Turismo, Hostelería, Gastronomía y Restauración
Elaboración de vinos de calidad
ELABORACIÓN DE VINOS DE ALTA CALIDAD.
INTRODUCCIÓN
La industria vitivinícola argentina, en la ultima década ha sufrido una transformación sustancial con relación a las técnicas de cultivo de la vid, como también en la elaboración de vinos. Esto ha sido posible debido a la apertura de la economía, el enriquecimiento del conocimiento y el avance tecnológico al que se ha tenido acceso.
Hoy en día se está en condiciones de desarrollar vinos de altísima calidad, lo que permite, en forma incipiente, poder exportar este producto, llegando a un sector del mercado que hace una década su alcance era inimaginable, lo que da un panorama de crecimiento importantisimo a nivel nacional e internacional.
La apertura de la economía permitió tener acceso a la tecnología que antes era inaccesible, la cual esta muy ligada a poder realizar elaboraciones de vinos finos, aprovechando todo el desarrollo del conocimiento enológico de una manera muy eficiente y productiva (por ejemplo: la incorporación de equipos de frío, tanques de acero inoxidable, filtros de vacío, moledoras o descobajadoras a rodillo, bombas de desplazamiento positivo, uso de gases inertes, desarrollo de vinificaciones especiales, equipos de fraccionamiento y envasado y aprovechamiento de la biotecnologia).
Dentro del proceso de elaboración del vino encontramos los siguientes pasos:
Cosecha y transporte.
Molienda.
Aplicación de frío.
Prensado.
Inhibición de oxidasas.
Separación de borras.
Fermentación alcohólica.
Trasiegos.
Cosecha y transporte
En el proceso de elaboración de vinos blancos finos adquiere, una relevante importancia el tratamiento que se le da a las uvas desde la forma de cosecharlas (preferiblemente manual y en bandejas) y transportarlas (las bandejas permiten que las uvas no se rompan y que comiencen los procesos prefermentativos sin el control adecuado, en este caso es muy importante preservarlas de la acción del oxigeno, lo que produciría daños irreparables en el producto final).
Molienda
Lo ideal sería que la uva llegara sana, en un lapso no mayor de una hora, desde el viñedo a la bodega. La molienda se realiza con moledoras despalilladoras a rodillo de acero inoxidable. Estas uvas, en el menor tiempo posible, deben ser, una vez molidas, refrigeradas debido a la temperatura de campo a la que llegan (entre 35°C y 40°C) permitiendo una mayor disolución de oxigeno en el mosto recién escurrido.
Aplicación de frío
La acción del frío es retardar la disolución del oxigeno (entre 18°C y 20°C) en el mosto, que es más rápida que en el vino evitando, de esta manera, procesos oxidativos irreparables (los trabajos de Dubernet y Ribereau-Gayon han demostrado que los mostos de uvas consumen, en promedio, 2 mg/l de oxigeno; por consiguiente, los 8 mg de oxigeno disueltos por litro, en una saturación por el aire a 25°C, son consumidos en 4 minutos). A título de comparación, la velocidad media de consumo del oxigeno por el vino es del orden de 1 a 2 mg/l por día. Estas cifras dan una idea de la gran oxidabilidad de los mostos, en la medida de su disolución en la manipulación durante el proceso de extracción del jugo. Por esta razón, las uvas, una vez molidas, son enfriadas por un intercambiador tubular o un túnel de frío.
Prensado
Realizado el enfriamiento son escurridas, generalmente en tres etapas, dentro de una prensa neumática, programada por computadoras, obteniendo así un 60% o 70% de mosto de gota (mejor calidad), un 20% de 2° calidad y un 10% de mosto de prensa. Vale destacar que para obtener vinos de alta calidad se necesitan mostos de alta calidad o de gota.
Para la construcción de estas prensas se utiliza acero inoxidable y se da una forma cerrada para evitar oxidaciones, provistas en su interior de una vejiga de neopreno, la cual se expande debido a la inyección de aire mediante un compresor, lo cual permite un prensado suave sobre todo en la 1° etapa, con una baja producción de borras indeseables. También se debe destacar que en esta etapa los jugos obtenidos se elaboran independientemente unos de otros.
Una vez concretado este proceso comienzan los fenómenos prefermentativos por haber roto y molido los granos de uva. Se debe tener en cuenta que en la uva, naturalmente, se encuentran enzimas denominadas oxidasas, entre las cuales existen en mayor cantidad la tirosinasa, que se encuentra en la parte exterior de la uva y el mosto (teniendo en cuenta que se habla de una vendimia sana).
