Tecnología
Soldadura
SOLDADURA
-
Soldar, tecnológicamente hablando, es unir sólidamente dos piezas metálicas, fundiendo su material en el punto de unión, o mediante alguna sustancia igual o parecida a ellas.
TIPOS DE SOLDADURA
-
Soldaduras duras:
-
La soldadura eléctrica por arco,
-
La soldadura eléctrica por puntos,
-
La soldadura oxiacetilénica, etc.
-
Soldaduras Blandas (aquellas que funden a menos de 200°C)
-
La soldadura con estaño, que es la que nos interesa para su aplicación en Electrónica
La Soldadura por arco
Entre todos los tipos de soldadura eléctrica, la llamada por arco es, seguramente, la mas importante, dado que hace posible una apreciable serie de uniones casi imposibles de ejecutar mediante otros procedimientos. En este articulo se explica clara y extensamente , la técnica de la soldadura por arco, y se proporcionan todos los datos técnicos necesarios para la correcta realización de la misma.
Este tipo de soldadura ha permitido la solución de todas aquellas uniones imposibles de realizar con la soldadura por resistencia.
El método de trabajo mas difundido fue el de Slavianoff, en el que se conecta uno de los polos de la maquina con la pieza a soldar (masa), en tanto que el otro los forma una varilla de metal especial, llamada electrodo, que esquemáticamente esta representada en la figura 1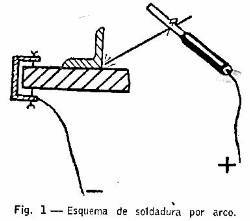
mientras el electrodo y la pieza estén en contacto circulara corriente por ambas cerrándose el circuito , pero si se pretende separarlos , aunque sea un milímetro , la corriente va a procurar no interrumpirse . Ya sabemos que tal cosa no es posible si la continuidad del material varia repentinamente y la corriente vence esta dificultad formando un puente luminoso entre ambos materiales. El efecto luminoso se obtiene a consecuencia de la transformación de la energía eléctrica de la corriente en energía luminosa y de esta en energía térmica. Este fenómeno ya lo habrá podido apreciar el lector al ver la colada de un metal de fusión (1200°C), la llama de oxigeno con 3000° C , la de gas oxiacetilénico (3500° C) y finalmente el arco eléctrico, con el que se han conseguido temperaturas hasta 3800° C.
El nombre electrodo se le da por similitud con las piezas del mismo nombre que en la industria sirven para conducir corriente de polaridad distinta. Son varillas de unos pocos milímetros y de material distinto según los usos a dársele. El electrodo conectado al polo positivo de una maquina eléctrica se llama ánodo , y cátodo el que es alimentado por el negativo. En la actualidad se emplea un solo electrodo , sustituyendo al otro por la pieza a soldar.
para esta soldadura sirven ambas corrientes. Si la fuente es la corriente continua, es necesario saber correctamente cual de los dos polos es el que ha sido conectado al electrodo, porque el polo positivo permite obtener temperaturas 500° C mas elevadas que el otro polo, lo que representa conseguir un 30 % más de energía calorífica en un caso que en el otro. Conectado el electrodo en los casos comunes de soldadura en el polo positivo, se consigue mayor penetración y mejor estabilidad en el arco. para localizar la polaridad de una línea eléctrica en forma rápida y sencilla, se sumergen los dos conductores en un recipiente con agua; al cabo de unos minutos se observa un desprendimiento enérgico de burbujas, que no es otra cosa que el hidrogeno separado del agua como gas, en las proximidades del polo negativo. Para un soldador experimentado basta colocar una varilla de carbón en lugar del electrodo metálico y provocar el arco . Si este se mantiene estable, suave y se estira con facilidad, entonces el porta electrodo esta conectado al polo negativo. Si así no fuera , el arco es irregular y se deposita hollín sobre la chapa. Únicamente en los casos de soldaduras de chapas delgadas , conecta el polo negativo a la pieza para evitar la quemadura del material. Algunos electrodos de aleaciones especiales requieren ser conectados al polo positivo, como son los revestidos. Todos los electrodos desnudos y casi todos lo recubiertos ligeramente deben emplearse con el polo negativo. El cambio de polaridad consiste simplemente en la inversión de los cables sobre la línea o sobre la misma maquina.
Empleando corriente alternada, el campo de aplicación es mayor para los casos de soldadura común de uniones y reparaciones, siendo importante saber que no hay que usar electrodos desnudos. Como ya se explico anteriormente , no existe polaridad en la corriente alternada por variar ésta constantemente. Por ésta razón no hay peligro en conectar cualquiera de los conductores de corriente alternada con la pieza a soldar o con los electrodos . En la práctica uno de los cables se fija por tornillo o pinza de presión a la pieza y el otro va fijo al porta-electrodo o pinza soporte de mango aislado pero que deja pasar la corriente a la varilla. Con corriente alternada ambos conductores desarrollan la misma cantidad de calor ; pero ésta es superior en un 15 % a la del negativo de un circuito de corriente continua en las mismas condiciones de trabajo.
