Industria y Materiales
Acero
1-. Indique como es posible observar los límites de grano de una microestructura.
Las técnicas de preparación metalográficas deja una superficie limpia y pareja, las dejan aptas para el ataque por el reactivo químico, como por ejemplo puede ser nital al 3% para el caso de los aceros, de tal manera de hacer visibles las características estructurales del material metálico o aleación. La selección del reactivo de ataque esta determinada por el metal o aleación y la estructura especifica que se desea ver.
El ataque químico, revela las fronteras de grano que aparecen como valles, en la superficie pulida.
En los materiales metálicos analizados se pueden encontrar estructuras de una o más fases, en los cuales es posible la obtención de contrastes o más específicamente, la visión de fronteras de granos, producto de las diferencias en la rapidez a que los diversos granos son atacados por el reactivo. Esta diferencia en la rapidez de ataque guarda relación con el ángulo que se forma entre las diferentes secciones de grano con el plano de la superficie pulida (valles). La luz del microscopio se reflejara fuera del microscopio al chocar con la orilla de estos valles, haciendo que las fronteras de grano aparezcan como líneas oscuras.
El límite de grano comúnmente es preferible ser observados a 100 aumentos, ya que se entrega una importante información del material respecto a sus posibles propiedades mecánicas, tratamientos térmicos, etc.
2-. Realice una descripción detallada del microscopio metalúrgico. Trayectoria de la luz y propiedades que posee.
En comparación al microscopio biológico el microscopio metalúrgico difiere en la manera en que la luz es proyectada. Como una muestra metalográfica es opaca a la luz, la misma debe ser iluminada por luz reflejada. Un haz de luz horizontal de alguna fuente de luz es reflejado, por medio de un reflector de vidrio plano, hacia abajo a través del objetivo del microscopio sobre la superficie de la muestra. Un poco de esta luz incidente reflejada desde la superficie de la muestra se amplificará al pasar a través del sistema inferior de lentes, el objetivo, y continuará hacia arriba a través del reflector de vidrio plano; luego, una vez más lo amplificará el sistema superior de lentes, el ocular. El poder de amplificación inicial del objetivo y del ocular está generalmente grabado en la base del lente. Cuando es utilizada una combinación particular de objetivo y ocular y una longitud adecuada de tubo, la amplificación total es igual al producto de las amplificaciones del objetivo y ocular.
La amplificación máxima obtenida con el microscopio óptico es de unos 2000 x. La limitación principal es la longitud de onda de la luz visible, la cual limita la resolución de los detalles finos de la muestra metalográfica.
La utilidad del microscopio metalúrgico puede ser ampliada debido a la incorporación de diversos aparatos auxiliares, como son los que permiten observar aspectos estructurales que no son visibles en condiciones normales.
Puesto que el ojo humano es insensible a las diferencias de fase, debe incorporarse al microscopio un aparato óptico especial. Las diferencias de fases causados por variaciones extremadamente pequeñas al nivel de micro estructuras, se transforman más tarde, en diferencias de intensidad en la imagen observada, revelando de esta forma aspectos invisibles bajo iluminación ordinaria.
3-. Describa las técnicas de preparación metalográfica:
-
Normal (tradicional)
-
Electroquímica
PREPARACION NORMAL
Esmerilado burdo o tosco: La muestra debe ser de un tamaño de fácil manipulación. Una muestra blanda se puede aplanar si se mueve lentamente hacia arriba y abajo a través de una superficie de una lima plana poco áspera. La muestra plana o dura puede esmerilarse sobre una lija de banda, manteniendo la muestra fría sumergiéndola frecuentemente en agua durante la operación de esmerilado, cosa de no alterar su estado con el calor que se produce en el acto de pulido. Cosa de mantener una misma fase.
En todas las operaciones de esmerilado, la muestra debe moverse en sentido perpendicular a la ralladura existente. El esmerilado, continua hasta que la superficie quede plana, y todas las ralladuras debidas al corte manual o al disco cortador no sean visibles, emulando la superficie a un espejo.
Montaje : Este paso se realiza en el caso que las muestras sean pequeñas o de difícil manipulación en las etapas de pulido intermedio y final. Piezas pequeñas como tornillos, tuercas, muestras de hojas metálicas, secciones delgadas etc., deben montarse en un material adecuado o sujetarse rígidamente en una monta mecánica.