Pero en los años lluviosos es muy factible que las uvas sean atacadas por distintos tipos de botritis, entre las que se encuentran la botritis sinerea, la cual tiene un alto contenido de otra oxidosa llamada lacasa, la cual es soluble y por lo tanto está en el líquido. Estas 2 enzimas son denominadas polifenolasas, las que oxidan los polifenoles, componentes normales de los mostos.
Inhibición de oxidasas
Anteriormente fue nombrada la acción del frío (retardar los fenómenos prefermentativos, entre ellos la acción de estas 2 enzimas). Si se suma a esta acción el agregado de anhídrido sulfuroso (SO2), entre 5 y 8 g/Hl para vendimias sanas, en un tiempo relativamente rápido se puede decir que, mediante este antiséptico, se bloquea temporalmente la acción de estas polifenolasas.
Se debe destacar que los mostos separados en la prensa neumática son enviados, preferiblemente por desnivel o mediante una bomba de desplazamiento positivo, a tanques de acero inoxidable de pequeña capacidad (de 100Hl a 200Hl), provistos de una doble camisa, lo que permite hacer eficiente la aplicación de agua o agua glicolada, proveniente de una central refrigeradora, para el enfriamiento del mismo.
La incorporación de tanques de acero inoxidable (lo más recomendable) se debe a su perfecta higiene, eliminando el contacto del vino o mosto con estructuras de mampostería (usadas anteriormente), las cuales necesitan un tratamiento especial para su mantenimiento y hacía que el producto en elaboración sufriera mayor cantidad de pasos. Además se evita el contacto del vino o mosto con metales (por ejemplo: hierro o cobre), materiales también utilizados anteriormente, que sirven de catalizadores en oxidaciones químicas, las cuales son indeseables.
También se debe hacer hincapié en que todas estas maquinarias y elementos, hoy, están diseñadas de tal forma que permiten mantener un nivel de limpieza por excelencia, lo que a la larga se traduce en una mejor calidad, como así también en simplificaciones de tareas que a ellas conciernen, lo que permite realizar trabajos más sencillos y ágiles con la consiguiente reducción de los costos, tanto en material como en mano de obra.
Actualmente se da mucha importancia a las instalaciones sanitarias (por ejemplo; el diseño de tapas, válvulas y conducciones) y todo lo que sea concerniente a lo que esté en contacto con lo que va a ser el producto final. Esto se realiza para poder lograr, mediante la limpieza (factor de suma importancia), la menor cantidad de microorganismos indeseables que conviven normalmente en los procesos de elaboración. De esta manera permite evitar contaminaciones accidentales e indeseables en el proceso tanto prefermentativo como fermentativo.
Retomando el proceso de elaboración del vino, a los mostos escurridos, una vez que se encuentran en los tanques de acero inoxidable, se les agrega el anhídrido sulfuroso, el cual cumple varias funciones sobre el mismo. Es antiséptico, seleccionando las floras microbianas (las bacterias son más sensibles que las levaduras); es clarificante, lo que permite una precipitación más rápida de las partes sólidas del mosto (borras); también es antioxidante: primero, las quinonas se polimerizan, dando origen a compuestos coloreados de amarillo, marrón o rojo, según el substrato, y son responsables, sino los únicos, ciertamente los principales, del cambio de color del mosto y vino. Los compuestos polimerizados pueden combinarse con los prótidos y precipitarlo, y también desnaturalizan o desactivan las enzimas. Segundo, las quinonas son oxidantes energéticos. A medida que se producen, oxidan a las sustancias reductoras naturales, como las reductonas, o agregados como el anhídrido sulfuroso, volviendo al estado reducido, es decir al polifenol incoloro. Una vez que el reductor es consumido, la oxidación enzimática del polifenol recomienza, con una nueva producción de quinona, y la consiguiente formación por polimerización de productos coloreados.
Cordonnier ejemplifica este mecanismo sobre el anhídrido sulfuroso, esquematizando la reacción de esta manera:
De modo que, como resultado indirecto de la polimerización, se produce la reacción no enzimática de las sustancias reductoras presentes (anhídrido sulfuroso), por intervención de las quinonas originadas en la oxidacion enzimática de las sustancias fenólicas. Esta propiedad, lo mismo que la anterior tiene una gran importancia tecnológica por cuanto disminuye o elimina las reductonas y el anhídrido sulfuroso, dejando desprotegido el mosto contra la oxidación; tanto más que la adición de anhídrido sulfuroso; luego de haber comenzado la formación de las quinonas, ya no actúa sobre la polifenolasa (tirosinasa) porque antes de actuar sobre la misma reacciona con las quinonas, y sólo al acabar con ellas proyecta su acción sobre la polifenolasa.
