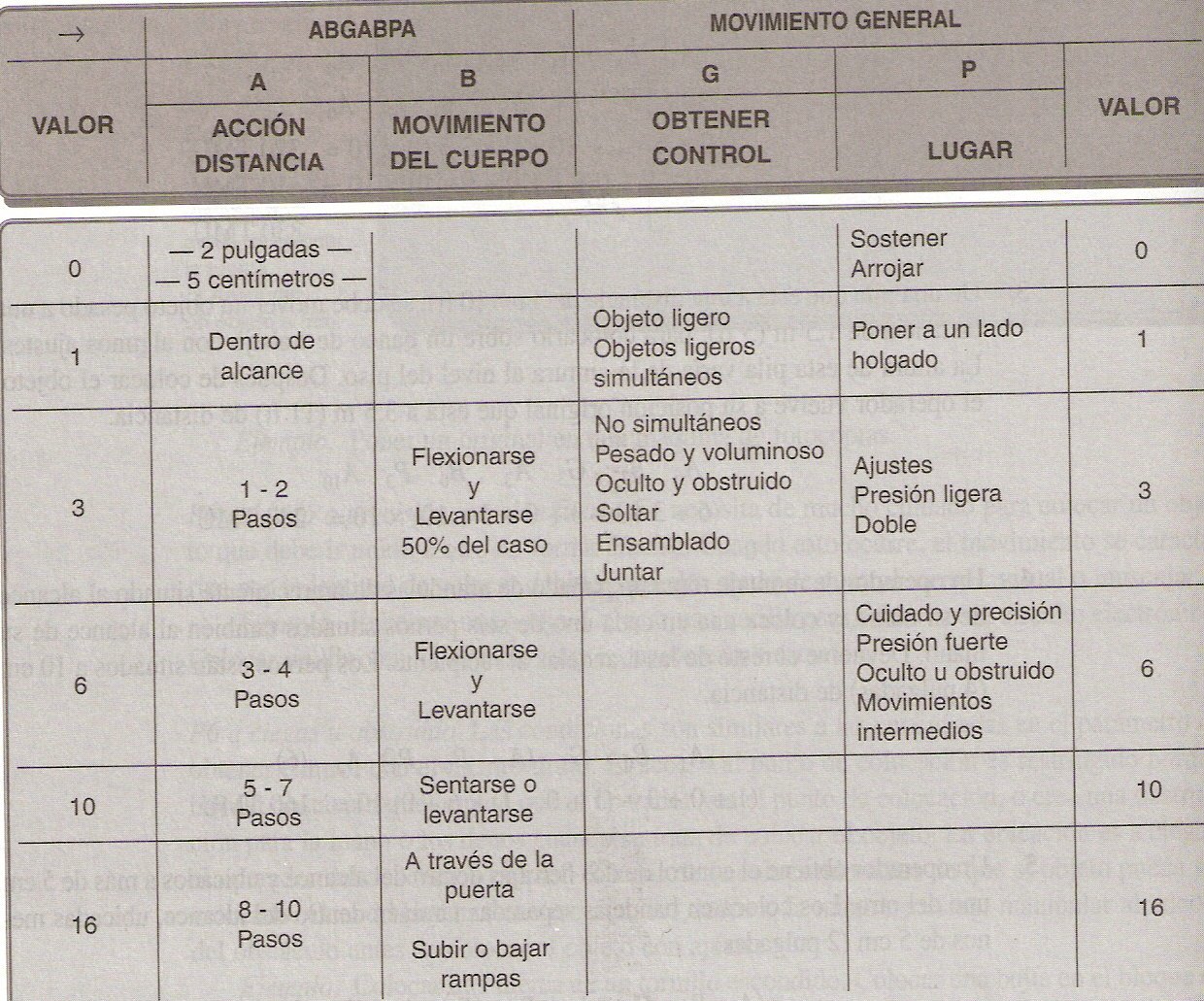
A Distancia de acción (principalmente horizontal).
-
B Movimiento del cuerpo (principalmente vertical
-
G Obtener control.
-
P Poner.
