Industria y Materiales
Reductores de velocidad o Motorreductores
Reductores de velocidad
INTRODUCCION.
Casi podría decirse que los motores son como el `corazón de la industria'. Pero ese `corazón' tiene diferentes ritmos y funciona a distintas velocidades, dependiendo del uso que se le quiera dar. Por eso los reductores de velocidad son indispensables en todas las industrias del país, desde los que producen cemento hasta los laboratorios de medicamentos requieren en sus máquinas estos mecanismos.
Los reductores son diseñados a base de engranajes, mecanismos circulares y dentados con geometrías especiales de acuerdo con su tamaño y la función en cada motor.
Sin la correcta fabricación de los motorreductores, las máquinas pueden presentar fallas y deficiencias en su funcionamiento. La presencia de ruidos y recalentamientos pueden ser aspectos que dependan de estos mecanismos, de allí la importancia del control de calidad.
“El desarrollo de esta máquina y del sistema inteligente de medición le permite a las empresas ser mucho más competitivas y aumentar sus conocimientos.
En pocas palabras los reductores son sistemas de engranajes que permiten que los motores eléctricos funcionen a diferentes velocidades para los que fueron diseñados.
Rara vez las máquinas funcionan de acuerdo con las velocidades que les ofrece el motor, por ejemplo, a 1.800, 1.600 o 3.600 revoluciones por minuto. La función de un motorreductor es disminuir esta velocidad a los motores (50, 60, 100 rpm) y permitir el eficiente funcionamiento de las máquinas, agregándole por otro lado potencia y fuerza.
Reductor de velocidad: Los Reductores ó Motorreductores son apropiados para el accionamiento de toda clase de máquinas y aparatos de uso industrial, que necesitan reducir su velocidad en una forma segura y eficiente.
Las transmisiones de fuerza por correa, cadena o trenes de engranajes que aún se usan para la reducción de velocidad presentan ciertos inconvenientes.
Al emplear REDUCTORES O MOTORREDUCTORES se obtiene una serie de beneficios sobre estas otras formas de reducción. Algunos de estos beneficios son:
-
Una regularidad perfecta tanto en la velocidad como en la potencia transmitida.
-
Una mayor eficiencia en la transmisión de la potencia suministrada por el motor.
-
Mayor seguridad en la transmisión, reduciendo los costos en el mantenimiento.
-
Menor espacio requerido y mayor rigidez en el montaje.
-
Menor tiempo requerido para su instalación.
Los motorreductores se suministran normalmente acoplando a la unidad reductora un motor eléctrico normalizado asincrónico tipo jaula de ardilla, totalmente cerrado y refrigerado por ventilador para conectar a redes trifásicas de 220/440 voltios y 60 Hz.
Para proteger eléctricamente el motor es indispensable colocar en la instalación de todo Motorreductor un guarda motor que limite la intensidad y un relé térmico de sobrecarga. Los valores de las corrientes nominales están grabados en las placas de identificación del motor.
Normalmente los motores empleados responden a la clase de protección IP-44 (Según DIN 40050). Bajo pedido se puede mejorar la clase de protección en los motores y unidades de reducción.
CARACTERISTICAS DEL REDUCTOR O MOTORREDUCTOR - TAMAÑO
Potencia, en HP, de entrada y de salida.
Velocidad, en RPM, de entrada y de salida.
PAR (o torque), a la salida del mismo, en KG/m.
Relación de reducción: índice que detalla la relación entre las RPM de entrada y salida.
CARACTERISTICAS DEL TRABAJO A REALIZAR
- Tipo de máquina motriz.
- Tipos de acoplamiento entre máquina motriz, reductor y salida de carga.
- Carga: uniforme, discontinua, con choque, con embrague, etc.
- Duración de servicio: horas/día.
- Nº de Arranques/hora.
GUIA PARA LA ELECCION DEL TAMAÑO DE UN REDUCTOR O MOTORREDUCTOR
Para seleccionar adecuadamente una unidad de reducción debe tenerse en cuenta la siguiente información básica:
Características de operación
-
Potencia (HP tanto de entrada como de salida)
-
Velocidad (RPM de entrada como de salida)
-
Torque (par) máximo a la salida en kg-m.
-
Relación de reducción (I).
Características del trabajo a realizar
-
Tipo de máquina motríz (motor eléctrico, a gasolina, etc.)
-
Tipo de acople entre máquina motríz y reductor.
-
Tipo de carga uniforme, con choque, continua, discontinua etc.
-
Duración de servicio horas/día.
-
Arranques por hora, inversión de marcha.
Condiciones del ambiente
-
Humedad
-
Temperatura
Ejecución del equipo
-
Ejes a 180º, ó, 90º.
Eje de salida horizontal, vertical, etc.
Incrementador de la velocidad: En algunos casos, resulta impráctico operar un motor primario a una velocidad lo suficientemente alta como para satisfacer las necesidades del equipo impulsado. Para aplicaciones de este tipo pueden utilizarse los engranajes como incrementadores de la velocidad.
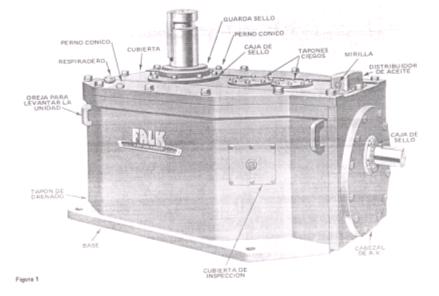
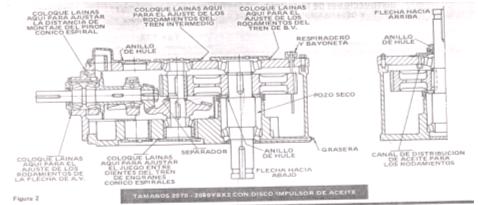
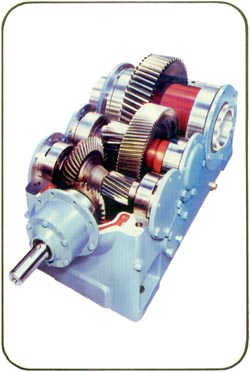
PARTES DE UN REDUCTOR DE VELOCIDAD.
Tipos de engranajes:
Engranajes rectos: Tienen forma cilíndrica y funcionan sobre ejes paralelos. Los dientes son rectos y paralelos a los ejes.
Cremallera recta: Un engranaje recto que time dientes rectos los cuales forman ángulos rectos con la dirección del movimiento.
Engranes helicoidules: Un engranaje helicoidal de forma cilíndrica y dientes helicoidales. Los engranajes helicoidales paralelos operan sobre ejes paralelos y, cuando ambos son externos, las hélices tienen sentido contrario.
Engranes con dientes helicoidales angulares: Cada uno de ellos tienen dientes helicoidales con hélice hacia la derecha y hacia la izquierda, y operan sobre ejes paralelos. Estos engranajes también se conocen como de espinas de pescado.
Engranes con hélices cruzadas: Estos engranajes operan sobre ejes cruzados y pueden tener dientes con el mismo sentido o con sentido opuesto. El término de engranajes de hélices cruzadas ha reemplazado el antiguo de engranaje en espiral.
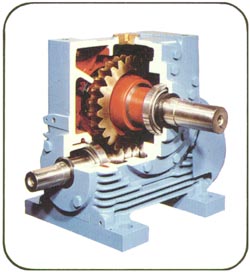
Engranes de tornillo sin fin: Es el engranaje que se acopla a un tomillo sin fin. Se dice que un engranaje de un tomillo sin fin que se acopla a un tomillo de este tipo cilíndrico es de una sola envolvente.