Estos conceptos requieren una mayor aclaración. El anhídrido sulfuroso agregado al mosto produce 2 efectos:
-
Inhibe la polifenolasa
-
Reduce las quinonas
La polifenolasa es muy sensible al anhídrido sulfuroso, desde que un mg/l ya produce una inhibición significativa, cuando el anhídrido sulfuroso es agregado antes del comienzo de la formación de las quinonas; pero incorporado luego del comienzo de la producción de quinonas, reacciona instantáneamente sobre estos compuestos (quinonas), reduciéndolos pero no inhibiéndolos por que el anhídrido sulfuroso es oxidado antes de reaccionar sobre la enzima (es decir que se produce una prioridad sobre las quinonas).
El anhídrido sulfuroso reacciona con esta sustancia, y solo después de haberse eliminado actúa sobre la polifenolasa. Por esta razón cuando ha comenzado la formación de las quinonas se requiere una mayor cantidad de anhídrido sulfuroso. De este estudio se puede llegar a la conclusión de que el agregado de anhídrido sulfuroso debe hacerse en el menor tiempo posible para inhibir la polifenolasa y no reducir las quinonas, y adecuar, de esta manera, el producto a la recomendación de la OMS (Organización Mundial de la Salud) del uso de la menor cantidad posible de anhídrido sulfuroso, lo que a la larga se transforma en un factor económico y de calidad.
Una vez dosificado el anhídrido sulfuroso, es necesario controlar y ajustar la temperatura del mosto, esta debe encontrarse por debajo de los 18°C.
Clarificación y separación de borras
En el lapso de 12 a 24 horas se debe realizar el denominado desborde previo, le cual consiste en la separación de los componentes sólido y del mosto. Para realizar esta operación con mayor rapidez se puede recurrir a la adición de enzimas pectolíticas, quienes descomponen las pectinas presentes en el mosto, disminuyendo, así, su viscosidad y produciendo una clarificación más rápida. La pectina es un importante componente de las paredes de las plantas, junto a la celulosa y la liptina.
En general se llaman sustancias pécticas a un conglomerado de hidratos de carbono que aparecen en estado coloidal en los zumos de fruta. Las pectinas se presentan tanto en forma soluble, produciendo un aumento en la viscosidad del mosto y dificultando su clarificación; como de forma insoluble, formando complejos con otras sustancias que dan origen a turbidez.
A medida que madura la uva, se produce mayor cantidad de pectina en fase soluble por la acción de encimas naturales. Si a estas enzimas, que contiene el mosto se las dejara actuar, éstas colaborarían en la clarificación del mosto, pero su acción es muy lenta y se necesita mayor cantidad de enzimas para que la velocidad de decantación aumente.
Las enzimas nombradas anteriormente tienen varios efectos:
-
Producen un mayor rendimiento del mosto, ya que cooperan a su liberación por ruptura de las paredes de las células que lo contienen
-
Clarificación rápida
-
Reducción de la viscosidad
-
Posterior fermentación más rápida y menos violenta
-
Mayor calidad del vino luego de la fermentación
-
Facilidad en la filtración
-
Menor volumen de borras
La separación de las borras (desborde previo) se puede realizar, si las instalaciones lo permiten, por desnivel y, de no ser posible, a través de una bomba de desplazamiento positiva a otro tanque de acero inoxidable.
Habiendo realizado, a esta altura del proceso, el cuidado y tratamiento debido de la materia prima (como se detalla al principio) se han tomado todos los recaudos necesarios para evitar la oxidacion del mosto tanto enzimático como químico.
Se podrían haber utilizado, desde un principio, gases inertes, lo que hubiera protegido la materia prima eficientemente contra las oxidaciones (por ejemplo: CO2, N2 o una combinación de ambos), pero se ha demostrado que esta protección contra las oxidaciones, en el producto final, una vez sacado del estado reductor, estos están muy propensos a oxidarse. Según algunos autores, debido a estos fenómenos, es conveniente que el mosto tenga cierto contacto con el oxigeno.