Soldadura por punto
La soldadura por electro-punto (Spot Welding) es parte de la familia de soldaduras por resistencia; soldadura de proyeccion (Projection Welding), soldadura de costura (Seam Welding), soldadura de resistencia de tope (Resistance Butt Welding) y la soldadura de tope de contacto (Flash Butt Welding) son parte de esta familia. Para generar calor los electrodos de cobre pasan una corriente eléctrica a través de la pieza de trabajo, el calor generado dependerá de la resistencia eléctrica y la conductividad térmica del metal y el tiempo en que la corriente es aplicada, el calor generado se representa con la siguiente ecuación:
E =I .R.t
Donde E representa la energía en forma de calor, I representa la corriente eléctrica, R representa la resistencia eléctrica del metal y "t" representa el tiempo en que la corriente es aplicada.

Los electrodos son usados de cobre, porque, comparado con la mayoría de los metales, el cobre tiene una resistencia eléctrica más baja y una conductividad térmica más alta, esto asegura que el calor será generado en la pieza de trabajo y no en los electrodos. Cuando estos electrodos se calientan mucho, se pueden formar marcas de calor sobre la superficie del metal. Para prevenir este problema los electrodos son enfriados con agua, el agua fluye por dentro de los electrodos disipando el exceso de calor.
| Metal | Conductividad Termica (W/m-K) | Resistividad Electrica (Ohms-cm | Punto de Fusion (*C) |
| Acero (1020) | 52 | 17.4E-6 | 1500 |
| Aluminio | 190 | 5.0E-6 | 620 |
| Zinc | 112 | 5.9E6 | 420 |
| Cobre | 385 | 1.7E-6 | 1085 |
Las soldaduras por resistencia dependen del grado de conductividad eléctrica del metal a ser soldado, mas que de la soldabilidad.
En el caso de la soldadura de electro-punto, mejorar esa conductividad al máximo es la meta principal al momento de diseñar el equipo, para incrementar la conductividad los electrodos están sujetados por dos brazos que funcionan como prensas y que someten a los electrodos a una gran presión uno en contra del otro.
Las laminas metálicas que van a ser soldadas se colocan entre los electrodos que presionan fuertemente asegurando el contacto y una corriente de bajo voltaje y alto amperaje, que por la diferencia que existe en el vector entre estas, se mide en KVA (kilo voltios-amperios) esto genera una constante entre los dos valores y da un punto de medición para la clasificación de los equipos.
Soldadura oxiacetilénica
Soldar es unir dos metales , cuyos bordes se funden , añadiendo otro metal que se conoce como el material de aportación.
En la soldadura oxiacetilénica el calor se produce al encenderse una mezcla de dos gases que salen por un soplete , oxígeno y acetileno. El metal de aportación se suministra en forma de alambre o varilla.
La soldadura oxiacetilénica es adecuada para soldar:
- planchas delgadas de acero
- tuberías complicadas
- aluminio ( método barato ) Para pequeños talleres
- algunos otros metales ( acero inoxidable, cobre, latón, níquel )
La soldadura oxiacetilénica se emplea cuando no hay energía eléctrica disponible . En caso contrario se prefiere la soldadura por arco eléctrico.
- Los gases para producir la llama
(Oxígeno y acetileno) se almacenan a presión en botellas de acero, en cuya parte superior se encuentran los reguladores para reducir la presión de los gases antes de que lleguen a la boca del soplete, que está conectado a las botellas por sendos tubos o mangueras. Dentro del soplete los gases se mezclan, y es esta mezcla la que se enciende al salir por la boquilla.
Para conseguir un trabajo correcto es muy importante que la llama este ajustada en forma adecuada, lo cual se logra por medio de las dos válvulas que hay en el soplete. Normalmente la válvula del suministro de oxígeno es la que está mas cerca de la boquilla.
La parte delantera del soplete ( ó lanza ) es intercambiable, para obtener diferentes tipos de llama, para distintos espesores a soldar.
Para mayor facilidad en el transporte de las botellas se emplean carritos especiales.
| Botella de Oxigeno |
| 2.- Botella de Acetileno |
| 3.- Mangueras para soplete |
| 4.- Soplete de Soldar |
| 5.- Empuñadura |
| 6.- Válvula de Acetileno |
| 7.- Válvula de Oxigeno |
| 8.- Cabeza del Soplete |
| 9.- Boquilla |
| 10.- Carrito |
- La soldadura oxiacetilénica puede efectuarse hacia la derecha o hacia la izquierda. La soldadura hacia la izquierda se realiza principalmente en planchas delgadas, mientras que hacia la derecha se prefiere para planchas gruesas.
La llama se ajusta según el material a soldar:
- Llama neutra cuando el oxigeno se quema totalmente , siendo suficiente para quemar el acetileno : se usa para soldar acero, acero inoxidable y aluminio.
