Industria y Materiales
Troquelados
Introducción
En este trabajo se lograra llegar a uno de los objetivos de este curso él poder tener las herramientas necesarias para lograr tomar las decisiones correctas cuando nos enfrentemos a la misión de seleccionar una maquina o herramienta.
En este caso se trata de presentar la información obtenida del tema Troquelados y a su ves Prensas, desde que es, como se usa, para que sirve, como se clasifican etcétera.
Algo importante que se mencionara será las diferentes variables a tomar para saber q tipo de troquel o prensa debemos utilizar en las diferentes áreas a aplicar.
Troqueles
Definición: Herramienta empleada para dar forma a materiales sólidos, y en especial para el estampado de metales en frío.
En el estampado se utilizan los troqueles en pares. El troquel más pequeño, o cuño, encaja dentro de un troquel mayor, o matriz. El metal al que va a darse forma, que suele ser una lámina o una pieza en bruto recortada, se coloca sobre la matriz en la bancada de la prensa. El cuño se monta en el pistón de la prensa y se hace bajar mediante presión hidráulica o mecánica.
En las distintas operaciones se emplean troqueles de diferentes formas.
Los más sencillos son los troqueles de perforación, utilizados para hacer agujeros en la pieza.
Los troqueles de corte se utilizan para estampar una forma determinada en una lámina de metal para operaciones posteriores.
Los troqueles de flexión y doblado están diseñados para efectuar pliegues simples o compuestos en la pieza en bruto.
Los troqueles de embutir se emplean para crear formas huecas. Para lograr una sección reducida en una parte hueca, como el cuello de un cartucho de fusil, se utilizan troqueles reductores especiales. Cuando la pieza terminada debe tener una protuberancia en la parte inferior o central suelen emplearse troqueles hidráulicos. En éstos el cuño se sustituye por un pistón que introduce en la pieza agua o aceite a presión, lo que obliga al metal a doblarse hacia fuera contra la matriz.
Los troqueles de rebordeado forman un reborde curvo en piezas huecas. Un tipo especial de troquel de rebordeado, llamado troquel de costura con alambre, enrolla firmemente los bordes externos del metal alrededor de un alambre que se inserta para dar resistencia a la pieza.
Los troqueles combinados están diseñados para realizar varias de las operaciones descritas en un único recorrido de la prensa; los troqueles progresivos permiten realizar diversas operaciones sucesivas de modelado con el mismo troquel.
En la acuñación de monedas se obliga al metal a pasar entre dos troqueles coincidentes, en los que figura un huecograbado del dibujo que debe formarse en la moneda.
Principio De Una Operación De Corte De Troquel
Punzonado O Corte De La Chapa
El punzonado es una operación mecánica con la cual mediante herramientas especiales aptas para el corte se consigue separar una parte metálica de otra obteniéndose una figura determinada.
La relación entre espesor S de la chapa y el diámetro D del punzón resulta a S/D para la chapa de hierro y punzón de acero, con valor de 1,2 máximo.
Por lo tanto la chapa de hierro, para ser cortada debe tener un espesor menor o igual al diámetro del punzón (D).
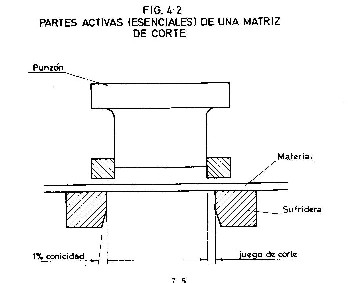
Descripción De Un Troquel
El corte de la chapa se realiza mediante una matriz de corte o hierro de cortar.
Se compone la matriz de dos pares:
Punzón
Matriz (propiamente dicha)
Además si es completa
Mazo (guía del punzón)
Dos chapas (pasillo de circulación de la tira de chapa)
Sistema de tope
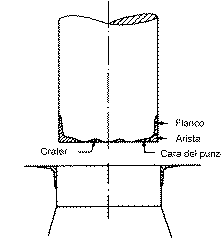
Desgaste De Matriz
El esfuerzo de corte afecta los filos luego de producir una gran cantidad de piezas, como consecuencia tenemos piezas con rebabas y contorno indefinido y por ende se necesita rehabilitar la matriz, perdiendo en el proceso hasta 1 mm, siendo la cota de afilado máximo de 6 mm, a razón promedio de 0,15 mm por cada rectificado, resultando posible rectificar unas 40 veces, produciendo por lo tanto 1.000.000 en total.