En este proceso de separación entre sólido y líquido se ha descripto una separación estática. También existen otras formas de hacerlo, por ejemplo la centrifugación. La centrifugación sería utilizada para procesos de masificación y por ende mayores rendimientos (volúmenes), lo que no correspondería a este caso, debido a que en parte se sacrificaría calidad. Otro proceso alternativo sería la filtración de los mostos por medio de filtros rotativos al vacío, los cuales son de bajo rendimiento y, a causa de esto, ocasionarían una elevación de los costos. De todas formas, en casos puntuales (de vinos de altísima calidad, y por ende altísimo precio) se justificaría su uso, debido a que estudios han demostrado que cuanto más limpios se tengan los mostos para iniciar el proceso de fermentación, los vinos obtenidos, contienen mayor cantidad de ésteres (sustancias aromáticas) que le dan mucha más frescura y fineza en sus aromas que los vinos obtenidos sin la limpieza de los mostos, que se obtienen en los filtros rotativos al vacío, que contienen mayor cantidad de alcoholes superiores y otras sustancias, lo cual se traduce en ser menos finos y aromáticos y a su vez más pesados, perdiendo así la calidad.
La ventaja de los filtros rotativos al vacío es que permiten, en el momento de la elaboración, ir eliminando las borras frescas, lo que significa la obtención de una mejor calidad en los vinos obtenidos de esas borras; al igual que los vinos obtenidos de la última prensada, también permiten ampliar la capacidad de la bodega. De no ser así, y no se tuviera acceso a estos elementos, se debería guardar las borras en una vasija, esperar que decantaran, trasegar el líquido sobreflotante, permitir el deterioro de los vinos obtenidos (borras) debido a que en ellas se encuentra mayor cantidad de oxidosas, bacterias y microorganismos indeseables, lo que la utilización de estos filtros significa un trabajo ágil, higiénico, mayor calidad en el producto y por ende mayor beneficio económico. También ayuda a contaminar menos los afluentes de la bodega.
Fermentación alcohólica
-
La degradación de los azúcares (síntesis)
La reacción fundamental se debe a la transformación de los azúcares de 6 átomos de carbono en alcohol realizada por Gay-Lussac:
-
Anhídrido carbónico
La cantidad de CO2 que se produce, es enorme. Si 100 g de azúcar de uva, que equivale a azúcar invertido, producen, a una temperatura de 0º C y una presión de 760 mm/Hg, 23,6 litros (un litro de CO2, medido a 0º C y 760 mm/Hg, pesa 1,977 g), 1000 g producirían 236 litros. Ahora bien; 20 Kg de azúcar, que corresponden aproximadamente al contenido de 100 litros de mosto a 12º Bé (210 g de azúcar) producirán 4720 litros de CO2.
El mosto en fermentación está sobresaturado de CO2 y la cantidad depende de la temperatura, la presión y la concentración alcohólica del líquido. Luego, al terminar la fermentación, el CO2 tiende a desprenderse del vino, como resultado de las operaciones inmediatas a la fermentación: descubado, trasiegos, etc.
Una vez terminados los trabajos de limpieza del mosto se está en condiciones de comenzar a trabajar sobre la fermentación del mismo. Se puede optar por utilizar las levaduras indígenas del mosto, que en sí su población ha sido disminuida sustancialmente por la limpieza realizada, pero lo más aconsejable es utilizar la tecnología existente y utilizar levaduras seleccionadas, las que se encuentran en el mercado fácilmente en forma líquida o secas (liofilisadas). Si se utilizan éstas se debe hacer un pié de cuba, que consiste en el agregado de 5g a 10g de levadura seca (del género elegido) por hectolitro en un volumen aproximado del 10% al 15% del mosto a fermentar.
El fenómeno de la fermentación, si bien la levadura necesita oxígeno para reproducirse y realizar la transformación de azúcares en alcohol, CO2 y compuestos secundarios, normalmente esa cantidad de oxígeno se encuentra en el mosto tratado y en realidad, cuando más lo necesita es al inicio de la fermentación. En sí, la fermentación alcohólica se realiza en un medio reductor, lo que se comprueba a través de la producción de CO2 de la reacción. Con esto se destaca que mientras se realiza o produce la fermentación, el peligro de oxidación es casi nulo o totalmente nulo, el problema aparece una vez finalizado este proceso debido a que el SO2 libre del mosto, durante este proceso, ha sigo consumido, de allí que una vez finalizada la fermentación debemos evaluar en qué condiciones finalizó para poder resguardar la calidad del vino obtenido.
