Industria y Materiales
Perchado
INDICE.
- OBJETIVOS GENERALES.
- OBJETIVOS ESPECÍFICOS Y OPERATIVOS.
-
NOMBRE DE LA OPERACIÓN Y DESCRIPCIÓN.
-
FUNDAMENTO DE LA OPERACIÓN.
-
SITUACIÓN DENTRO DE UN PROCESO GENERAL.
-
FACTORES QUE INFLUYEN EN EL PERCHADO.
-
INFLUENCIA DEL TIPO DE FIBRA.
-
INFLUENCIA DEL TIPO DE TEJIDO.
-
INFLUENCIA DE LOS TRATAMIENTOS ANTERIORES.
-
INFLUENCIA DE LOS PRODUCTOS.
-
INFLUENCIA DEL TIPO DE MÁQUINA UTILIZADA.
- INFLUENCIA SOBRE OPERACIONES POSTERIORES.
-
MAQUINARIA EMPLEADA.
- NOMBRE Y TIPOS.
-
CONTROLES DE CALIDAD FINAL SOBRE LAS MATERIAS TRATADAS.
-
DEFECTOS FRECUENTES.
-
CONTROLES DE CALIDAD FINAL SOBRE LAS MATERIAS TRATADAS.
-
DEFECTOS FRECUENTES.
PERCHADO.
- OBJETIVOS GENERALES.
Es el proceso de acabado que hace levantar los pelos o las fibras de los tejidos, formado una capa más o menos densa y larga sobre la superficie del tejido.
- OBJETIVOS ESPECÍFICOS Y OPERATIVOS.
Incrementar la capacidad aislante del tejido.
Disimular y difuminar el ligamento.
Efectuar un efecto de mezcla superficial del colorido de las fibras.
Mejorar el tacto y suavidad.
A veces facilita el batanado y la tintura.
Mejorar el aspecto y presentación del tejido.
-
NOMBRE DE LA OPERACIÓN Y DESCRIPCIÓN.
-
FUNDAMENTO DE LA OPERACIÓN.
Al comienzo de la operación, hay que controlar la introducción de la pieza conociendo y observando algunos de sus parámetros como:
-
Ancho de la pieza.
-
Resistencia.
-
Aspecto de la pieza.
-
Condiciones de humedad relativa.
-
Estado de suciedad de los cilindros trabajadores y percha en general.
En la introducción de la pieza en la máquina, también habrá que controlar:
-
La velocidad de la máquina.
-
La velocidad de los cilindros trabajadores.
Una vez introducida la pieza de tejido por los órganos de la máquina, cosemos cabeza y cola de la pieza comenzando así la operación. Dando el número de pasadas necesarias para la obtención del efecto deseado.
En el transcurso de la operación vigilaremos especialmente:
-
La tensión del artículo.
-
Controlar el desgaste del puado para que no sea irregular.
-
Velocidades de trabajo.
-
Resistencia del artículo en el transcurso de la operación.
-
Buen funcionamiento del sistema de extracción de borras.
-
Evitar que el tejido entre arrugado o con pliegues.
-
Densidad y longitud de pelo conseguida en cada momento.
Sabemos que durante este proceso, y debido a las tensiones a las que se somete el tejido, este tendrá unos alargamientos por urdimbre y unos encogimientos por trama, que serán más o menos permanentes.
También será interesante conocer las mermas en peso que se producen en cada artículo.
El grado de afilado del puado tiene una influencia decisiva en la operación, controlando el desgaste y realizando un esmerilado cuando lo requiera, o en todo caso cambiar la guarnición.
-
SITUACIÓN DENTRO DE UN PROCESO GENERAL.
Dependiendo del uso que vaya a tener el artículo, la operación de perchado se hará con el tejido en jerga, desgrasado, lavados en seco, termofijados, batanado, después del tinte en pieza y con defectos de otras operaciones.