Esas subactividades se ordenan en un modelo de la secuencia de la técnica MOST, que consiste en una serie de parámetros organizados en una secuencia lógica. A cada parámetro se le aplican subíndices de valores relacionados con el tiempo, que indican el contenido de movimiento de cada uno de ellos. Una secuencia de mover general con sus subíndices aparecería así:
Donde:
A6
B6
G1
A6
Bo
P3 A0
A6 = Andar de tres a cuatro pasos hacia la ubicación del objeto.
B6 = Agacharse y levantarse.
G1 = Obtener control de un objeto liviano.
A6 = Mover el objeto a una distancia dentro del alcance.
Bo = No hay movimiento del cuerpo.
P3 = Colocar y ajustar el objeto.
Ao = No volver al lugar inicial.
Este ejemplo representa la siguiente actividad: caminar tres pasos para levantar un perno del nivel del suelo, levantarse y colocar el perno en un agujero.
Mover general es usado con más frecuencia que las otras tres secuencias. Cerca de 50% del trabajo manual ocurre como mover general; el porcentaje es más alto para trabajos de montaje o manipulación de materiales, y el más bajo en los talleres de maquinaria.
El segundo tipo de mover es descrito por la secuencia de mover controlado
Esta secuencia se usa para cubrir actividades tales como la operación de una palanca o una manivela, la activación de un cotón o llave eléctrica, o simplemente para deslizar un objeto sobre una superficie. Además de los parámetros de A, B Y G de la secuencia de mover general, el modelo de la secuencia para mover controlado incluye las siguientes subactividades:
M Movimiento controlado.
X Tiempo del proceso.
I Alineación.
Alrededor de una tercera parte de las actividades que ocurren en un taller de maquinaria incluyen movimientos controlados. En trabajos de montaje, la cantidad es mucho menor. Una actividad típica es la de engranar con la placa de alimentación de una fresadora. Para esta operación, el modelo de la secuencia con sus índices, aparecería así:
A1 B0 G1 M1 X10 I0 A0
donde:
A1= Alcanzar una palanca.
Bo = Sin movimiento del cuerpo.
Gl = Obtener control de la palanca.
M1 = Mover la palanca hasta 30 cm para meter la alimentación.
Xo = Tiempo del proceso de aproximadamente 3.5 s.
lo = Sin alineación.
Ao = Sin volver al lugar inicial.
El tercer modelo de la secuencia que está incluido en la técnica MOST es el Modelo de la secuencia de la utilización de las herramientas. Esta secuencia abarca el uso de herramientas manuales para actividades tales como apretar o soltar, cortar, limpiar, calibrar y grabar. Incluso, ciertas actividades mentales pueden ser clasificadas como utilización de herramientas: leer y pensar.
En realidad, esta secuencia es una combinación de las actividades de mover general y mover controlado.
El uso de una llave para tuercas puede ser descrito por la secuencia que sigue:
A1 Bo G1 A1 Bo P3 F10 A1 Bo P1 Ao
donde:
A1 = Alcanzar la llave.
Bo = Sin movimiento del cuerpo.
G1 = Obtener control de la llave.
CONVERSIONES PARA CALCULAR TIEMPOS ESTÁNDAR
| 1 TMU | = | 0.00001 | hora |
| 1 TMU | = | 0.0006 | minuto |
| 1 TMU | = | 0.036 | segundo |
| 1 hora | = | 100000 | TMU |
| 1 minuto | = | 1 667 | TMU |
| 1 segundo | = | 27.8 | TMU |
A1 = Mover la llave a un cerrador dentro del alcance.
B0 = Tiempo del proceso de aproximadamente 3.5 s.
P3 = Colocar la llave sobre el cerrador.
F10 = Apretar el cerrador con la llave.
A1 = Mover la llave una distancia dentro del alcance
B0 = Sin movimiento del cuerpo.
P 1 = Colocar la llave sobre el cerrador.
AO = Sin volver al lugar inicial.
UNIDADES DE TIEMPO
Las unidades de tiempo usadas en MOST son idénticas a las usadas en MTM se basan en horas y partes de horas que se llaman unidades de media del tiempo (TMU-Time Measurement Unit). Un TMU equivale a 0,00001 horas, la tabla 17.2 proporciona las conversiones para calcular los tiempos estándar.