Trasiegos
Muchas veces, cuando finaliza la fermentación, el medio ha sido muy reductor y conviene eliminar ciertas sustancias producidas por esto (por ejemplo: ácido sulfídrico - SH2). Se puede hacer mediante el primer trasiego, donde el vino se deja fluir de manera que tenga contacto con el oxígeno y de esa forma el vino vuelve a la normalidad.
Luego de este primer trasiego se realiza el ajuste de SO2 y se prepara para la clarificación. Ésta consiste en dejar el vino lo más limpio posible. Hay distintos tipos de clarificantes (bentonita, caseína, obo albúmina, preparados comerciales, etc.). Para realizarlo se hacen los ensayos en laboratorios sobre el vino a tratar y se determina la dosis del elemento elegido a agregar.
Hoy en día, para proteger el vino de las oxidaciones se cuenta con gases inertes. Antiguamente se le agregaba el clarificante al vino mediante una bomba centrífuga, se remontaba una vez y media el volumen del vino a clarificar. En esa operación se producía una incorporación de oxígeno, lo que daba lugar a reacciones de oxidación. Hoy, por medio de gases inertes (por ejemplo: N2) una vasija de 50000 litros se pueden homogeneizar mediante la inyección de este gas a una presión desde 2,5 a 3 Bar en un minuto de aplicación, con lo que logramos, en el primer término el no contacto del vino con el oxígeno y una rapidez insuperable en la realización.
CONCLUSIÓN:
Como conclusión se puede decir que, en base al tema que se ha desarrollado y teniendo en cuenta que ha sido la protección contra las oxidaciones en la elaboración de vinos de alta calidad, el avance tecnológico y científico han producido un gran cambio en la forma de trabajo y los tipos de productos, lo que no es fácil de lograr debido a la magnitud de la inversión inicial, si se habla de una bodega a construir, pero que al mediano y largo plazo se traduce en grandes beneficios. Lo que se quiere destacar, es esta conclusión, es que es preferible invertir una gran suma de dinero en una bodega que no necesitará posteriores reparaciones y que generará un vino de primera calidad y no invertir una pequeña suma en una bodega antigua donde los procesos y los materiales son ambiguos.
APARTADO 1: SO2
-
Estado del SO2 en los vinos
El SO2 se encuentra en 2 estados: estado libre y estado de combinaciones orgánicas con otros componentes del vino; donde el SO2 total es la suma del SO2 libre y el SO2 combinado.
Desde el punto de vista antiséptico y antioxidante, y como primera aproximación, sólo el SO2 libre presenta una doble actividad. El SO2 combinado no produce reacción ni tiene las propiedades del SO2, por lo que no se puede hablar propiamente de SO2. No tiene olor ni sabor y se le concede sólo un ligero poder antibacteriano.
-
Acción antioxidante del SO2
La acción antioxidante es desarrollada por el SO2 libre, a diferencia de la acción antiséptica, que es realizada por el SO2 activo.
Deben distinguirse 2 tipos de oxidación:
-
enzimática: intervención de enzimas oxidantes (tisosinosa, lacasa, peroxidosa, etc.).
-
no enzimática: no intervienen encimas.
Los vinos y los mostos incorporan oxígeno de distintas maneras:
-
Protección del SO2 contra la oxidación enzimática
Las oxidasas catalizan la acción de determinadas sustancias de los mostos y vinos, especialmente las fenólicas con las posteriores alteraciones de los caracteres organolépticas de color, sabor y olor. El SO2 agregado a éstos cambios produce el doble de efecto de reducir los compuestos oxidados e inhibir las oxidasas.
-
Protección del SO2 contra la oxidación no enzimática
El SO2 despliega esta acción antioxidante mediante su capacidad reductora. Es una acción indirecta, por lo que no se antioxida directamente, apropiándose del SO2 presente en el mosto o en el vino, sino que para oxidarse necesita un catalizador que generalmente es el hierro. Con éste tipo de acción antioxidante, el SO2 se opone al pardeamiento no enzimático del color y al maderizado de los vinos.
-
SO2 en el mosto y en el vino
Incorporado al mosto y al vino, el SO2 se combina con agua y otras sustancias, según la composición del medio, estableciéndose una serie de equilibrios que no guardan ninguna relación con el estado en que se agregó el SO2.
La fracción que se combina con el agua del mosto y del vino forma ácido sulfuroso generando:
La segunda función del ácido sulfuroso (pK=7,08) no se neutraliza en la gama de valores de pH del mosto y del vino, y por lo tanto no contiene iones sulfito; por eso, en presencia de las sales de los ácidos orgánicos del mosto y vino (menos disociado = más débiles), el ácido sulfúrico se salifica en parte a sus expensas dando origen a disulfitos.