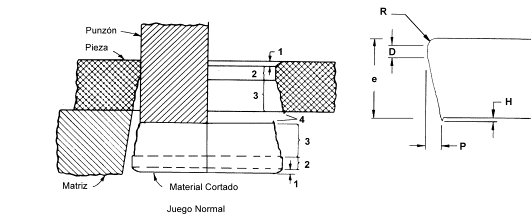
Juego Entre Punzón Y Matriz
El juego entre punzón y matriz depende del grueso de la chapa.
El juego es aplicable para una chapa de gran espesor y será mayor para acero duro que para acero dulce o aluminio, etc.
El valor del juego es entre el 5 a 13% dependiendo del espesor de la chapa.
Determinado el juego correcto se aumenta la duración de la herramienta.
Disposición De La Figura
La mejor disposición de la figura a cortar asegura una pérdida de material mínima.
La separación mínima de figuras a cortar nunca debe ser menor al espesor de la chapa.
Corte Con Punzón De Goma
El punzón de goma es apto para aleaciones ligeras. Se corta en una sola operación sobre una plancha de acero de unos 6 mm y una almohadilla de goma, no experimentando desgaste apreciable luego de una gran cantidad de piezas.
El uso de este procedimiento es limitado a finas chapas, hasta 0,25 mm.
Esfuerzo De Corte
En el contacto con la chapa, el punzón comprime y luego corta. La dilatación del material produce contra las paredes de la matriz rozamiento durante el corte, y por ende necesitando un mayor esfuerzo.
Un buen centrado garantiza un menor desgaste de guías laterales y evita resquebrajamientos de aristas del punzón y la matriz.
Diferentes Formas De Troquelar
Cizallado
Es un proceso de corte para laminas y placas, produce cortes sin que haya virutas, calor ni reacciones químicas. El proceso es limpio rápido y exacto, pero esta limitado al espesor que puede cortar la maquina y por la dureza y densidad del material. El cizallado es él termino empleado cuando se trata de cortes en línea recta; el corte con formas regulares redondas u ovaladas e irregulares se efectúan con punzocortado y perforación. El cizallado suele ser en frió en especial con material delgado de muchas clases tales como guillotinado de papeles de fibras, telas, cerámica, plásticos, caucho, productos de madera y la mayoría de los metales.
El cizallado llamado también guillotinado en ciertas actividades se hacen en frió en la mayoría de los materiales. En general es para cortes rectos a lo ancho o a lo largo del material, perpendicular o en ángulo. La acción básica del corte incluye bajar la cuchilla hasta la mesa de la maquina, para producir la fractura o rotura controladas durante el corte. La mayoría de las cuchillas tienen un pequeño ángulo de salida. Para ciertas operaciones especificas como punzonado o perforado, no hay esos ángulos de alivio.
El cizallado o guillotinado puede emplearse con una gran variedad de materiales para cortar papel o refinar libros y en la cizalla escuadradora para lamina.
Mortajado
El enteallado o mortajado es un proceso de corte fino para la lamina y plancha y difiere del cizallado en que la cuchilla esta a cierto ángulo. La cuchilla puede ser de cualquier configuración si se trata de partes pequeñas.
Niblado
El corte de laminas (niblado) incluye hacer recortes sucesivos hasta que se produce una forma más grande o recortada. Las formas internas se pueden empezar con facilidad a partir de agujeros taladrados y se emplean para producir secciones perforadas grandes. El recorte se utiliza en lugar de punzonar o perforar, para la producción de poco volumen o a baja velocidad las maquinas recortadoras o tijeras para lamina son muy adaptables, poco costosas, sencillas para manejarlas y mantenerlas, aunque la producción es lenta.
