Sociología y Trabajo Social
Calidad: Estudio de calidad total
Introducción
En las últimas décadas el mundo ha asistido a numerosos cambios que van desde la consolidación de la globalización de los mercados hasta la revolución continua en las tecnologías de la información y de la comunicación.
Las empresas, en los '90, deben enfrentarse a nuevas realidades. Una de ellas es la creciente demanda del público de un mayor compromiso de calidad por parte de los proveedores respecto de los productos o servicios que comercializan.
La Calidad ya no es un factor más, sino que se ha convertido en uno de los principales factores competitivos, sin el cual toda empresa estará condenada al fracaso y a su posterior desaparición.
En la actualidad el costo es un factor indispensable. Si una empresa no es competitiva en cuanto a costos, ni siquiera puede ingresar en el mercado.
Pero es en los '90 cuando un nuevo elemento entra en juego. La Calidad pasó de ser tan sólo un desafío retórico, a ser un pre-requisito para la competitividad.
En los próximos años las empresas que logren sobrevivir serán aquellas que logren productos y servicios de calidad a precios competitivos que satisfagan -e incluso superen- las expectativas de los clientes.
Este trabajo se plantea abordar la problemática de la Calidad Total y su implementación en la empresa.En líneas generales podemos entender por Calidad Total un programa que se emprende en todos los niveles de la organización a fin de instaurar y preservar un ambiente en que los empleados mejoren continuamente su capacidad para suministrar bajo pedido productos y servicios que posean un valor particular para los consumidores.
Una definición objetiva y universal de “Calidad”, es la de Phill Crosby: calidad es cumplir con los requerimientos.
Como `requerimiento' se define a la relación biunívoca (cliente-proveedor) que se estable de común acuerdo entre cliente y proveedor respecto del cumplimiento de pautas o especificaciones acerca de los bienes o servicios que serán provistos. Si ambas partes coinciden en que las condiciones establecidas son posibles de cumplir, entonces se ha establecido un contrato de calidad.
La calidad definida de esta manera sólo establece expectativas y cumplimientos tanto por parte del proveedor como del cliente.
Las “expectativas o requerimientos” engloban no solo características físicas, sino que también incluyen todas las implícitas.
Como consecuencia de esta definición, llegamos al punto en que los requerimientos se cumplen o no se cumplen. Por lo tanto, términos como buena, mala, alta o baja calidad; no tienen sentido.
Existen otras tres maneras de definirla:
1) Describiendo el principio unificador que constituye la base de toda estrategia, planificación y actividad en una empresa que adopte esta filosofía.
Este principio se basa en la DEDICACION TOTAL AL CLIENTE. Es decir una empresa que se dedica por entero a la satisfacción del cliente en toda forma posible. En una empresa así, todos los empleados participan para lograr dicho objetivo.
2) Describiendo los resultados de la CT. Ellos son:
-
Los clientes son sumamente leales.
-
El TIEMPO y los COSTOS para responder a los problemas y
necesidades de los clientes se reducen al mínimo.
-
Se establece un ambiente que respalda y estimula el trabajo en
Equipo.
-
Existe una ética general de mejoramiento continuo.
3)Describiendo los componentes de un programa de Calidad Total.
-
Las herramientas tradicionales tomadas del control de calidad, que apuntan hacia la raíz de los problemas
-
Las herramientas y técnicas del sistema Justo-a-tiempo, que
pueden reducir drásticamente los costos y los tiempos.
-
Elementos del Desarrollo Organizacional, incluidas la medición
del clima laboral, reducir al mínimo las barreras
comunicacionales, aumento de la participación de los
empleados, etc.
-
Aplicar conceptos modernos de liderazgo. El líder moderno dirige
creando una visión de lo que puede ser la organización y
generando el establecimiento de un clima que estimule a cada
uno de los empleados a adoptar dicha visión y a hacerla propia.
CALIDAD TOTAL (estudio)
Para estudiar el desarrollo de un programa de C.T. vamos a dividirlo en cuatro bases:
1. ASPECTOS TECNICOS.
2. FACTOR HUMANO
3. IMPERATIVOS ESTRATEGICOS.
4. EL CLIENTE EXTERNO.
ASPECTOS TECNICOS.
Estos son los procedimientos o técnicas encargadas de conseguir una mayor eficacia organizativa. Son además, técnicas dirigidas hacia el interior de la empresa que tienden a maximizar la producción, a mejorar y eliminar los desperdicios. Por otra parte apuntalan los costos y el tiempo, haciendo hincapié en aumentar el valor, reduciendo los desperdicios y adoptando simultáneamente una filosofía de mejorar continuamente.
Los costos de la calidad son aquellos que la empresa incurre en el cumplimiento de los requerimientos de los clientes.
Existe una cultura que acepta al fallo como algo inevitable que no puede ser prevenido, por eso se sobredimensionan en complejos organismos de `control de calidad', inspectores, etc. y en muchos casos son los propios clientes quienes actúan como detectores de esta no-conformidad.
Phill Crosby ha definido los costos de la calidad como aporte de dos factores: Costos de conformidad y costos de no conformidad.
Costos de conformidad:
Reducir los costos de calidad es posible a partir de la inversión en actividades preventivas que enfoquen a cumplir con los requerimientos de los clientes (interno como externos) la primera vez. Se trata de buscar causas raíces de los fallos, analizarlas e implementar soluciones preventivas que evitan su recurrencia en forma definitiva.
Existe un grupo de tareas asociadas a la prevención que tienen un costo para realizarlas, de aquí surge este llamado costo de conformidad:
Inversión en actividades preventivas
Manuales de Procedimientos operativos
Planificación de las operaciones
Control Estadísticos de Procesos
Calibración y prueba de equipos
Desarrollo de proveedores
Auditorias y sistemas de calidad
Costos de no-conformidad:
Para poder llamar la atención sobre el costo en que se incurre en no hacer las cosas bien la primera vez y sobre la necesidad de un mejoramiento continuo, se utiliza la medición de ellos como “Costos de No Conformidad” (CONC).
Los costos de la no conformidad son todos aquellos que se incurren porque se producen errores. Sin errores no serían necesarias las tareas de evaluación y corrección. Estos costos se producen básicamente por: a) No se hace el trabajo adecuado: por ejemplo una tarea superflua a los requerimientos del cliente o un reporte que nadie lee y b) Se realiza incorrectamente una actividad la primera vez (productos defectuosos, reprocesos).
Las fuentes principales que se tienen para identificar los CONC pueden ser los Costos por fallas, los Costos de Inspección y Costos de no hacer las cosas correctas.
Costos por fallas:
Reparaciones en garantía, devolución de productos, desechos, productos vendidos como otros de menor valor, excesivos soporte post-venta, administración de quejas, reelaboración, pérdidas de eficiencia y de capacidad de producción, exceso de stock, retraso en cobranzas, horas extras por mala planificación, capacidad ociosa, pérdida de ventas y de imagen frente a los clientes.
Costos por inspección:
Para encontrar el valor económico de los costos de inspección, se considerarán los costos de mano de obra directa e indirecta involucrada, materiales consumidos, costos de los servicios (luz, gas, teléfono, etc.), depreciación y mantenimiento de equipos, efectos financieros y gastos o pérdidas extraordinarias (venta a menor valor, tratamiento de residuos, etc.).
Tomando como ejemplo la empresa que recibe una devolución de un producto por no cumplir con los requerimientos, las tareas a realizar serían :
Dar atención al reclamo por parte de un vendedor o de Servicio al cliente.
Poner en marcha la administración interna.
Retirar la mercadería del cliente y pagar los fletes con su mano de obra.
Generar una nota de crédito al cliente.
Dar ingreso del material al depósito y reclasificarlo.
Reprocesarlo si es posible o disponer de él.
Reponer el material al cliente o perder la venta.
Investigación interna de la causa del error.
FACTOR HUMANO
Este aspecto se refiere al componente humano de la organización. Dentro de la empresa se realizan transacciones en las que individuos o sectores ofrecen a otros un servicio para continuar la cadena productiva. Es aquí donde surge la noción de Cliente Interno. Estas definiciones permiten extender el concepto de “cumplir con los requerimientos” dentro de la organización.
De esta problemática se ocupan las distintas técnicas que trabajan en el campo del Desarrollo Organizacional.
El D.O se concentra en los valores, las relaciones y el clima organizacional, “la variable hombre” implica afrontar problemas de comunicación etc.
Tiende a lograr las siguientes metas:
-
Mejoramiento de la competencia interpersonal.
-
Factores y sentimientos humanos llegan a considerarse legítimos.
-
Una mayor comprensión entre los grupos de trabajo y dentro de los mismos.
-
Una administración de equipo más eficaz.
-
Mejores métodos para la solución de conflictos.
-
Sistemas orgánicos y no mecánicos.
El objetivo es crear un ambiente en el que las personas puedan expresarse como individuos y sentirse satisfechos en una sociedad cada vez más organizada e impersonal que impone más y más restricciones, y fuerza a los empleados a trabajar en una estructura formal.
IMPERATIVOS ESTRATEGICOS.
Dentro de la organización ésta debe concentrarse en los imperativos estratégicos del negocio. Es decir los imperativos vitales que deben cumplirse para que la empresa prospere.
Un proceso es una cadena lineal de actividades relacionadas. Tales procesos cruzan las líneas departamentales. Concentrarse en los imperativos del negocio y observar los procesos interdepartamentales de los que dependen ayudará a los grupos a evitar caer en la miopía de su propia función o departamento al olvidar la estrategia general ni el interés por el cliente.
Dentro de la empresa las actividades están compuestas por una serie de cadenas de proveedores y clientes. Si se quiere que el proceso de calidad se realice correctamente es esencial que se identifiquen y cumplan los requerimientos en cada una de estas etapas.
La mecánica a seguir seria describir el proceso como una secuencia ordenada de tareas tal cual lo ofrece un diagrama de flujo, que nos permita entender el movimiento y detectar las tareas innecesarias.
EL CLIENTE EXTERNO
Hasta aquí el desarrollo organizacional ha mirado hacia el interior y se ha aislado, concentrándose totalmente en el clima interno y la interacción de los empleados.
El cliente y el interés por satisfacer sus necesidades y exceder sus expectativas y a la vez producir lo que se ha prometido deben ser la fuerza impulsora de la calidad total. Hacerlo asegura la lealtad del cliente, la cual se traduce en mayor participación en el mercado. Además, así se logra un impacto sumamente fuerte en el clima interno.
El fin es implicar a los clientes en el proceso de mejoramiento para que su voz sea dominante y clara a la vez.
La calidad total es dependiente del cliente y se origina en un profundo interés por cubrir las necesidades de éste y superar sus expectativas.
“ La calidad total describe el estado de una organización en la cual todas las actividades de la totalidad de las funciones se diseñan y realizan de tal forma que se cubran todos los requerimientos de los clientes externos, a la vez reduciendo el tiempo y los costos internos y enriqueciendo el clima de trabajo”.
La primera parte de un sistema de calidad es la identificación clara de los requerimientos de los clientes. El cliente externo es el motor del sistema de calidad, por lo que hay que dar los siguientes dos pasos:
1. Identificar los requerimientos del cliente externo.
2. Asegurarse que los procesos internos producen el cumplimiento de los
requerimientos a costo mínimo.
Los requerimientos de los clientes se traducen en especificaciones. Estas especificaciones se clasifican en Duras o Blandas.
Por especificaciones DURAS entendemos las propiedades que deben ser cumplidas por el producto: Tamaño, peso, Envase, Plazos, precio, Soporte técnico, etc.
Las especificaciones BLANDAS son determinadas por las características soft del producto y sirven para mejorar las relaciones comerciales con el cliente y aumentar su lealtad. Se las llaman blandas porque no quedan escritas en ningún contrato pero representan algo muy valioso en la satisfacción del cliente.
Los Maestros de la Calidad
Aquí sintetizamos los mayores aportes de tres maestros estadounidenses de la calidad, Edwrads Deming, Joseph Juran y Armand Feigenbaum. Los pensamientos de estos tres hombres cambiaron el concepto de productos y servicios, siendo sus contribuciones decisivas para el desarrollo de un servicio al cliente como el que conocemos hoy.
Edwards Deming fue uno de los primeros en hablar de la Calidad Total. Cambio la tendencia normal de no detenerse en las fases de planeamiento y corroboración, y de concentrarse en el elemento hecho por su conocido Ciclo Deming o PDCA (Planear, Hacer, Corroborar, Accionar). El subsiguiente trabajo de Deming estuvo basado en la gestión, de aquí surgen sus 14 principios que resaltan la necesidad de una mejora continua en el sistema de producción y servicio.
Crear constancia de propósito para la mejora de productos y servicios.
Adoptar una nueva filosofía para una era económica nueva mediante el aprendizaje de responsabilidades por parte de la gerencia y su accionar en pos de un cambio.
Abandonar la dependencia de una inspección general para lograr calidad.
No basar las operaciones comerciales en el precio; en cambio, minimizar el costo total y recurrir a proveedores individuales.
Mejorar constantemente el sistema de producción y servicio para mejorar la calidad y la productividad, y para reducir costos.
Introducir la capacitación mediante la practica del trabajo.
Instituir la dirección; la supervisión debería servir para realizar un trabajo mejor; revisar la supervisión de los trabajadores de producción y gerencia.
Alejar los temores para que todos puedan trabajar con eficacia para la organización.
Eliminar las barreras entre departamentos; investigación, diseño y ventas deben trabajar juntos para prever problemas de producción y uso.
Eliminar los slógans y metas numéricas para la fuerza de trabajo, como “defectos cero” o nuevos niveles de productividad. Estos provocan distracción, ya que el conjunto de problemas pertenece al sistema y están más allá de la influencia de la fuerza de trabajo.
Eliminar las cuotas o estándares laborales y la dirección por objetivos o metas numéricas; sustituir la dirección.
Desterrar las barreras que quitan a las personas el orgullo por la fabricación: trabajadores por hora, de gerencia o ingeniería; eliminar las clasificaciones anuales o por méritos y la gestión por objetivos.
Instituir una educación vigorosa y un programa de mejora personal.
Poner a trabajar a todos en la organización para llevar a cabo la transformación.
Juran, otro autor sobre la calidad total, sostiene que “la calidad no sucede por accidente, debe ser planeada”. Considera una trilogía integrada por planeamiento de calidad, control de calidad y mejora de calidad. En su plan de ruta se identifican los principales elementos necesarios para implementar en planeamiento estratégico de calidad para toda la compañía:
-
Identificar quiénes son los clientes.
-
Determinar sus necesidades.
-
Traducirlas al lenguaje de la organización.
-
Desarrollar un producto que responda a dichas necesidades.
-
Optimizar las bondades del producto para satisfacer las necesidades de la compañía así como las de los clientes.
-
Desarrollar un proceso capaz de producir el producto.
-
Optimizar el producto.
-
Comprobar que el proceso puede producir el producto bajo condiciones operativas.
-
Transferir el proceso a las operaciones.
Este proceso puede aplicarse teniendo en cuenta tanto al cliente interno como al crucial cliente externo.