Un vino que contenga 1,5 mg de SO2 activo por cada litro, dosis apenas suficiente para la conservación de un vino blanco dulce, debe poseer en función de su pH las cantidades siguientes de SO2:
| pH | Dosis de SO2 |
| 2.8 | 15 |
| 3.0 | 25 |
| 3.2 | 40 |
| 3.4 | 64 |
| 3.6 | 100 |
| 3.8 | 150 |
Lo que significa que un pequeño aumento en el pH se traduce en una dosis mayor de SO2 produciendo así una inversión mayor en el proceso del vino.
APARTADO 2: Utilización de los gases en la elaboración del vino.
-
Introducción
La inertización de un alimento o bebida consiste en la sustitución del aire que está en contacto con el producto, por gases inertes tales como el nitrógeno que no reaccionan con el mismo, evitando así el deterioro de su calidad tanto física como microbiológico, durante los procesos de elaboración, envasado o conservación.
El oxígeno del aire puede reaccionar con determinados compuestos del producto (grasas, proteínas, etc.) produciendo un deterioro de la calidad (enranciamiento, pardeamiento, desnaturalización de las proteínas, sabores extraños, etc.).
La inertización puede aplicarse en las diferentes fases de elaboración tales como:
- Recogida de la cosecha y transporte de la misma hasta la factoría.
- Mezclas de productos diversos necesarios para la obtención del alimento final.
- Trasiegos de bebidas y conservación de las mismas en depósitos.
- Embotellado o acondicionamiento de bebidas en envases.
- Desoxigenación de bebidas (vinos, leche, etc.).
-
Aplicaciones de los gases en la enología
Son muchas las posibles aplicaciones de los gases en el mundo del vino y sus bebidas derivadas. Así tenemos:
-
Refrigeración e inertización de uvas durante la vendimia y el transporte por aplicación de nieve carbónica, que previene la oxidación prematura y evita un inicio incontrolado de fermentaciones.
-
En los procesos de vinificación por maceración carbónica, se satura con anhídrido carbónico el depósito donde está contenida la vendimia, con lo que tiene lugar la fermentación en condiciones de anaerobiosis (ausencia de oxígeno).
-
Tratamiento de las uvas antes de la fermentación dosificando S02 con nitrógeno para controlar el desarrollo bacteriano.
-
Prensado de las uvas en atmósfera de C02 y N2 con lo que se produce una refrigeración e inertización de la masa prensada que favorece el control de la operación de prensado y la posterior fermentación.
-
Almacenamiento del mosto antes de la fermentación. Mediante C02 o nitrógeno líquido se regula la temperatura de forma que el mosto que está en depósitos no inicie la fermentación antes de tiempo. El almacenamiento de mostos en depósitos antes de la fermentación es una práctica muy extendida en gran número de bodegas para que los sólidos aún presentes tengan tiempo de decantar antes de iniciar la transformación de los azúcares del mosto en alcohol. Los sólidos decantados se llaman heces en el lenguaje enológico.
-
En la fermentación del vino tinto se pueden utilizar gases inertes (C02 ó N2) para el remontado de los mostos, evitándose la oxidación del vino y la utilización de bombas. También se utiliza oxígeno puro cuando se quieren oxigenar los mostos en la elaboración de vinos blancos.
-
Sulfitación de vinos jóvenes en presencia de nitrógeno que sustituye al aire.
-
Inertizado con nitrógeno durante la centrifugación de vinos o mostos. La centrifugación es una técnica que se aplica en la elaboración de mostos y vinos para eliminar impurezas y residuos sólidos aún presentes en el líquido. Es decir que la centrífuga hace las veces de filtro o ayuda en las tareas de filtración. Como las separadoras centrífugas giran a muy altas velocidades existe un cierto peligro de incorporar aire en exceso que puede afectar negativamente a las características del líquido. Por ello es conveniente realizar la operación de centrifugación de mostos o vinos en presencia de un gas inerte como el nitrógeno.
-
Almacenamiento, decantación y trasiego de vinos. En todas estas operaciones es muy conveniente la aplicación de gases (nitrógeno o una mezcla de N2 con C02, especialmente en vinos blancos). La inyección de gas neutro en los depósitos permite conservar el vino al abrigo del oxigeno del aire. Son varias las ventajas que conseguimos:
- No es necesario mantener los depósitos llenos.