Perforación
El perforado es un proceso para recortar un agujero conformado en una lamina o placas metálicas. Se suele hacer en frió y se obtienen casi de cualquier forma. Las aplicaciones incluyen perforar las arandelas hacer agujeros para remaches mediante elementos estructurales de acero, aberturas en paneles que se van a terminar con otros procesos a fin de poder montar instrumentos o equipos y en operaciones similares.
Punzonado
El punzonado es una operación de corte de chapas o láminas, generalmente en frío, mediante un dispositivo mecánico formado por dos herramientas: el punzón y la matriz. La aplicación de una fuerza de compresión sobre el punzón obliga a éste a penetrar en la chapa, creando una deformación inicial en régimen elastoplástico seguida de un cizallamiento y rotura del material por propagación rápida de fisuras entre las aristas de corte del punzón y matriz. El proceso termina con la expulsión de la pieza cortada.
Acuñado
Es casi un trabajo en frió con piezas pequeñas. Se desplaza el material por la presión y el impacto hacia las cavidades de la matriz. Como la cavidad esta dada por completa y en forma muy precisa por los dados se necesita controlar con mucho cuidado el volumen del material; por lo tanto el llenado es excesivo de la capacidad de la matriz puede dañar la maquina o producir artículos defectuosos. El acuñado es especial para la producción de piezas pequeñas en donde se requieren de detalles y acabados muy exactos en las superficies. Su aplicación principal para fabricar monedas medallas y piezas similares.
Formado Con Matriz Muestra
El formado con matriz muestra es similar a algunos aspectos del acuñado. El formado por clavado se emplea para hacer moldes o dados excepto que la impresión se hace contra una pieza grande de material para empujar el metal desplazado hacia un área abierta, alrededor del modelo impreso en el material. También se utilizan para estampar materiales blandos o para moldear plásticos u otros materiales. Suele ser más fácil hacer el objeto macho y prensarlo contra el material blando que maquinar la parte hembra en el material del dado. Cuando se hacen matrices, se alisa la superficie con esmeril después de formar con el dado maestro. Se utiliza para hacer cierto numero de cavidades idénticas para moldes múltiples de compresión.
Prensa
La maquina utilizada para la mayoría de las operaciones de trabajo en frió y algunos en caliente, se conoce como prensa. Consiste de un bastidor que sostiene una bancada y un ariete, una fuente de potencia, y un mecanismo para mover el ariete linealmente y en ángulos rectos con relación a la bancada.
Una prensa debe estar equipada con matrices y punzones diseñada para ciertas operaciones especificas. La mayoría de operaciones de formado, punzonado y cizallado, se pueden efectuar en cualquier prensa normal si se usan matrices y punzones adecuados.
Las prensas tienen capacidad para la producción rápida, puesto que el tiempo de operación es solamente el que necesita para una carrera del ariete, mas el tiempo necesario para alimentar el material. Por consiguiente se pueden conservar bajos costos de producción.
Tiene una adaptabilidad especial para los métodos de producción en masa, como lo evidencia su amplia aplicación en la manufactura de piezas para automóviles y aviones, artículos de ferretería, juguetes y utensilios de cocina.
Tipos De Prensas Y Su Clasificación
No es muy correcto llamar a una prensa, prensa dobladora, prensa de repujado, o prensa cortadora, entre otras, pues los tres tipos de operaciones se pueden hacer en una maquina.
A algunas prensas diseñadas especialmente para un tipo de operación, se le puede conocer por el nombre de la operación, prensa punzonadora o prensa acuñadora.
La clasificación esta con relación a la fuente de energía, ya sea operada manualmente o con potencia. Las maquinas operadas manualmente se usan para trabajos en lamina delgada de metal, pero la mayor parte de maquinaria para producción se opera con potencia. Otra forma de agrupar a las prensas, esta en función del numero de arietes o los métodos para accionarlos.
Los tipos mas generales de clasificación de prensas son los siguientes:
Fuente De Energía
Manual
Potencia
Mecánica
Vapor, gas, neumática.