Feigenbaum es el creador del control de la calidad, incluyendo la medición y control de la calidad en todas las etapas, desde la especificación de clientes y ventas, pasando por el diseño, ingeniería, ensamblaje y envío.
Armand Feigenbaum define un sistema de calidad total con “la estructura de trabajo operativa común a toda la compañía y a toda la planta, documentada en procedimientos técnicos y gerenciales integrados y eficaces para guiar las acciones coordinadas de las personas, las maquinas y la información de la compañía y la planta de las maneras más prácticas y mejores para asegurar la satisfacción de calidad del cliente y los costos económicos de la calidad”.
Según él los costos operativos de calidad pueden dividirse en:
-
Costos preventivos: incluido el planeamiento de calidad;
-
Costos valorativos: incluida la inspección;
-
Costos por deficiencias internas: incluidos defectos y repetición del trabajo;
-
Costos por deficiencias externas: incluidos los costos de garantía y anulación de productos.
Feigenbaum define el control de calidad total para la década de los '90 en forma de 10 puntos de referencia fundamentales, que establecen que la calidad:
es un proceso de toda la compañía ;
es lo que el cliente dice que es ;
y el costo es una suma, no una diferencia ;
requiere el entusiasmo de los individuos y los equipos ;
es un modo de gestión ;
y la innovación dependen entre sí ;
es un principio ético ;
requiere una mejora continua ;
es el camino a la productividad más eficaz en relación con el costo y con menor intensidad de capital ;
se implementa dentro de un sistema total conectado a clientes y proveedores.
Estos puntos de referencia hacen de la calidad un modo de enfocar a la compañía en su totalidad hacia el cliente, ya sea el consumidor final o la persona del escritorio contiguo.
El Sistema De Calidad
Cómo podemos producir calidad?
CONTROL: se encuentran los errores cometidos durante el proceso, se los evalúa y corrige con inspecciones, auditorias, tests.
PREVENCION: Un cambio de filosofía basada en detectar la oportunidades que producen los errores, Tomando acciones correctivas sobre las causas. Significa pensar, planear y analizarlos procesos identificando las causas de potenciales errores tomando acciones correctivas.
La prevención requiere la participación de todos los elementos de la organización para la eliminación de errores.
Las consecuencias son las siguientes: las no conformidades son infrecuentes, y si aparecen son investigadas y eliminadas permanentemente, se reducen los costos de operación, se aumenta la sensibilidad de los clientes y podemos adquirir una ventaja competitiva sostenible.
NORMA DE DESEMPEÑO
Un concepto que está cambiando en la valoración de la calidad es la norma de desempeño.
Ningún error es aceptable, por lo que la norma de desempeño esperada para cualquier proceso es CERO DEFECTO.
Esta regla si bien difícil de conseguir, debe ser tomada como una actitud hacia nuestro desempeño, algo que nos ayuda en nuestro proceso de mejoramiento continua de la calidad. Una norma como esta por otro lado explícita lo que se espera de cada uno de los miembros de la organización; no cometer ni dejar cometer errores.
Lo que se espera de cada uno es lo siguiente:
Hacer las cosas bien la primera vez, y siempre.
Hacer las cosas bien significa cumplir con los requerimientos establecidos.
La primera ves significa que hemos adoptado las medidas preventivas necesarias del caso.
siempre tenemos la actitud del cero defecto.
Control de la calidad para la aceptación del lote
En toda planta industrial se adquieren de fuentes externas algunas de las materias primas y partes componentes. Los proveedores pueden ser otras compañías u otras plantas de la misma compañía. En el caso de empresas de gran tamaño, una división de la planta puede considerar la producción de otra división de la misma planta como un proveedor externo. El mayor problema para una factoría ha sido la comprobación de la calidad satisfactoria de estos materiales que provienen de fuera. Algunos de los medios para obtener esta seguridad han sido: la inspección 100 %, el muestreo de los lotes bajo una base arbitraria (en términos comunes, el chequeo arbitrario); aceptar los certificados de inspección presentados por los proveedores en lugar de verificar el examen del lote; y, en algunas ocasiones, recibir el material sin inspección, hasta que las dificultades en sus líneas de producción con ese material, reclamen una inspección. Un enfoque mas efectivo a este problema es el empleo de tablas estadísticas para muestreo de aceptación. Estas tablas han sustituido a casi todos los procedimientos antiguos, constituyendo el alma del control de la fábrica para la aceptación de las piezas o de materia prima. Estas tablas también tienen amplia aplicación de las inspecciones finales o en las pruebas para asegurase de que las remesas a los consumidores tienen la calidad deseada. Los servicios gubernamentales que mantienen equipos de inspección en diferentes plantas industriales, hacen obligatorio el uso de estas tablas, como base para la aceptación de los lotes de piezas y conjuntos armados que se producen para el gobierno. Una necesidad un poco diferente, pero igualmente importante, para poder disponer de tablas de muestreo efectivo, se refiere al control de las piezas o conjuntos armados, durante su proceso en la fabrica. Para el examen periódico de las piezas, las patrullas o inspectores ambulantes del taller, muy frecuentemente se guiaban por procedimientos de acertar o errar.
Para satisfacer esta necesidad se han desarrollado las tablas estadísticas de muestreo para control del proceso. Desde luego que han sido de mucha utilidad en aquellos casos en que no se puede realizar con efectividad la aplicación de las gráficas de control. Se hace el examen de las tablas de muestreo para la aceptación, y para el muestreo durante el control del proceso.
-
Muestreo de aceptación
En el diccionario Webster, se define una muestra como “ una porción ... que se toma para evidenciar la calidad del conjunto “ . Se deduce que las muestras y los métodos seguidos por el muestreo, son la piedra angular estadística empleada en el control de calidad. Por definición:
El muestreo de aceptación es la inspección por muestras en la que se toma la decisión de aceptar o no un producto o servicio; también la metodología que trata de los procedimientos por los que las decisiones de aceptar o no se basan sobre los resultados de la inspección de las muestras.
Las tablas estadísticas de muestreo, son otra de las adaptaciones de la teoría de las probabilidades. Es posible “ tomar una porción como evidencia de la calidad del conjunto “ por una sencilla razón. La variación, que es inevitable en las piezas manufacturadas, sigue por lo general la misma forma básica en todas las unidades que provienen del mismo origen de manufactura. Para determinar esta forma, no será necesario examinar todas las unidades que provienen de ese origen; su distribución se puede establecer perfectamente después del examen de solo un cierto numero de unidades, en otras palabras, por medio del muestreo. Las tablas estadísticas de muestreo consisten en una serie de modelos o planes de muestreo, cada uno destinado a satisfacer diferentes objetivos de la inspección. El muestreo se puede verificar por el procedimiento de pasa/no-pasa (o atributos), o sea, determinar si las unidades en las muestran cumplen con los requisitos de las especificaciones. También se puede efectuar el examen de las muestras por el sistema de mediciones (por variables), es decir, midiendo la característica de la calidad en cada una de las unidades de la muestra. Un plan de muestreo de aceptación se puede definir como:
Un plan especifico que determina el tamaño o tamaños de muestra a ser utilizados, y el criterio asociado de aceptación o rechazo.
La primera parte de esta exposición se concreta a la aceptación pasa/no- pasa. Puesto que la mayor parte de las inspecciones para la aceptación se efectúan bajo este sistema, el mas común de los tipos de tablas de muestreo para aceptación se ha diseñado para datos pasa/no-pasa.
-
Muestreo estadístico
Es completamente evidente que los beneficios potenciales del muestreo, comparados con la inspección 100%, no se obtendrán con un muestreo arbitrario como el analizado anteriormente. La necesidad en la industria de métodos mis efectivos de muestreo se ha visto satisfecha con la presentación de las modernas tablas estadísticas de muestreo para aceptación. En contraste con la falta de confianza y la ambigüedad del muestreo arbitrario, los procedimientos modernos estadísticos de muestreo, son específicos y aseguran confianza. Están basados en los principios bien definidos del calculo de probabilidades, los cuales se han traducido a gráficas y fórmulas disponibles para poderse emplear en el trazado de planes de muestreo individuales a fin de llenar necesidades de las condiciones particulares de cada factoría. Uno de los mas importantes pasos en el desarrollo del muestreo estadístico, ha sido la consolidación en forma de tablas de muestreo de aceptación, de determinados planes particulares de muestreo.
En contraste con los planes superficiales de muestreo arbitrario, las tablas representan una forma disciplinada para la ejecución del muestreo con relación a la confianza en el procedimiento, en el manejo de los lotes y en los costos relativos. Esta doctrina de muestreo de aceptación se basa en cinco principios definidos de las tablas. En éstas se tiene:
1. Especificación de los datos del muestreo.
2. Protección dada por las tablas de muestreo.
3. Terminología del procedimiento.
4. Procedimiento para disponer del lote.
5. Costos requeridos.
Cada uno de estos puntos se trata a continuación.
Diagrama de una tabla de muestreo estadístico
-
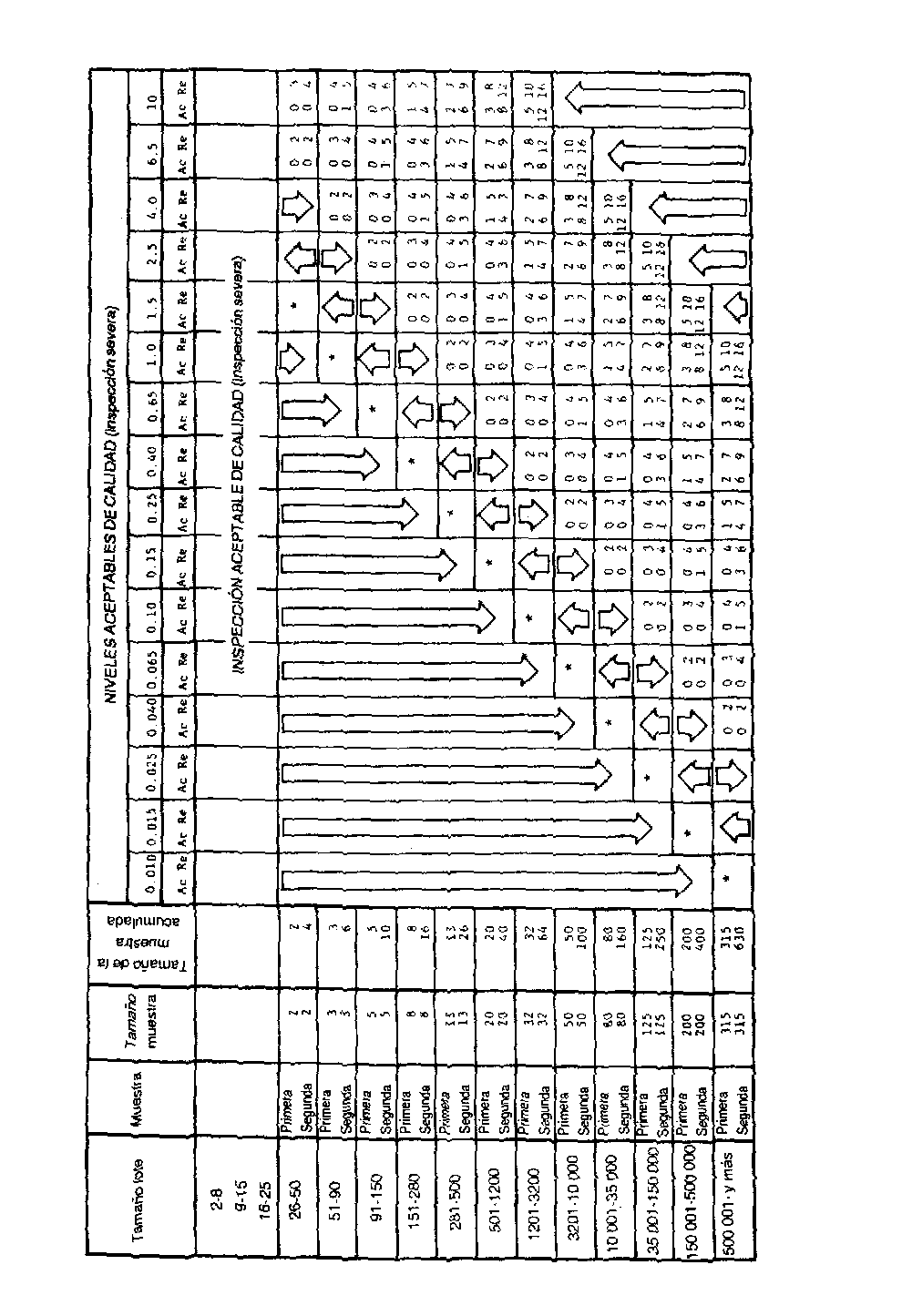
Especificación de los datos del muestreo
Esto es, el tamaño de las muestras que se deban de tomar, las condiciones bajo las cuales se debe de seleccionar la muestra y las condiciones bajo las cuales se debe de aceptar o rechazar un lote. El tamaño de la muestra, según se puede notar en las tablas, a veces implica transigir. La muestra debe ser lo suficientemente grande para que represente la calidad del lote del cual se ha tomado. Este es un problema estadístico. El tamaño de la muestra, en algunas tablas, puede también tomar en consideración el costo mínimo de la inspección. Esto es un asunto económico, y el tamaño de la muestra, al igual que otros datos en las tablas de aceptación, generalmente son una compensación entre la parte económica y la estadística “ pura “ . En algunos productos, en los que el muestreo lo permita, se podrá tolerar que solo un pequeño porcentaje de piezas defectuosas pase a la línea de producción, para ser retiradas en ella. En otros artículos, tuercas y pernos, probablemente se permitirá que pase un porcentaje relativamente alto de unidades defectuosas para que se les retire en producción. Estas tablas contienen una serie de planes de muestreo, con diferentes valores del porcentaje defectuoso, a fin de poder satisfacer diferentes condiciones. Establecido también como parte de los datos, esta el índice de calidad que es un factor común entre los distintos programas de muestreo de una tabla particular de muestreo. Estos índices normalmente se expresan como valores de porcentaje defectuoso o porcentaje malconformado. Distintos planes de muestreo expresan estos índices de calidad en formas diferentes, entre ellos el nivel de calidad aceptable (NCA), limite de calidad saliente promedio (LCSP) y nivel de calidad limitante (NCL). Cada índice de calidad se denomina para servir a un propósito un tanto diferente.
-
Protección dada por las tablas de muestreo
Esto significa el valor del riesgo que aportan los planes de muestreo de una tabla determinada, de rechazar un lote de buena calidad o aceptar un lote malo. Lo mas concreto que el muestreo puede ofrecer, son los riesgos característicos, como 1) dejar pasar un lote que no satisfaga, como si fuera bueno, y 2) rechazar un lote bueno, como si fuera insatisfactorio. La condición 1) se refiere al caso en que una factoría tenga que aceptar lotes, de acuerdo con las tablas de muestreo para aceptación, y que se trata de material inaceptable que se deja pasar a las líneas de manufactura. Para designar esta característica de las tablas de muestreo, se emplea el término riesgo del consumidor. La definición técnica que se aplica al riesgo del consumidor, es la siguiente: El riesgo del consumidor es la probabilidad, para un plan de muestreo dado, de que se acepte un lote con un valor numérico designado que no se desea aceptar. Este valor designado es generalmente el nivel de calidad limitante (NCL) para el plan. El riesgo del consumidor se expresa en una base porcentual; así, una tabla de muestreo dada puede tener un 10% de riesgo para el cliente.
