Industria y Materiales
Aceros para herramientas
ACEROS PARA MAQUINAS
Clasificación de los para maquinas:
En este grupo se incluyen teóricamente todos los aceros que pueden emplearse para la fabricación de herramientas. Sin embargo, en la práctica, la aplicación de este término queda limitada a los aceros especiales de gran calidad utilizados en la fabricación de útiles o herramientas destinados a trabajar los materiales por corte o por presión.
Hay diversos procedimientos que pueden servir para agrupar los aceros de herramientas. Uno de ellos los clasifica en función del medio de temple utilizado: así se tiene aceros de temple en agua, aceros de temple en aceite y aceros de temple al aire. El contenido en elementos de aleación también puede servir para agrupar los aceros, y en función de él se dividen en aceros de herramientas al carbono, aceros de baja aleación y aceros de aleación media. Finalmente, en función de la aplicación que van a tener, se clasifican en aceros rápidos y aceros para trabajos en frío.
Los aceros de herramientas más comúnmente utilizados han sido clasificados en seis grupos principales, y dentro de ellos en subgrupos, todos los cuales se identifican por una letra en la forma siguiente:
Aceros de temple al agua W
Aceros para trabajos de choque S
Aceros para trabajos en frío O Aceros de temple en aceite
A Aceros de media aleación temple aire
D Aceros altos en cromo y en carbono
Aceros para trabajos en caliente H Aceros del tipo H
Aceros rápidos T Aceros al tungsteno
M Aceros al molibdeno
Aceros para usos especiales L Aceros de baja aleación
F Aceros al tungsteno
P Aceros para moldes
Elección de los aceros de herramientas:
En la mayoría de los casos nos encontramos con que son varios los tipos e incluso las familias de aceros que nos resolverían satisfactoriamente un determinado problema de herramientas, lo que hace que la selección se base en otros factores, tales como productividad prevista, facilidad de fabricación y costo. En última instancia es el costo de las herramientas por unidad de producto fabricado el que determina la selección de un determinado acero.
Los aceros de herramientas, además de utilizarse para la fabricación de elementos de máquinas, se emplean para la fabricación de útiles destinados a modificar la forma, tamaño y dimensiones de los materiales por arranque de viruta, cortadura, conformado, embutición, extrusión, laminación y choque.
De todo lo dicho se deduce que, en la mayoría de los casos, la dureza, tenacidad, resistencia al desgaste y dureza en caliente constituyen los factores más importantes a considerar en la elección de los aceros de herramientas. No obstante, en cada caso en particular hay que considerar también otros muchos factores, tales como la deformación máxima que puede admitirse en la herramienta; la descarburización superficial tolerable; la templabilidad o penetración de la dureza que se puede obtener; las condiciones en que tiene que efectuarse el tratamiento térmico, así como las temperaturas, atmósferas e instalaciones que requiere dicho tratamiento; y, finalmente, la maquinabilidad.
Penetración del temple:
La mayor o menor penetración del temple es función de la templabilidad de cada clase de acero en particular. La clasificación dada en función de la templabilidad está establecida en el supuesto de que se utilicen los medios de temple recomendados. Los aceros de temple superficial, entre los que se encuentran los aceros de herramientas al carbono, los aceros al tungsteno, se templan por lo general en agua. La templabilidad de los aceros aumenta con el contenido en elementos de aleación, excepto en el caso del cobalto, el cual es único elemento que la hace disminuir. Para que en una sección grande la tenacidad tenga en toda ella un valor elevado, conviene elegir un acero de alta aleación.
Tenacidad:
En el caso de los aceros de herramientas, el término tenacidad se refiere más a la capacidad de sufrir golpes sin rotura que a la facultad de absorber energía durante la deformación. La mayor parte de las herramientas tienen que ser piezas rígidas, y por lo general cualquier deformación que presenten, por pequeña que sea, las hace inservibles. Los aceros de herramientas con contenidos en carbono medios y bajos, son los que presentan mejor tenacidad y constituyen el material utilizado en la fabricación de herramientas resistentes al choque.