Hidráulica
Ariete
Vertical de simple efecto
Vertical de doble efecto
En cuatro correderas
De configuración especial
Diseño Del Bastidor
De banco
Inclinable
De escote
De puente
De costados rectos
Yunque
Columna
Métodos De Aplicación De Potencia Al Ariete
Manivela
Leva
Excéntrica
Tornillo de potencia
Cremallera y piñón
Junta articulada
Hidráulica
Palanca acodillada
Neumática
Propósito De La Prensa
Cizallas de escuadra
Cizallas de circulo
Dobladora
Punzonado
Extruido
Empalmado
Enderezado
Forzado
Acuñado
De transferencia
Roedora
Estirado
Revólver
Forja
Para seleccionar el tipo de prensa a usar en un trabajo dado, se deben considerar:
El tipo de operación a desarrollar, tamaño de la pieza, potencia requerida, y la velocidad de la operación. Para la mayoría de las operaciones de punzonado, recortado y desbarbado, se usan generalmente prensas del tipo manivela o excéntrica. En estas prensas, la energía del volante se puede transmitir al eje principal, ya sea directamente o a través de un tren de engranes.
La prensa de junta articulada se ajusta idealmente a las operaciones de acuñado, prensado o forja. Tienen una carrera corta y es capaz de imprimir una fuerza extrema.
Tipos De Prensas
Prensa sencilla
Prensa abierta con guía punzones
Prensa cerrada con guía punzones y guías laterales
Prensa abierta con columnas de alimentación
Prensa con sujetados y columnas de guía
Prensa abierta con porta punzón y sujetador
Prensa abierta con guías y resorte de repulsión
Troqueles Para Doblar Y Curvar (Tipos Y Formas)
Dos tipos:
Punzón y matriz en troquel para doblar
Punzón y matriz para troquel
En el primer caso es para chapa standard que necesita ser doblada (de gran longitud).
La segunda es para piezas de longitud limitada usando una matriz de igual forma para ello.
En el principio de la operación el fenómeno de flexión.
En una misma chapa pueden efectuarse varios doblados pero por cada operación debe limpiarse la estampa eliminación de cascarilla. Durante el doblado la pieza debe permanecer inmóvil para evitar un doblado desfasado.
Arrollamiento
Para este procedimiento se requiere un doblado previo del extremo de la chapa mediante un troquelado previo.
En el arrollamiento un punzón empuja a la chapa con un extremo precurvado dentro de una matriz, obligándola a arrollarse en el fondo de la misma.
Este procedimiento puede ser tanto vertical como horizontal dispositivos especiales que convierte movimiento siendo imprescindible el curvado previo de la chapa para evitar el ladeamiento del extremo.
Órganos Elásticos De Presión
Tienen por objetivo facilitar el doblado de la pieza:
Sosteniendo la pieza
Obligándola a mantener la posición
Acompañándola en al operación
Extrayéndola al finalizar
Tipos De Prensas Para Doblar
Prensa para doblado de soportes
Prensa con dos columnas de guía para doblado en U
Prensa para doblado múltiple
Prensa con matriz giratoria
Prensa con punzones oscilantes
Prensa con matrices móviles
Prensa con dispositivo autoalimentador
Prensas Para Embutir
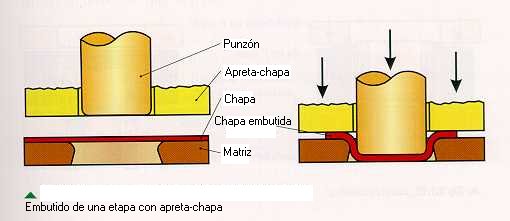
El embutido se produce por la penetración del punzón en la matriz.
La chapa (disco) debe pasar entre el punzó y la matriz de modo preciso (admitiendo cierto juego) para evitar la aparición de pliegues en las paredes de la pieza. Como regla general podemos decir que, a mayor espesor, menor posibilidad de formación de pliegues.
El troquel puede montarse en una prensa excéntrica o de mano.
Con troqueles sencillos se puede modificar un perfil esbozado para obtener el definitivo.