El riesgo del consumidor en términos técnicos de muestreo se designa riesgo p (riesgo beta) del plan de muestreo.
La condición 2 ) concierne a la fábrica que envía los artículos, puesto que la factoría que los adquiere puede regresarlos como inaceptables, cuando en realidad sean aceptables, porque se han rechazado de acuerdo con los planes de una tabla de muestreo. Para describir esta característica de las tablas de muestreo, se emplea el termino riesgo del productor. La definición técnica acostumbrada para el riesgo del productor es similar a lo siguiente: El riesgo del productor es la probabilidad, para un plan de muestra dado, de que no se acepte un lote, cuya calidad tenga un valor numérico asignado que representa un nivel que, por lo general, es deseable aceptar. Este valor designado es en la generalidad el NCA para el plan. El riesgo del productor se expresa en base porcentual; así, una tabla de muestreo dada puede tener un 5% de riesgo del productor. El riesgo del productor en términos de muestreo se denomina riesgo a (riesgo alfa) en el plan de muestreo.
-
Terminología
Ha habido un considerable énfasis en los últimos anos para hacer la terminología de la calidad mas precisa. El área de muestreo se ha beneficiado particularmente de este énfasis.
Como también se discutió en forma idéntica en relación con las gráficas de control, lo que se ha denominado “ unidades que no satisfacen los requisitos “ en las definiciones superiores en esta sección - denominadas “ unidades variantes “ en términos técnicos de muestreo - se expresan normalmente en uno u otro de dos términos en planes de muestreo especifico:
-Unidad mal conformada, que se puede definir como:
Una variedad o servicio que se aparta cuando menos en una forma de la característica de calidad en su nivel esperado, y que ocurre con suficiente severidad para ocasionar que un producto o servicio asociado no cumpla con un requisito especificado.
-Unidad defectuosa, que puede definirse como:
Una unidad de producto o servicio que se aparta cuando menos en una forma de la característica de calidad en su nivel esperado, y que ocurre con severidad suficiente para ocasionar que un producto o servicio asociado no satisfaga los requisitos de uso normal o los razonablemente predichos; o que tiene varias imperfecciones que combinadas ocasionan que la unidad no satisfaga sus requisitos de uso normales o razonablemente predichos.
La diferencia básica es que la unidad defectuosa - y el termino correspondiente defecto - es un termino relacionado con los planes de muestreo orientados hacia la evaluación de unidades con respecto al uso del cliente y que la unidad mal conformada - y el término correspondiente mal conformación - es un termino relacionado con los planes de muestreo orientados hacia la evaluación de las unidades con respecto a su concordancia con las especificaciones. En algunas situaciones de muestreo - tales como las que los requisitos de especificaciones son equivalentes a los requisitos de uso del cliente - los dos términos coinciden. También, algunos requisitos del contrato del cliente pueden especificar que cualquier unidad que se desvíe de los requisitos especificados se considerara defectuosa. En muchas otras situaciones de muestreo, el requisito de especificación puede establecerse internamente dentro de la componía o planta y fijarse en forma deliberada mas estrecho que los requisitos del cliente, haciendo así del termino unidad malconformada el mas apropiado para el muestreo. Se ha establecido que el tipo de variante mas usado con propósitos de muestreo de aceptación en donde la cuestión de la aceptabilidad depende de la concordancia con los limites de tolerancia, probablemente sea una unidad malconformada. Muchas de las tablas de muestreo ampliamente usadas se desarrollaron con el uso de defectuoso y porcentaje defectuoso como terminología básica. Algunas tablas de muestreo recientemente desarrolladas usaron malconformado y porcentaje malconformado como la terminología básica. Cada planta y compañía determinara cual de estos términos describe con mayor precisión a “ las unidades que no cumplen los requisitos “ - o unidades variantes - con respecto al uso de las tablas de muestreo. Por claridad, este capitulo usa, para cada tabla de muestreo y ejemplo discutido, la terminología prescrita por la misma tabla y por la planta y componía a la que se haga referencia en el ejemplo.
-
Procedimiento para disponer del lote
Corresponde a esta parte, una serie de reglas que establecen lo que debe de hacerse con los lotes después de que haya terminado el muestreo. Por tanto, una tabla de muestreo puede incluir la siguiente información: “ Si el numero de unidades defectuosas no se excede del numero especificado en la tabla, se acepta el lote. De lo contrario, se rechaza, o bien, se procede a una inspección 100% de todo el lote “ .
-
Costos requeridos
Esto significa el promedio del costo que es necesario para aceptar o rechazar un lote. En algunas tablas de muestreo, su calculo se ha hecho teniendo en cuenta la inspección mínima necesaria para alcanzar la meta de la calidad, con un determinado valor para el riesgo del consumidor y para el riesgo del productor. Otras tablas de muestreo se han establecido en forma de dar un determinado grado de protección sin incluir el costo mínimo de la inspección. Es obvio que una tabla de muestreo no puede expresar el costo monetario de la inspección. Si se han calculado sobre la base de proporcionar el mínimo de inspección, unicamente expresaran el numero mínimo de unidades que se debe de revisar o de probar,para un determinado conjunto de condiciones. El traducir éstas reglas de muestreo para el empleo de las tablas .
-
Tipos de tablas estadísticas de muestreo
El procedimiento general para el establecimiento de las tablas estadísticas de muestreo, se expresa como debe de servir en principio para determinar cual es la probabilidad de aceptación de los lotes que contengan diferentes porcentajes de defectuosos, cuando esta aceptación se basa sobre el tamaño (N) del lote, del cual se toma una muestra de tamaño (n) y que contenga (c) o menos malconformados. (c) se designa como el numero de aceptación (NA) del plan. Entonces, será necesario reunir dentro de la tabla aquellas condiciones del muestreo que cumplan los requisitos particulares para los cuales se ha establecido el plan. La relación entre el porcentaje defectuoso en los lotes sometidos a inspección y la probabilidad de aceptación, se denomina característica de operación, o simplemente CO, para una condición en particular del muestreo. Cada combinación entre el tamaño del lote, el tamaño de la muestra y el numero de las que se permiten, tiene una característica de operación diferente, cuyo valor se representa gráficamente por una curva. La protección de la calidad que aporta una determinada tabla, se puede juzgar por las curvas CO asociadas con la tabla. Algunos atributos de las curvas CO son de interés particular. Una es, que generalmente, mientras mayor sea el tamaño de la muestra, la inclinación de la curva será mas escarpada. Que tan escarpada está la curva CO, indica el poder del plan de muestreo para discriminar entre la calidad aceptable y la inaceptable. Otro atributo de las curvas CO es que cualquier aumento en el numero de aceptación (c) moverá completa la curva CO a la derecha. En tanto que el procedimiento básico para la construcción de las diferentes tablas estadísticas de muestreo puede ser semejante, existen diferencias, ya sea en los detalles de su construcción, o bien en la forma final que se le da a estas tablas. De acuerdo con las dos clases principales para protección de la calidad, indispensables en las plantas industriales para la inspección del material que se recibe, se han construido dos formas principales de tablas estadísticas de muestreo. Estas son:
1. Aquellas tablas orientadas a la protección de la calidad de los lotes, presentados individualmente para su inspección. Se asocian dos índices de calidad un tanto diferentes con este tipo de tabla
-
Curva característica de operación
-
Nivel de calidad aceptable (NCA)
se puede definir como:El porcentaje máximo de unidades que no cumplen los requisitos en un lote que, con propósitos de muestreo de aceptación, puede considerarse satisfactorio como un promedio del proceso.
Las tablas que usan el NCA como índice están orientadas al muestreo de series continuas de lotes y a proporcionar una alta aseguración de la aceptación del lote cuando el proceso tiene una calidad igual o mejor que el NCA especificado. Recordemos de las discusiones anteriores que el promedio del proceso referido en la definición del NCA, es el valor promedio de la calidad del proceso en términos del porcentaje de unidades que no cumplen con los requisitos.
Nivel de calidad limitante (NCL)
Que puede definirse como: El porcentaje de unidades que no cumplen con los requisitos en un lote para el cual, con propósitos de muestreo de aceptación, el consumidor desea que se restrinja la probabilidad de aceptación a un valor bajo especificado.
Las tablas que usan el NCL como índice están orientadas al muestreo con alto énfasis sobre la calidad de lotes individuales. Típicos de las tablas NCL son los tipos de tolerancia de porcentaje defectuoso en el lote (TPDL), nivel de calidad rechazable (NCR) y nivel de calidad inaceptable (NCI).
La curva CO puede ser indexada para NCA con una probabilidad de aceptación designada Pa, y para NCL con una probabilidad de rechazo o inaceptabilidad designada Pr.
2. Las tablas que ofrecen protección de “ lo almacenado “ , o sea la calidad promedio de un gran numero de lotes del mismo material, después de su inspección. El tipo de la meta de la calidad asociado con esta serie de planes, es el del limite del promedio de la calidad final (LPCF).
-
El limite del promedio de la calidad final (LPCF)
Se puede definir como:La máxima calidad esperada de la calidad final sobre todos los niveles posibles de calidad de recibo, siguiendo el uso de un plan de muestreo de aceptación para un valor dado de la calidad del producto recibido.
Las tablas que usan LPCF como índice están orientadas a asegurar que el promedio a largo plazo de la calidad aceptada no será peor que el valor LPCF; supone la separación y reemplazo de unidades malconformadas en los lotes que no se aceptaron. Este es el índice básico para planes de muestreo continuo. Promedio de calidad final (PCF) se define como:
El valor esperado de la calidad del producto final después del uso de un plan de muestreo de aceptación para un valor dado de calidad del producto recibido.
Todo plan de muestreo que de protección en una de las dos formas anteriores, también proporcionara cierto grado de protección en la otra. Además, cada una de estas dos formas de tablas de muestreo, ofrece beneficios en sus aplicaciones particulares. No se puede asegurar que una tabla sea “ mejor “ que la otra. Cuando la recepción de los lotes individuales de material por una planta, no se hace en forma frecuente, las tablas mas apropiadas serán las de protección por calidad del lote. Cuando se estén inspeccionando gran numero de lotes y el promedio de la calidad del material que se pasa a los talleres sea el factor principal, entonces la protección por el promedio de la calidad final será la indicada. Cada uno de estos dos tipos de tablas se discuten a continuación.
-
Tablas de calidad del lote
Cuando se requiere una tabla que proporcione protección por la calidad del lote, las dos de mayor uso de que se dispone son:
Tablas del porcentaje de defectuosos tolerables en el lote (NCL),
Tablas de nivel de calidad aceptable (NCA).
-
Tablas NCL
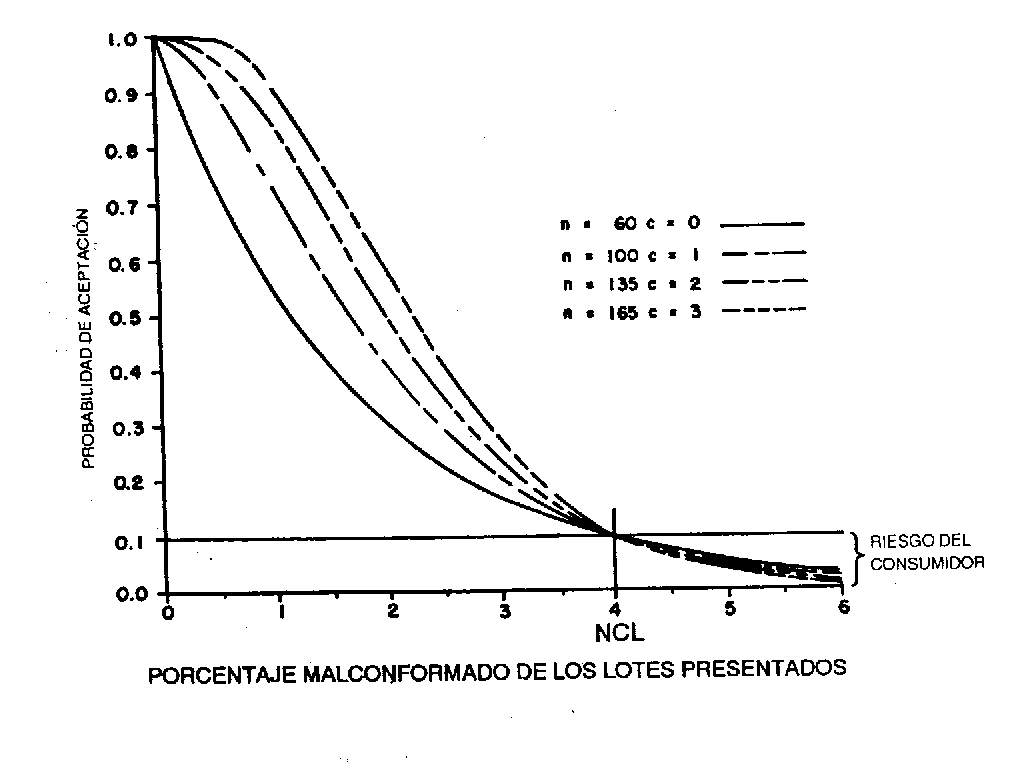
Se presentan las curvas CO para cuatro condiciones de aceptación. Estas curvas se asemejan solo en una condición: todas pasan por el punto en que la probabilidad de aceptación en el eje vertical es de 10%, y el NCL sobre el eje horizontal, es de 4%. La significación de esta tabla de muestreo en particular, se puede expresar en forma sencilla como sigue: bajo estas condiciones de aceptabilidad, el consumidor estará seguro de que el 90% de los lotes que contengan un 4% de defectuosos será rechazado. Luego para este plan en particular, la tolerancia de defectuosos en cl lote es de 4%, con un riesgo para el consumidor del 10%.
-
Tablas NCA
Se presentan las curvas CO para otras cuatro condiciones de aceptabilidad. Estas curvas se asemejan en una condición: todas pasan por un punto cuya probabilidad de aceptación sobre el eje vertical, es de 90% y el nivel de calidad aceptable limite sobre el eje horizontal, es de 4%. La significación de la construcción de esta tabla de muestreo en particular, es la siguiente: bajo estas condiciones de aceptación, los lotes que contengan el 4% de defectos estarán seguros de ser aceptados el 90% de las veces. Existe un 10% de riesgo del productor de que los lotes que coinciden con este nivel de calidad le sean rechazados. Por tanto, para este plan en particular, el nivel aceptable de calidad es del 4%, con un 10% o como riesgo para el productor. Para estas curvas CO, tanto cuando cl NCL y el riesgo del productor (a) y también el NCL y el riesgo del consumidor (p) están especificados, el plan de muestreo esta completamente determinado cuando se toman muestras de tamaño n. La necesidad de que n sea un entero requiere de la decisión de indexar o no el plan para mantener el riesgo (a) del plan o el riesgo (p). Para muestras dobles o múltiples (n1 , n2 -,,), la relación entre estas muestras debe identificarse.