SECUENCIA DE MOVER GENERAL
El mover general se caracteriza por seguir una secuencia fija de subactividades que consta de las siguientes etapas:
Alcanzar con una o dos manos el objeto u objetos, ya sea con o sin la ayuda de movimientos del cuerpo, con o sin pasos.
Obtener control manual del objeto.
Mover el objeto una distancia hacia el punto donde ha de colocarse, directamente o en conjunción, con movimientos del cuerpo o con pasos.
Colocar el objeto en una posición temporal o final.
Volver al lugar inicial.
MODELO DE SECUENCIA
El modelo de secuencia toma la forma de una serie de letras, llamadas parámetros, que representan las variadas de la secuencia de mover general. Los parámetros de la secuencia de mover general describen el modelo de cinco etapas ya indicado:
A B G A B P A
DONDE:
A = Distancia de acción.
B = Movimiento del cuerpo.
G = Obtener control.
P = Colocar.
DEFINICIÓN DE LOS PARÁMETROS
A Distancia de acción. Incluye todos los movimientos espaciales de los dedos, manos y/o pies, ya sea con o sin carga. Cualquier control externo de estas acciones requiere el uso de otros parámetros.
B Movimiento del Cuerpo. Incluye todos los movimientos verticales (hacia arriba o hacia abajo) del cuerpo, o las acciones necesarias para superar una obstrucción o impedimento para el movimiento del cuerpo.
G Obtener control. Incluye todos los movimientos manuales (principalmente de los dedos, manos, y pies) que se requieren para obtener el control manual de uno o más objetos, y más tarde abandonar el control. El parámetro G incluye uno o varios movimientos cortos cuyo objetivo será lograr el control total del objeto (u objetos) antes de moverlo a otra ubicación.
P Colocar. Incluye todos los movimientos de la etapa final del desplazamiento de un objeto con el propósito de alinear, orientar, y/o encajar el objeto con otro u otros antes de abandonar el control.
FASES DE LA SECUENCIA DE MOVER GENERAL
El desplazamiento espacial de un objeto ocurre en tres fases distintas, como se demuestra en la división de la secuencia de mover general que sigue:
| ""i\ | |||
| Obtener | Poner | Volver | |
| ABG | ABP | A | ~ |
La primera fase, nombrada Obtener, describe las acciones usadas para llegar al objeto (con movimiento del cuerpo si es necesario) y lograr el control del mismo. El parámetro A indica la distancia que se desplaza la mano o el cuerpo para llegar al objeto, el B representa.
La necesidad para el movimiento del cuerpo durante la acción, y el G indica el grado de dificultad para ganar el control del objeto.
La fase que se llama Poner describe las acciones que son necesarias para mover el objeto de una a otra ubicación. Como antes, los parámetros A y B indican la distancia que la mano o el cuerpo viaja con el objeto, y la necesidad de movimientos del cuerpo durante el mover antes de colocar el objeto. El parámetro P describe la manera en la cual se coloca el objeto.
La tercera fase se usa simplemente para indicar la distancia viajada por el operador para volver al lugar de trabajo después de la colocación del objeto.
SECUENCIA DE MOVER CONTROLADO
La secuencia de mover controlado describe el desplazamiento manual de objetos sobre una trayectoria controlada. Es decir, el movimiento es restringido por lo menos en una dirección por contacto o con enlace a otro objeto; o bien, la naturaleza del trabajo demanda que el objeto sea movido deliberadamente en una trayectoria específica.
Al igual que en la secuencia de mover general, en el mover controlado se procede de acuerdo con una secuencia de subactividades identificada por las siguientes etapas:
Alcanzar a una distancia con una o dos manos el objeto, o bien, de manera directa o conjunta con movimientos del cuerpo o pasos.
Obtener control manual del objeto.
Mover el objeto sobre una trayectoria controlada (dentro del alcance o con pasos).
Permitir tiempo para que ocurra un proceso.
Alinear el objeto después del movimiento controlado o después del tiempo de proceso.
Devolver al lugar del trabajo.
MODELO DE SECUENCIA
El modelo de la secuencia toma la forma de una serie de letras que representa cada una de las subactividades (se llaman parámetros) de las actividades de la secuencia de mover controlado.