Con punzones de goma se pueden embutir recipientes a fin de abobarlos, actuando en su interior de modo que al comprimirse verticalmente y expandiéndose hacia los lados logran la forma. Se emplea en chapas de metal ligero.
El achaflanado de los bordes de la matriz ayuda a la chapa a resbalar por la pared del agujero, facilitando la operación de embutir.
Es conveniente hacer agujero pequeño en la matriz para evacuar el aire encerrado.
Embutido De Una Etapa Con Apreta-Chapa
Embutido Inverso
Embutido Con Punzón Telescopico
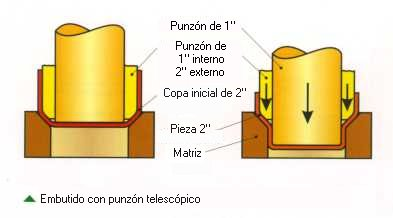
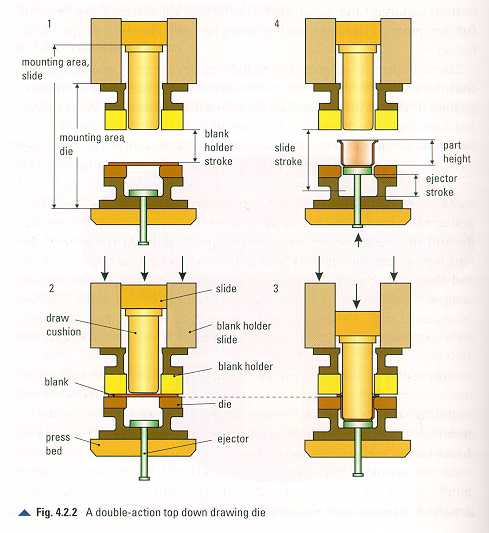
Embutido Con Matriz De Doble Acción
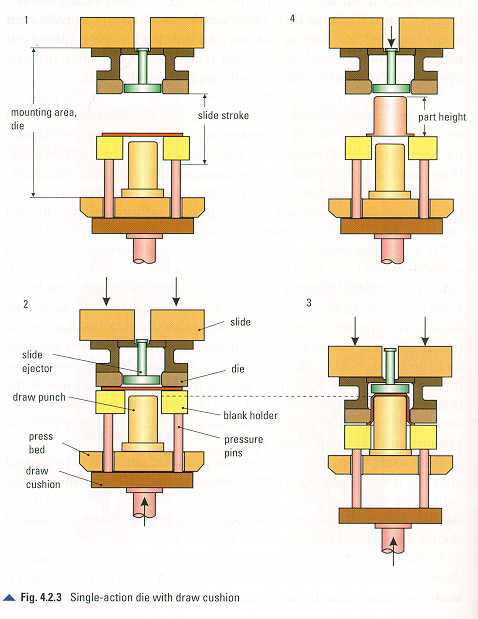
Embutido Con Matriz De Acción Simple:
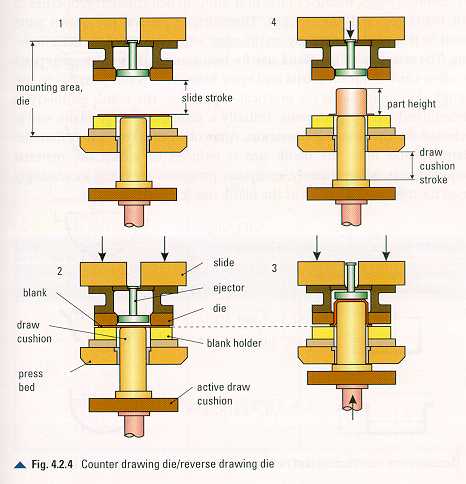
Embutido Inverso Con Matriz De Acción Simple Y Punzón Actuador:
Prensas Para Trabajos Mixtos Progresivos
Prensas Múltiples (O De Paso)
Se entiende por trabajo progresivo de prensado la serie de operaciones sucesivas que transforman gradualmente, con una mismo troquel, una chapa plana, una tira o una cinta, a fin de obtener piezas con otra forma.