La resina que se utiliza para fijar la probeta, se aplica a la probeta por medio de temperatura, es decir, es una resina termo-fijadora, comúnmente empleada para montar muestras es la baquelita. La muestra y cantidades correctas de baquelita, se colocan en un cilindro de la prensa de montar manual. La temperatura y presión aplicada producen una fuerte adhesión de la baquelita a la muestra, proporcionando un tamaño uniforme convenientes para manipular las muestras en operaciones de pulido posteriores.
Pulido Intermedio: Luego del paso anterior, la muestra se pule sobre una serie de hojas de esmeril o lijas que contienen abrasivos finos. El primer papel es generalmente Nº 150 luego 200, 300, 400 y finalmente es posible encontrar en el mercado Nº1500. Antes de pulir con la siguiente lija se debe girar en 90º la muestra, a fin de eliminar el rayado realizado con la lija anterior. Las operaciones de pulido intermedio con lijas de esmeril se hacen en húmedo; sin embargo, en ciertos casos, es conveniente realizar este paso en seco ya que ciertas aleaciones se corroen fácilmente por la acción del agua.
Pulido Fino: Esta etapa representa una de los pasos de mayor cuidado por parte del preparador de muestras, ya que en muchas ocasiones en la superficie del metal se han formado dobles caras o planos y que por supuesto por ningún motivo pueden ser utilizadas para el pulido fino, sino se remedia tal defecto superficial.
El pulido fino se realiza mediante un disco giratorio cubierto con un paño especial, húmedo, cargado con partículas abrasivas, como es el oxido de aluminio para pulir materiales ferrosos y de los base cobre, y oxido de cerio para pulir aluminio, magnesio y sus aleaciones.
La selección del paño para pulir depende del material y del propósito del estudio metalográfico. Se pueden encontrar paños de lanilla o pelillo, similares a los que se utilizan el las mesas de pool. También se pueden encontrar paños sintéticos para pulir con fines de pulido general, de los cuales el Gama y el Micropaño son los que se utilizan mas ampliamente
PREPARACION ELECTROQUIMICA
La técnica por pulido electroquímico requiere al igual que el caso anterior, la selección de una probeta de un tamaño apropiado para luego utilizar el electropulido.
Este método consiste en una disolución electroquímica de la superficie del metal que produce un aislamiento y pulido, se aplica por lo general a muestras pequeñas.
En el caso de metales blandos se requiere tomar ciertas precauciones para realizar el pulido debido a que se pueden formar capas amorfas. Para que ello no ocurra se utiliza también el pulido electrolítico, para lo cual se coloca la probeta como ánodo en una solución adecuada de electrolito (suspendida por un hilo de platino sujeta por pinzas conectadas al polo positivo de una batería) de tal forma de aplicar una fem ( fuerza electromotriz) creciente, la intensidad se va a elevar hasta alcanzar un máximo. Aunque el potencial va aumentando, cae hasta alcanzar un valor constante y luego se vuelve a elevar bruscamente. Esta parte constante de la curva indica que corresponde al período de formación de la superficie lisa y brillante.
Las probetas se lavan y luego se atacan por el método usual o bien se puede utilizar un ataque electrolítico que consiste en reducir la intensidad de corriente sin cambiar el electrolito inicial.
4.- Presente las micro estructuras que poseen los siguientes aceros. Las microfotografías deberán estar perfectamente bien identificadas, tipo de ataque, aumentos, etc. Acero SAE 1020, 1080, 1095, en estado de recocido.
-
Acero SAE 1020 :
Composición: 0.20%C ; 0.60- 0.90%Mn ; 0.04%máx. P ; 0,05% máx. S .
Ataque: Picral (composición: ácido pícrico 4grs., etil o alcohol de metileno (95% o absoluto) 100ml). Aumento: 200X
La estructura recocida consiste en colonias de perlita (oscuro), en una matriz ferrítica (claro).
-
Acero SAE 1080
Composición: 0.8%C ; 0,6-0,9%Mn .
Ataque: Picral (composición: ácido pícrico 4grs., etil o alcohol de metileno (95% o absoluto) 100ml.) Aumento: 200X
Barra de acero, laminada en caliente, austenizada a 1049ºC por media hora y enfriada en el horno (27,7ºC por hora). La estructura es perlítica, con algo de cementita esferoidal.
-
Acero SAE 1095
Composición : 0.95%C ; 0.3-0.5%Mn .