A B G M X l A
donde:
A = Distancia de acción.
B = Movimiento del cuerpo.
G = Obtener control.
M = Movimiento controlado.
X = Tiempo del proceso.
l = Alineación.
DEFINICIÓN DE LOS PARÁMETROS
Sólo tres parámetros nuevos son introducidos: los parámetros A, B Y G fueron tratados en la secuencia de mover general, por lo que permanecen sin cambio.
M Movimiento controlado. Este parámetro se usa para analizar todos los movimientos guiados manualmente, así como las acciones del objeto sobre una trayectoria controlada.
X Tiempo de proceso. Este parámetro se refiere a la porción del trabajo controlado por aparatos electrónicos, aparatos mecánicos o máquinas, no por acciones manuales.
l Alineación. Este parámetro se usa para analizar las acciones manuales subsiguientes al movimiento controlado o a la conclusión del tiempo del proceso para lograr la alineación de objetos.
FASES DEL MODELO DE SECUENCIA
Un mover controlado es ejecutado bajo una de tres condiciones: 1) el objeto o aparato es frenado por su enlace con otro objeto, tal como un botón de contacto, una palanca, una puerta o una manivela; 2) es controlado durante el movimiento por el contacto con la superficie de otro objeto, como cuando se empuja una caja sobre una mesa; o 3) es movido sobre una trayectoria controlada para cumplir una tarea como plegar una tela, enrollar una soga, devanar un hilo en un carrete, mover un artículo balanceado, o para evitar un riesgo como la electricidad, un cuerpo afilado, o maquinaria en operación. Si el objeto no es movido libremente por el objeto no influido por ninguna de esas condiciones, el movimiento debe ser analizado como mover general.
La división del modelo de secuencia de mover controlado revela que, como el mover general, tres fases ocurren durante la actividad de mover controlado.
OBTENER MOVER O ACTUAR VOLVER
ABG MXI A
Las fases de obtener y devolver de mover controlado tienen el mismo parámetro que el modelo de secuencia de mover general y, por consiguiente, describen las mismas subactividades. La diferencia fundamental entre los dos modelos de las secuencias es la actividad que sigue inmediatamente después del parámetro G, esta fase (la segunda) simplemente describe las acciones para mover un objeto sobre una trayectoria controlada, para actuar como un aparato de control, y muchas veces para iniciar un proceso. Por lo general, mover se refiere a que los parámetros M e 1 del modelo de secuencia están implicados, pero actuar usualmente se aplica a las situaciones que implican los parámetros M y X. Naturalmente, para mover o actuar, cualquiera o todos los parámetros en el modelo de la secuencia pueden ser usados y considerados. Por ejemplo, un mover ocurriría cuando se abre la puerta de una caja de herramientas o se desliza una caja al otro lado de una mesa. Asimismo, emplear el embrague de una máquina o lanzar una llave eléctrica para empezar un proceso son ejemplos de actuar.
SECUENCIA DE UTILIZACIÓN DE HERRAMIENTAS
La secuencia de utilización de herramientas es una combinación de las secuencias de mover general y mover controlado; cubre el manejo y la utilización de las herramientas de mano más común, así como algunas acciones ejecutadas por determinados miembros del cuerpo que se usan como una herramienta.
Hoy día hay dos tarjetas de datos para cubrir una gran cantidad de herramientas.
MODELO DE SECUENCIA
La utilización de herramientas sigue una serie fija de subactividades que componen las cinco fases de la secuencia:
Obtener herramientas (objeto).
Alcanzar con las manos una distancia a la herramienta directamente o en conjunción con movimientos del cuerpo o con pasos.
b) Obtener control manual de la herramienta.
Poner la herramienta (u objeto) en la ubicación para usar.
Mover la herramienta una distancia al lugar donde será usada, directamente o en conjunción con movimientos del cuerpo o con pasos.
b) Colocar la herramienta (u objeto) en la posición de uso.
Utilizar la herramienta: aplicar algún número o valor de acciones de la herramienta.
LA TARJETA DE DATOS PARA CORTAR, TRATAR UNA SUPERFICIE, MEDIR, REGISTRAR Y PENSAR
En esa tarjeta de datos se encuentran las actividades que son comunes en los parámetros de cortar, tratar una superficie, medir, registrar y pensar.