Engranes con tomillo sin fin cilíndrico: Es una forma de engranaje helicoidal que se acopla a un engranaje de tornillo sin fin.
Engranes de tornillo sin fin de doble envolvente: Este comprende tomillos albardillados sin fin, acoplado a un engranaje de tomillo sin fin.
Engranes cónicos: Tienen forma cónica y operan sobre ejes que se interceptan y forman por lo común ángulos rectos.
Engranes cónicos rectos: Estos engranajes tienen elementos rectos de los dientes los cuales si se prolongaran, pasarían por el punto de intersección de los ejes.
Engranes cónico helicoidales: Tienen dientes curvos y oblicuos.
Engranes hipoides: Semejantes, en su forma general, a los engranajes cónicos. ;los engranajes hipoides operan sobre ejes que no se interceptan.
Ventajas
Las transmisiones de engranajes encerrados vendidas por los fabricantes ofrecen varias ventajas sobre los dispositivos abiertos de transmisión de potencia:
-
Seguridad, protección contra las partes móviles.
-
Retención del lubricante.
-
Protección contra el medio ambiente.
-
Economía de la fabricación en cantidades grandes.
Tipos y características
Las transmisiones de engranajes encerrados se clasifican generalmente por el tipo principal de engranaje utilizado. Pueden tener un solo juego de engranajes, o bien engranajes adicionales del mismo tipo, o de tipos diferentes, para formar reducciones múltiples.
Montaje
Las transmisiones basándose en engranajes pueden diseñarse para su montaje en una base, en bridas o en el árbol. En el último tipo se utiliza un eje de salida hueco para el montaje directo sobre el árbol impulsor. Se necesita un brazo de reacción, o un dispositivo similar, para asegurar que la unidad no gire.
Motores con engranaje reductor
Un motor de este tipo es una unidad motriz integral que incorpora un motor eléctrico y un reductor a base de engranajes, de manera que el armazón de uno soporte el del otro, angulos diseños utilizan motores con extremos especiales en los árboles y montaje, o bien sólo éstos, en tanto que otros se adaptan a los motores standard.
Velocidad normal comparada con las altas velocidades
Las normas AGMA para transmisiones de engranajes enconados que se utilizan para el servicio industrial en general, limitan la velocidad de entrada a 3600 rpm. Se impone una limitación adicional: 5000 pie/min como velocidad de la línea de paso en las unidades con engranajes helicoidales y cónicos, y una velocidad de deslizamiento de 6000 pie/min para los engranajes cilíndricos de tomillo sin fin. Por encima de estos límites deben considerarse con especial cuidado aspectos como la calidad del engranaje, la lubricación, el enfriamiento, los cojinetes, etc.
Instalación
La gran variedad de tipos y tamaños de los engranajes y de las transmisiones a base de engranajes hace impráctico indicar la instalación y mantenimiento con detalles específicos. El usuario debe consultar los folletos publicados por el fabricante y observar con cuidado los datos que se dan en la placa de identificación y en los marbetes. Esa información tiene prioridad sobre los comentarios generalizados que siguen:
-
Instalación y puesta en marcha de las transmisiones de engranajes encerrados
-
El manejo, instalación y servicio de una transmisión encerrada nueva a base de engranaje merecen atención especial para evitar daños y asegurar la operación necesaria.
Para un buen funcionamiento de las unidades de reducción es indispensable tener en cuenta las siguientes recomendaciones:
-
Las unidades deben montarse sobre bases firmes para eliminar vibraciones y desalineamientos en los ejes.
-
Si la transmisión de la unidad a la máquina es por acople directo entre ejes, es indispensable garantizar una perfecta alineación y centrado. Si la transmisión se hace por cadenas o correas, la tensión dada a estos elementos debe ser recomendada por el fabricante, previas una alineación entre los piñones o poleas.
-
Las unidades de acoplamiento deben montarse cuidadosamente sobre los ejes para no dañar los rodamientos y lo más cercanas a la carcaza para evitar cargas de flexión sobre los ejes.
-
Antes de poner en marcha los Motorreductores, es necesario verificar que la conexión del motor sea la adecuada para la tensión de la red eléctrica.
Mantenimiento
Los engranajes, casquillos y rodamientos de los reductores y motorreductores están lubricados habitualmente por inmersión o impregnados en la grasa lubricante alojada en la carcasa principal. Por lo tanto, el Mantenimiento pasa por revisar el nivel de aceite antes de la puesta en marcha. La carcasa tendrá visibles los tapones de llenado, nivel y drenaje del lubricante, que deben estar bien sellados. Debe mantenerse especialmente limpio el orificio de ventilación; también debe respetarse el tipo de lubricante recomendado por el fabricante, que suele ser el más adecuado a su velocidad, potencia y materiales constructivos.
Según el tipo del reductor, se suele recomendar una puesta en marcha progresiva, en cuanto a la carga de trabajo, con unas 50 horas hasta llegar al 100%. Asimismo, es muy recomendable el sustituir el aceite la primera vez tras 200 horas de trabajo, pudiendo incluso el decidir en ese momento un "lavado" del Reductor. A partir de ese momento, los cambios del lubricante deberán hacerse SIEMPRE de acuerdo con las recomendaciones del fabricante, siendo plazos habituales cambios cada 2.000 horas de trabajo.
En caso de disponer de Reductores de repuesto, estos deben permanecer completamente llenos del lubricante recomendado, para prevenir la oxidación de los elementos internos, así como protegidos los acoplamientos. Es importante "marcar" en el mismo Reductor la necesidad de vaciar el lubricante sobrante ANTES de ser puesto en servicio.
Para finalizar, reiterar que los consejos aquí dados son solo recomendaciones GENERALES, y que siempre que sea posible y conocidas, deben atenderse las recomendaciones específicas del Fabricante para el modelo en cuestión.

Lubricación de las transmisiones de engranajes encerrados
La lubricación inapropiada es una de las causas principales de falla en las transmisiones a base de engranajes, deben seguirse las instrucciones del fabricante de los engranajes para asegurar la operación apropiada. La unidad de engrane debe drenarse y limpiarse con un aceite lavador, después de transcurridos 4 semanas de operación inicial. Para volver a llenarla puede utilizarse el lubricante original filtrado, o bien un lubricante nuevo. Para operación normal los cambios de aceite
deben hacerse después de cada 2500 horas de servicio. Deben llevarse a cabo verificaciones periódicas de los niveles del aceite, aceiteras y accesorios para grasa. Si se está utilizando lubricación a presión, debe vigilarse con frecuencia el funcionamiento apropiado de la bomba, del filtro y del enfriador.
Localización de fallas
La observación constante de los fallos que se presenten en las características de operación, como la elevación exagerada de la temperatura por encima del ambiente, ruido y vibración, y fuga de aceite, puede evitar paralizaciones costosas.
Lista de problemas
Calentamiento, falla del árbol, falla de los cojinetes, fuga de aceite, desgaste, ruido y vibración.
Aplicación de los engranajes y de las transmisiones de engranajes enconados
Capacidades nominales de los engranajes
La AGMA ha desarrollado fórmulas para calcular estas capacidades en relación con la mayor parte de los tipos de engranajes y transmisiones de engranajes encerrados. Las capacidades nominales determinadas a partir de estas fórmulas están encaminadas a aplicaciones en las que se obtengan cargas de naturaleza uniforme por no más de 10 h/dia, y son las que normalmente se cita en los catálogos de los fabricantes.