Ataque: Picral (composición: ácido pícrico 4grs., etil o alcohol de metileno (95% o absoluto) 100ml.) Aumento: 200X
Acero laminado en frío y recocido a 727ºC por 30 hrs. La estructura que se observa es predominantemente perlítica (parecido a huellas digitales), con una red de cementita pro-eutectoide.
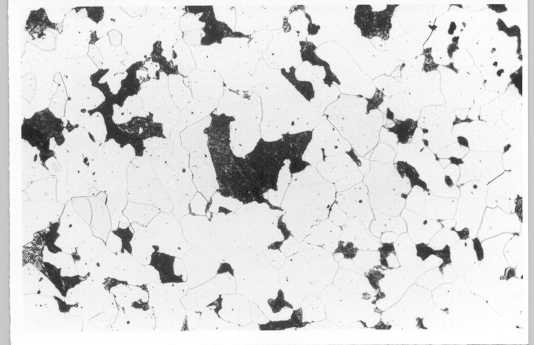
5.- Analice la micrografía 1, estime la ferrita y perlita del acero. Determine el porcentaje de carbono (en la forma más precisa posible).
La micrografía 1 es posible observar alrededor de un 90% de perlita y un 10% de ferrita proeutectoide.
%C = 0.9(0.8%C- 0.2%C) + 0.2
%C = 0.74
II-. MICROSCOPIO ELECTRONICO
1-. Describa las ventajas y propiedades que posee un microscopio de barrido comparado con un microscopio óptico. Analice su aplicación a fenómenos de fractura.
La limitación principal es la longitud de onda de la luz visible, la cual limita la resolución de los detalles finos de la muestra metalográfica. La ampliación puede ser aumentada en cierta medida con el uso de radiación de longitud de onda menor, tal como radiación ultravioleta, pero la técnica para preparar la muestra es mas complicada, en cuanto al microscopio electrónico el principio es muy similar al óptico su apariencia resulta muy diferente. Es mucho más grande debido a los suministros de potencia altamente regulada necesarios para producir y controlar el haz de electrones. El sistema completo debe mantenerse a un alto vacío, ya que de otro modo el aire interferirá con el movimiento de los electrones.
Los lentes del microscopio electrónico son los potentes campos magnéticos de las bobinas, y la imagen es enfocada al cambiar la intensidad del campo de las bobinas mientras estas permanecen en una posición fija. En el microscopio óptico, la imagen es enfocada al cambiar la separación de los lentes.
Los microscopios de barrido utilizan un haz de electrones, los cuales atraviesan la probeta de tal forma que permiten que la muestra se refleje en una pantalla fluorescente y de esta forma pueda ser observado por el humano.
Las ventajas que este tipo de microscopio y propiedades que este posee en comparación con uno óptico son las siguientes:
En el microscopio óptico el haz de luz choca en ángulo recto con la superficie de la probeta y luego esta se refleja hacia el ocular, en cambio en l microscopio de barrido, el haz de luz traspasa la probeta, luego se amplifica al pasar por una bobina magnética colimadora (lente) y se refleja posteriormente en una pantalla fluorescente.
El poder de resolución de un microscopio óptico varía desde unos 50 a 2000X, en cambio un microscopio de barrido tiene un poder de resolución que alcanza una amplificación de 20000X y más, barriendo una superficie de 1,5 micrómetros para realizar el análisis.
En el microscopio óptico la imagen es enfocada al cambiar la separación de los lentes, en cambio en el microscopio de barrido, la imagen es enfocada al cambiar la intensidad del campo de las bobinas mientras estas permanecen en una posición fija.
d) En un microscopio óptico es imposible realizar una observación sin una preparación previa de la probeta de manera tal de obtener una superficie uniforme que pueda ser atacada para ver los detalles micro estructurales que posee, en cambio, el microscopio de barrido no necesita, en algunos casos, que la probeta tenga una preparación previa.
El microscopio de barrido permite ver la superficie de la probeta mejor que ningún otro método, ya que lo único que requiere es que la probeta resista el bombardeo de electrones sufrido en la cámara donde se encuentra.
Ahora en cuanto a su aplicación a fenómenos de fractura, el microscopio de barrido permite visualizar las marcas dejadas por las grietas y además las cantidades de elementos que por muy pequeñas que sean, pueden ser detectadas por la emisión de rayos X en la probeta. En cambio, si vemos el microscopio óptico, este necesita de un ocular especial para la determinación cuantitativa del tamaño de grano mediante un cierto patrón.
2-. Investigar que posibilidades de análisis adicional poseen los modernos microscopios de barrido.