-
Protección por el promedio de la calidad final
Cuando se requiera una protección por el promedio de la calidad final (PCF), las tablas por el limite del promedio de la calidad final (LPCF) serán las que deban emplearse. Estas tablas aseguran a un fabricante que el porcentaje defectuoso promedio de la calidad final, deberá ser igual o menor que un determinado nivel, pero para esto, se requiere que los lotes que sean rechazados bajo este plan, se inspeccionen 100% y que las unidades defectuosas contenidas en estos lotes, sean sustituidas o reparadas. La condición del 4% de defectuosos tolerables en el lote, con n = 60 y c = 0, servirá para explicar la forma del plan de muestreo por LPCF. Los lotes que contuvieran el 1% de malconformados se aceptarían el 56% de las veces. Por tanto, el 44% de los lotes se deberán de inspeccionar 100%, y las unidades malconformadas que se encuentren serán sustituidas o reparadas. El promedio de la calidad después de esta inspección, o PCF, para estos lotes, será de 44% x 0% + 56% x 1% = 0.56%.
Si se sometieran a inspección lotes que contengan el 1.5% de malconformados se ve que el 43% será aceptado y el 57% de los lotes será rechazado, para una inspección 100%; eliminando todos los malconformados el nuevo PCF será de 43% >s16 < s16 1.5%,s16 o sea 0.645%. Para lotes presentados con 2% malconformados el PCF resulta de 0.64%. Este valor del PCF va siendo progresivamente mas pequeño para lotes con 2.5% de malconformados, 3% de malconformados, etcétera. En esta figura se aprecia que el valor máximo para el promedio de la calidad final, bajo este plan, se obtiene para los lotes que se presenten a inspección y que contengan el 1.7% de malconformados. Con este valor del PCF sobre el eje vertical, (LPCF) resulta de 0.68% de malconformados.
-
Muestreo sencillo, doble y múltiple
Con cada uno de estos dos principales planes de muestreo estadístico puede efectuarse de la manera siguiente:
Muestreo sencillo, es decir, decidir la aceptación o el rechazo de un lote, de acuerdo con las unidades de una muestra tomada de ese lote.
Muestreo doble, o sea, seleccionar una muestra de unidades del lote, y bajo determinadas condiciones, poder seleccionar una segunda muestra antes de aceptar o rechazar este lote.
Muestreo múltiple, es decir, decidir sobre la aceptación o el rechazo de un lote, de acuerdo con los resultados de varias muestras de unidades tomadas de ese lote.
De los tres métodos anteriores, posiblemente el muestreo doble es el mas generalizado por las siguientes razones:
-
Comparación entre el muestreo doble y el muestreo sencillo
Psicológicamente, la idea de poder dar a un lote de material una “ segunda oportunidad “ antes de rechazarlo, tiene un atractivo general. Por tanto, el muestreo doble será mas fácil de “ vender “ a una factoría.
En el muestreo doble, se permite tomar una primera muestra de un tamaño mas pequeño que el necesario para cl caso de un plan de muestreo sencillo. Si el porcentaje de malconformados es bajo o muy alto en el material presentado a inspección, es posible que con mucha frecuencia se acepten o bien se rechazan los lotes de acuerdo con los resultados que se obtengan en esa primera muestra. Por tal motivo, el muestreo doble permitirá reducir los costos de la inspección.
Comparación entre el muestreo doble y el muestreo múltiple
1. Los planes de muestreo doble son muy fáciles de administrar, en comparación con los planes de muestreo múltiple. La necesidad de estar seleccionando muestras sucesivas en una forma apropiada, puede requerir un mayor control administrativo y operadores para la inspección mucho mas diestros.
2. En teoría, a veces el muestreo múltiple puede dar lugar a una inspección total inferior a la del muestreo doble, para un determinado grado de protección, puesto que se requiere un tamaño de muestra mucho mas pequeño, Sin embargo, en la practica, la mayor complejidad del muestreo múltiple, en algunos casos, puede dejar la ventaja al muestreo doble, debido a su costo total. Esto se puede comprobar muy particularmente cuando el porcentaje malconformado en los lotes presentados sea muy bajo por ejemplo,0.1% ; en esos casos, la cantidad que se requiere para el muestreo sencillo o para el muestreo doble, basándose en el promedio del proceso, resulta muchas veces la misma que para el muestreo múltiple.
A pesar de la popularidad del muestreo doble, hay ciertos beneficios únicos para el muestreo sencillo y el muestreo múltiple.
-
Muestreo sencillo
El muestreo sencillo resulta ser el único método practico de los planes de muestreo, cuando se trate de una producción que circula por un transportador y donde físicamente es posible seleccionar solo una muestra.
Con lotes de material cuyo porcentaje de malconformados este muy cercano al NCA, el muestreo sencillo puede ofrecer una protección de inspección mas económica que la del muestreo doble.
-
Muestreo múltiple
Cuando se pueden conservar bajo los costos administrativos, el muestreo múltiple permite menores costos de inspección, para determinados grados de protección, que con el muestreo sencillo o con el muestreo doble.
Los nuevos métodos que se han perfeccionado actualmente para simplificar el muestreo múltiple, como el muestreo computarizado, pueden dar lugar a una mejor eficiencia en la administración de estos planes de muestreo. 3. El muestreo múltiple va de acuerdo con la forma en que normalmente hace la selección de la muestra un inspector.
La naturaleza del producto y la forma como se presenta para su muestreo - ya sea en transportador, en cajas apiladas una sobre otra, etc. - son los factores que mas se deben tomar en consideración. Puntualizando, la elección de un plan de muestreo, ya sea sencillo, doble. o múltiple, depende de las condiciones particulares en que se vaya emplear ése plan de muestreo. No se podrá decir que alguno de los tres métodos sea el “ mejor “ ; únicamente se podrá considerar el “ mejor para determinadas condiciones de muestreo.
El enfoque del muestreo para control del proceso
Muchas piezas y materiales, antes de considerárseles como unidades terminadas, se tienen que someter a diferentes operaciones sucesivas de maquinado, de robotizado o de proceso. Muy frecuentemente los productos se ensamblan en las bandas transportadoras, donde se les agregan en forma sucesiva los subconjuntos y además se practican varias operaciones sucesivas. Si se examinan los lotes de estas unidades para establecer su conformidad con las especificaciones únicamente después de haber sido terminadas, es posible que se presente un gran numero de malconformadas. La tendencia preventiva del control total de la calidad, ha hecho inevitable que se establezca un “ control del proceso “ sobre el material, durante el curso de su producción efectiva, a pesar de cualquier procedimiento de aceptación para examinarlas después de su terminación. Este muestreo para el control del proceso es esencial y ha sido aceptado en la industria desde hace tiempo. La prueba de que se ha tomado alguna acción en este sentido, es la existencia en los talleres de las llamadas patrullas de inspección o de inspectores volantes. En esencia, las técnicas modernas del muestreo durante el proceso representan una forma mejor controlada y mejor planeada para las patrullas de inspección, que la que antes se había seguido por muchos años. La introducción de estas técnicas modernas del control del proceso ha tomado diferentes formas. Cuando se efectúa una medición real, la gráfica de control por mediciones ha sido la técnica mas efectiva para el control del proceso. Si se requiere una inspección pasa/no-pasa, las gráficas de control en porcentaje defectuoso o malconformado tienen mayor aplicación y las tablas de muestreo para control del proceso son las indicadas en particular. El tema que se expone a continuación, es la descripción de esta tablas de muestreo para control del proceso.
estas piezas a intervalos frecuentes, regularmente programados. El objetivo de esta forma de comprobación del proceso, es la de proporcionar una representación continua de la calidad de las piezas que se van produciendo. Los planes que logran este objetivo, representan un equilibrio entre los costos de la inspección y la exactitud estadística que se requiere para indicar la calidad de las piezas. Ese equilibrio da como resultado un plan por medio del cual, las muestras que se vayan tomando sean lo suficientemente representativas y los intervalos entre cada comprobación estén lo suficientemente próximos, para que se pueda detener la producción de piezas defectuosas, tan pronto como aparezcan en el proceso de manufactura, Este es el principio fundamental sobre el cual se han diseñado las tablas efectivas de muestreo para un control del proceso. En estas tablas se especifican:
Una serie de programas de muestreo, cuando sea posible, con índice de calidad que proporcionen un grado de riesgo dado.
La frecuencia con que se deben de tomar esas muestras.
Los procedimientos por seguir para complementar la tabla de muestreo; por ejemplo, los pasos para la aceptación o el rechazo de lotes.
Mas que unas tablas de muestreo para aceptación, estas tablas para el control del proceso representan una transición entre las circunstancias reales de una factoría y la estadística “ pura” . Esta situación resulta de la gran necesidad de reconocer dentro de los planes de control del proceso, puntos tan intangibles como la escrupulosa diligencia de los inspectores y operadores del taller, y tan tangibles como la estabilidad del proceso que se juzga. Como resultado, algunas tablas de muestreo para control del proceso representan solo un esfuerzo por colocar la inspección de taller sobre una base programada; algunas otras tablas se encuentran mis apegadas al procedimiento ideal del muestreo estadístico. Probablemente la principal diferencia entre las tablas de muestreo para control del proceso, se refiere al tipo de condiciones de producción para las cuales se han diseñado esas tablas. Se dispone de tres principales de tablas para el proceso y son aplicables para:
Cuando las condiciones de la fabricación, durante un determinado periodo de producción un cuarto de hora, medio día permiten separar materialmente los lotes individuales, para fines de la inspección dei proceso. Por ejemplo, si se están ranurando en una fresadora unos soportes, se pueden colocar dentro de una caja grande colocada al lado de la maquina, entre cada uno de los periodos de inspección.
La producción bajo aquellas condiciones cuando un flujo continuo de la producción hacen imposibles separar materialmente la producción de un determinado periodo de fabricación. Los circuitos integrados fabricados en un proceso continuo dan un ejemplo de este caso.
Cuando un lote de fabricación, para propósitos de la inspección de proceso, se segrega automáticamente durante la operación de manufactura, como en el caso de la producción de un lote de un producto químico.
Las secciones que siguen dan algunas de las técnicas del muestreo para control del proceso, las cuales se han desarrollado para cada una de las condiciones de producción citadas antes.
-
Tabla para control del proceso utilizable cuando la producción se puede separar
Un plan de control del proceso desarrollado inicialmente en la industria, ha de mostrado por si mismo su gran efectividad, cuando las condiciones permiten separar la producción durante un determinado periodo, de la producción durante otro periodo. Su objetividad primordial es el disciplinar las practicas de control bajo ciertas condiciones demandantes de producción, algunas veces sin una determinación estadística totalmente precisa. En algunas operaciones de maquinado, como en perforado o roscado, se presenta la oportunidad de aplicar este plan. Esta fabrica usa las designaciones de defecto y defectuoso para identificar u las unidades que no cumplen los requisitos.
El empleo de la tabla para muestreo en el control del proceso, comprende generalmente los siguientes pasos:
Se establece el valor del NCA para la operación o procesado en cuestión. Por lo general, se toma un solo valor para el NCA, el cual se aplica a todo el proceso y operaciones dentro del área de manufactura. Con este procedimiento se sacrifica la exactitud en algunos casos particulares, pero tiene la ventaja de ser muy simple y además muy económico, lo cual compensa en muchos casos, su relativa falta de exactitud.
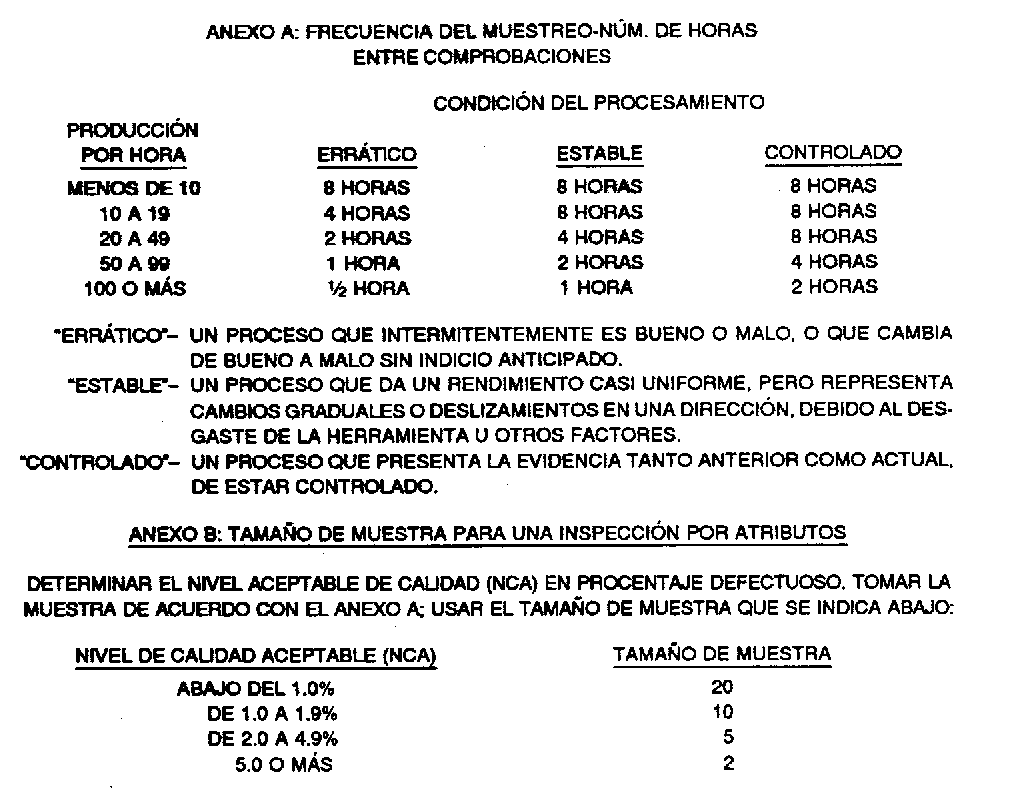
Se determina el tamaño de la muestra por el Anexo B, de acuerdo con el valor del NCA.
Se calcula el promedio de producción por hora de este proceso u operación.
Del anexo A, se toma la frecuencia con que se debe de hacer la comprobación de las muestras.
Se aplica el plan a la producción real. Se separa el material producido entre cada comprobación. A los intervalos marcados se va tomando del proceso la muestra del tamaño que se requiere. Si se encuentra uno o mas defectuosos, se procede de inmediato la corrección del proceso.
Después de verificar una corrección, se continua el procedimiento del muestreo, o bien, se puede proceder en una forma severa durante cierto tiempo, si es que las condiciones ameritan que se tome tal acción.
La selección de las unidades de la muestra del proceso de producción, se puede realizar en tres formas:
Se puede seleccionar la muestra al azar, del lote de piezas que se tienen separadas.
Se puede tomar la muestra del flujo de piezas que se están produciendo en el momento de inspeccionar este proceso.
Se pueden combinar los procedimientos 1 y 2.