El procedimiento consiste en un mínimo de dos fases, a saber: corte y doblado, o embutido y corte
El objetivo es él poder obtener en un solo tiempo y con un solo troquel una serie de operaciones sucesivas.
Es necesario que los punzones estén paralelos entre sí y actúen sincronizados haciéndolos trabajar en forma regular.
Prensas Combinadas (De Bloque)
Son prensas que por tener acción mixta, tiene sus útiles combinados (no en línea), realizando el proceso en una sola operación.
Las operaciones que combinan pueden ser de corte, embutido, doblado, agujereado, etc.
Por lo tanto tendremos por ejemplo
Prensas para doblar y embutir
Prensas de cortar y embutir
Prensas para cortar, embutir y agujerear.
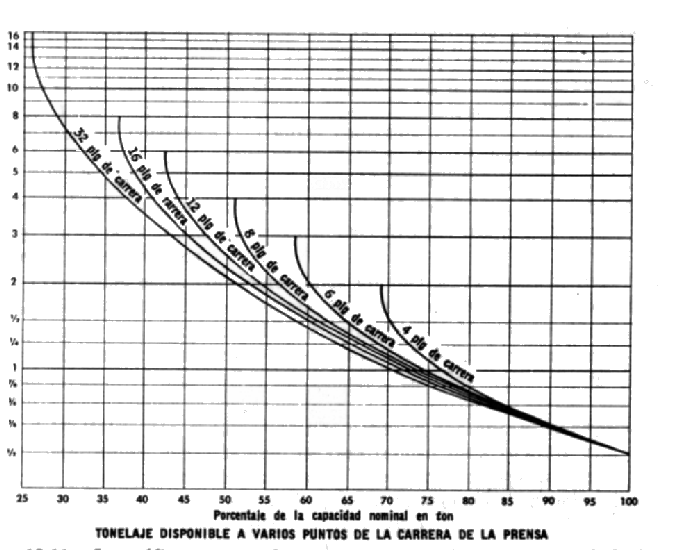
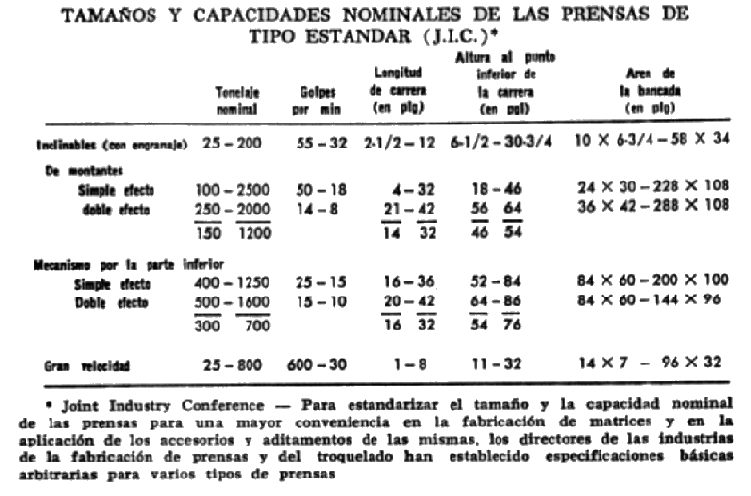
Anexo
Tablas
Bibliografía:
Eugene A. Avallone. Manual del ingeniero mecánica Marks, Editorial Mc. Graw Hill. 9ª edición, año 1995
Heinrich Gerling. Alrededor de las máquinas - herramientas, Editorial Reverté. 2ª edición , año 1964
http://galileo.dim.udec.cl/cursos/pdp/procesos.htm
http://pws.prserv.net/esinet.migcc/diccionarios/
http://www.gogle.com.mx
http://www.yahoo.com.mx
http://www.metalunivers.com/arees/corte/tutorial/punzonado.htm
http://www.utillaje.com/srg/troquelf.htm
Troquelados
Maquinas y Herramientas

Descargar
| Enviado por: | Ari |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.