Clasificación de las aplicaciones
La mayor parte de las normas AGMA para las transmisiones de engranajes encerrados suministran tablas para diversas aplicaciones, como una guía para seleccionar los factores de servicio. Generalmente, esta información también está contenida en los catálogos de los fabricantes.
Selección del producto
Una vez que se ha determinado la potencia equivalente, se puede hacer la selección del engranaje o de la transmisión de los engranajes encerrados, y comparar este valor con la capacidad nominal básica. Es necesario que el producto seleccionado tenga una capacidad nominal de carga igual al número de caballos de potencia equivalentes, o tal vez mayor. Por lo común se debe también verificar la capacidad térmica nominal de la transmisión de engranaje encerrado. Esta es la potencia que se puede transmitir de manera continua, durante 3 horas o más, sin causar una temperatura de más de 38 °C por encima de la de ambiente..
Sonido y vibración
El interés principal referente al sonido y a la vibración de las transmisiones de engranaje es la contribución al nivel del ruido industrial. Un segundo interés es que pueden ser el síntoma de un desgaste anormal y una falta inminente
Selección de un reductor de velocidad
Datos necesarios:
Para escoger correctamente el reductor más adecuado a sus necesidades es necesario conocer la potencia a transmitir, las rotaciones por minuto de los ejes de entrada y de salida del reductor, el tipo de máquina a ser operada y el ciclo operativo de la máquina.
Factor de servicio (F.S.)
Los reductores son calculados a para un factor de servicio igual a 1; es decir, con un funcionamiento libre de choques y un tiempo de funcionamiento de 8 horas a temperatura de ambiente de 30°C El factor de servicio F.S, cuantifica la influencia de las condiciones externas sobre el funcionamiento del reductor. En primera instancia, F.S. depende del tipo de servicio de la máquina a ser accionada. En la tabla 1 se indican los diferentes tipos de carga, U (uniforme), M (moderada) y P (pesada) para las aplicaciones más comunes. Localizado el tipo de carga, con el tipo de motor y el número de horas/día de funcionamiento, se determina el F.S. correspondiente
en la tabla 2.
| TIPO DE MOTOR QUE ACCIONA EL REDUCTOR | HORAS/ DIA | T I P O D E C A R G A | ||
| UNIFORME | MEDIA | CON CHOQUES | ||
| MOTOR ELECTRICO ENTRADA CONSTANTE) | 2 | 0.9 | 1.1 | 1.5 |
| 10 | 1.0 | 1.25 | 1.75 | |
| 24 | 1.25 | 1.50 | 2.00 | |
| MOTOR DE COMBUSTION DE VARIOS CILINDROS MEDIANAMENTE IMPULSIVA | 2 | 1.0 | 1.35 | 1.75 |
| 10 | 1.25 | 1.50 | 2.00 | |
| 24 | 1.50 | 1.75 | 2.50 | |
Determinación de la potencia nominal
La determinación de la potencia nominal se efectúa multiplicando la potencia que efectivamente absorbe la máquina por el factor de servicio F.S., Pot. Nom.=Pot. Efect, x F.S.
Escoger el reductor
Dividiendo los rpm del eje de entrada (n¡) por los rpm del eje de salida (n2) se obtiene la reducción (1) necesaria del reductor. Con la reducción (1) y la potencia nominal (Pn) se determina el reductor necesario de las tablas I, II,y III. Es importante que la potencia de la tabla sea mayor o igual que la potencia nominal necesaria obtenida de la fórmula
Ejemplo de aplicación
Se desea accionar un elevador de carga, la velocidad del eje movido debe ser de 35 rpm y la
velocidad del eje motor es de 1750 rpm, el eje debe transmitir una potencia igual a 20 CV. La máquina debe trabajar 12 horas/día. El eje motor será accionado con un motor eléctrico:
a) De la tabla 1, determinamos que, para un elevador de carga el tipo de carga es de choques
moderados
b) De la tabla 2, determinamos que, para una carga moderada y con la maquina trabajando
15 h/día con un motor eléctrico, el F.S. correspondiente es 1,50
c) La potencia nominal (Pn) será: Pn = Pefx FS = 20xl,50 = 30 CV. La reducción necesaria será:
1=1750/35= 50
d) De la tabla de las capacidades de los reductores, elegimos el reductor Tipo H-323, que transmite hasta 33CV, a las condiciones de trabajo requeridas para accionar el elevador
ESPECIFICACIONES GENERALES PARA MOTORREDUCTORES
Sinfín-corona
La carcaza y las tapas del Reductor son de fundición de hierro de grano fino, distencionadas y normalizadas.
El sinfín fabrica de acero aleado, cementado y rectificado, y está apoyado con dos (2) rodamientos cónicos y uno (1) de rodillos cilíndricos.
La corona se fabrica de bronce de bajo coeficiente de fricción está embutida atornillada a un núcleo de función de hierro. La corona está generada con fresas especiales que garantizan exactitud en el engranaje.
El eje de salida es fabricado en acero al carbono, resistente a la torsión y trabaja apoyado en dos (2) rodamientos de bolas.
La refrigeración del equipo se realiza por radiación. La temperatura externa no puede sobrepasar los 70 grados centígrados.
Instalacion y acoplamiento
Los aditamentos deben montarse cuidadosamente sobre los ejes para evitar daños en los cojinetes (no deben golpearse al entrar en los ejes).
El reductor debe mantenerse rígidamente sobre las bases para evitar vibraciones que puedan afectar la alineación de los ejes.
Lubricación
El reductor lleva tapones de llenado y ventilación, nivel y vaciado. En la placa de identificación del reductor se encuentra el tipo de aceite apropiado. MOBIL GEAR 629.
El aceite a usar debe tener las siguientes características:
-
Gravedad Específica 0.903
-
Viscosidad SSU A 100 grados F 710/790
-
Viscosidad CST A 40 grados C 135/150
-
Clasificación ISO V G 150
El aceite a usar debe contener aditivos de extrema presión del tipo azufre-fósforo, los cuales le dan características antidesgaste de reducción a la fricción, disminuyendo así la elevación de temperatura en los engranajes. Adicionalmente aditivos contra la formación de herrumbre y la corrosión, así como agentes especiales para aumentar la estabilidad a la oxidación y resistencia a la formación de espuma.
Bajo condiciones extremas de temperatura o humedad deben emplearse aceites adecuados.
Rodaje inicial
Los reductores se suministran sin aceite y deben llenarse hasta el nivel indicado antes de ponerlos en marcha. Todos los reductores se someten a un corto período de prueba antes de enviarse al cliente, pero son necesarias varias horas de funcionamiento a plena carga antes de que el reductor alcance su máxima eficiencia. Si las condiciones lo permiten, para tener una mayor vida de la unidad, debe incrementarse la carga progresivamente hasta alcanzar la máxima, después de unas 30 a 50 horas de trabajo.
La temperatura en los momentos iniciales de funcionamiento es mayor de la normal hasta lograr el ajuste interno adecuado.
Mantenimiento
El nivel del aceite debe comprobarse regularmente, mínimo una vez al mes; el agujero de ventilación debe mantenerse siempre limpio. En el reductor nuevo después de las 200 horas iniciales de funcionamiento debe cambiarse el aceite realizando un lavado con ACPM; los posteriores cambios se harán entre las 1500 y 2000 horas de trabajo.
Almacenamiento
Para almacenamiento indefinido debe llenarse totalmente de aceite la unidad, garantizándose la completa inmersión de todas las partes internas.
Ajustes y tolerancias
Todas las máquinas, desde la mas complicada consta de un gran número de piezas, a la más sencilla formada solo por dos piezas, están siempre compuestas de pieza mecánicas, unidas entre sí, de modo que es posible el movimiento de una pieza con respecto a la que esta unida (ajuste móvil), o bien que sea imposible dicho movimiento (ajuste fijo).