La elección de cualquiera de estas tres alternativas dependerá de las condiciones particulares del proceso u operación. Por ejemplo, en las operaciones repetidas de una troqueladora, en la que el proceso es relativamente estable durante periodos cortos de tiempo, pero que presenta “ tendencia “ debido al desgaste de la herramienta durante periodos largos, se puede controlar mejor con el empleo de la alternativa 2. La operación de los taladros se ejecuta a veces por obrero poco entrenadas, o bien, con dispositivos de fijación imperfectos y, por tanto, el proceso acusa muy poca “ tendencia “ , mientras que la falta de cuidado durante cortos periodos si puede afectar en forma importante; entonces este proceso se controla mejor usando la alternativa. La alternativa 3 solo representa un plan de avenencia que se debe emplear en muchos casos.
-
Control del proceso cuando la producción no se separa fácilmente
En aquellas situaciones de producción donde puede no ser practico el separar físicamente los lotes, el proceso de muestreo debe ajustarse de acuerdo con esto. Los mismos principios básicos discutidos en este capitulo para planes de muestreo continuo - CSP-1, CSP-2, CSP-3 y otros - son también especialmente efectivos cuando se aplican a los objetivos de control del proceso en la producción continua de partes y subensambles. Como ejemplos, se incluyen el procedimiento en una línea de componentes electrónicos o el flujo hacia adelante en una banda de ensamble mecánico. Ross hizo una interesante adaptación de este tipo de plan de control del proceso. Su plan esta diseñado alrededor de las siguientes características:
Un NCA de 2% con un riesgo del productor del 5%.
Un porcentaje de tolerancia de defectuosos en el lote del 15% con un riesgo del cliente del 10%.
Se muestran las características de operación para este plan en particular y la curva de calidad media de salida asociada con ella. El programa de muestreo desarrollado bajo este plan requiere de la inspección de un flujo continuo, o “ secuencia “ , de 32 partes sin rechazo. Entonces se revisa una parte de cada 18 hasta que se encuentra un defecto. Cuando se encuentra un defecto, debe encontrarse nuevamente una nueva secuencia de 32 partes sin rechazo. Ya que este plan esta basado sobre la protección individual del lote del tipo NCA en vez de sobre la protección de la producción en general, como en el plan LPCF de Dodge, no es necesario reemplazar las unidades defectuosas encontradas para mantener la exactitud estadística del plan.
-
Relación entre muestreo para control del proceso y muestreo para aceptación
Siempre que se establezcan en una factoría ambos planes, muestreo para control del proceso y muestreo para aceptación, inevitablemente que surgen dos preguntas:
Por que usar los dos tipos de tablas de muestreo? Por que no se emplea una sola? No se traslapan las metas del control del proceso y del muestreo para aceptación? No resultan económicas las tablas de muestreo para aceptación al emplearse en el control del proceso, como lo son las propias tablas de muestreo para control del proceso?
No resulta una duplicación antieconómica el esforzarse sucesivamente para emplear tanto los procedimientos de control de proceso como muestreo de aceptación sobre las piezas que se producen en la misma área de la factoría y por el mismo producto?
Analizaremos en su orden estas dos series de preguntas:
1. En sentido abstracto, por supuesto, los objetivos del control del proceso y las técnicas del muestreo para aceptación son muy similares. Ambas están orientada a ayudar a la producción de piezas satisfactorias y a la prevención de producción de material defectuoso. Desde el punto de vista practico, sin embargo, el propósito logrado por las técnicas del control del proceso es muy diferente del que se logra con las técnicas del muestreo para aceptación. La primera esta desarrollada como una ayuda para el control de la calidad del material durante su proceso de fabricación; en tanto que la segunda ayuda a determinar la aceptabilidad de los lotes de material ya terminado. Conviniendo en que el propósito rendido por las dos técnicas es diferente, esto no representa la única razón; la estructura en si de estas técnicas es considerablemente diferente, y no es posible hacer un intercambio en todos los casos. A veces no es practico y con frecuencia verdaderamente antieconómico, usar las tablas de muestreo de aceptación para fines del control del proceso. Los tamaños de los lotes y los tamaños de las muestras, resultan a veces muy grandes y también resulta inadecuado el procedimiento requerido para la aceptación o el rechazo. Por el mismo precedente, las tablas de muestreo para control del proceso no resultaran practicas para su empleo en el muestreo de aceptación, resultando antieconómicas. Los tamaños de los lotes y de las muestras son demasiados pequeños para la economía, y el procedimiento de aceptación y de rechazo probablemente no será aplicable.
Dentro del programa de una factoría, debe de existir un lugar para cada
una de estas tablas, para el control de su calidad; el lugar de estas técnicas no puede ser suplantado por la otra sin que se resientan perdidas en la economía y carencia de efectividad en el muestreo.
En realidad si existe una duplicación de esfuerzos antieconómica al usar en muchos casos, al mismo tiempo, tablas para el control del proceso y planes de muestreo para aceptación, sobre las piezas producidas en la misma área. Puede hacer justificación par el empleo de ambas técnicas, cuando se usen las tablas de muestreo para aceptación como una comprobación sobre la efectividad de un plan de control del proceso recientemente establecido. También se justifica el empleo de procedimientos de aceptación eventual mente, para hacer auditoria de los resultados de la calidad dentro de un área en la que han estado en uso las tablas de muestreo para control del proceso. Sin embargo, hay sus excepciones; por lo general, un fabricante no tendrá necesidad de agregar a las técnicas del control del proceso, las del muestreo de aceptación, sobre las piezas de la misma área de la factoría. Las tablas del muestreo de aceptación tienen su aplicación máxima en el control de las piezas y materiales que se reciben de una fuente externa a la factoría, sobre cuya producción la fabrica tiene el mínimo de control. Las tablas de muestreo para control del proceso aportan su máximo valor cuando se emplean en las piezas y materiales de manufactura interna sobre los cuales la factoría debe mantener un control completo.
DOCUMENTACIÓN DE CALIDAD (ISO 9000)
INTRODUCCIÓN: Con el advenimiento de las series de las normas de calidad iso 9000, y sus requisitos para un sistema de calidad documentado, nos hemos dado cuenta que no tenemos sistemas de calidad documentados. La falta de documentación parece ser una condición típica de muchas companías estadounidenses. Por lo visto estados unidos ha tenido éxito sin tener que escribirlo todo, sin necesidad de llevar registros extensivos. Ahora confrontamos el reto de documentar que es lo que hacemos para mantener el nivel del éxito. ¿ Cómo mantenemos la medición calibrada y probamos el equipo? ¿ Cómo controlamos la introducción de productos nuevos? ¿ Cómo revisamos los documentos de calidad? ¿ Cómo lo hacemos? ¿ Dónde se encuentran las instrucciones escritas para hacer cualquier cosa? Hoy día la implicación en la mayoría de las series de normas de calidad, ya sea internacional, nacional, o específica del cliente es:
Si lo hace, escríbalo. Si lo escribe, hágalo.
SISTEMAS DE DOCUMENTACIÓN
POLÍTICA: Un sistema completo de procedimientos y políticas documentadas servirá a la función de calidad. Los principios estandarizados dirigirán la elaboración de todos los documentos formales y afectaran su contenido. Se tendrán las definiciones acordes a los documentos relacionados, mismas que se reconocerán y a las cuales se apegara la gente.
ANÁLISIS DE DISTINTOS TIPOS DE DOCUMENTOS:
Declaración de visión
Declaración de misión
Política de calidad
Manual de calidad
Procedimientos administrativos
Procedimientos de operación estándar
DECLARACIÓN DE VISIÓN: Una declaración de visión, cuando se usa, esta pensada para dar al lector una idea de donde se visualiza la compañía en cierto tiempo en el futuro. La posición futura se describe con relación al tamaño, participación de mercado, volumen de dinero, influencia publica, o cualquiera de los muchos amplios criterios disponibles. La intención implícita de la declaración de visión es dar a la compañía una meta ambiciosa y describir al público, las cualidades de un personal administrativo ambicioso, intuitivo, de grandes alcances.
La clave en una declaración de visión es expresar un conocimiento visionario verdadero, con cierto grado de incertidumbre, las condiciones del futuro inmediato que contribuirán a los resultados a largo plazo.
La visión debe ser verosímil, aunque extremadamente atrevida y sin limites. La idea es inculcar en las mentes y los corazones de los empleados, el mismo estimulo de los propietarios de la compañía que hace la declaración. Para mantener los éxitos realizados en cualquier tarea de mejoramiento de la calidad, se debe estar listo, deseoso y capaz de cumplir con todas las normas de esta declaración.
EJEMPLO DE DECLARACIÓN DE VISIÓN:
“ Dominaremos más del 50% de participación del mercado de nuestra mejor
mercancía y atraeremos clientes a un ritmo dos veces mayor que el de nuestro
competidor más cercano”
DECLARACION DE MISION : Una declaración de misión evalúa directamente la forma en la que la compañía realizara el contenido de su declaración de visión ¿qué debe ocurrir para poder lograr lo que se pronostica?¿Cuál es el trabajo, deber, objetivo o propósito de la compania?¿Qué trabajos o tareas debe abarcar ese objetivo? Una declaración de visión que describe el futuro, normalmente de 5 a 10 años, deberá apoyarse en direcciones positivas extrapoladas sobre pequeños incrementos de tiempo para poder hacer que la posición publica de la compania adquiera un sentido de realismo.
En este punto, tareas, trabajos, objetivos o metas no se detallan, pero se establecen como objetivos concisos. El “ ¿cómo lo haremos?”no se expresa en declaración de misión.
EJEMPLO DE DECLARACION DE MISIÓN:
Mejoraremos nuestro porcentaje de participación de mercado en un 25% para finales del año 19xx,con la medición constante de nuestra posición de participación de mercado comparada con la de los lideres de la industria, el promedio de la industria, y nuestros diez principales competidores y con la respuesta adecuada y efectiva de los hallazgos del análisis subsecuentes.
POLÍTICA DE CALIDAD: Una política de calidad tiene el propósito de completar tanto la declaración de visión como la de misión. Estos dos primeros documentos tan solo posicionan a la compania en el futuro e identifica la forma en la que se debe alcanzar dicha posición. este documento establecerá el marco de referencia para el conjunto completo de políticas de la compania especificas a la actividad que se usaran en los procedimientos administrativos.
Lo que se debe comunicar en la política de calidad es el hecho de que la compania reconoce la existencia e impacto potencial de la falta de calidad. El publico al leer la política de calidad de la compania ,deberá obtener una sensación de alivio, seguridad y bienestar. Una política de calidad también tiñe la intención de enviar un mensaje de apoyo y preocupación a todos los empleados.
EJEMPLO DE DECLARACION DE POLITICA DE CALIDAD: “Nunca se embarcaran productos que se sepan que estan defectuosos”
El mensaje en una política de calidad exitosa será que la compania no tolerara nada sino absolutamente lo mejor en lo que se refiere a su cliente y servicios o productos.
MANUAL DE CALIDAD: Un manual de calidad contiene una serie de definiciones relacionadas con los procedimientos administrativos que se requieren en un sistema de calidad total. El propósito de un manual de calidad no es proporcionar detalles paso por paso sobre una tarea especifica.
Se da un gran debate y muchas diferencias de opinión acerca de que es exactamente lo que debe contener un manual de calidad. Es un manual que contendrá elementos tales como: controles del proveedor, controles de materias primas, capacitación, calificaciones de productos terminados, control estadístico de proceso, calibraciones de medición, y otros.
Los clientes particulares pueden especificar requisitos del sistema de calidad peculiares a sus propias necesidades, tales como mantener registros de calidad en términos de tiempo, o el limite de tiempo en el que se responderán las reclamaciones del cliente, o el método por medio del cual se presentaran los datos de proceso. Estos requisitos específicos del cliente rara vez son un dolor de cabeza para el profesional de calidad capaz, a veces son una molestia, pero muy pocas veces son un problema importante. De hecho, en la mayoría de los casos, si no es que en todos, se puede crear un sistema de calidad interno para resolver cualesquiera y todos los requisitos del sistema de calidad específicos al cliente, además de cualesquiera normas del sistema de calidad nacional, internacional, o ambos reconocidos. Este enfoque influirá sobre el sistema de calidad general y evitara que parezca que hay varios sistemas de calidad fragmentados. Una vez que se identifican determinan y/o se llegan a un acuerdo sobre todos los rasgos y características del sistema de calidad deseado.
El manual de calidad no enseñara, guiará o dirigirá, simplemente informara.
PROCEDIMIENTO ADMINISTRATIVO: Se basa en la estrategia, se dedica a examinar, analizar con minuciosidad y explicar que se requiere en la creación de un manual de políticas y procedimientos eficaz, eficiente y fácil de usar.
No permita que el miedo a dar detalles le impidan decir todo el procedimiento. Es mejor decir demasiado y superar las expectativas que mencionar solo lo suficiente y apenas satisfacerlas, o no explicar lo suficiente y no satisfacerlas en absoluto.
PROCEDIMIENTO DE OPERACIÓN ESTANDAR: Son aquellos documentos con los que probablemente ya esta familiarizado ahora; procedimientos de pruebas de laboratorio, instrucciones de mezcla, instrucciones de instalacion, instruciones de manejo, etc. Estas normas o requisitos se emplearan en el sistema de producción diario. Algo que con claridad sea útil a la persona que lo utilizara. Tiene muy poco contenido, poco detalle, para no consumir al lector, todas las instrucciones de trabajo están allí.
En los procedimientos de operación estándar se encuentran las instrucciones de algo tan común como la secadora de manos instalada en un baño, lo mismo que sucede con las instrucciones que se dan en los cajeros automáticos, lo cual representa un ejemplo de un procedimiento de operación estándar, eficiente, efectivo y fácil de usar
NIVEL 1
DECLARACIÓÑ DE Visión: proyección de la administracion sobre el
lugar que ocupara la compañía en el futuro.
DECLARACIÓN DE MISIÓN: Compromiso cuantitativo de administración
POLÍTICA DE CALIDAD: Posición de la compañía en cuanto a la mane-
en la que la calidad afectara la búsqueda de la declaración de misión.
MANUAL DE CALIDAD: Recopilación de posiciones de la compañía sobre
requisitos del sistema de calidad específicas a la actividad.
NIVEL 2
PROCEDIMIENTO ADMINISTRATIVO: Direcciones sistemáticas para
Satisfacer los requisitos del sistema de calidad específicos para la actividad
NIVEL 3
PROCEDIMIENTO DE OPERACIÓN ESTANDAR: Instrucciones
especificas a al actividad o función ( por ejemplo instrucciones de uso de
equipo, de trabajo, al operador, programa de lotes, diagrama de flujo.
SISTEMA DE GESTION Y ASEGURAMIENTO DE LA CALIDAD
SERIE ISO 9000
IMPORTANCIA Y NECESIDAD
La globalización de los mercados y los mecanismos regionales de integración plantean nuevos y fuertes desafíos competitivos a todas las organizaciones y están creando permanentemente nuevas condiciones para competir. La clave para alcanzar estos nuevos niveles de competitividad radica en la modernización de la tecnología, la formación del personal y el desarrollo de nuevas formas de organización y gestión de los procesos productivos.