-
FACTORES QUE INFLUYEN EN EL PERCHADO.
-
INFLUENCIA DEL TIPO DE FIBRA.
A mayor finura de fibras, mayor será la densidad que obtendremos.
La longitud de la fibra influye en la longitud de pelo a obtener.
La elasticidad y resistencia de la fibra son factores decisivos en la operación, ya que las fibras con poca resistencia y elasticidad se romperán fácilmente durante el proceso de perchado dando una mayor perdida de peso o borra.
La naturaleza de la fibra también influirá bastante en la operación, ya que no se realizará de igual modo en tejidos de lana, algodón, acrílico, etc.
El pH de la fibra es importante, debido a que existen fibras que sus características varían con respecto al pH al que se encuentren.
El grado de lubrificación de la fibra al igual que el grado de humedad relativa también tendrá un papel muy importante en el perchado.
-
INFLUENCIA DEL TIPO DE TEJIDO.
- Influencia de los hilos.
-
Influencia del ligamento.
- Influencia de los hilos.
-
A mayor torsión del hilo menor capacidad de extracción de pelo.
-
Al aumentar el número de cabos aumenta la dificultad de extracción de pelo.
-
Los hilos que estén más fijados presentarán mayores dificultades.
-
Las colas almidones u otros productos de ligados de fibras que se usan en operaciones anteriores, si no se han eliminado bien se opondrán la realización del perchado.
-
Los hilos de baguilla aumentan la obtención de pelo.
Todos estos factores influyen más sobre la trama, pues es de esta de donde sacamos la mayor parte de pelo.
-
Influencia del ligamento.
Aquellos artículos que tengan un mayor grado de ligadura y sobre todo bastas cortas en la trama será más difícil su extracción de pelo.
-
INFLUENCIA DE LOS TRATAMIENTOS ANTERIORES.
Todos los tratamientos a los que sometemos el artículo van a influir más o menos en el perchado.
En el caso de tratamientos laneros:
-
Carbonizado: Al producir una perdida de resistencia en la fibra se dificultará el perchado.
-
Lavado: La acción alcalina intensiva o excesiva también influirá en la resistencia de las fibras y por tanto en la capacidad de perchado.
-
Batanado: Un tejido que presenta sus fibras enmarañadas y fieltradas tendrá menos capacidad de producir pelo.
-
Procesos de fijación crabing, y otros: Estos procesos dificultan el perchado.
-
Secado: si es excesivo, además de perder resistencia, las dejará en condiciones de humedad relativa poco apropiadas para la operación de perchado.
-
Cuchillos, arrugas, y otros: La pieza de tejido tiene que entrar completamente plana, ya que si no el pelo extraído será irregular.
-
INFLUENCIA DE LOS PRODUCTOS.
Algunos productos químicos como suavizantes, humectantes, lubrificantes, etc., aumentan en algunos casos notablemente la capacidad de perchado al disminuir el coeficiente de rozamiento fibra- fibra, fibra- pua, disminuyendo en algunos casos la rigidez del artículo, consiguiendo que este se adapte mejor al tambor de la percha.
-
INFLUENCIA DEL TIPO DE MÁQUINA UTILIZADA.
El tipo de maquinaria utilizada influirá en multitud de parámetros del proceso.
- INFLUENCIA SOBRE OPERACIONES POSTERIORES.
-
Un perchado mal efectuado dará origen a un deficiente corte en tundidoras.
-
Una operación de perchado mal efectuada dará irregularidades de aspecto superficial, dificultades para obtener el ancho requerido, etc.
-
MAQUINARIA EMPLEADA.
- NOMBRE Y TIPOS.
Las cardas se pueden dividir en dos tipos fundamentales:
-
PERCHAS DE CARDONES VEGETALES.
-
PERCHAS DE CARDAS METÁLICAS.
-
PERCHAS DE CARDONES VEGETALES.