Entre los diferentes tipos de ajuste con que puede unirse dos piezas, el más sencillo y el mas extendido es el eje - agujero, en el que un eje cilíndrico se ajusta a u agujero también cilíndrico. Los ejes siempre se designan con letra minúscula y los agujeros con letra mayúscula.
Tolerancia
Es la inexactitud admisible de fabricación y la diferencia entre el valor máximo y el valor mínimo concedido para una determinada dimensión.
T= Tolerancia D. MAX.= Diámetro máximo D = Diámetro mínimo
Holgura
Es la diferencia entre el diámetro efectivo del agujero y el efectivo del eje, cuando el primero es mayor que el segundo.
Interferencia u holgura negativa
Es la diferencia entre el diámetro efectivo del agujero y el efectivo del eje, cuando al ensamblar dos piezas el diámetro del agujero es menor que el del eje.
Tolerancia unilateral y bilateral
Cuando la total tolerancia referida al diámetro básico es en una sola dirección de la línea cero, se llama unilateral.
Ejemplo: Diámetro igual 100 - 0.050 o 100 + 0.050
Es bilateral cuando es dividida en partes mas o menos de la línea cero.
Ejemplo: 100 +- 0.0025
Ajuste agujero unico: Este es común para todos los ajustes de igual calidad.
Los ejes se tornearan mayores o menores que el agujero para obtener la holgura o el apriete deseado.
Eje unico: Este es común para todos los ajustes de igual calidad. Los agujeros se tornearan mayores o menores que el eje para obtener la holgura o apriete deseado.
Temperatura de referencia 20 C.
Calidad de la fabricación
La fabricación es tanto más exacta cuanto más pequeña es la tolerancia relativa. Al planearse una fabricación, lo primero, pues que ha de hacerse es determinar la calidad de la fabricación, o sea, la amplitud de las tolerancias de las piezas que sé han de ajustar entre sí, basándose en la función específica de cada acoplamiento. Es evidente que para una buena y racional organización de la producción, la selección de las calidades posibles de fabricación, o sea, la amplitud de las tolerancias, no puede ser arbitraria, sino contenida en unas normas precisas y adoptadas por toda la industria mecánica, constituyendo un Sistema de Tolerancias.
El sistema ISA distingue 16 diferente calidades de fabricación, indicadas con los símbolos IT1, IT2, IT3, etc., que corresponden escalonadamente desde las calidades
Mas finas hasta las más bastas.
Para la fabricación mecánica de piezas acopladas solo se usan las calidades del 5 al 11; los números del 1 al 4 se reservan para fabricaciones especiales de altísima
Precisión (calibres mármoles de comprobación, etc.); los números del 12 al 16, en cambio solo se usan para la fabricación basta de piezas sueltas.
PROGRAMA DE MANTENIMIENTO DE UN REDUCTOR DE VELOCIDAD.
-
Cada semana.
Revisar el nivel de aceite del reductor, y si es necesario reponerlo.
Revisar si existen posibles fugas de aceite.
-
Cada 3 meses.
Revisar la alineación del grupo motor-reductor.
Escuchar con un estetoscopio mecánico los ruidos del rodamiento y de los engranes.
-
Cada año.
Revisión general del reductor.
Revisar los conos.
Revisar tazas(de preferencia cambiarlas).
Revisar engranes y piñones.
Revisar el apriete del cono sobre la flecha.
Ajustar las flechas del reductor.
Revisar la bomba de aceite y sus conductos.
DESENSAMBLE DE UN REDUCTOR.
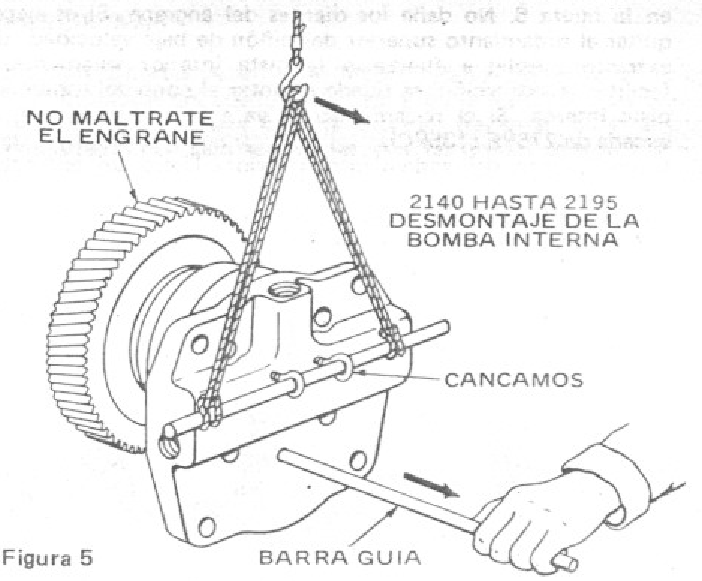
DESMONTAJE DE LA BOMBA DE ACEITE INTERNA.
A. Drene el aceite y quite la tubería externa.
B. Para reductores tamaños de 2100 al 2l35- Afloje los tornillos que mantienen unidas a la bomba y al cabezal de alta velocidad y jale la bomba para quitarla. Quite los tornillos y saque cuidadosamente la bomba del cabezal de alta velocidad. No dañe los dientes del engrane impulsor de la bomba de aceite.
C. Para reductores tamaños del 2140 al 2195 - Afloje los tornillos que mantienen unidas a la bomba y al cabezal de alta velocidad y jale la bomba para quitarla. Instale dos cáncamos y coloque una varilla y un estrobo como se ilustra en la figura. Saque cuidadosamente la bomba del cabezal de alta velocidad. No dañe los dientes del engrane de la bomba de aceite.
DESMONTAJE DEL CABEZAL DE ALTA VELOCIDAD.
A. Unidades con bombas internas tamaños del 2100 al 2155 - Se recomienda que las bombas se quiten del cabezal de alta velocidad antes que éste sea removido del reductor. Esto es para eliminar la posibilidad de daño al engrane impulsor de la bomba de aceite durante la remoción del cabezal de alta velocidad. Refiérase al 1er paso para el desmontaje de la bomba.
B. Levante el cabezal de alta velocidad:
Tamaños 2070 al 2155 - Quite los dos tornillos superiores del cabezal de alta velocidad e inserte cáncamos. Ponga un estrobo y conéctelo a los cáncamos y quite los demás tornillos que mantienen unidos al cabezal y a la caja. Coloque un tubo en la flecha de alta velocidad para estabilizar al cabezal durante su desmontaje de la caja.
Para tamaños del 2160 al 2195 - Coloque el estrobo en los barrenos de levantamiento del cabezal y remueva los tornillos que mantienen unidos al cabezal y a la caja del reductor.
C. Coloque dos tornillos en los barrenos roscados del cabezal de alta velocidad. Apriete los tornillos hasta que éste se libere.
D. Levante el cabezal de alta velocidad y colóquelo sobre bloques de madera con la extensión de la flecha de alta velocidad hacia arriba.
PRECAUCION: Los cabezales de alta velocidad de las unidades tamaños 2070 y 2080 deben bajarse aproximadamente 6" después de que se hayan desconectado de los pernos de anclaje para que puedan liberar el disco impulsor de aceite cuando se quiten de la caja del reductor.
E. Ate todas las lainas al cabezal de alta velocidad para que se tengan a mano para ser usadas como referencia cuando se ensamble el reductor.