Dureza en caliente:
Esta propiedad expresa la resistencia que presenta el acero al ablandamiento a temperaturas elevadas, y viene reflejada, en cierto modo, por la resistencia que ofrece el material al revenido, la cual constituye un factor importante a considerar en la elección de los aceros de herramientas que trabajen a más de 500ºC es fundamental que posean aleación, formadores de carburos duros y estables, mejora generalmente la resistencia la ablandamiento a temperaturas elevadas, destacando en este sentido los aceros que contienen grandes cantidades de tungsteno, cromo y molibdeno.
Maquinabilidad:
Esta propiedad indica la mayor o menor facilidad que presenta el material a su mecanización y a la obtención de un acabado perfecto. Los factores que influyen en la maquinabilidad de los aceros de herramientas son la dureza en estado de recocido, la micro estructura del acero y la cantidad de carburos presentes.
En comparación con los aceros aleados normales, los aceros de herramientas son mucho más difíciles de mecanizar. El acero de herramienta que presenta mejor maquinabilidad tiene un índice aproximadamente igual al 30%, por lo tanto como referencia para comparar la maquinabilidad de los distintos aceros de herramientas. La maquinabilidad y facilidad de trabajo de los aceros de herramientas disminuye al aumentar el contenido de carbón y elementos de aleados. Conforme aumenta el contenido en carbono y elementos de aleación en los aceros, carbono en combinación con elementos que tienen gran tendencia a formar carburos, como el vanadio, el tungsteno, el cromo y el molibdeno, reduce la maquinabilidad al formarse gran número de partículas duras de carburo, que no se disuelven en el recocido.
Resistencia a la descarburación:
Ya que ésta determina la instalación a utilizar en el tratamiento térmico, y la cantidad de material que es necesario quitar de la superficie después del temple. La descarburación tiene lugar normalmente cuando los aceros se calientan a temperaturas superiores a 704ºC t salvo que el material se proteja en el calentamiento por algún procedimiento, como, por ejemplo, mediante la utilización de una atmósfera protectora, es probable que la superficie del acero pierda algo de carbono. Esta descarburación es la causa de que en el temple la superficie no se endurezca, sino que quede blanda.
Los aceros de herramientas al carbono son los que menos se descarburan. Los aceros para la fabricación de herramientas para trabajos de choque presentan una resistencia a la descarburación baja; los utilizados en las herramientas para trabajos en caliente se consideran que tienen una resistencia mediana, y la mayoría de los restantes aceros de herramientas ofrecen una resistencia a la descarburación buena.
Aceros de herramientas de temple al agua:
Este grupo está formado fundamentalmente por aceros ordinarios al carbono, aunque algunos de los aceros de mayor contenido llevan pequeñas cantidades de cromo y vanadio con el fin de aumentar la templabilidad y mejorar la resistencia al desgaste. El contenido en carbono de este tipo de aceros varía de 0,6 a 1,4%, pudiendo subdividirse de una manera general en función del porcentaje de carbono, en los subgrupos siguientes. 0,6 a 0,75% de carbono estos aceros se utilizan en los casos en que principalmente interesa la tenacidad, como en los martillos, buterolas, martillos neumáticos, y troqueles encabezadores de carrera corta.
0,75 a 0,95% de carbono estos aceros se utilizan cuando además de tenacidad se necesita dureza como en los punzones, cinceles, matrices y cuchillas de cizalla.
0,95 a 1,4% de carbono estos aceros se emplean en los casos en que se exige a las herramientas gran resistencia al desgaste y conservación de las condiciones de corté. Se utilizan en la fabricación de herramientas para madera, brocas, escariadores, terrajas y herramientas de torno.
Sometiéndoles al tratamiento térmico adecuado, se logra obtener una estructura martensítica dura en la superficie en núcleo tenaz. Para que alcancen las cifras de dureza que se les exigen, tienen que templarse en agua, son los que mejor maquinabilidad tienen y los que mejor resistencia a la descarburación, aunque su resistencia en caliente es pequeña.