Este tipo de microscopio tiene la posibilidad de realizar análisis adicionales a través de detectores que permiten mezclar la imagen, invertirla, cambiar o variar colores y contrastes, con el objeto de mejorar la información recibida.
Debido a las cualidades y propiedades que posee este tipo de microscopio, se utiliza en la fabricación de micro transmisores, “chips”, como también en la medicina y la ciencia, ya que permite por ejemplo visualizar lo que ocurre con células sanguíneas, detectar algún virus y su posible ataque con anticuerpos. Todo esto por la emisión de electrones secundarios emitidos durante el bombardeo a la probeta.
III-. ENSAYOS DE DUREZA
1-. Describa los principales aspectos de la norma ASTM E10, sobre el ensayo de dureza Brinell.
E10-00 Método de la Prueba normal para la Dureza de Brinell de Materiales Metálico (ASTM)
-
Este método de prueba cubre la determinación de la dureza Brinell de materiales metálicos, incluso los métodos para la comprobación o verificación de dureza Brinell que prueba máquinas y la calibración de bloques de prueba de dureza regularizados.
-
Los valores declarados en unidades de S.I serán considerados como la norma.
Nota: en terminología común, se sustituye la fuerza equivalente en kgf por Newtons.
-
esta norma no pretende dirigirse a todas las preocupaciones de seguridad, si cualquiera, asociado con su uso. Es la responsabilidad del usuario de esta norma establecer la seguridad apropiada y la salud practica y determina la pertinencia de prior de las limitaciones reguladoras para usar.
2-. Describa los principales aspectos de la norma ASTM E18, sobre el ensayo de dureza Rockwell y Rockwell superficial.
E18-00 Métodos de la Prueba normales para la Dureza de Rockwell y la Dureza Superficial Rockwell de Materiales Metálicos (ASTM).
-
Estos métodos de prueba cubren la determinación de la dureza Rockwell y Rockwell de dureza superficial de materiales metálicos, incluso los métodos de la prueba para la comprobación de máquinas para dureza de Rockwell que prueba y la calibración de bloques de prueba de dureza regularizados.
-
Valores declarados en unidades de pulgada-libra serán considerados como la norma. Sólo se mantienen unidades de SI la información.
-
Esta norma no pretende para dirigirse todo las preocupaciones de seguridad, si cualquiera, asociado con su uso. Es la responsabilidad del usuario de esta norma para establecer seguridad apropiada y la salud practica y determina la pertinencia de prior de las limitaciones regulador para usar.
3-. Describa los principales aspectos de la norma ASTM E140, sobre el ensayo de dureza HB, HV, Rockwell y Knoop.
E140-97e2 Tablas de Conversión de Dureza normales para Metales (Relación Entre Dureza Brinell, Dureza Vickers, Dureza Rockwell, Rockwell de Dureza Superficial, Dureza Knoop, y Dureza Scleroscopio), según la ASTM
-
Tabla de conversión 1 presenta datos de Rockwell C con rango de dureza en relación entre dureza Brinell, dureza Vickers, dureza Rockwell, Rockwell de dureza superficial, dureza de Knoop, y dureza de Scleroscopio de aceros no-austeníticos incluso al carbono,
-
aleaciones, y herramientas de aceros como-forjados, templados, normalizados, enfriado y condiciones de templado con tal de que ellos sean homogéneos.
-
Tabla de conversión 2 presenta datos en Rockwell B con rango de dureza en relación entre dureza Brinell, dureza Vickers, dureza Rockwell, Rockwell de dureza superficial, dureza Knoop, y dureza de Scleroscopio de aceros no-austeníticos incluso al carbono, aleaciones, y herramientas de aceros como-forjados, templados, normalizados, enfriado y condiciones de templado con tal de que ellos sean homogéneos.
-
Tabla de conversión 3 presenta datos de relación entre dureza Brinell, dureza Vickers, dureza Rockwell, Rockwell de dureza superficial, y la dureza Knoop del níquel y aleaciones de alto-níquel (volumen de níquel más de 50%). Éstas relaciones de conversión de dureza son aplicadas particularmente a las siguientes aleaciones: aleaciones de níquel-aluminio-silicio de acuerdo a las normas de fabricación comercial para pruebas de dureza, y cubren el rango entero de estas aleaciones de temple a sus pesadamente trabajado en frío o condiciones de endurecimiento, incluso sus condiciones intermedias.