- No se necesita ningún sistema de protección, tal como el "sombrero" colocado en la superficie del vino, o tapas asépticas.
- Se pueden disminuir notablemente las cantidades de S02 y otros conservantes químicos.
- No es necesario disponer de pequeños depósitos (práctica habitual en bodegas para poder mantenerlos llenos).
-
Ajuste de la concentración en anhídrido carbónico después de la filtración del vino, por inyección de gases, lo que permite conservar sus cualidades organolépticas.
-
Inertización de cubas por aplicación de gases inertes que desplazan al oxígeno y otros gases que podrían reaccionar con el vino.
-
Control de gases disueltos. El control del gas disuelto en el vino se hace por inyección de un gas inerte con lo que se consigue:
- La eliminación de otro gas o compuestos indeseables (oxígeno, dióxido de carbono o algunos aldehidos o compuestos aromáticos indeseables). El gas inyectado es nitrógeno.
- La introducción de un gas necesario: dióxido de carbono, nitrógeno, etc.
-
Bazuqueo de vinos. La homogeneización es una operación necesaria en la elaboración del vino, especialmente después de la adición de productos enológicos de tratamiento (clarificación por ejemplo), o para mezclar vinos de diversas procedencias. La introducción de gases neutros por barboteo en los depósitos, permite una homogeneización eficaz del líquido. Esta práctica tiene varias ventajas:
- Tiempo de bazuqueo mucho más corto.
- No hay calentamiento local del vino.
- No hay pérdidas de grado alcohólico.
- No hay pérdidas de aromas.
- No hay riesgos de incorporación de aire.
- Facilidad de colocación en cualquier tipo de depósito.
- Posibilidad de cambiar la caña de inyección de un depósito a otro.
-
Utilización de gases neutros en el trasiego bajo presión de cuba a cuba y para la purga de canalizaciones, evitándose así la presencia de aire. Se suele utilizar nitrógeno que desplaza al 02 y al CO2.
-
Embotellado y taponado de vinos. Los gases neutros utilizados en estas operaciones, tanto en botellas vacías como en botellas llenas antes del taponado, desplazan aire. De esta forma los vinos embotellados se conservan mucho mejor y por más tiempo. La presencia del oxígeno del aire provoca la aparición de pardeamientos, pérdidas de sabor y gustos desagradables en el vino. Para aumentar la duración de la conservación del producto, es indispensable rebajar la concentración de oxígeno presente en el espacio libre que existe entre la superficie del vino y la boca del envase, lo que se consigue muy bien con gases inertes.
-
Carbonatación de vinos con C02 por sistemas automáticos de inyección, que se distribuye en pequeñas burbujas por todo el líquido.
-
Tirado a partir de barriles o de botellas, con gases protectores que mantienen la calidad del vino. Los barriles se presurizan con nitrógeno o con una mezcla N2/CO2 del tipo ALIGAL.
-
Inertizado de bebidas en envases de cartón (Tetra Brik) con nitrógeno.
-
Limpieza de filtros a presión, con gases inertes.
El vino almacenado en tanques o depósitos, si éstos están llenos y cerrados, apenas sufre aireación. Pero es corriente que se vayan vaciando conforme se va necesitando el vino, quedando una capa de aire en la zona vaciada. Esto trae malas consecuencias para la calidad del vino, que se airea y oxida. Al mismo tiempo existen graves riesgos de ataques por microorganismos aerobios que pueden perjudicar sensiblemente el sabor y aroma del vino.
Como siempre en enología, es el sulfuroso el encargado de evita estos problemas a base de nuevas inyecciones del mismo. Pero su uso constante en fermentación, descubes, desfangados, etc., puede significar alcanzar niveles de S02 realmente perjudiciales y detestables por el paladar.
Recientemente se ha impuesto una técnica de muy buenos resulta dos que es la conservación en depósitos bajo atmósfera inerte. Los gases más utilizados son el nitrógeno y el anhídrido carbónico, o mezclas de ambos (ALIGAL).
Actualmente esta técnica se emplea en muchos países europeos y americanos. El nitrógeno es el gas preferido ya que es barato, fácil de manejar, muy poco soluble y sin color ni sabor.
Es mucho mejor emplear un gas inerte en la conservación de un vino o mosto, que añadir un producto más al vino para conservarlo.
Hay que evitar la adición de sustancias tóxicas.