Aceros de herramienta para trabajos de choque
Estos aceros son generalmente bajos en carbono, con porcentajes comprendidos entre 0,45 y 0,65%, siendo los principales elementos de aleación utilizados el silicio, el cromo, el tungsteno y algunas veces el molibdeno o el níquel. EL silicio y el níquel aumentan la resistencia de la ferrita, mientras que el cromo aumenta la templabilidad y contribuye al aumento de templabilidad, mientras que el tungsteno confiere dureza en caliente. La mayor parte de ellos son de temple en aceite, aunque algunos tienen que templarse en agua para lograr un temple total.
Los contenidos en silicio elevados tienden a acelerar la descarburación. Los aceros pertenecientes a este grupo se emplean en la fabricación de matrices de estampar, punzones, cinceles, herramientas neumáticos y cuchillas de cizallas.
Aceros para trabajos en frío:
Los aceros de baja aleación de temple en aceite contienen manganeso y cantidades menores de cromo y tungsteno. Estos aceros destacan por su gran indeformabilidad y porque en el tratamiento térmico en menos probable que se doblen, alaben, retuerzan, deformen o agrieten e los de temple en agua. Entre sus características principales podemos señalar su buena resistencia al desgaste, maquinabilidad y resistencia a la descarburación; la tenacidad es solo regular y su dureza en caliente tan baja como la de los aceros de herramientas al carbono. Estos aceros se utilizan en la fabricación de terrajas, rodillos de laminar roscas, herramientas de forma y escariadores expansivos.
Los aceros de aleación media contienen un 1% de carbono, 3% como máximo de manganeso, 5% como máximo de cromo y un 1% de molibdeno. El aumento del contenido en elementos aleados, particularmente de manganeso y molibdeno, confiere a estos aceros unas propiedades características del temple al aire muy acusadas, y aumentan la templabilidad. Los aceros de este grupo se destacan por se excelente indeformabilidad, presentando una resistencia al desgaste buena, tenacidad, y una maquinabilidad que va de regular a mala. Se emplean para matrices de corte, matrices de estampar, y rodillos de laminar roscas.
Los aceros altos en carbono y en cromo contienen hasta un 2,35% de carbono y un 12% de cromo, pudiendo también contener molibdeno, tungsteno, vanadio y cobalto. La combinación del carbono y cromo en cantidades elevadas proporciona una excelente resistencia al desgaste e indeformabilidad. Se caracterizan también por su buena resistencia a la abrasión y mínima variación de dimensiones en el temple, lo que los punzonar, de estampas para el estirado de alambre, barras y tubos, rodillos de laminar roscas y patrones de medida.
Aceros para trabajos en caliente (grupo H):
Los aceros para trabajos en caliente pueden subdividirse en los tres grupos siguientes:
Aceros al cromo (H11 aH16)
Aceros al tungsteno (H20 a H26)
Aceros al molibdeno (H41 a H43)
Estos aceros se caracterizan por su buena tenacidad debida a su bajo contenido en carbono, por su dureza en caliente que va de buena en unos a excelente en otros, y por una resistencia y maquinabilidad regulares. Su resistencia a la descarburación es solamente entre regular y mala, se templan al aire.
Se emplean en la fabricación de matrices, partes móviles de los moldes utilizados en la metalurgia de polvos, moldes para materiales plásticos.
Aceros rápidos:
Entre los aceros de herramientas, este tipo es el más aleado, y los aceros que lo forman contienen normalmente grandes cantidades de tungsteno o molibdeno junto con cromo, vanadio y a veces cobalto. El contenido de carbono varía entre 0,7 y 1%, aunque en algunos pueden llegar a valer hasta un 1,5%.
La principal aplicación de estos aceros es la fabricación de herramientas de corte, aunque también se utilizan en la construcción de matrices de extrusión, herramientas para bruñir y punzones de corte.
Presentan una dureza en caliente excelente y una resistencia al choque bastante buena. Entre sus cualidades tenemos buena indeformabilidad, buena resistencia al desgaste, maquinabilidad regular, y una resistencia a la descarburación entre regular y baja, pudiendo templarse en aceite, al aire o en sales fundidas.
Los aceros rápidos se pueden clasificar en dos grupos: aceros con molibdeno y aceros con tungsteno
Aceros para usos especiales:
Los aceros al tungsteno presentan una resistencia al desgaste muy bueno, utilizándose para la construcción de herramientas de bruñir, hileras de trefilar matrices de estampar y matareis para extrusión en frío.