DESENSAMBLE DEL CABEZAL DE ALTA VELOCIDAD - DOBLE Y TRIPLE REDUCCIÓN CON RELACIÓN DE REDUCCIÓN DE 1.84:1 O 2.76:1 Y PIÑONES CÓNICO ESPIRALES BARRENADOS.
A. Desmóntese la bomba de aceite interna Falk, (si la hay) si no se ha quitado.
Refiérase al 1er paso para el desmontaje de la bomba de aceite interna.
B. Proteja los labios del sello de aceite de acuerdo al paso 11; quite la caja de sello con el sello de aceite.
C. Desmonte el receptor de aceite del piñón cónico espiral en las unidades de triple reducción.
D. Coloque el cabezal de alta velocidad en una prensa con el piñón cónico espiral hacia arriba. Provéase de un soporte bajo la pared interna del cabezal de alta velocidad.
E. Envuelva la extensión de la flecha de alta velocidad y el cuñero con una laina para evitar dañar la flecha. Sujétese la flecha con una llave mientras se quita la tuerca de seguridad del piñón cónico espiral.
F. Caliente el piñón cónico espiral no más de 275°F; saque la flecha del cabezal, el piñón cónico espiral y el piñón motriz de la bomba de aceite o el disco impulsor de aceite.
G. Remueva las tazas de los rodamientos del cabezal de alta velocidad.
H. Remueva los conos de los rodamientos exteriores, refiérase al paso 12.
DESENSAMBLE DEL CABEZAL DE ALTA VELOCIDAD - DOBLE Y TRIPLE REDUCCIÓN CON RELACIÓN DE REDUCCIÓN DE 4.071: 1 Y FLECHA PIÑÓN.
A. Proteja los labios del sello de aceite como se indica en el paso 11; quite la caja de sello con el sello de aceite.
B. Quite el receptor de aceite del piñón cónico espiral en las unidades de triple reducción.
C. Coloque el cabezal de alta velocidad en una prensa con el piñón cónico espiral hacia abajo. Provéase de un apoyo bajo la pared externa del cabezal de alta velocidad.
D. Quite la cuña de la extensión de la flecha, la tuerca de seguridad del rodamiento y la arandela de seguridad.
E. Presione con la prensa el ex tremo de la flecha de alta velocidad para liberar del cabezal de alta velocidad a la flecha piñón de alta velocidad, el piñón impulsor de la bomba de aceite o el disco impulsor de aceite y los rodamientos exteriores.
F. Quite las tazas de los rodamientos del cabezal de alta velocidad.
G. Quite los rodamientos internos de la flecha piñón de alta velocidad, refiérase al paso 12.
Desmontaje de la cubierta.
A. Quite la caja porta sello (extensión de B.V. hacia arriba solamente) de la flecha de B. V. la cual está sostenida con un juego de tornillos.
B. Proteja los labios del sello de la flecha de B.V. como se indica en el paso 11 cuando la extensión de la flecha de B.V. sea hacia arriba.
C. Quitense los tornillos que sostienen los tapones ciegos y las cajas de sello a la cubierta e inserte cáncamos donde sea necesario. Coloque una varilla y un estrobo para levantar la cubierta. Ate con un alambre todas las lainas a sus partes adyacentes.
D. Apriétense las tuercas de los pernos guía cónico y saquense. Quite los tornillos de la cubierta de la caja e inserte los cancamos.
E. Levante la cubierta lentamente en sentido vertical y golpee las l tazas de los rodamientos superiores para aflojadas de los barrenos de la cubierta. Después de asegurar las tazas del rodamiento, quite la cubierta completamente de la caja.
DESMONTAJE DE LA FLECHA DE BAJA VELOCIDAD.
A. En los reductores con la extensión de la flecha de baja velocidad hacia abajo, proteja el sello de aceite de la misma de acuerde al paso 11. Quite la caja de sello de aceite.
B. Levante el ensamble de la flecha de baja velocidad como se ilustra en la siguiente figura. No dañe los dientes del engrane. Si es necesario quitar el rodamiento superior del piñón de baja velocidad, use un extractor. Aplique fuerza a la pista interior solamente. Para facilitar la extracción, se puede calentar el cono del rodamiento o pista interna. Si el rodamiento se va a usar nuevamente, no se exceda de 275°F.
C. Quite la taza del rodamiento inferior. Usese un extractor de rodamientos para quitar la pista exterior del rodamiento en los reductores estándar tamaños 2070 y 2080 con la extensión de la flecha de baja velocidad hacia arriba.
DESMONTAJE DE LA FLECHA INTERMEDIA.
A. UNIDADES DE DOBLE REDUCCION - Instale dos cáncamos en el extremo de la primera flecha intermedia y levante el ensamble de la caja.
B. UNIDADES DE TRIPLE REDUCCION - Instale dos cáncamos en el extremo de la primera flecha intermedia y de la flecha piñón de baja velocidad. Para prevenir daño a los dientes de los engranes, levante ambas flechas de la caja a la vez. Refiérase a la figura siguiente.
Tenga cuidado para evitar dañar los dientes de los engranes. Los reductores tamaños 2070 y 2080 no cuentan con barrenos para cáncamos en la primera flecha intermedia - levante manualmente mientras levanta la segunda flecha intermedia con el malacate.
C. Quite los tapones ciegos inferiores, espaciado res de rodamientos, lainas y las tazas de los rodamientos. Ate las lainas a sus respectivas partes para referencias futuras.
LIMPIEZA, INSPECCION Y CAMBIO DE PIEZAS.
Limpieza de la caja(base y tapa y accesorios de la tapa.
A. Quite el sellador seco de la unión de la caja y la tapa. Quite el material del empaque de las otras superficies.
B. Limpie los conductos de aceite y la bomba (si la tiene), con petróleo o algún solvente y luego séquese. Lubrique la bomba con aceite limpio.
Respiradero - tamaños 2090 al 2195.
A. Lávese con petróleo o algún solvente y séquese el elemento del filtro.
B. Cuando se instale el respiradero, séllese la rosca con algún sellador que no se endurezca como permatex o equivalente.
Respiradero - tamaños 2070 y 2080.
A. Estos reductores vienen equipados con una bayoneta y tapón de respiración.
Reemplazo de sellos de aceite.
A. Quite los sellos de aceite viejos y remueva toda partícula de sellador adherida que puedan tener los barrenos de la caja de sello. Todavía no reemplace los sellos.
AVISO: Los sellos de aceite nuevos tendrán fugas si los labios del sello se cortan o si la superficie de rozamiento sobre la flecha ha sido alterada. Proteja los labios del sello de aceite todo el tiempo. Limpie la flecha pero NO USE material abrasivo en la superficie pulida para el sello.
Rodamientos.
A. Lávense todos los rodamientos con petróleo o con algún solvente limpio y séquense. No se deben hacer girar una vez lavados pues se pueden dañar debido a la falta de lubricación.
B. Revísense cuidadosamente y reemplácense los que están dañados o que se consideren en mal estado.
C. Usese un ex tractor para sacar los rodamientos. La fuerza se debe aplicar únicamente a la pista interior, nunca a la exterior. Para facilitar el desensamble puede aplicarse calor al cono del rodamiento. Si el rodamiento va a ser utilizado nuevamente, la temperatura no deberá exceder de 275°F.
D. Para reemplazar los rodamientos, caliéntense en un baño de aceite o en un horno a una temperatura máxima de 275°F y después deslícense o presiónense sobre las flechas ajustando contra el hombro de la flecha. Cuando se calienten los rodamientos no debe aplicarse la flama directamente o colocarlos en el fondo del recipiente.