El nuevo enfoque integral de la calidad brinda un sistema de gestión que asegura que las organizaciones satisfagan los requerimientos de los clientes, y a su vez hagan uso racional de los recursos, asegurando su máxima productividad. Asimismo permite desarrollar en la organización una fuerte ventaja competitiva como es la cultura del "mejoramiento continuo" con un impacto positivo en la satisfacción del cliente y del personal y un incremento de la productividad.
Actualmente se puede asegurar que los métodos de calidad están siendo el pilar sobre el cual se apoya toda empresa para garantizar su futuro. La presión va en cascada y su fuerza es inevitable. Quién no esté en proceso de normalizar su empresa, implantar un sistema de calidad y obtener la certificación no tiene futuro (Senlle -Stoll - Calidad y Normalización).
DEFINICIONES
La norma ISO 8402 define los términos relacionados con los conceptos de calidad.
Calidad: La totalidad de las características de una entidad que le confieren la aptitud para satisfacer las necesidades preestablecidas.
Sistema de gestión de la calidad: es una forma de gestión de una organización, centrada en la calidad, basada en la participación de todos sus miembros y que apunta al éxito a largo plazo a través de la satisfacción del cliente y a proporcionar beneficios a todos sus miembros y a la sociedad.
Aseguramiento de la calidad: son todas las acciones planificadas y sistemáticas necesarias para proveer adecuada confianza de que un producto o servicio satisfacerá determinados requerimientos de calidad
Calidad total: es hacer bien las cosas de primera instancia y mejorarlas continuamente. Hay que hacer las cosas bien sin gastar esfuerzo en rectificar, controlar, asegurar o modificar cosas mal hechas.
LAS NORMAS DE LA SERIE ISO 9000
La International Standard Organization (ISO) ha elaborado las normas de la serie ISO 9000 para la gestión y el aseguramiento de la calidad. La primera edición de las normas fue en 1987. Posteriormente, en 1994 se hizo una revisión de las normas y se espera una próxima revisión para el año 2000.
La serie ISO 9000 se compone de las siguientes normas:
ISO 9000: incluye directrices para la selección y utilización de las normas de la serie.
ISO 9001: da los requerimientos exigibles a la organización para el aseguramiento de la calidad en las actividades de diseño, desarrollo, producción, instalación, inspección y servicio posventa.
ISO 9002: determina los requerimientos exigibles para el aseguramiento de la calidad en las actividades de producción, instalación y servicio posventa.
ISO 9003: establece los requerimientos exigibles para el aseguramiento de la calidad solo en las actividades de inspección y ensayos finales.
ISO 9004: es una guía para la gestión de la calidad y elementos del sistema de calidad.
Las normas complementarias de la serie son :
ISO 8402: es una recopilación del vocabulario utilizado en las normas de la serie.
ISO 10011-1/2/3 : establecen criterios de auditorías, de calificación de los auditores y de gestión de programas de auditorías, respectivamente.
ISO 100013: es una guía para la elaboración del manual de calidad.a la organización
De todas las normas de la serie, las únicas certificables son la 9001, 9002 y 9003.
Por qué han tenido tanto éxito estas normas?
Las normas han sido adoptadas en mas de 100 países. Entre las razones de su éxito se pueden mencionar:
-
Son simples en su redacción y de fácil interpretación
-
Son aplicables a cualquier tipo de organización
-
Son certificables, esto es demostrable ante terceros
-
Establecen un idioma común entre cliente y proveedor, muy importante en las transacciones internacionales.
DOCUMENTOS DEL SISTEMA DE CALIDAD
Los documentos del sistema son:
-
Normas y reglamentos aplicables a la actividad
-
Manual de calidad
-
Procedimientos generales
-
Procedimientos específicos
Las Normas y Reglamentos indican que se debe hacer.
El manual de calidad es el documento que establece la política general de calidad. Detalla lo que se va hacer.
Los procedimientos generales deben establecer cómo se desarrollan las actividades, quienes son responsables de los mismos y cuáles son los criterios de aceptación y rechazo. Describen como se va hacer.
Los procedimientos específicos, instrucciones detallan aspectos de los procedimientos generales. Detallan como se lleva a la práctica cada actividad.
Manual de Calidad
Instrucciones generales
Instrucciones generales
CERTIFICACIÓN
El certificado de conformidad es un documento mediante el cual el organismo certificador, certifica que el sistema de calidad de una organización cumple los requerimientos de la norma de referencia.
Este certificado se otorga luego de que el organismo certificador verifica, mediante una auditoría, que la organización auditada cumple pos requerimientos exigibles por la norma. Esto es, dispone de documentación apropiada, y se da cumplimiento a .lo establecido en la documentación.
El certificado debe contener la fecha de emisión, el período de validez y el plazo de las auditorías de revisión.
Las empresas certificadoras que actúan en nuestro país son: IRAM, Det Norske Veritas, Lloyd's Register Q.A., Bureau Veritas Q.I., entre otras.
La serie ISO 9000 es, actualmente, el modelo mas difundido para el aseguramiento de la calidad, aplicable a organizaciones de diferentes tamaños y tipos de actividad. La certificación de sistemas de calidad sobre la base de éstas normas se ha impuesto en el comercio internacional y se ha convertido en barrera no arancelaria al comercio, de allí la importancia de prestarle atención.
COSTO DE CALIDAD*
¿Qué es Costo de Calidad?
No hay visión uniforme de lo que es costo de calidad y lo que debe ser incluido bajo este término. Las ideas acerca del costo de calidad han venido evolucionando rápidamente en los últimos años (1). Anteriormente era percibido como el costo de poner en marcha el departamento de aseguramiento de la calidad, la detección de costos de desecho y costos justificables.
Actualmente, se entienden como costos de calidad aquéllos incurridos en el diseño, implementación, operación y mantenimiento de los sistemas de calidad de una organización, aquéllos costos de la organización comprometidos en los procesos de mejoramiento continuo de la calidad, y los costos de sistemas, productos y servicios frustrados o que han fracasado al no tener en el mercado el éxito que se esperaba.
Si bien es cierto que existe costos ineludibles, debido a que son propios de los procesos productivos o costos indirectos para que éstos se realicen, algunos autores, además de estas erogaciones, distinguen otros dos tipos de costos; el costo de calidad propiamente dicho, que es derivado de los esfuerzos de la organización para fabricar un producto o generar un servicio con la calidad ofrecida, el "costo de la no calidad", conocido también como el "precio del incumplimiento" o el costo de hacer las cosas mal o incorrectamente.
Este último lo definen como aquellas erogaciones producidas por ineficiencias o incumplimientos, las cuales son evitables, como por ejemplo: reprocesos, desperdicios, devoluciones, reparaciones, reemplazos, gastos por atención a quejas y exigencias de cumplimiento de garantías, entre otros. Por otra parte, otros incluyen a ambos bajo el concepto de costo de calidad.
Bajo esta óptica, los costos relativos a la calidad pueden involucrar a uno o más departamentos de la organización, así como a los proveedores o servicios subcontratados, al igual que a los medios de entrega del producto o servicio.
Esto significa que no están exentas de responsabilidad las áreas de ventas, mercadotecnia, diseño, investigación y desarrollo, compras, almacenamiento, manejo de materiales, producción, planeación, control, instalaciones, mantenimiento y servicio, etc. De ahí que, en la medida en que vea más ampliamente el costo de calidad, dependerá su importancia y peso específico dentro de la administración de un negocio o su impacto en los procesos de mejoramiento tendientes a la calidad total.
¿ Por qué es importante el Costo de Calidad?
El costo de la calidad no es exclusivamente una medida absoluta del desempeño, su importancia estriba en que indica donde será más redituable una acción correctiva para una empresa.
En este sentido, varios estudios, autores y empresas señalan que los costos de calidad representan alrededor del 5 al 25 % sobre las ventas anuales. Estos costos varían según sea el tipo de industria, circunstancias en que se encuentre el negocio o servicio, la visión que tenga la organización acerca de los costos relativos a la calidad, su grado de avance en calidad total, así como las experiencias en mejoramiento de procesos.
Alrededor del 95% de los costos de calidad se desembolsan para cuantificar la calidad así como para estimar el costo de las fallas. Estos gastos se suman a valor de los productos o servicios que paga el consumidor, y aunque este último sólo los percibe en el precio, llegan a ser importantes para él, cuando a partir de la información que se obtiene, se corrigen las fallas o se disminuyen los incumplimientos y reprocesos, y a consecuencia de estos ahorros se disminuyen los precios.
Por el contrario cuando no hay quien se preocupe por los costos, simplemente se repercuten al que sigue en la cadena (proveedor-productor-distribuidor-intermediario-consumidor), hasta que surge un competidor que ofrece costos inferiores.
Muchos de nosotros hemos presenciado cuando por ejemplo un abarrotero devuelve al proveedor mercancía dañada o en mal estado, y el proveedor diligentemente la acepta para su reemplazo; en lo que no siempre recapacitamos, es en que, el costo de esas devoluciones, que implica el regresar o destruir esas mercancías, el papeleo y su reposición al abarrotero, lo pagamos finalmente todos los clientes.
¿ La medición de costos de calidad?
Generalmente la medición de costos de calidad se dirige hacia áreas de alto impacto e identificadas como fuentes potenciales de reducción de costos. Aquéllas que permiten cuantificar el desarrollo y suministran una base interna de comparación entre productos, servicios, procesos y departamentos.
La medición de los costos relativos a la calidad también revela desviaciones y anomalías en cuanto distribuciones de costos y estándares, las cuales muchas veces no se detectan en las labores rutinarias de análisis. Por último, y quizás sea el uso mas importante, la cuantificación es el primer paso hacia el control y el mejoramiento.
Costos, Calidad, Inversiones y Mejoramiento.
Existe una alta relación entre costos, calidad, inversiones y mejoramiento, especialmente mejoramiento de la calidad. De ahí que la clasificación de costos mas utilizada esté referida fundamentalmente a tres categorías: prevención, valoración o cuantificación y fallas/fracasos.
Las ventajas de esta particular categorización son, primeramente que están universalmente aceptadas; segundo, cubre la mayoría de las clases de costos, y tercero, la más importante, suministra un criterio generalizado que ayuda a precisar de que costo se trata, en donde se ubica y si es relacionado con la calidad.
Con el propósito de favorecer una acercamiento mayor a las decisiones de negocios, a esta clasificación, se han sumado otros elementos a ponderar, como son: los proveedores, la propia empresa y los consumidores.
Muchos de los costos posventa y posgarantía, pueden ser incluidos bajo estos rubros.
Estas clasificaciones son enunciativas, mas no exhaustivas, ya que los costos de calidad siempre estarán en función del propósito al que responden. En este sentido lo recomendable es que los costos que se identifiquen propicien la acción y la toma de decisiones que deriven en el mejoramiento continuo especialmente de los productos, procesos, servicios y proveedores.
A fin de auxiliar en la identificación de las categorías principales, a continuación se presentan de manera desagregada.
COSTOS DE PREVENCIÓN
Son el costo de todas las actividades llevadas a cabo para evitar defectos en el diseño y desarrollo; en las compras de insumos, equipos, instalaciones y materiales; en la mano de obra, y en otros aspectos del inicio y creación de un producto o servicio. Se incluyen aquellas actividades de prevención y medición realizadas durante el ciclo de comercialización, son elementos específicos los siguientes:
-
Revisión del diseño .
-
Calificación del producto.
-
Revisión de los planos.
-
Orientación de la ingeniería en función de la calidad.
-
Programas y planes de aseguramiento de la calidad.
-
Evaluación de proveedores.
-
Capacitación a proveedores sobre calidad.
-
Revisión de especificaciones.
-
Estudios sobre la capacidad y potencialidad de los procesos.
-
Entrenamiento para la operación.
-
Capacitación general para la calidad.
-
Auditorías de calidad a mantenimiento preventivo.
COSTOS DE VALORACIÓN O CUANTIFICACIÓN DE LA CALIDAD
Se incurre en estos costos al realizar: inspecciones, pruebas y otras evaluaciones planeadas que se usan para determinar si lo producido, los programas o los servicios cumplen con los requisitos establecidos. Se incluyen especificaciones de mercadotecnia y clientes, así como los documentos de ingeniería e información inherente a procedimientos y procesos. Son elementos específicos los siguientes:
-
Inspección y prueba de prototipos.
-
Análisis del cumplimiento con las especificaciones.
-
vigilancia de proveedores.
-
Inspecciones y pruebas de recepción.
-
Actividades para la aceptación del producto.
-
Aceptación del control del proceso.
-
Inspección de embarque.
-
Estado de la medición y reportes de progreso.
COSTOS DE FALLA/FRACASO
Están asociados con cosas que no se ajustan o que no se desempeñan conforme a los requisitos, así como con los relacionados con incumplimientos de ofrecimientos a los consumidores, se incluyen todos los materiales y mano de obra involucrada. Puede llegarse hasta rubros relativos a la pérdida de confianza del cliente. Los rubros específicos son:
-
Asuntos con el consumidor (reclamaciones, demandas, atención de quejas, negociaciones, etc.).
-
Rediseño.
-
Ordenes de cambio para Ingeniería o para Compras.
-
Costos de reparaciones.
-
Aplicación de garantías.
Costo de Calidad/Precio del incumplimiento.
Otra forma de ver el costo de calidad se denomina precio del incumplimiento: lo que cuesta hacer las cosas mal.
Bajo este enfoque los gastos del precio del incumplimiento comprenden:
-
Reproceso.
-
Servicios no planificados.
-
Repeticiones de la computadora.
-
Excesos de inventario.
-
Administración ( o manejo) de quejas.
-
Tiempo improductivo.
-
Retrabajos.
-
Devoluciones.
En síntesis, el precio del incumplimiento es el costos del desperdicio: tiempo, dinero y esfuerzo. Es un precio que no es necesario pagar.
Técnicas de Cálculo.
Existen algunas técnicas para calcular el costo de la no calidad o el precio del incumplimiento. Entre las más importantes están:
-
Partidas contables.
-
Precio por persona
-
Mano de obra asignada.
-
Precio por defecto.
-
Desviación de lo ideal.
Partidas Contables.
Esta técnica utiliza la lista de cuentas o el libro mayor de contabilidad de la empresa, la división o el departamento, para localizar las cuentas que representan el costo de hacer las cosas mal. Por ejemplo: en el caso de un banco, serían costos por créditos incobrables, en otro tipo de empresas, serían los pagos por incapacidades derivadas de accidentes de trabajo.
Precio por Persona.
Esta técnica se utiliza básicamente para calcular el costo de tener puestos cuya única actividad esta en función de corregir o enmendar lo defectuoso. Tal es el caso de: administradores o personal que atiende las quejas y reclamaciones, puestos destinados a efectuar reprocesos, entre otros.
Mano de Obra Asignada.
Comprende el cálculo de las horas-hombre y otros gastos que implica una tarea específicamente dirigida a la detección y/o corrección de defectos u errores, por ejemplo:
-
El costo del tiempo empleado para rastrear errores.
-
El costo del tiempo empleado para encontrar un defecto o una falla.
-
El costo del tiempo empleado en explicar a un proveedor los problemas encontrados en el material suministrado.