Los aceros de baja aleación especialmente los que contienen níquel, destacan por su tenacidad. Se utilizan par la fabricación de herramientas y piezas sometidas a golpes fuertes, como ocurre con las cuchillas de las cizallas, rodillos de laminar roscas, algunas piezas de los embragues y trinquetes y uñas de retenida de los divisores.
Los aceros para moldes se utilizan para la fabricación de troqueles para la industria de plásticos, los cuales se conforman por punzonado o por un proceso mixto de punzonado y mecanizado.
Tratamiento térmico de los aceros de herramientas:
El calentamiento de estos aceros debe realizarse efectuando el calentamiento lentamente. O bien precalentando el material a una temperatura más baja antes de introducirlo en un horno a elevadas temperaturas. A veces se colocan las piezas a tratar en un horno frío, calentándose simultáneamente el horno y las piezas hasta alcanzar la temperatura requerida. En cualquier caso, es importante que la pieza permanezca a la temperatura adecuada el tiempo necesario para que se caliente uniformemente toda su masa.
Debe procurarse no calentar el acero de herramientas a temperaturas demasiado altas ni mantenerlo a temperatura demasiado tiempo para evitar los sobrecalentamientos.
El procedimiento y los medios de temple utilizados varían según el tipo de acero a tratar y la velocidad de enfriamiento requerida, los aceros al carbono y de baja aleación se templan en salmuera o agua, y los aceros de alta aleación en aceite, aire a sales fundidas.
Es conveniente efectuar el revenido de los aceros de herramientas inmediatamente después de templarlos y antes de que se hayan enfriado a la temperatura ambiente, para reducir al mínimo el peligro de formación de grietas, debidas alas tensiones originadas en el temple.
Rotura de las herramientas:
Proyecto defectuoso de la herramienta: La forma de la herramienta puede ser causa de s rotura bien en el tratamiento térmico o una vez en servicio. Cuando una herramienta tenga que templarse en un medio refrigerante líquido hay que evitar que la pieza presente cambios bruscos de sección.
Mala calidad del acero: Pese al cuidadoso control que se ejerce durante la fabricación del acero y a la inspección a que se le somete, de vez en cuando pueden aparecer defectos en el acero. Estos pueden ser zonas porosas debidas a al contracción que tiene lugar durante la solidificación del lingote y que se conocen como venteaduras o sopladura, o bien sojas o pliegues debidas a la segregación o inclusiones no metálicas.
Tratamiento térmico defectuoso: Este factor es causa de gran parte de los fracasos de las herramientas. Las herramientas tienen que manejarse con todo género de precauciones durante el temple y después de él.
Defectos debidos al rectificado: El rectificado de la superficie de una herramienta templada puede dar origen a la creación de tensiones muy elevadas, cuya magnitud puede ser suficiente para que se formen grietas.
Roturas debidas a sobrecargas mecánicas y al proceso de trabajo: Entre los factores mecánicos que pueden originar la rotura de las herramientas se encuentran las sobrecargas, las cuales pueden ser accidentales o estar motivadas por una concentración excesiva de tensiones, o por una alineación o ángulo de incidencia de la herramienta inadecuada
Algunas Herramientas para Maquinas y sus aplicaciones
1- Fresa:
Se entiende por fresa la herramienta rotativa compuesta por varios cortadores colocados de forma geométrica sobre su circunferencia formados por placas de HM o HSS fijados de forma permanente sobre el cuerpo de la herramienta (soldados)
Ángulos característicos de las fresas de placa soldada
Los ángulos característicos de una fresa de placa soldada son los siguientes: ángulo mordiente ángulo de cuña ángulo de destalonado y ángulo axial El ángulo de cuña es la directa consecuencia de los ángulos; varia según los materiales a trabajar y el espesor de la placa. El ángulo axial; sirve para obtener una mejor penetración en el material trabajando y un retiro gradual de la viruta. En los casos de herramientas con diferencia de diámetro del perfil sirve para mantener constante el ángulo mordiente.
Soldadura Trimetálica
Los dientes de metal duro se sueldan al cuerpo de la fresa por medio de una aleación formada por Ag-Cu-Ag.