-
Tabla de conversión 4 presenta datos relacionados entre la dureza Brinell, dureza Vickers, dureza Rockwell, y Rockwell de dureza superficial de latón de cartucho.
-
Tabla de conversión 5 presenta datos relacionados entre la dureza Brinell y dureza Rockwell B de placas de aceros inoxidables austeníticos en condición templada.
-
Tabla de conversión 6 presenta datos relacionados entre la dureza Rockwell y la dureza superficial Rockwell de una plancha de acero inoxidable austenítico.
-
Tabla de conversión 7 presenta datos relacionados entre la dureza Brinell, dureza Vickers, dureza Rockwell, Rockwell de dureza superficial, y dureza Knoop del cobre.
-
Tabla de conversión 8 presenta datos relacionados entre la dureza Brinell, dureza Rockwell, y dureza Vickers de aleaciones de hierro blanco.
-
Tabla de conversión 9 presenta datos relacionados entre la dureza Brinell, dureza Vickers, dureza Rockwell, y Rockwell de dureza superficial de productos de aluminio forjados.
-
Muchos de los valores de la conversión presentados aquí dentro se obtuvieron de curvas generadas por computador de datos en ensayos reales. La mayoría de los valores de dureza Rockwell son presentados muy cerca de 0.1 o 0.5 números de dureza para permitir la reproducción exacta de estas curvas. Todas las conversiones de los valores de dureza deben ser considerados aproximados, sin embargo, todos los valores de dureza Rockwell se redondearán al número entero más cercano de acuerdo con la Práctica E 29.
-
Apéndices X1 a través de X9 contienen ecuaciones desarrolladas de los datos en la tabla 1 a través de la 9, respectivamente, para convertir de una escala de dureza a otra. Puesto que todas las conversiones de los valores de dureza deben ser considerados
-
aproximados, sin embargo, toda conversión se redondeara a números de dureza de acuerdo con la Práctica E29.
-
La conversión de valores de dureza sólo debe usarse cuando es imposible probar el material bajo las condiciones especificadas, y cuando la conversión se hace ésta debe hacerse con discreción y bajo condiciones controladas. Cada tipo de prueba de dureza está sujeto a ciertos errores, pero si se observan precauciones cuidadosamente, se encontrará la fiabilidad de lecturas de dureza hecha en los instrumentos del tipo de indentación comparable. Diferencias en sensibilidad dentro del rango de una escala de dureza dada (por ejemplo, Rockwell B) puede ser mayor que entre dos escalas diferentes o tipos de instrumentos. La conversión es estimada, si de las tablas o calculó de las ecuaciones, son sólo aproximadas y puede ser inexacto para una aplicación específica.
4-. Describa alguna relación entre la dureza y las otras propiedades mecánicas.
Dentro de las propiedades que se relacionan con la dureza figura la resistencia mecánica, ya sea la de fluencia, UTS y de ruptura.
La resistencia mecánica es el resultado de una serie de pasos que se desarrollan a nivel macro y micro estructura. Al nivel de la metalurgia mecánica, por medio de técnicas de endurecimiento se puede aumentar el número de obstáculos al movimiento de dislocaciones, por lo tanto el esfuerzo, necesario para el desplazamiento de éstas, aumenta confiriéndole al material una resistencia que se traduce en el aumento de la dureza, ya que esta propiedad de alguna manera es la carga necesaria para que el indentador penetre en la superficie, es decir carga por área transversal no es otra cosa que esfuerzo aplicado.
Como una regla para la mayor parte de los aceros, la dureza Brinell y la Resistencia a la tracción se pueden relacionar mediante la siguiente expresion:
RT(Kg/mm2) = 3,45 * HB
IV-. MEDICION DE TEMPERATURAS
1- .¿ Qué tipos de instrumentos de registro de temperatura existen hoy día? Descríbalos brevemente.
Para la medición de temperaturas se pueden utilizar :
Pirómetro de radiación: Se utiliza para medir temperatura de entre 650 y 2000ºC mediante la energía radiante que emiten los cuerpos.
Pirómetro termoeléctrico: Es uno de los más utilizados en las fundiciones de aceros del país, ya que permite contactar directamente el baño liquido de metal con el instrumento, ya sea al interior del horno como también en la cuchara, lo que permite controlar efectivamente una variable metalúrgica de gran importancia a la hora de obtener buenos resultados. El pirómetro termoeléctrico sencillo consta de las siguientes unidades:
-
Termocupla o termopar: Que consiste en dos conductores metálicos unidos en un extremo denominado casi siempre unión caliente o detectora. El efecto de la circulación de la corriente en un circuito formado por dos metales diferentes cuyas uniones se mantienen a temperaturas distintas y constituye el principio del funcionamiento de dicho pirómetro.