Cuando se utiliza esta técnica para calcular el costo por mano de obra, es importante considerar todas las erogaciones, incluyendo prestaciones y otros gastos generales relacionados con el empleo de dicho personal.
Precio por Defecto.
Esta técnica es particularmente útil cuando hay múltiples incidentes. El precio por defecto implica tomar el costo promedio de un incumplimiento y después multiplicarlo por el número de incumplimientos. Un ejemplo del precio por defecto sería determinar el costo promedio que implica la captura de información de pedidos de un cliente y después multiplicarlo por el número de recapturas o correcciones por errores en la captura inicial.
Desviación de lo Ideal.
La desviación de lo ideal puede utilizarse para comparar cuánta energía o materia prima está consumiendo un proceso actualmente, contra la cantidad para la que estaba diseñado consumir.
A continuación se presenta un listado de conceptos mas usuales de costos de no calidad:
-
Administración de quejas.
-
Ausentismo.
-
Aviso de cambios de ingeniería.
-
Costo por perjuicio.
-
Costo por reclamaciones de los clientes.
-
Cuentas incobrables.
-
Cuentas por cobrar vencidas.
-
Demandas por incumplimientos.
-
Desperdicios.
-
Devoluciones.
-
Energía desperdiciada.
-
Errores de diseño.
-
Errores de facturación.
-
Errores de impresión.
-
Errores de perforista.
-
Errores de procesamiento de datos.
-
Exceso de inventario.
-
Fletes especiales.
-
Garantías.
-
Mantenimiento correctivo.
-
Mermas.
-
Multas y recargos.
-
Reconciliación de cuentas.
-
Rediseños.
-
Repeticiones de la computadora.
-
Separar lo bueno de lo malo.
-
Servicios no planificados.
-
Tiempo improductivo.
-
Tiempo extra no planificado.
-
Etc.
Consideraciones finales.
A medida que se profundiza en el costo de la calidad inevitablemente se tiene que avanzar en tres ámbitos:
-
1. La naturaleza del sistema contable de la compañía, a fin de que las cuentas utilizadas respondan a los requerimientos de información para la calidad.
-
2. La identificación de todos los costos asociados con la función de calidad así como los reportes paralelos que apoyan a otras funciones.
-
3. El concepto de un óptimo para los costos de calidad.
Bajo esta orientación, las dos fases mas convenientes de un programa de mejora de costos de calidad serían las siguientes:
-
a) Estimar los costos de calidad de un momento dado, a fin de utilizar la información para justificar un programa de mejora de costos de calidad, y reducción de sus propios costos.
-
b) Medir los costos de calidad y difundirlos, buscando que su conocimiento por parte de los directivos estimule la toma de decisiones y la conciencia de aquéllos que deben ser evitados.
GLOSARIO DE TIPOS DE COSTOS DE CALIDAD MÁS USUALES (2)
Costos por fallas internas.
¥ Desechos. Pérdida neta en mano de obra y materiales resultante de defectos que no pueden ser utilizados ni reparados económicamente.
¥ Trabajos de reelaboración. Costos de corregir defectos a fin de hacer los productos aptos para el uso. A veces esta clase de costos es ampliada para incluir operaciones extras creadas para resolver una epidemia de defectos o suplementos especiales en las piezas, previstos para fines similares.
¥ Doble ensayo. Costo de la segunda inspección o ensayo de los productos que han tenido que ser reelaborados o reparados.
¥ Tiempo de paro. Costo de las instalaciones paradas a consecuencia de defectos (p. e., máquinas impresoras rotativas paradas debido a rotura de papel, aviones parados debido a la infiabilidad).
¥ Pérdidas de rendimiento. Costos por rendimientos bajos en procesos que los podrían tener más altos mejorando los controles. Incluye el "sobrellenado" de envases (que van a clientes) debido a la variabilidad en el equipo de llenado y medición.
¥ Gastos de disposición. Esfuerzo requerido para determinar si los productos no conformes son utilizables y decidir su disposición final.
Costos por fallas externas.
¥ Atención de reclamaciones. Todos los costos de investigación y atención de quejas justificadas atribuibles a productos o instalación defectuosos.
¥ Material devuelto. Todos los costos asociados a la recepción y sustitución de productos defectuosos devueltos a los proveedores.
¥ Gastos de Garantía. Todos los costos implicados en el servicio a los clientes de acuerdo a los contratos de garantía.
¥ Concesiones. Costos de negociaciones hechas a clientes debido a productos fuera de norma que son aceptados por el cliente como tales. Incluyen pérdidas en ingresos debido a productos degradados para la venta como de "segunda".
Costos de Valoración.
¥ Verificación de la recepción. Costo de determinar la calidad de los productos de los proveedores, sea por inspección a su recepción, por inspección en origen u otros métodos de vigilancia.
¥ Inspección y Prueba. Costos de controlar la conformidad del producto a todo lo largo de su proceso de fabricación, incluyendo la aceptación final y el control de embalaje y expedición. Incluye los ensayos de vida útil, ambientales y de fiabilidad. También ensayos hechos por exigencia del cliente antes de enviar el producto a éste.
¥ Mantenimiento de la precisión del equipo de prueba. Incluye el costo operativo del sistema que mantiene calibrados los instrumentos y equipo de medición.
¥ Materiales y servicios consumidos. Incluye el costo de los productos consumidos en las pruebas destructivas, materiales consumidos, cuando sean importantes.
¥ Evaluación de existencias. Incluye los costos de probar productos almacenados en destino o en los propios almacenes para evaluar su posible degradación.
Costos de Prevención.
¥ Planificación de la calidad. Se incluye aquí la amplia gama de actividades que forman colectivamente el plan general de calidad de la compañía, planes de inspecciones, de fiabilidad, el sistema de datos, manuales y procedimientos, etc.
¥ Revisión de nuevos productos. Incluye la corrección de propuestas de ofertas, evaluación de nuevos diseños, preparación de programas de prueba y experimentación y otras actividades de calidad asociadas con el lanzamiento de nuevos diseños.
¥ Adiestramiento. Costos de programas de adiestramiento para lograr y mejorar los niveles de calidad, no importa que departamento sea el que reciba el adiestramiento.
¥ Control de proceso. Incluye aquella parte del control de procesos realizada para lograr la adecuación al uso, separada del logro de productividad, seguridad, etc. (Esta separación a menudo es difícil).
Obtención y análisis de datos de calidad.
¥ Informes de calidad. Incluye el trabajo de resumir y proporcionar información sobre calidad para la media y alta dirección.
¥ Proyectos de mejora. Incluye el trabajo de estructurar y desarrollar programas de evolución a nuevos niveles de realización. Por ejemplo: programas de prevención de defectos, programas de motivación, etc.
______________________________________________________
| DISTRIBUCION PROVINCIAL DE SEDES CERTIFICADAS SEGUN |
| TOTAL DE CERTIFICACIONES: 1010 Información actualizada al 30 de abril de 1999 |
| PROVINCIA | Nº SEDES CERTIFICADAS | % | |
| Buenos Aires | 511 | 46,3 | |
| Capital Federal | 218 | 19,8 | |
| Catamarca | 2 | 0,2 | |
| Chaco | 1 | 0,1 | |
| Chubut | 8 | 0,7 | |
| Córdoba | 134 | 12,1 | |
| Corrientes | 2 | 0,2 | |
| Entre Ríos | 5 | 0,5 | |
| Formosa | 1 | 0,1 | |
| Jujuy | 4 | 0,4 | |
| La Pampa | 2 | 0,2 | |
| La Rioja | 4 | 0,4 | |
| Mendoza | 42 | 3,8 | |
| Misiones | 1 | 0,1 | |
| Neuquén | 10 | 0,9 | |
| Salta | 3 | 0,3 | |
| San Juan | 13 | 1,2 | |
| San Luis | 26 | 2,4 | |
| Santa Cruz | 1 | 0,1 | |
| Santa Fe | 101 | 9,2 | |
| Tierra del Fuego | 8 | 0,7 | |
| Tucumán | 7 | 0,6 | |
| TOTAL | 1104(*) | 100 | |
| DISTRIBUCION PROVINCIAL DE SEDES CERTIFICADAS SEGUN | |||
| TOTAL DE CERTIFICACIONES: 55 Información actualizada al 30 de abril de 1999 |
| PROVINCIA | Nº SEDES CERTIFICADAS | % |
| Buenos Aires | 30 | 48,4 |
| Capital Federal | 4 | 6,5 |
| Chubut | 1 | 1,6 |
| Córdoba | 2 | 3,2 |
| La Pampa | 1 | 1,6 |
| La Rioja | 2 | 3,2 |
| Mendoza | 3 | 4,8 |
| Neuquén | 5 | 8,1 |
| Río Negro | 2 | 3,2 |
| San Luis | 2 | 3,2 |
| Santa Cruz | 3 | 4,8 |
| Santa Fe | 5 | 8,1 |
| Tucumán | 2 | 3,2 |
| TOTAL | 62(*) | 100 |
CALIDAD TOTAL (TQM)
DEFINICIÓN:
Si bien no existe una definición ampliamente aceptada de TQM, hay un conjunto de características que, una vez delineadas, pueden emplearse para esbozar una definición. Este conjunto abarca cinco elementos clave:
Prioridad para mejorar la calidad y la satisfacción del cliente, en especial a través de la prevención de problemas.
Compromiso generalizado, apoyado por una capacitación considerable del personal en técnicas básicas de gestión de calidad y de análisis / mejora de procesos, junto con una comunicación y su misión, visión, objetivos y desempeño.
Numerosas (continuas) mejoras adicionales de los procesos, predominantemente logradas a través de ideas generadas y apoyadas por el amplio compromiso de los empleados y decisiones basadas en información.
Compromiso y apoyo considerables y permanentes de la gerencia máxima.
Pensamiento a largo plazo; es decir, estar dispuesto a esperar de tres a cinco años por un cambio en la cultura de la compañía y mejores (pero no especificados) resultados generales.
OBJETIVOS
-
Provocar una toma de conciencia en relación a la realidad: contextual, organizacional y de los sistemas de información, frente a la temática de la calidad.
-
Diseñar una propuesta compatible con las necesidades emergentes de las organizaciones de negocios, comprometidas con la calidad total.
-
Definir un sistema de costos de la calidad total, las correspondientes técnicas de medición y análisis, y asimismo la implementación pertinente.
-
Desarrollar un herramental contable-gestional que habilite un monitoreo eficiente y eficaz de la calidad total.
ALCANCES
Los análisis desarrollados y las propuestas planteadas a lo largo del presente trabajo se limitan a los aspectos consignados dentro de los objetivos ya referidos anteriormente, obviándose la reiteración de conceptos conocidos y suficientemente tratados por la pertinente literatura técnica.
Consecuentemente, el análisis que nos ocupa no descalifica ni desconoce todos aquellos aspectos vinculados con la calidad total que no son abordados por exceder el ámbito ya referido.
HIPOTESIS DE TRABAJO
Los supuestos básicos que definen el punto de partida de la temática bajo estudio son los siguientes:
-
Se verifica una creciente competencia, tanto en el escenario nacional como en el internacional, que demanda de las organizaciones de negocios una mayor productividad.
-
La productividad en las empresas es en buena medida función del nivel de calidad total imperante en las mismas.
-
La implementación y seguimiento de la gestión de la calidad total suele encontrar dificultades por la ausencia de una adecuada infraestructura de información y de un eficiente sistema de monitoreo.
-
El adecuado replanteo del punto que antecede hace a la vialidad o no de las organizaciones de negocios que buscan proyectarse hacia el horizonte futuro.
PASOS A SEGUIR
El diseño de un sistema de información contable-gestional para contribuir al proceso continuo de calidad total involucra los siguientes pasos:
-
CONSTRUCCION DE LA FILOSOFIA DE LA CALIDAD TOTAL: FASES.
-
Toma de conciencia en relación a la calidad total.
-
Organización preliminar y planeamiento del horizonte.
-
Implementación y puesta en marcha del proceso.
-
Extensión del proceso de mejoramiento a nivel de empresa.
-
Evolución y madurez.
-
DESARROLLO DE UN SISTEMA DE COSTOS DE LA CALIDAD TOTAL
-
Areas de interés.
-
Atributos relevantes.
-
Plan de cuentas.
-
Costos de la calidad: de prevención y de apreciación o verificación.
-
Costos de la no calidad: de fallas internas y de fallas externas.
-
IMPLEMENTACION DEL SISTEMA
-
Fase informativa.
-
Coordinación Directiva.
-
Desarrollo de una “prueba Piloto”.
-
Extensión a nivel empresa.
-
Monitoreo de costos.
-
TECNICAS CUANTITATIVAS DE MEDICION DE LA CALIDAD Y EL DESEMPEÑO
-
Introducción del control estadístico de la calidad.
-
Identificación de las áreas de interés y los problemas claves de la organización.
-
Definición cuantitativa de los problemas.
-
Análisis de las causas generadoras de los desvíos respecto de los estándares.
-
Canalización de mejoras permanentes en la calidad total a partir de los controles continuos.
-
MONITOREO DE LA CALIDAD TOTAL A TRAVES DE LOS RESULTADOS
-
Pilares básicos: eficiencia, efectividad y productividad.
-
Definición de los atributos básicos del tablero de comando.
-
Ingeniería de la información.
-
Batería de indicadores de gestión.
-
Retroalimentación.
ANALISIS SITUACIONAL
Dentro del tema que nos ocupa, el reconocimiento de la realidad vigente da cuenta de una serie de severas restricciones que bloquean la adecuada implementación, puesta en marcha, funcionamiento y control de los modelos de calidad total en la empresa. Concretamente:
-
Se aprecia frecuentemente, dentro de las organizaciones de negocios, una “subestimulación”de los costos de la “no calidad”o de la “mala calidad”.
-
Resulta poco habitual la evaluación de la ecuación “costo-beneficio”, a nivel de: los costos de prevención y de apreciación, por un lado, y de los de fallas por el otro.
-
Se verifica frecuentemente una peligrosa “super-simplificación”de la realidad al restringir el análisis y el control de la calidad a una sola faceta del negocio: la manufactura.
-
Prevalece un enfoque eminentemente cuantitativo en materia de calidad.
-
Se detecta la ausencia de mediciones y registraciones contables por cada categoría de ese tipo de costos.
-
Existe una fuerte tendencia hacia los “controles masivos y terminales”, en relaciona la calidad.
-
Se desarrolla un planeamiento tradicional de resultados a alcanzar, el cual acusa en la práctica empresarial falencias a nivel de: una faltade coherencia entre los objetivos globales y a largo plazo de la empresa con las metas operacionales, una falta de consideración de alternativas flexibles y una ausencia de un posterior control continuo.
-
Se plantean modelizaciones de procesos y resultados a través de “métodos deterministas”queniegan los importantes niveles de incertidumbre o riesgo que suelen plantear en el terreno fáctico.
-
Operan sistemas informáticos de gestión y control de resultados totalmente “anacrónicos”, que inhiben el ejercicio de un adecuado monitoreo de la calidad.