Esta aleación permite a la placa absorber eventuales golpes debido al ataque sobre la madera evitando así el desportillado del metal duro y garantizando una mayor duración de la fresa.
Rotación y Avance
Las herramientas pueden trabajar a favor y en contra. Se dice que un trabajo es a favor cuando la dirección de avance y el sentido de la rotación son iguales. Se dice que un trabajo es en contra cuando la dirección de avance y el sentido de la rotación son opuestos
Durante el corte tenemos frases sucesivas: A y B
La zona A es la zona donde se verifica, en el caso de trabajos en contra, el aplastamiento del material que se esta trabajando.
La zona B es la zona en la que la herramienta hace cuña en el material, con la consecuente retirada de la viruta.
Acabado
El acabado del producto es dado por la rugosidad superficial de la madera y depende de muchos factores; el avance de la madera en la máquina, el número de revoluciones a las que trabaja la herramienta, si el trabajo es a favor o en contra y las características técnicas de la herramienta. Además de los ángulos mordiente, de cuña y axial, también el diámetro influye en la calidad del acabado. En igualdad de condiciones (avance nº de revoluciones, nº de dientes y ángulo de corte de la herramienta) el mejor acabado se obtiene con una herramienta con un diámetro más grande. Con los mismos avances y nº de revoluciones se tiene el mismo paso (largo de retirada de la viruta -P). Con un paso igual la profundidad y por lo tanto la rugosidad superficial se reduce proporcionalmente al incremento del diámetro. En las figuras se ve el trabajo de una fresa:


2-Herramientas de corte para cepillos de codo.
Las herramientas de corte que se usan en los cepillos son semejantes a las que se usan en los tornos. La figura muestra herramientas de corte para diversas operaciones de maquinado que se llevan a cabo con el cepillo. La mayor parte de las herramientas de corte para cepillos sólo necesitan una pequeña cantidad de desahogo; por lo general de 3 a 5º para desahogo frontal y lateral. Los ángulos de inclinación laterales varían según el material que se esté maquinando. Para el acero se usa por lo general de 10 a 15º. El fierro colado necesita de 5 a 10º y el aluminio de 20 a 30º de inclinación lateral.
Los portaherramientas que usan los cepillos de codo también se asemejan a los de los tornos. Sin embargo, el agujero cuadrado por el que pasa la herramienta es paralelo a la base en los portaherramientas para cepillo. Con frecuencia se usa el portaherramientas universal o de base giratoria. Como se ve en la figura el portaherramientas universal se puede girar para cinco tipos distintos de cortes. En los cepillos se usan varios tipos de sujetadores de piezas. En cada tipo se necesita prensar la pieza en forma rígida. Si la pieza se mueve durante una operación, puede dañar seriamente al cepillo, o al operador.
La mayor parte de las piezas por maquinar en el cepillo se pueden sujetar en una prensa. Las barras paralelas se usan para soportar a la pieza sobre las quijadas de la prensa, en sentido paralelo a la mesa y parte inferior de la prensa. También se utilizan las bridas y los tornillos en T para fijar a las piezas o a las prensas sobre la mesa de trabajo.
3-Herramienta de corte de torno:
Las herramientas monofilos son herramientas de corte que poseen una parte cortante (o elemento productor de viruta) y un cuerpo. Son usadas comúnmente en los tornos, tornos revólver, cepillos, limadoras, mandrinadoras y máquinas semejantes.
En la figura se muestra una herramienta monofilo típica y las partes más importantes: sus filos y superficies adyacentes.
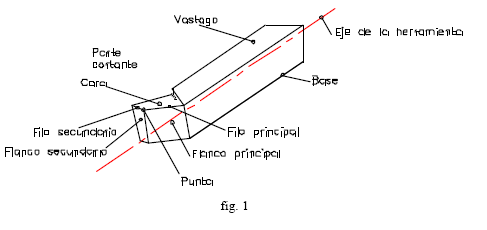
a) Cara: Es la superficie o superficies sobre las cuales fluye la viruta (superficie de desprendimiento).
b) Flanco: Es la superficie de la herramienta frente a la cual pasa la viruta generada en la pieza (superficie de incidencia).
c) Filo: Es la parte que realiza el corte. El filo principal es la parte del filo que ataca la superficie transitoria en la pieza. El filo secundario es la parte restante del filo de la herramienta.
d) Punta: Es la parte del filo donde se cortan los filos principales y secundarios; puede ser aguda o redondeada o puede ser intersección de esos filos.