Cortar
Describe las acciones manuales empleadas para separar, dividir o quitar parte de un objeto utilizando una herramienta de mano con un canto afilado. Las herramientas cubiertas por el C son alicates, tijeras y cuchillos.
Alicates. Hay tres métodos para cortar alambre con alicates. Cada método depende de la dureza y del diámetro del alambre. El alambre de cobre de diámetro pequeño es maleable y se requiere solamente un apretón de la mano para cortarlo. Con alambres más gruesos o más duros se necesitan dos cortes para desunirlos. Es decir, después del primer corte se giran los alicates alrededor del alambre para volver a ubicarlos y hacer el corte final. Con alambre de mayor diámetro o más duro se necesita presión de ambas manos además de los dos cortes.
C3 suave. Este parámetro se aplica para cortar alambre de acero maleable, cobre u otro alambre de diámetro pequeño. Se puede reconocer por el uso de una mano y un corte.
C6 medio. Este parámetro se aplica para cortar alambre de acero o de cable y se puede reconocer por el uso de una mano y dos cortes.
CJO duro. Este parámetro se aplica para cortar alambre de acero o de cable más grueso y se puede reconocer por el uso de dos manos y dos cortes.
También hay otras cuatro actividades comunes con el uso de alicates.
C1 apretar. Después de la colocación inicial de los alicates, el operador los prensa para detener el objeto y después suelta la presión.
Ejemplo. Con alicates, detener un alambre en una ubicación para soldarlo.
C6 torcer. Después de la colocación inicial de los alicates sobre los alambres se cierran las quijadas y se hacen dos movimientos de torcer para unir los alambres. Si se necesitan más de dos acciones de torcer, se divide el número por dos y se aplica como frecuencia del C6.
C8 formar dobleza. Después de la colocación inicial de los alicates el operador cierra las quijadas y con dos acciones dobla una gaza u ojo al final del alambre.
Ejemplo. Con alicates, formar un ojo al final de un alambre para ponerlo sobre una terminal en una caja de empalme.
C16 amarrar una chaveta. Después de la colocación inicial de la chaveta el operador dobla ambas piernas de la chaveta con los alicates para mantener la chaveta en posición.
CN cortar con tijeras. Estos datos aplican para cortar papel, tela, cartón liviano u otros materiales similares usando tijeras. Los valores del índice son determinados por el número de cortes utilizados. Por ejemplo, para cortar un pedacito de hilo se necesita un corte Cl. Para cuatro cortes de una pieza de tela, la tarjeta de datos da un C8.
CN cortar con cuchillo. Con el uso de un cuchillo afilado para cortar cuerda, cartón o cartón ondulado se necesita una tajada con un valor del índice de C3. El largo de la tajada puede ser de hasta 80 cm (32 pulgadas).
Cuando se quiere abrir una caja cerrada con cola y ligada con cuerda, se usa una tajada para cortar la cuerda y varias tajadas para abrir la caja. Si se necesitan cinco tajadas para cortar la caja por tres lados la secuencia sería:
Al BO Al BO Pl C3 AO BO PO AO AO BO GO Al BO Pl C24 Al BO Pl AO
70TMU 280TMU
350TMU
Tratar la superficie
Se refiere a las acciones que tienen como fin mejorar el acabado de un objeto, ya sea raspando o revistiendo una superficie. Diversas actividades son incluidas en la categoría de Tratar superficie, tal como lubricar, pintar, limpiar, lustrar, encolar, recubrir y enarenar. Sin embargo, los datos de la tarjeta de datos sólo cubren actividades de limpieza general con un trapo, una manguera de aire o un cepillo. Otros tipos de tratamiento deben considerarse como especiales, por lo que se deben desarrollar los datos necesarios.
Las herramientas cubiertas por el parárnetro de S incluyen:
Manguera de aire para soplar partículas chicas fuera de un agujero, una cavidad o de una superficie.
Un cepillo para quitar partículas, astillas u otro desecho de un objeto o superficie.
Trapo o paño para limpiar una superficie frotando aceite liviano u otra materia.