Son las primeras perchas que se fabricaron, pero hoy se utilizan únicamente par artículos de pelo largo, en mojado o artículos especiales.
Los cardones utilizados deben ser de puas curvas, resistentes y flexibles.
Las perchas constan de un gran tambor que gira alrededor de su eje, y los cardones van montados sobre este, colocados en un bastidor o tablilla en líneas longitudinales en posición inclinada.
La forma de realizar la operación es la descrita anteriormente.
El perchado se puede realizar a pelo cuando se lleva la dirección d la bota o a contra pelo, cuando la dirección es la contraria.
Hay unas cardas denominadas rotatorias que aprovechan toda la superficie del cardo vegetal.
La producción de estas máquinas es baja y el mantenimiento complicado ya que hay que cambiar muy a menudo los cardones.
-
PERCHAS DE CARDONES VEGETALES.
Más adelante se cambiaron los cardones vegetales por cilindros guarnecidos con puado metálico. Los tipos que podemos encontrar en la actualidad son:
Percha de doble acción, (Pelo y contrapelo).
Percha de acción simple a pelo.
Percha de acción simple a contrapelo.
Este tipo de máquinas es utilizado para el perchado en seco y sus elementos fundamentales son muy similares en todas ellas.
-
Gran tambor o bota.
Sobre él van montados los cilindros trabajadores, su velocidad es constante en todo tipo de perchas, aunque se puede variar el sentido de giro.
-
Cilindros trabajadores.
Están recubiertos de cardas metálicas a diferentes ángulos. Sobre tiras de tela y goma u otros materiales, es clavada la pua con unas inclinaciones que varían de 40 a 50º, según el tipo. El grueso de la pua, su sección, el ángulo de acodamiento, la rigidez y la altura del soporte, determinan la elasticidad, y la vida de la carda.
Una condición muy importante es que la pua tenga punta de aguja, que sea regular en toda la guarnición y que no tenga ninguna aspereza.
Los cilindros pueden ser:
-
Cilindros trabajadores a pelo.
El acodado está dirigido en el sentido del avance del tejido.
Sentido del tejido
-
Cilindros trabajadores a contra pelo.
El acodado está en sentido contrario al tejido.
-
Órganos de limpieza de los cilindros trabajadores:
Tiene como misión limpiar a los cilindros trabajadores, y están formados por unos cepillos situados en la parte inferior de la bota.
-
Templero:
Son dos barras transversales al tejido que giran para conseguir más o menos tensión entre el cilindro de alimentación y la pieza de tejido.
-
Órganos de limpieza del tejido:
Es un cepillo que elimina las fibras sueltas que se producen durante la operación. Se les puede acoplar un sistema de aspiración de borra.
-
Cilindros introductores y de salida del tejido:
Determinan la velocidad del tejido, variando por distintos mecanismos. En algunos casos la variación de velocidad de los cilindros introductores y de los de salida es distinta, para conseguir regular la tensión del tejido.
-
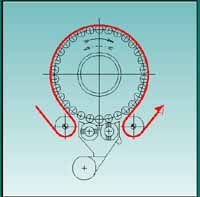
PERCHAS DE DOBLE ACCIÓN (PELO-CONTRAPELO).
Estas máquinas montan 12, 24, 30, 36, etc. Cilindros trabajadores, siendo la mitad a pelo y la otra mitad a contra pelo.
Los cilindros de pelo realizan un desbastado fuerte y un acabado para pelo largo. Los de contrapelo tienen como misión ayudar en el desbastado, reteniendo el artículo y el acabado de pelo corto.
El sentido de giro de la bota es el mismo que el de avance del tejido.
El sentido de giro de los cilindros trabajadores es contrario al del tejido y bota.
-
Efecto de los cilindros trabajadores a pelo.
Pueden ocurrir cuatro casos:
La velocidad tangencial de la pua sea mayor que la velocidad del tejido, entonces se produce perchado.