Características y propiedades
Las herramientas de corte deben poseer como mínimo las siguientes características:
1. Altamente resistentes al desgaste.
2. Conservación de filos a altas temperaturas.
3. Buenas propiedades de tenacidad.
4. Reducido coeficiente de fricción.
5. Alcance de altos niveles de recambio entre afilado y afilado.
6. Alta resistencia a los choques térmicos.
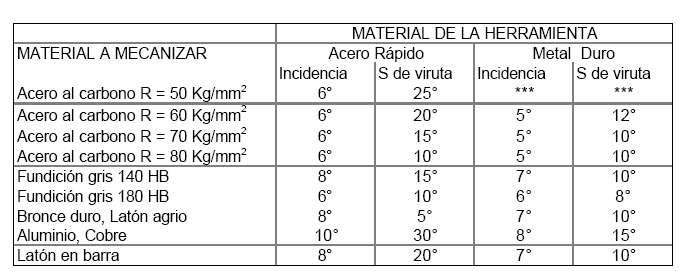
Valores de los ángulos en el arranque de la viruta
En el afiliado de las herramientas de corte simple o monofilo de acero al carbono (prácticamente ya no se usa en la industria metalmecánica) y de acero rápido (acero de alta velocidad, HSS high speed steel), es necesario controlar los ángulos de incidencia y de salida de viruta(desprendimiento), de acuerdo con el material que se vaya a mecanizar. Estos valores son recomendaciones de las casas fabricantes y cumplen una función orientativa.
En el cuadro siguiente se presentan algunos valores de herramientas de acero rápido y de metal duro, con el ánimo de diferenciar sus valores.
También se encuentran unas herramientas de otros materiales como por ejemplo:
Cerámicas
Las herramientas cerámicas fueron desarrolladas inicialmente con el óxido de aluminio (Al2o3),pero eran muy frágiles, hoy en día con el desarrollo de nuevos materiales industriales y los nuevos procedimientos de fabricación con máquinas automáticas, han ampliado su campo de acción en el mecanizado de fundición, aceros duros y aleaciones termo-resistentes, ya que las herramientas de cerámica son duras, con elevada dureza en caliente, no reaccionan con los materiales de las piezas de trabajo y pueden mecanizar a elevadas velocidades de corte.
Aquí se da a conocer la composición de los aceros para una herramienta de un torno
Aceros al carbono:
El acero al carbono, se usó básicamente antes de 1900, su composición química es aparte del Fe, la siguiente aproximadamente:
C = (0.65 a 1.35)%.
Mn = (0.15 a 0.40)%.
Si = (0.15 a 0.30)%.
S = (< 0.03)%.
P = (<0.03)%.
Con un endurecimiento hasta de 66 HRC. El filo de corte soportaba una temperatura crítica de
(200 a 250)° C, sin perder sus características de corte.
Aceros aleados:
Estos aceros tienen una composición química aproximada a la siguiente:
C = (0.03 a 1.25)%.
Mn = (0.3 a 1.1)%.
Cr = (0.3 a 1.3)%.
W = (0.8 a 5.5)%.
4-Brocas
También llamadas barrenas, son fundamentales en el proceso, pues nos facilitan el trabajo en gran medida, ya sea para el escariado o agujeros del puntero, así como en la construcción del interior del roncón y soplete.
Las medidas que se requieren dependen de lo que estemos haciendo, puntero, roncón… así que aquí vamos a limitarnos a comentar distintos tipos de broca para que cada persona se ajuste a lo que más le convenga, pueda comprar o construir.
Como es obvio, los mayores problemas están en aquellos taladros de diámetro mínimo, sobre todo el de 3.5 mm. , que debe traspasar el taco de madera entero, si bien la calidad del torno entre puntos (que estén centrados) puede echarnos una mano, una buena broca y su buen manejo harán que seamos capaces de taladrar el taco sin desviarnos o con un desvío mínimo.