-
Instrumento indicador o de registro: El cual indica o registra la fuerza electromotriz (FEM), que es generada en función de la temperatura. Esto se realiza por medio de una bobina de compensación de la unión fría la cual cambia su resistencia por las fluctuaciones de la temperatura ambiente, manteniendo siempre el instrumento a 0 ºC.
-
Cable de extensión: cumple con trasladar la unión de referencia a un punto donde la temperatura no variará. Con mucha frecuencia se utiliza el alambre de extensión .
-
Termopozo o vaina: que cumple con la función de proteger la termocupla en el lugar que es expuesta directamente a temperaturas altas. Este dispositivo se compone preferencialmente de materiales resistentes, aunque por lo general son tubos de acero con el extremo recubierto de cerámica o de material desechable.
Pirómetro de mili voltímetro: Este instrumento posee características de sensibilidad, precisión y control automático muy adecuados para muchas aplicaciones industriales. Los milivoltímetros indicadores y de control se emplean mucho en hornos de varias clases, autoclaves, etc.. También se usan a menudo como alarmas contra temperaturas excesivas y dispositivos de corte o desconexión en la mayoría de los equipos de calefacción. El mili voltímetro es básicamente un galvanómetro de d'Arsonval.
Pirómetros de radiación: Los principios del funcionamiento del pirómetro de radiación incluyen una fuente de radiación estándar, conocida como cuerpo negro, el cual es un cuerpo hipotético que absorbe toda la radiación que incide sobre él. Los pírometros de radiación generalmente están calibrados para temperaturas de cuerpo negro o reales. Los pírometros de radiación no necesita estar en contacto directo con el cuerpo caliente. Con el uso de protecciones apropiadas en el sistema óptico, no hay límite superior de temperatura. El límite mínimo de temperatura es de 538 ºC aproximadamente.
Pirómetro óptico: Se basa en los mismos principios generales del pirómetro de radiación, su diferencia radica en que este instrumento utiliza una longitud de onda o una banda angosta de longitudes correspondientes a la parte visible del espectro. El pirómetro óptico mide la temperatura comparando el brillo de la luz emitida por la fuente con la de una fuente estándar, para facilitar la comparación de color, se utilizan un filtro para color rojo que restringe la radiación visible a la longitud de onda de la radiación roja. Este pírometro consta de dos partes: un telescopio y una caja de control. Este pírometro puede calibrarse para el intervalo de mayor temperatura usando las menores temperaturas del filamento. El proceso de fabricación de un acero y/o fundición, las principales mediciones de temperaturas realizadas fueron:
-
Temperatura del baño producto de las diferentes reacciones exotérmicas al interior del horno eléctrico.
-
La temperatura del baño antes y después del afino.
-
La temperatura de salida del horno (metal liquido) y de colada.
-
Control y medición de la temperatura de las paredes interiores de las cucharas que eran calentadas por medio de quemadores de combustión aire-gas natural, oxigeno-parafina, oxigeno-gas natural.
-
Medición de las temperaturas de las paredes del interior del horno eléctrico.
2.- Describa los principalesaspectos de la norma ASTME220, sobre la calibración de termocuplas por comparacion
Norma E220-86(1996) Método de la Prueba normal para la Calibración de Termocuplas Por Técnicas de Comparación (ASTM).
Este método de prueba cubre las técnicas de calibración de termocuplas basadas en las comparaciones de indicaciones de termocuplas con aquellos de un termómetro de referencia, a través de diferentes métodos que involucran el uso de puntos fijos. La evaluación precisa de la fuerza electromotriz (la relación de Emf)-temperatura de una termocupla es cumplida determinando su rendimiento del Emf a cada uno de una serie de temperaturas moderadas.
Las calibraciones son cubiertas por encima de los rangos de temperatura destinadas a los tipos individuales de termocuplas dentro de un rango que van de aproximadamente 180 a 0C (290 a 0F).
En general, el método de la prueba es aplicable a termocuplas descubiertas de alambre o termocuplas envainadas. El último puede exigir el cuidado especial para controlar pérdidas de las conducciones termales.
Descargar
| Enviado por: | Rozg |
| Idioma: | castellano |
| País: | Chile |
Todos los derechos reservados.