E. Lubriquense completamente en aceite.
AVISO: El rodamiento interno de la flecha de alta velocidad es de doble hilera de rodillos cónicos con un espaciador y está construido con especificaciones de tolerancias muy estrechas y debe de ser repuesto como una sola pieza. Los componentes de estos rodamientos no son intercambiables.
Reemplazo de engranes y piñones helicoidales.
A. Lave los piñones y engranes helicoidales en petróleo limpio o cualquier otro solvente e inspecciónelos para ver si los dientes no están dañados. Reemplace la flecha y el piñón como una sola pieza si cualquiera de ellos muestra señales de daño o de desgaste excesivo.
B. Ensamble los engranes con barreno cilíndrico en la flecha del lado del chaflán. Caliente los engranes en un baño de aceite o en un horno a un máximo de 375°F y deslícelos o presiónelos fuertemente contra el hombro de la flecha y revise con hojas calibradoras para asegurarse que no hay huelgo.
Reemplazo de piñón y engrane cónico espirales.
PRECAUCION: LOS PIÑONES Y ENGRANES CONICO ESPIRALES ESTAN LAPEADOS EN JUEGOS Y DEBEN SER REEMPLAZADOS COMO JUEGOS.
A. Lave el piñón y el engrane cónico espiral en petróleo limpio o algún otro solvente y séquelos. Inspecciónelos cuidadosamente y reemplácelos como un juego si se encuentran dañados los dientes.
B. Anote la distancia de montaje (MD) y el juego entre dientes del engrane (BL) grabada en el diámetro externo del engrane cónico espiral así como el número de serie (No.). El número de serie aparece también en la cara frontal del piñón cónico espiral.
C. Cuando reemplace engranes cónico espirales, el número de serie que aparece en el piñón y en el engrane debe ser el mismo.
D. Para desensamblar el piñón cónico espiral, refiérase a los pasos 3 y 4.
Engranes cónico espirales con mamelon .
A. Caliente el engrane cónico espiral a un máximo de 275°F y deslícelo o presiónelo fuertemente contra el hombro de la flecha. No use ningún tipo de lubricante para ensamblarlo.
Engranes cónico espirales sin mamelon (con brida).
A. Este tipo de engrane cónico espiral se atornilla en su brida. Esta conexión es de extrema importancia y deberán seguirse las especificaciones de apriete fielmente.
B. Reemplace las arandelas de seguridad usadas por nuevas. Apriete los tornillos según las especificaciones que se indican en la tabla siguiente. Doble las arandelas de seguridad en su lugar.
Tabla 1. Par de apriete para los tornillos de los engranes cónico espirales.
| DIAM TORNILLO | 5/8 | 3/4 | 7/8 | 1 | 1/8 | 1 ¼ |
| PAR, LB-PULG | 1500 | 2700 | 4300 | 6400 | 9100 | 12900 |
El par indicado es para tornillos lubricados con aceite mineral SAE 20 o más pesado.
ENSAMBLE DEL REDUCTOR.
Preliminar.
A. Todas las partes deben estar limpias.' Ponga particular atención a los conductos del aceite de la caja y de la tapa principal para ver que no haya ninguna materia extraña. Revise si todas las partes desgastadas han sido sustituidas, que las tuercas de seguridad y los tornillos hayan sido apretados según especificaciones y que los engranes y rodamientos hayan sido lubricados con una capa de aceite. Reemplace todas las arandelas de seguridad y de presión durante el ensamble.
Lainas.
A. Reemplace las lainas usadas por nuevas. Hay lainas disponibles en la fábrica en espesores de .007", .009", .015" Y .031".
B. Coloque siempre las lainas de .015" ó .031" inmediatamente después de la caja del reductor para un mejor sellado. También use una laina de .031" para sellar el barreno sin uso en las unidades de doble reducción.
AVISO: Proteja los labios de los sellos de aceite y de los filos del cuñero envolviendo la flecha con papel delgado y resistente ,impregnado en grasa antes de colocar los sellos en su lugar. No se abran los labios de los sellos más de su diámetro original.
AVISO: Si el rodamiento interno de la flecha de alta velocidad de doble hilera de rodillos cónicos con espaciador se reemplaza, se debe reponer como una unidad completa. Vea el aviso del paso 12.
Piñones cónicos barrenados - Relación de reducción 1.84:1 y 2.76:1, reductores tamaños 2070 al 2155 y 2180.85YBX3.
A. Monte los conos de los rodamientos No, 2 y No. 3 en la flecha como se ilustra en la figura anterior.
B. Instale la taza del rodamiento No. 2 en el cabezal de alta velocidad.
C. Coloque el disco impulsor de aceite o el piñón impulsor de la bomba de aceite. Caliente el disco impulsor de aceite (o el piñón impulsor de la bomba de aceite) a una temperatura de 350°F a 375°F , inserte el disco impulsor de' aceite o piñón impulsor de la bomba en el cabezal de alta velocidad y empuje la flecha de alta velocidad a través del barreno del disco impulsor o piñón. Revise con hojas calibradoras Que no haya luz entre el disco impulsor o piñón de la bomba y la pista interna del rodamiento No. 2.
D. Para reductores tamaños 2090YBX2 (relación de reducción del tren de alta velocidad de 1.84:1), 2140 y 2145YBX3, instale el espaciador del disco impulsor (piñón impulsor de la bomba de aceite) en la flecha antes de instalar el disco impulsor o' el piñón impulsor de la bomba de aceite.
E. Instale el anillo de hule engrasado en la ranura del barreno del rodamiento
No. 1. Este anillo previene la rotación de la taza del mismo. F. Monte uno de los conos del rodamiento No.l y el espaciador del mismo sobre la flecha. Instale la taza del rodamiento No.l seguida del segundo cono de éste. En los tamaños 2090YBX2 (relación de reducción del tren de alta velocidad 2.73:1), 2140 al 2155YBX2, instale el espaciador de la flecha antes de instalar el rodamiento No.1.
G. Coloque el cabezal de alta velocidad con el extremo de la caja de sello hacia arriba. Inserte la taza del rodamiento No. 3.
H. Monte la caja de sello sin el sello de aceite. Apriete en cruz los tornillos hasta que comiencen a trabarse los rodamientos cuando gire la flecha (cero juego axial). El ajuste final se hará una vez que se haya instalado el cabezal de alta velocidad en el reductor.
J. Caliente el piñón cónico espiral ,en un horno o en un baño de aceite a una temperatura de 275°F .
AVISO: El piñón puede distorsionarse si se le aplica la flama directamente o si se coloca en el fondo del recipiente donde se caliente.
K. Instale la cuña del piñón cónico espiral. Monte el piñón cónico espiral sobre la flecha. Apriete la tuerca de seguridad del piñón cónico espiral y doble la arandela de seguridad,
Piñones cónicos espirales barrenados - Relación de reducción 1.84:1 y 2:76:1, tamaños 2160 al 2195 excepto 2180-85YBX3.
A. Monte los conos de los rodamientos No. 2 y No. 3 sobre la flecha como se ilustra en la figura anterior.
B. Instale la taza del rodamiento No. 2 sobre el cono del mismo.
C. Instale la cuña del piñón impulsor de la bomba de aceite. Caliente el piñón impulsor de la bomba a una temperatura de 350°F a 375°F y ensámblelo a la flecha. Asiéntelo fuertemente en contra del hombro del rodamiento y revise con hojas calibradoras para ver que no haya luz. Para los reductores tamaños 2190-95YBX2, instale el espaciador del piñón impulsor de la bomba antes de instalar el piñón.