- Llama carburizante cuando tiene exceso de acetileno : para soldar metales no ferrosos
- Llama oxidante , cuando tiene exceso de oxígeno : para soldar latón
Soldadura por Friccion "FSW" (Friction Stir Welding)
La soldadura por fricción es un proceso de fase total de penetración sólida, el cual puede ser implementado en la unión de laminas de metal (hasta ahora principalmente para aluminio) sin llegar a su punto de fusión.
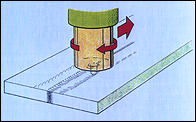
FSW" la soldadura por fricción ha sido inventada, patentada y desarrollada para su propósito industrial por TWI (The Welding Institute), en Cambridge, UK. En la soldadura por fricción, un cilindro de sección plana y un rotor perfilado, son suavemente aproximados a las áreas a juntar las cuales son enfrentadas de tope. Las partes tienen que ser aseguradas a una mesa de respaldo para evitar que sean separadas por la fuerza a la que son sometidas. El calor de la fricción entre el cilindro rotatorio de alta resistencia al desgaste y las piezas a ser soldadas causan que los materiales se suavicen sin llegar al punto de fusión permitiendo al cilindro rotatorio seguir la línea de soldadura a través de las piezas a trabajar. El material pastificado es transferido al riel de borde del cilindro y forjado por el contacto directo del soporte y el rotor perfilado. En el proceso de enfriamiento, el proceso deja a su paso un cordón de fase sólida entre las dos piezas.
La soldadura por fricción puede ser usada para unir laminas de aluminio y planchas sin la necesidad de usar material de aporte o ningún tipo de gases y materiales de un espesor de 1.6 hasta 30 mm pueden ser soldados con total penetración, sin porosidad o evasiones internas. Soldaduras altamente integrales y de muy baja distorsión pueden ser logradas con éxito en la mayoría de las aleaciones de aluminio, incluyendo aquellas consideradas "difíciles de soldar" con las técnicas regulares.
Entre los materiales que han sido soldados exitosamente con Fricción hasta la actualidad se incluye una gran variedad de aleaciones de aluminio (las series 2xxx, 5xxx, 7xxxx, 8xxx) y las aleaciones Al-Li son las mas recientes, la soldadura por fricción también ha demostrado ser efectiva en la unión de Plomo, Cobre, Magnesio y hasta aleaciones de Titanio
Soldadura por Arco de Plasma "PAW" (Plasma Arc Welding)
La soldadura de arco de plasma PAW, es un proceso muy similar al proceso de soldadura TIG "GTAW", de hecho es una evolución de este método, el cual esta diseñado para incrementar la productividad.
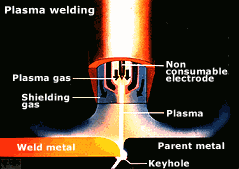
En la soldadura por arco de plasma PAW, el uso del gas es algo más complejo, dos flujos de gases separados trabajan cada uno cumpliendo un papel diferente.
Las partes que componen el proceso básico tenemos: un gas que fluye envolviendo el electrodo de Tungsteno y, por consiguiente, formando el núcleo del arco de plasma y el escudo de gas que provee protección a la soldadura fundida.
PAW es usado de tres maneras:
1. Soldadura Microplasma, con corrientes de soldadura de entre 0.1 Amperios hasta 20Amperios.
2. Soldadura de plasma-mediano, con corrientes de soldadura de entre 20 Amperios hasta 100 Amperios.
3. Soldadura de Cerradura, por encima de 100 Amperios, donde el arco de plasma penetra el espesor de la pared. Es muy usado, por dejar juntas de alta calidad, en la industria de la aviación y espacial, procesos, química y las industrias petroleras.
Soldadura por Electro Escorea ESW (Electro Slag Welding)
Un arco es establecido entre la pieza a ser soldada y un electrodo. Cuando el fundente, que es colocado en las juntas, se derrite, produciendo un baño de escoria que se hace mas profundo cada vez., cuando la temperatura de este baño de escoria, y, por consiguiente, sus capacidades eléctricas, se incrementan, el arco se extingue, se apaga, y la corriente es conducida a través del cordón de escoria que cubre las juntas, donde la energía para la soldadura es producida a través de la resistencia generada.
| 1. Pieza de trabajo |
| 2. Agua Refrigerada |
| 3. Escorea Conductora |
| 4. Alambre de aporte |
| 5. Bano de Escorea fundida |
| 6. Soldadura |
| 7. Alimentadores de alambre |
La soldadura es formada entre unas mandíbulas fijas y móviles de cobre enfriadas por agua y la cara de la pieza a ser soldada. La cabeza de soldadura se mueve hacia arriba según el proceso avanza. Uno o más electrodos pueden ser usados como material consumible, dependiendo del espesor de las laminas a ser soldadas, si el material base es de un diámetro muy alto, entonces un movimiento oscilatorio puede ser agregado.
La parte mala de este proceso es que la alta cantidad de energía aplicada contribuye a que el proceso de enfriamiento se haga muy lento, lo que resulta en una poderosa alteración de la granulometría en la zona afectada de calor (HAZ)
Descargar
| Enviado por: | Pito |
| Idioma: | castellano |
| País: | Guatemala |
Todos los derechos reservados.