La velocidad tangencial de la pua sea menor que la velocidad del tejido, y se produce fieltrado.
Que la velocidad tangencial de la pua sea igual que la velocidad del tejido, en este caso la pua simplemente acompaña al tejido.
La velocidad tangencial de la pua nos da un resultado negativo, en este caso siempre se produce fieltrado.
-
Efecto de los cilindros trabajadores a contrapelo.
Pueden ocurrir cuatro casos:
La velocidad tangencial de la pua nos da un resultado negativo, se produce siempre perchado.
Que la velocidad tangencial de la pua sea mayor que la velocidad del tejido, en este caso hay fieltrado.
Que la velocidad tangencial de la pua sea menor que la velocidad del tejido, en este caso hay perchado.
Que la velocidad tangencial de la pua sea igual que la velocidad del tejido, en este caso no hay ni fieltrado ni perchado.
En este tipo de perchas son necesarios dos mecanismos variadores de velocidad uno para los cilindros a pelo y otro para los de contrapelo.
-
PECHA METALICA DE ACCIÓN SIMPLE A PELO.
Este tipo de percha tiene todos sus cilindros trabajadores de efecto pelo.
El sentido de giro de la bota es contrario al de avance del tejido, y el de los cilindros trabajadores es el mismo al de avance del tejido.
Tienen tendencia a avanzar el tejido, por lo que hay que reforzar la retención del tejido.
El trabajo de estos cilindros se puede deducir siguiendo las instrucciones dadas por la percha de acción doble.
-
PECHA METALICA DE ACCIÓN SIMPLE A CONTRAPELO.
Todos los cilindros trabajadores son a contrapelo.
El sentido de giro de la bota es el mismo que el de avance del tejido, pero el sentido de giro de los cilindros trabajadores es contrario.
Estas máquinas tienen tendencia a retrasar el tejido, por lo que suelen tener doble cilindro de salida.
-
MAQUINAS COMPLEMENTARIAS DEL PERCHADO.
Unicamente las vamos a enumerar ya que hemos explicado las más importantes.
Percha acabadora continua, para el alisado y peinado del pelo en mojado.
Máquina para esmerilar tejidos. (Muy poco usada en lana).
Máquina abrillantadora - Acabadora (Turbo).
-
CONTROLES DE CALIDAD FINAL SOBRE LAS MATERIAS TRATADAS.
-
DEFECTOS FRECUENTES.
- Disminución importante de la resistencia del tejido.
-
Rotura de la pieza por enganchones del tejido, mal estado del puado, electricidad estática no controlada, etc.
-
Formación de rayas: por cuchillos o pliegues que ya poseía la pieza o producidos durante la operación.
-
Excesiva perdida de fibras, con las consiguientes mermas, por procesos mal llevados, artículos con fibras muy cortas, y fibras averiadas en anteriores operaciones, etc.
-
Estrechamientos excesivos por trama: por excesivas tensiones, tipo de articulo, etc.
-
Contaminación de la pieza con fibras extrañas y de diferente colorido, por mala limpieza de la máquina.
-
Perchados irregulares, por distintas densidades, torsiones, etc.
BIBLIOGRAFÍA.
-
OPERACIONES BÁSICAS DE APRESTOS Y ACABADOS EN LOS TEJIDOS DE LANA.
Amancio Jesús Gil Velázquez (1986-1987).
-
REVISTA DE LA INDUSTRIA TEXTIL.
-
FOTOS OBTENIDAS EN INTERNET.
www.dracnet.es/torres.
1


Velocidad tangencial de la pua = Velocidad tangencial de la bota - Velocidad tangencial del cilindro de pelo.
Velocidad tangencial de la pua = Velocidad tangencial de la bota - Velocidad tangencial del cilindro de contrapelo
Descargar
| Enviado por: | Sandra Bravo |
| Idioma: | castellano |
| País: | España |
Todos los derechos reservados.