D. Monte el espaciador entre el piñón impulsor de la bomba y el rodamiento No. 1 si se requiere.
E. Instale el rodamiento interior No. 1 sobre la flecha y ensámblela al cabezal de alta velocidad.
F. Monte la caja de sello de aceite y el piñón cónico espiral de acuerdo a los pasos 20G al 20K.
Flecha piñón integral - Relación de reducción 4.071: 1, tamaños 2070 al 2155 y 2180-85YBX3.
A. Monte el rodamiento interior de doble hilera de rodillos cónicos No. 1 en la flecha piñón.
B. Instale el anillo de hule engrasado en la ranura del barreno del rodamiento No. 1. Este anillo previene la rotación de la taza del mismo.
C. Instale el disco impulsor de aceite o la cuña del piñón impulsor de la bomba. Caliente el disco impulsor de aceite (o el piñón impulsor de la bomba de aceite) a una temperatura de 350°F a 375°F. Inserte la flecha piñón integral de alta velocidad dentro del cabezal de alta velocidad por el extremo del rodamiento No.1. Inserte el disco impulsor o piñón de la bomba dentro del cabezal de alta velocidad y empuje a través del barreno del disco impulsor del piñón a la flecha de alta velocidad. Revise con hojas calibradoras que no haya luz entre el disco impulsor (piñón de la bomba) y el cono del rodamiento No. 1. En las unidades tamaños 2090YBX2, 2140 al 2155YBX2 y 2140-45YBX3, instale el espaciador sobre la flecha del piñón antes de instalar el disco impulsor o el piñón impulsor de la bomba de aceite.
D. Instale la taza del rodamiento No. 2 en el cabezal de alta velocidad, seguido por los conos de los rodamientos No. 2 y No. 3. Añada la tuerca y la arandela de seguridad del rodamiento y apriételas. En las unidades tamaños 2140-45YBX3 instale el espaciador sobre la flecha del piñón antes de instalar los conos de los rodamientos No. 2 y No. 3.
E. Instale la taza y el espaciador del rodamiento No. 3.
F. Monte la caja de sello sin el sello de aceite. Apriete uniformemente los tornillos hasta que comiencen a trabarse los rodamientos cuando se haga girar la flecha (cero juego axial). El ajuste final se hará después de que el cabezal de alta velocidad sea ensamblado en la base del reductor.
Flecha piñón integral - Relación de reducción 4.071 :1, tamaños 2160 al 2195 excepto 2180-85YBX3.
A. Monte el rodamiento interior de doble hilera de rodillos cónicos No. 1, en la flecha piñón.
B. Instale el anillo de hule engrasado en la ranura del barreno del rodamiento No. 1.
C. Instale el espaciador de la flecha piñón.
D. Instale la cuña del piñón impulsor de la bomba de aceite y el piñón impulsor de la bomba de acuerdo al paso 21 C.
E. Instale los rodamientos de alta velocidad No. 2 y No. 3 con sus tazas a la flecha piñón. Añada la tuerca y arandela de seguridad del rodamiento y doble la arandela de seguridad.
F. Instale la flecha de alta velocidad en el cabezal de alta velocidad. Añada el espaciador en el barreno del rodamiento exterior del cabezal de alta velocidad. Monte la caja de sello de acuerdo al paso 22F.
Ensamble de la flecha intermedia en la caja.
A. Atornille los tapones ciegos del extremo inferior y la caja de sello con nuevas lainas a la base. Apriete los tornillos de acuerdo al par indicado en la tabla siguiente. No doble las arandelas de seguridad. Instale la taza del rodamiento inferior en la base. Para unidades tamaños 2070 y 2080, instale los espaciadores del rodamiento inferior antes de instalar las tazas de los rodamientos.
Tabla 2. Par de apriete para los tornillos, tapones ciegos, cajas de sello y brida de la bomba de aceite.
| DIAM TORNILLO | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 7/8 | 1 |
| PAR, LB-PULG | 70 | 145 | 255 | 640 | 1280 | 2290 | 3750 | 5600 |
* No lubrique los tornillos.
B. DOBLE REDUCCION - Instale el ensamble del piñón de baja velocidad dentro de la caja del reductor. El cono del rodamiento superior de esta flecha puede interferir con la instalación del ensamble de la flecha y engrane de baja velocidad. Puede que sea necesario ladear la flecha del piñ6n de baja velocidad hacia el extremo de alta velocidad de la caja para permitir a la flecha de baja velocidad ser instalada en la caja. Una alternativa de esto es si el rodamiento superior del piñón de baja velocidad va a cambiarse, no lo ensamble hasta que la flecha de baja velocidad sea instalada en la caja del reductor.
C. TRIPLE REDUCCION - Instale el ensamble del piñón de baja velocidad y el primer tren intermedio al mismo tiempo de acuerdo al paso 7B.
Ensamble del cabezal de alta velocidad a la caja.
A. Coloque dos pernos (excepto en los tamaños 2070 y 20801 en los barrenos de la caja que son normalmente usados para los tornillos del cabezal de alta velocidad. Estos pernos ayudarán a ensamblar el cabezal de alta velocidad con la caja.
B. Instale dos cáncamos en los barrenos roscados de la brida del cabezal de alta velocidad. Enganche con un estrobo y levante. Coloque un tubo en la flecha de alta velocidad y nivele el cabezal. Cuidadosamente meta el ensamble del cabezal en el barreno de la caja. Apriete los 4 tornillos.
Ajuste de la distancia de montaje del piñón cónico espiral.
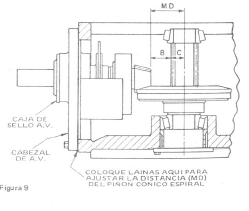
A. Mida la distancia desde el extremo del piñón cónico espiral al diámetro exterior del piñón o flecha piñón helicoidal intermedia. Anote este valor como (B).
AVISO: El rodamiento de rodillos inferior del tren intermedio debe estar perfectamente asentado en su taza cuando se tome este dato (B), también tenga cuidado para no desplazar la flecha axialmente.
B. Mida el diámetro exterior del piñón o flecha piñón helicoidal intermedia con un micrómetro, divídalo entre 2 y anote esa dimensión como (C).
NOTA: Cuando se midan piñones helicoidales con un número non de dientes, envuelva una laina apretándola (.010" espesor mínimo) alrededor del piñón y mida el diámetro. De este valor, reste dos veces el espesor dé la laina para obtener el verdadero diámetro exterior del piñón.
C. Sume (B) + (C) y reste el valor (MD) grabado en el piñón anotado previamente. La diferencia es el 'espesor requerido de lainas entre la caja y el cabezal de alta velocidad. Seleccione las lainas que deben dar el espesor total dentro de +.000" a +.004" del paquete de lainas calculado.
D. Quite el cabezal de alta velocidad; añada el espesor de lainas calculado e instale el cabezal. Apriete los tornillos del cabezal según el par indicado en la tabla 3 y revise el MD. Si es necesario ajuste nuevamente.
Tabla 3. Par recomendado para tornillos cabezal de a.v.
| DIAM. TORNILLO | 1/2 | 5/8 | 3/4 | 1 |
| PAR, LB-PULG | 640 | 1280 | 2290 | 5600 |
* No aceite las roscas de los tornillos.
Ajuste del juego entre dientes del tren de engranes cónico espiral.
A. Coloque un indicador de carátula contra un diente del engrane cónico espiral en el diámetro exterior perpendicularmente a la superficie del diente.