Los valores de índices de estas herramientas se basaba principalmente en la cantidad de superficie para tratar. En general, la cantidad de 0.1 m2 (1 ft2) limpiados determina el valor apropiado. Para analizar la limpieza de áreas chicas como un agujero, una cavidad en una pieza o útil con una manguera de aire, el valor de SO para un sitio, punto o hueco es apropiado. Si hay más de un punto se aplica una frecuencia adecuada. Por ejemplo, limpiar cinco agujeros con una manguera de aire. Los agujeros están a más de 5 cm (2 pulgadas) uno de otro:
A1 EO G1 AO EO (P1 Al S6) A1 EO P1 AO (5) 440 TMU
Medir
Incluye todas las acciones que se requieren para determinar la medida de un objeto en comparación con un aparato normal de medición.
El parámetro M cubre las acciones necesarias para colocar, alinear, ajustar y examinar tanto el aparato como el objeto durante la actividad de medir. La tarjeta de datos cubre los siguientes calibradores.
M 10 calibre de perfil. Este valor cubre el uso de calibres de ángulo, radio, nivelo filete para comparar el perfil del objeto con el perfil del calibre. El valor incluye tiempo para colocar y ajustar el calibre al objeto, más las acciones visuales de comparar las configuraciones.
M 16 escala fija. Este parámetro cubre el uso de un aparato lineal, regla de 30 cm (12 pulgadas), regla de un metro (1 yarda), un ángulo (transportador) para medir, etc. El valor incluye tiempo para ajustar la herramienta a dos puntos y para leer las dimensiones de la escala.
M16 calibrador de < / = 30 cm (12 pulgadas). Este parámetro cubre el uso de calibradores de nonio con una dimensión de medición de hasta 30 cm (12 pulgadas). El valor incluye tiempo para poner los pies en el lugar, cerrar los pies y leer la escala del mismo.
M24 calibre de hoja. Este parámetro cubre el uso del calibre para medir el espacio entre dos puntos. El valor incluye abrir las hojas, leer, seleccionar el tamaño de hoja apropiada y la colocación de la hoja al espacio para comprobar el ajuste.
Los siguientes tres valores de índices cubren los tres tipos de micrómetros para medir dimensiones de no más de la 10cm (4 pulgadas). Los valores incluyen tiempo para colocar el aparato al objeto, ajuste del manguito, cierre del aparato y leer el nonio para determinar la dimensión.
M32 micrómetro de profundidad micrómetro-profundidad
M42 micrómetro de diámetro exterior < /= la cm. (4 pulgadas) micrómetro-exterior la cm.
M54 micrómetro de diámetro interior < /= 10 cm. (4 pulgadas) micrómetro-interior la cm.
Pensar
Se refiere a los procesos mentales, incluyendo la percepción visual y el tocar un objeto, para percibir sensaciones como temperatura y/o vibración anormales. Los datos en la tarjeta de datos cubren sólo las actividades que ocurren en el trabajo normal. Por lo general, esas actividades ocurren de manera inherente al trabajo; en ocasiones consideran una parte de éste. Sin embargo, el analista debe tener cuidado para determinar cuando estas actividades controlan el trabajo.
Inspeccionar. Los datos para pensar se aplican al trabajo de inspección cuando la decisión es sencilla y básicamente del tipo sí o no. Si hay defectos evidentes como un rasguño, una mancha o la desviación de color, se puede tomar una decisión en el acto. El valor del índice depende del número de puntos a los cuales se enfoca la vista y donde se debe tomar la decisión. También hay valores para determinar temperatura o un defecto físico que puede ser percibido con los dedos.
Leer. Se refiere a la ubicación e interpretación de caracteres solos o en grupos. Hay una diferencia entre palabras y texto en el sentido de que las palabras van solas; mientras que el texto se refiere a las palabras en una frase o párrafo. También hay datos para leer, como calibres, escalas y tablas.
T3 calibre. Se usa cuando se comprueba un aparato para ver si el indicador está dentro de una escala indicada de manera clara.
T6 valor de una escala. Se usa cuando se debe leer un valor específico de una escala graduada, como un palo de medir o un calibre de temperatura.