Normalmente cuando el vino no se conserva bajo atmósfera inerte, las instalaciones de almacenamiento se suelen planear con muchos depósitos de pequeño volumen para que el vino no permanezca mucho tiempo en cualquiera de ellos en contacto con el aire, ya que el vaciado, lógicamente ser más rápido. Cuando se trabaja con nitrógeno, no existe limitación de volumen, ya que como ya dijimos, no hay riesgo de oxidaciones.
Si la fermentación de mostos se realiza bajo atmósfera de N2, se ha visto que se consiguen varias ventajas:
- Reducción de las dosis de anhídrido sulfuroso.
- El proceso de fermentación transcurre de forma más controlada.
- Los vinos obtenidos tienen mejores calidades físicas y microbiológicas.
En el embotellado de vinos, el nitrógeno nos puede servir para sustituir al aire que ocupa el espacio vacío del cuello de la botella entre el tapón y la superficie del líquido.
La inyección de nitrógeno se hace en volúmenes 4 a 5 veces superior a la capacidad del espacio libre en el cuello de la botella. Como la densidad del nitrógeno es inferior a la del aire, podría ocurrir que el N2 no le desplazase completamente, inconveniente éste que se subsana utilizando embotelladoras de diseño especial preparadas para el envasado por expulsión del líquido con inyección de N2 que permanece en el cuello de la botella.
BIBLIOGRAFÍA
-
Manual de enología práctica - A. Madrid.
-
Las instalaciones frigoríficas en las bodegas - A. López.
-
Diseño de industrias agroalimentarias - A. López.
-
Ciencias y técnicas del vino (tomo 3) - Juan Ribereau Gayon, Emile Peyuaund, Pascal Rivereau Gayon, Pierre Sudraud.
-
Enología teórico práctica (tomo 1 y 2) - Foreglia.
-
Química enológica - Luciana Ussegilo, Tomasset.
-
Los gases en la alimentación - A. Madrid, J. M. Gómez Pastrana, F. Santiago.
6
Página 13 de 14
Acción del oxígeno sobre los ortodifenoles, que lleva a la formación de quinonas. Se trata de la actividad catecolasa de la tirosinasa.
Oxidación de ortodifenol a quinona
+ 2 H2O
O
O
CH3
+ O2
CH3
OH
OH
2
2
Acción del oxígeno y el hidrógeno sobre los monofenoles, que lleva a la formación de ortodifenoles. Se trata actividad cresolasa de la tirosinasa.
+ 2 H2O
OH
OH
CH3
+ O2 + 2H
CH3
OH
Oxidación de monofenoles en ortodifenoles
H2O
1/2 O2
polifenolasa
quinona
polifenol
reacción no enzimática
--
SO4
--
SO3
COMBINADO
LIBRE
Combinación estable
Combinaciones inestables
Bisulfito
SO2 activo
-
-
SO3H + H
SO3H2
SO3H2
SO2 + H2O
anhídrido carbónico
alcohol etílico
2 CH3 - CH2OH + 2 CO2
C6H12O6
hexosa
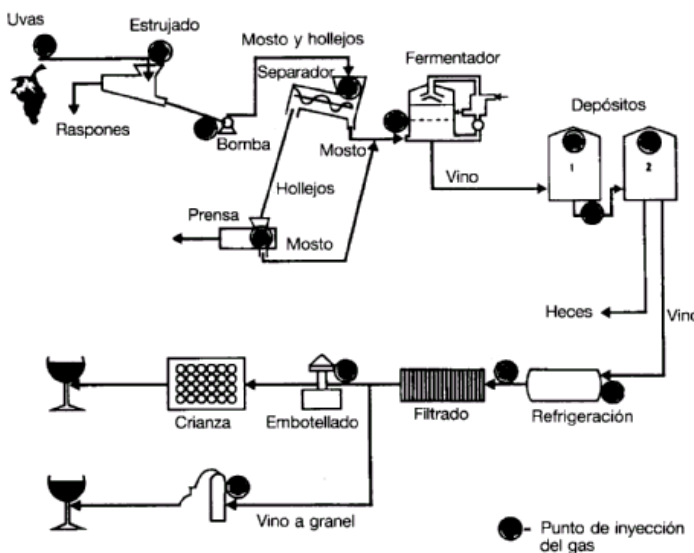
El esquema muestra algunos de los puntos de la elaboración, almacenamiento y distribución de vinos donde se pueden utilizar gases para preservar su calidad de forma efectiva.
Descargar
| Enviado por: | Raulo |
| Idioma: | castellano |
| País: | Argentina |
Todos los derechos reservados.