FASES DEL DESARROLLO DE LA FILOSIFIA DE LA CALIDAD TOTAL
| FASE | DESARROLLO DE ACTIVIDADES | ASPECTOS CRITICOS |
| Toma de conciencia en | Análisis de Experiencias | Politicas de calidad |
| relación a la Calidad Total | Evaluación Diagnóstica | |
| | Educación | |
| | Información | |
| Organización Preliminar | Información Global | Dirección |
| Y Planeamiento del | Comunicación | Planificación |
| Horizonte | capacitación y Entrenamiento | Evaluación |
| Implementación y | Información | Adhesión de la Dirección |
| Puesta en Marcha | Capacitación de los Coordinadores | Trabajo en Equipo |
| | Prueba Piloto | Normalización |
| | Circulos de Calidad | Control de la Calidad |
| | Difusión | |
| Extensión del Proceso | Información | Organización |
| de Mejoramiento a nivel | Capacitación Continua | Capacitación |
| Empresa | Circulos de Calidad | Costos de la Calidad |
| | Control de la Calidad total | |
| Evolución y Madurez | Gerencia Democrática | Investigación y descentralización |
| | Cobertura total (interna y externa) | Administrativa |
ENFOQUE DE LA TQM
La TQM no es una panacea. No trata directamente componentes principales del éxito como posicionamiento competitivo, marketing, estructura organizativa y estrategias políticas;tampoco respalda una gestión agresiva de costos. Otra deficiencia importante es que su enfoque prescripto del cambio organizativo resulta ineficaz en la mayoría de las situaciones, en especial donde las organizaciones requieren una mejora significativa y rápida. Como resultado, el TQM puede ser peligroso para la salud de una compañía, especialmente a nivel operativo, y los conceptos de TQM suelen ser primordiales para el éxito de las industrias líderes. Asimismo, los esfuerzos de TQM, reducimos proporcionalmente, a menudo resultan eficaces cuando se los emplea a nivel de la gerencia intermedia. Por ende, la tarea del gerente es saber qué TQM y mejora de calidad puede y no puede llevar a cabo, y cuándo aplicar herramientas específicas.
Los sistemas de calidad total están cambiando la forma de relacionarse de las empresas Ya no alcanza con abastecer a un cliente, hoy se requiere el compromiso demostrable hacia la calidad. Por esto se ha redefinido el concepto de calidad y ya no es más una "aptitud para el uso" sino un acuerdo entre las partes Ilamado 'cumplir con los requerimientos".
TQM es una nueva herramienta gerencial para el manejo de negocios basada en una profunda orientación de toda la organización hacia los clientes, conociendo en detalle los procesos y los costos de la calidad.
EL CONCEPTO DE CALIDAD
Una definición objetiva y universal de "Calidad", es la de Phill Crosby: calidad es cumplir con los requerimientos.
Requerimientos quiere decir una relación biunivoca (cliente-proveedor) que establecen entre si, y de común acuerdo el cumplimiento de pautas o especificaciones acerca de los bienes o servicios que serán provistos.
Si ambas partes coinciden en que las condiciones establecidas son posibles de cumplir, entonces se ha establecido un contrato de calidad.
La calidad definida de esta manera solo establece expectativas y cumplimientos tanto por parte del proveedor como del cliente. Especificaciones y requerimientos; significa no solo características físicas, y también incluye todas las expectativas implícitas. Otra consecuencia es que los requerimientos se cumplen o no se cumplen. Términos como buenas, mala, alta o baja; no tienen sentido.
Existen dos sistemas de gestión gerencia
1) CONTROL DE CALIDA
Es un análisis A Posteriori del proceso de elaboración del producto final antes de entregarlo al cliente. En esta mecánica la responsabilidad del cumplimiento recae en los inspectores y no en toda la organización. Es lo mismo para el trabajador hacer las cosas correctas o incorrectamente, en todo caso otra persona se encargara de ver sí esta bien o mal.
21 GARANTIA DE CALIDAD
Es un sistema de gestión diseñado para controlar las actividades en todas las etapas, para asegurarse que el cliente reciba productos que se ajusten a las especificaciones pautadas. Aquí sé prioriza la participación de cada uno de los miembros de la organización en el proceso de calidad aplicando un eficaz (TOM), y permitiendo reducir los costos de no-conformidad generando ventajas competitivas. ; sostenibles.
EL SISTEMA DE CALIDAD
¿Cómo podemos producir calidad?
CONTROL: se encuentran los errores cometidos durante el proceso, se los evalúa y corrige con inspecciones, auditorias, tests.
PREVENCION: Un cambio de filosofía basada en detectar las oportunidades que producen los errores, Tomando acciones correctivas sobre las causas. Significa pensar, planear y analizarlos procesos identificando las causas de potenciales errores tomando acciones correctivas.
La prevención requiere la participación de todos los elementos de la organización para la eliminación de errores.
Las consecuencias son las siguientes: las no conformidades son infrecuentes, y si aparecen son investigadas y eliminadas permanentemente, se reducen los costos de operación, se aumenta la sensibilidad de los clientes y podemos adquirir una ventaja competitiva sostenible.
NORMA DE DESEMPENO
Ningún error es aceptable, por lo que la norma de desempeño esperada para cualquier proceso es CERO DEFECTO.
Esta regla si bien difícil de conseguir, debe ser tomada como una actitud hacia nuestro desempeño, algo que nos ayuda en nuestro proceso de mejoramiento continuo de la calidad. Una norma como esta por otro lado explícito lo que se espera de cada uno de los miembros de la organización; no cometer ni dejar cometer errores.
Lo que se espera de cada uno es lo siguiente: Hacer las cosas bien la primera vez, y siempre.
Hacer las cosas bien significa cumplir con los requerimientos establecidos.
La primera ves significa que hemos adoptado las medidas preventivas necesarias del caso.
Siempre tenemos la actitud del cero defecto.
GESTION DE CALIDAD TOTAL (TQM)
TQM es un sistema planeado que permite a través de las normas implementar y Ilevar adelante medidas para el mejoramiento continuo de la calidad en todas las arreas del negocio.
Se caracteriza por la constante adaptación de todas las actividades con el propósito de cumplir con la premisa básica de "Hacer las cosas bien la primera vez"
TQM va más allá del cumplimiento con el cliente de la fiabilidad del producto. se enfoca en un cambio organizacional buscando el liderazgo en calidad.
La clave de todo esto es el manejo y desarrollo de los recursos humanos, mediante la educación y el entrenamiento de todo el personal. También exige el compromiso de la máxima gerencia, en ellos recae la obligación de implementar y hacer explícitos y tangibles las condiciones y objetivos de estos programas
LOS CLIENTES.
Cliente Externo: el concepto clásico de cliente, la persona a quien la organización le ofrece los bienes o servicios que produce.
CLIENTE INTERNO: Dentro de la empresa también se realizan transacciones en las que individuos o sectores ofrecen a otros un servicio para continuar la cadena productiva.
Estas definiciones permiten extender el concepto de "cumplir con los requerimientos" dentro de la organización..
La primera parte de un sistema de calidad es la identificación clara de los requerimientos de los clientes. el cliente externo es el motor del sistema de calidad, por lo que hay que dar los siguientes dos pasos:
1. Identificar los requerimientos del cliente externo.
2. Asegurarse que los procesos internos producen el cumplimiento de los requerimientos a costo mínimo.
Los requerimientos de los clientes se traducen en especificaciones.
Especificaciones DURAS:
Son las propiedades que deben ser cumplidas por el producto: Tamaño, peso, Envase, Plazos, precio, Soporte técnico, etc.
Especificaciones BLANDAS:
Características soft del producto y sirven para mejorar las relaciones comerciales con el cliente y aumentar su lealtad. se las Ilaman blandas porque no quedan escritas en ningún contrato pero representan algo muy valioso en la satisfacción del cliente.
COMPRENDER LAS ACTIVIDADES
Dentro de la empresa las actividades están compuestas por una serie de cadenas de proveedores y clientes. si se quiere que el proceso de calidad se realice correctamente es esencial que se identifiquen y cumplan los requerimientos en cada una de estas etapas.
La mecánica a seguir seria describir el proceso como una secuencia ordenada de tareas tal cual lo ofrece un diagrama de flujo, que nos permita entender el movimiento y detectar las tareas innecesarias.
LOS COSTOS DE LA CALIDAD
el objetivo de TQM es asegurarse que se produzcan bienes o servicios que cumplan con los requerimientos de los clientes a un costo mínimo.
Son costos de calidad aquellos en que la empresa incurre en el cumplimiento de los requerimientos de los clientes.
(.....) bla, bla, bla, bla...
Lo que demuestra que hacer las cosas bien desde el principio es negocio.
SISTEMAS DE GESTION DE CALIDAD
SGC se trata de un sistema controlado y documentado con procedimientos, diseñados para asegurarse que solo se sirven a los clientes productos o servicios que cumplen con sus necesidades.
El principio básico de estos sistemas es que la calidad no puede ser solo probada en un producto, descartando los defectuosos, sino que debe ser diseñada en la propia empresa.
Las SGC se enfocan primariamente a las actividades de producción, comercialización, no considerando las arreas de administración y Staff que si son tratadas cuando se entra en un entorno TQM.
Esto se articula a través de la implementación de normas tipo las ISO 9000, cuyas ventajas son:
1) Aumento en la satisfacción y lealtad del cliente. 2) Reducción de los costos, al eliminar los errores.
3) aumento de la competitividad y de la rentabilidad como consecuencia de la mejora en los costos.
SISTEMAS DE CALIDAD ISO 9000
ISO (International standards Organization)
Las Iso establecen los lineamientos para el aseguramiento de la calidad tanto internos como externos a las organizaciones.
El aseguramiento interno da a la gerencia máxima la confianza de que la calidad deseada esta siendo obtenida. El aseguramiento externo ofrece al cliente el sistema de calidad del proveedor que le garantiza que el producto suministrado satisfacerá los requerimientos de calidad acordados.
Las ISO se dedican a desarrollar procedimientos y métodos que permitan conseguir la fiabilidad técnica del producto, dejando sin evaluar otros sectores de la organización, como por ejemplo los departamentos de Marketing, finanzas.
Los TOM están dirigidos a corregir todos los procesos empresariales y hacer que participen todas las arreas en alcanzar el objetivo de calidad. En este caso Iso es un subsistema de todo el TQM>
CONCLUSIÓN
La Calidad Total es entonces un sistema que tiene como único objetivo la plena satisfacción de las necesidades del cliente, no admitiendo ningún margen de error evitando de esta forma la no conformidad. En su implementación involucra en un alto grado de responsabilidad y sin excepción a toda tarea realizada y a cada individuo relacionado con la empresa, desde un operario de producción hasta un proveedor, desde una secretaria hasta el mismo cliente.
Es sin duda la mejor herramienta competitiva, ya que ofrece una garantía de cero errores, cero desperdicios, tasas de un cien por ciento de primeras pruebas aprobadas y una infinidad de productividad. Claro que existen varios factores a tener en cuenta a la hora de implementar este sistema con éxito. Es indispensable poseer una visión amplia al asegurarse de que nuestras acciones en aras de la calidad se basan en la realidad del mercado y por sobre todo en el punto de vista del cliente.
Por otro lado podemos agregar que la calidad depende de las expectativas. El cliente no compra un producto o servicio, sino respuestas a sus necesidades. Por lo tanto cuando un cliente elige un proveedor tendrá en cuenta las impresiones sobre la organización que se basan en cuánto se relaciona su desempeño con sus propias expectativas. Con el producto adquiere también cada aspecto de la experiencia de hacer negocios con la empresa, lo cual puede considerarse como la calidad de la transacción total. Por que si bien al cliente no le interesa si cada función tiene o no un buen desempeño lo importante para él será que al momento de necesitar un servicio al margen del producto, todas las funciones trabajen correctamente o sea la uniformidad en la transacción total.
Pero el objetivo de toda empresa es lograr más allá de satisfacer las necesidades de sus clientes, poder superarlas. Entonces la definición de calidad como “llenar las expectativas” no equivale a la meta de superarlas, es una parada importante pero no es el destino final.
Viendo las cosas desde la perspectiva del cliente, lo que importa es el valor, la relación de “lo que recibí” con `lo que me costo'. Este valor es el que va a superar las expectativas del cliente y no el hecho de la mayor calidad del producto, ya que ésta no es una cuestión de grado sino de se tiene o no se tiene calidad. El mayor o menor grado de superación de expectativas lo va a generar el valor agregado que depositemos en el producto. Por lo tanto para obtener un lugar en el mercado actual no hay que detenerse en la Calidad Total, hay que seguir avanzando para asegurarnos la lealtad de nuestros clientes actuales y el logro de los potenciales.
Para alcanzar este objetivo existen las llamadas Normas de Desempeño.
Según estas normas ningún error es aceptable, por lo que la norma de desempeño esperada para cualquier proceso es CERO DEFECTO.
Esta regla si bien difícil de conseguir, debe ser tomada como una actitud hacia nuestro desempeño, algo que nos ayuda en nuestro proceso de mejoramiento continuo de la calidad. Una norma como esta por otro lado deja explícito lo que se espera de cada uno de los miembros de la organización; no cometer ni dejar cometer errores.
Lo que se espera de cada uno es lo siguiente:
Hacer las cosas bien la primera vez, y siempre.
Hacer las cosas bien significa cumplir con los requerimientos establecidos.
La primera ves significa que hemos adoptado las medidas preventivas necesarias del caso.
Siempre tenemos la actitud del cero defecto.
Bibliografía
CIAMPA, Dan. "Calidad Total". Estados Unidos: De.Addison Wesley, 1993. · PINTO, Martín. "La Gestión De La Calidad". Palermo Business Review, 1996. ·
VINITZKY, Guillermo. "Monitoreo Contable Gestional De La Calidad Total". Palermo Business Review, 1996. .BENDELL, Tony; PENSON, Reger; CARR, Samantha. "Los Maestros de la Calidad". Revista Gestión 5, Septiembre-Octubre 1996. .
MARGAVIO, Geannie; MARGAVIO, Thomas; FINK, RoSs. "Cómo Manejar El Costo De La Calidad". Revista Gestión 5, Septiembre- Octubre 1996. .
MOLLER, Claus. "El Factor Humano De La Calidad". Revista Gestión 1, Enero-Febrero 1997.
Indice
Introducción............................................................................................................... 1
Calidad total (estudio)................................................................................................. 2
Los maestros de la calidad........................................................................................... 6
El sistema de calidad.................................................................................................... 8
Norma de desempeño................................................................................................... 8
Control de calidad para la aceptación del lote............................................................... 9
Diagrama de una tabla de muestreo para control del proceso........................................ 11
Documentación de calidad (iso 9000)........................................................................... 24
Sistemas de documentación.......................................................................................... 25
Sistema de gestion y aseguramiento de la calidad serie iso 9000.................................... 29
Costo de calidad........................................................................................................... 32
Calidad total (tqm)........................................................................................................ 40
Conclusión.................................................................................................................... 49
Bibliografía................................................................................................................... 51
1
51
Descargar
| Enviado por: | Lucas Manuel Goncalves |
| Idioma: | castellano |
| País: | Argentina |
Todos los derechos reservados.