Ejemplo. La temperatura es de 38°C. Leer la fecha (día, mes y año) de un documento o un calendario; la hora del día leída en un reloj.
T10 escala de nonio. Se utiliza sólo para ubicar y leer el valor exacto de un micrómetro, calibre o aparato similar. No incluye el tiempo para colocar o fijar el aparato al objeto.
T16 el valor desde una tabla. Un valor específico se ubica y se lee de una tabla después de repasarla horizontal y verticalmente.
Ejemplo. Leer el valor correcto de una tabla para avances y velocidades de una máquina.
M24 calibre de hoja. Este parámetro cubre el uso del calibre para medir el espacio entre dos puntos. El valor incluye abrir las hojas, leer, seleccionar el tamaño de hoja apropiada y la colocación de la hoja al espacio para comprobar el ajuste.
Los siguientes tres valores de índices cubren los tres tipos de micrómetros para medir dimensiones de no más de la cm (4 pulgadas). Los valores incluyen tiempo para colocar el aparato al objeto, ajuste del manguito, cierre del aparato y leer el nonio para determinar la dimensión.
M32 micrómetro de profundidad micrómetro-profundidad
M42 micrómetro de diámetro exterior < /= la cm (4 pulgadas) micrómetro-exterior la cm
M54 micrómetro de diámetro interior < /= 10 cm (4 pulgadas) micrómetro-interior la cm
El entorno de trabajo.
Hay varios factores del entorno de trabajo que puedan afectar al desempeño del trabajo: iluminación, ruido, temperatura y humedad, calidad de aire. Estos factores influyen en la seguridad y bienestar general de los trabajadores, por lo que en Estados Unidos, están sujetos a control legal.
Los términos análisis de operación, simplificación del trabajo e ingeniería de métodos se utilizan con frecuencia como sinónimos. En la mayoría de los casos se refieren a una técnica para aumentar la producción por unidad de tiempo, y en consecuencia reducir el costo por unidad. Sin embargo la ingeniería de métodos, implica trabajo de análisis en la historia de un producto. El ingeniero de métodos esta encargado de idear y preparar los centros de trabajo donde se fabricara el producto. Cuando más completo sea el estudio de métodos adicionales durante la vida del producto.
Para desarrollar un centro de trabajo, el ingeniero de métodos debe seguir un procedimiento sistemático, el cual comprende las siguientes operaciones.
Obtención de los hechos.
Reunir todos los hechos importantes relacionados con el producto o servicio. Esto incluye dibujos y especificaciones, requerimientos cuantitativos, requerimientos de distribución y proyecciones acerca de la vida prevista del producto o servicio.
Presentación de los hechos.
Cuando toda la información importante ha sido recabada, se registra en forma ordenada para su estudio y análisis. Un diagrama del desarrollo del proceso en este punto es muy útil.
Efectuar un análisis.
Utilicen los planteamientos primarios en el análisis de operaciones y los principios del estudio de movimientos para decidir sobre cual alternativa produce el mejor producto o servicio. Tales enfoques incluyen: propósito de la operación, diseño de partes, tolerancias y especificaciones, materiales, procesos de fabricación, montajes y herramientas, condiciones de trabajo, manejo de materiales, distribución en la fabrica y los principios de la economía de movimientos.
Desarrollo del método ideal.
Selecciónese el mejor procedimiento para cada operación, inspección y transporte considerando las variadas restricciones asociadas a cada alternativa.
Presentación del método.
Explíquese el método propuesto en detalle a los responsable de su operación y mantenimiento.
Implantación del método.
Considérense todos los detalles del centro de trabajo para asegurar que el método propuesto dará los resultados anticipados.
Desarrollo de un análisis de trabajo.
Efectúese un análisis de trabajo del método implantando para asegurar que el operador u operadores están adecuadamente capacitados, seleccionados y estimulados.
8. Establecimiento de estándares de tiempo.
Establézcase un estándar justo y equitativo para el método implantado.
Seguimiento del método.
A intervalos regulares hágase una revisión o examen del método implantado para determinar si la productividad anticipada se esta cumpliendo, si los costos fueron proyectados correctamente y se pueden hacer mejoras posteriores.
Descargar
| Enviado por: | Eliezer Robles Guillén |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.