Primeramente podemos hablar de las brocas que nos encontramos en cualquier sitio para madera, vienen de una pieza y suelen ser lo suficientemente largas para nuestro trabajo. Estas brocas están bien si no puedes conseguir otras, sin embargo pueden dar algunos problemas como que nos pandeen al taladrar o que estén torcidas ya que no suelen tener la calidad suficiente para el trabajo que estamos haciendo. Debido a esto y que suelen traer demasiada zona de corte nos puede crear una forma de husillo en vez de un cilindro.
Este tipo de brocas nos puede servir para taladros mayores como los del final, donde ya no es tan necesaria la precisión como en los primeros diámetros, o la broca ya no es introducida tanto en el taco.
Para solucionar estos problemas, que nos pueden dar las brocas anteriores, se pueden construir una como la siguiente.
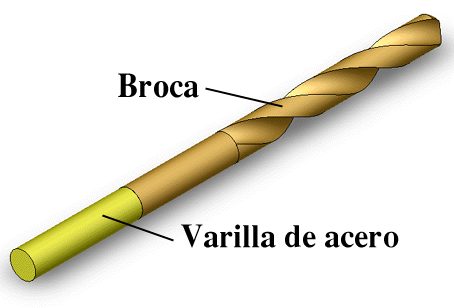
Esta broca es para metal, de las normales de siempre, a la que se le suelda una varilla de acero inoxidable del mismo diámetro, su mayor problema está en su construcción, que es bastante complicada debida a que broca y varilla deben quedar perfectamente alineadas, por lo que es recomendable que las haga un especialista.
5-Escariador.
El escariador es el alma del puntero, sin él no hay puntero y de él dependerá la calidad del instrumento. Esta herramienta ha sido siempre guardada recelosamente por constructores, ya que cuando consigues copiar un escariador ya no tienes muchos problemas en sacar el puntero.
Para que se entienda, el escariador es el que da el acabado, con la forma que se quiera, al interior del puntero, con lo que sin saber mucho, uno puede ir dándose cuenta de la importancia de la herramienta.
A grosso modo, un escariador es una barra de acero torneada, fresada, limada… con las medidas que queramos (por ejemplo un cono) y a la que se le saca corte.
De esta manera y como luego se explicará detalladamente, tras haber taladrado el interior con las brocas, se introducirá el escariador que dará el acabado final al interior del puntero.
Aquí se ilustra un escariador triangular.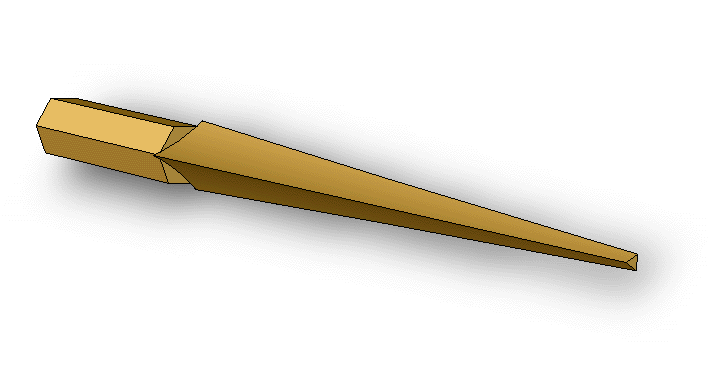
Los escariadores se hacen de muy diversas maneras. La más práctica, es tornear la forma del escariador en acero, fresarlo para sacarle corte y templarlo. Otros métodos también utilizados son: limas triangulares fresadas y triángulos de chapa de acero.
La sección del escariador, la que queda después de fresar el cono, varía según quien haga el escariador, así se pueden encontrar secciones como las que se muestran en la figura.
Conviene no hacer el escariador justo de la medida del puntero, sino un poco mayor, así a medida que se nos gaste o no corte, podremos ir afilándolo, en vez de tener que hacer uno nuevo.
Descargar
| Enviado por: | Himhotep |
| Idioma: | castellano |
| País: | Chile |
Todos los derechos reservados.