B. Gire el engrane cónico espiral hacia atrás y adelante teniendo la flecha del piñón cónico espiral inmóvil. Lea el juego entre dientes de los engranes de los engranes en el indicador. El juego entre dientes del engrane está grabado en el diámetro exterior del engrane cónico espiral.
NOTA: El juego final entre dientes de los engranes cónicos espirales debe ser igual al grabado en el engrane con una tolerancia de .000" a .004".
C. DOBLE REDUCCION - Para incrementar el juego entre dientes del engrane y el piñón cónico espiral, incremente el espesor de las lainas del tapón ciego inferior. No doble las arandelas de seguridad de la flecha piñón de baja velocidad.
D. TRIPLE REDUCCION - Para incrementar el juego entre dientes del engrane y el piñón cónico espiral, reduzca el espesor de las lainas del tapón ciego inferior del primer tren intermedio. No doble las arandelas de seguridad.
Ensamble de la flecha de baja velocidad a la caja.
A. Para tamaños del 2070 al 2195 con la extensión de la flecha de baja velocidad HACIA ABAJO y tamaños 2070 al 2080 con la extensión de la flecha de baja velocidad HACIA ARRIBA. Ponga grasa para rodamientos No. 2 en la caja de sello inferior y debajo del rodamiento cónico inferior.
B. Para todas las unidades, levante el ensamble de la flecha de baja velocidad y cuidadosamente, bájelo de la caja.
Ensamble de la tapa a la caja del reductor.
A. Aplique una capa de Permatex No. 3 o su equivalente al área de unión de la tapa y la caja.
B. Cuidadosamente baje la tapa sobre la caja. Coloque los tres pernos cónicos.
C. Inserte los tornillos lubricados anteriormente con una capa de aceite y atornillelos de acuerdo al par indicado en la tabla siguiente.
D. Instale las tazas de los rodamientos superiores.
Tabla 4. Par recomendado para tornillos de la tapa principal.
| DIAM. TORNILLO | 5/8 | 3/4 | 7/8 | 1 | 1 ¼ |
| PAR, LB-PULG | 1100 | 1970 | 3100 | 4640 | 8600 |
El par indicado es para tornillos lubricados con aceite mineral SAE 20 o más pesado.
AJUSTE DE LOS RODAMIENTOS.
Flecha de baja velocidad.
A. Determine la cantidad aproximada de lainas montando el tapón ciego o caja de sello sin lainas y midiendo el claro con hojas calibradoras. Atornille el tapón ciego (o caja de sello para la flecha de baja velocidad hacia arriba) con las nuevas lainas más una laina extra de .015" de espesor a la tapa. Apriete los tornillos de acuerdo al par indicado en la tabla 2.
B. Extensión de la flecha de baja velocidad HACIA ARRIBA - Juego axial: Inserte un cáncamo en el barreno central del extremo de la extensión de la flecha de baja velocidad y coloque un Indicador de carátula en el extremo de la flecha. Levante la flecha y mida el juego axial.
C. Extensión de la flecha de baja velocidad HACIA ABAJO - Juego axial: Coloque un indicador de carátula contra el extremo superior de la flecha a través del barreno del tapón ciego y levante la flecha con un gato y mida el juego axial.
D. Sume el valor del juego axial medido a los valores mínimo y máximo de juego axial de la flecha de baja velocidad indicado en la tabla siguiente. Quite lainas por un espesor igual al valor del juego axial excedente. Apriete los tornillos de acuerdo al par indicado en la tabla 3.
Tabla 5 Ajuste de rodamientos.- Juego axial total - pulgadas (todos los tamaños)
| Flecha de alta velocidad Primera flecha intermedia Flecha del piñón de baja velocidad | .005 a .008 .005 a .008 .005 a .008 | ||
| PRE-CARGA DE LA FLECHA DE BAJA VELOCIDAD | |||
| Tamaño unidad | Pre-carga | Tamaño unidad | Pre-carga |
| 2070 a 2100 2110 2120 y 21225 | .002 a .005 .003 a .006 .004 a .007 | 2130 y 2135 2140 y 2145 2150 a 2175 | .005 a .008 .006 a .009 .006 a .010 |
Flecha intermedia - triple reducción.
A. Tapón Ciego del Primer Tren Intermedio: Engrase el anillo de hule y colóquelo dentro de la ranura del tapón ciego para tamaños del 2090 al 2155YBX3.
B. Tapón Ciego de la Flecha Piñón de Baja Velocidad: Engrase el anillo de hule y colóquelo en la ranura del tapón ciego para unidades tamaños 2090 al 2155YBX3.
C. Instale los tapones ciegos con nuevas lainas, la misma cantidad que tenia y una extra de .615" Apriete los tornillos de acuerdo al par indicado en la tabla 3.
D. Para medir el juego axial, coloque un cáncamo en el extremo de la flecha a través de uno de los barrenos del tapón ciego. Coloque el indicador de carátula en el barreno que queda libre y mida el juego axial mientras levanta la flecha por el cáncamo.
E. Compare el valor medido con el indicado en la tabla 5 y aumente lainas si el valor es menor o quite si el valor axial encontrado es mayor que el indicado en la tabla 5. Repita el procedimiento para la otra flecha intermedia.
F. Instale el tapón ciego y apriételo de acuerdo al par indicado en la tabla 2.
Flecha intermedia - doble reducción.
A. Tapón Ciego de la Flecha Intermedia: Refiérase a los pasos 31B a 31 F.
B. Tapones Ciegos en los Barrenos no Usados: Para tamaños 2070 y 2080 instale el deflector de aceite, el anillo de hule, laina de .031' de espesor con el tapón ciego superior. Coloque una laina de .031" de espesor en el tapón ciego inferior. Apriete los tornillos de acuerdo al par indicado en la tabla 2.
C. Para tamaños del 2140 al 2155, engrase el anillo de hule e instálelo en la ranura del tapón ciego superior. Instale los tapones ciegos superior e inferior con lainas de .031" de espesor. Apriete los tornillos de acuerdo al par indicado en la tabla 2.
Flecha de alta velocidad.
A. Coloque lainas entre la caja de sello y el cabezal de alta velocidad para obtener el juego axial especificado en la tabla 5. Apriete los tornillos de acuerdo al par indicado en la tabla 2. Mida el juego axial con un indicador de carátula colocado contra el extremo de la flecha de alta velocidad. Ajuste las lainas si es necesario para obtener el juego axial correcto. Apriete los tornillos otra vez de acuerdo al par indicado en la tabla 2.
Ensamble final.
A. Instalación de los Sellos de Aceite: Aplique una capa de grasa para rodamientos a los labios del sello de aceite. Aplique una capa al diámetro exterior del sello de Permatex No. 3 o su equivalente. Instale los sellos de aceite con su resorte hacia el interior del reductor. Refiérase al AVISO del paso 18.
Introduzca cuidadosamente el sello de aceite en su barreno. Ponga un tubo o herramienta cilíndrica con sus extremos escuadrados contra el sello y presi6nelo o empujelo hasta su lugar. Instale la caja de sello de la flecha de alta velocidad, si se usa.
B. Distribuidor de Aceite - Reductores tamaños 2070 al 2155. Ensámblese el distribuidor de aceite a la tapa usando juntas nuevas. Aplique capa de aceite a los tornillos y apriételos de acuerdo al par indicado en la tabla 2.
C. Instalación de la Bomba de Aceite Interna - Use una junta nueva con una capa de Permatex No. 3. Instale la bomba. No dañe los dientes del engrane. Gire la flecha de la bomba hacia adelante y hacia atrás para ayudar a engranar el piñón impulsor y el engrane de la bomba. Apriete los tornillos de acuerdo al par indicado en la tabla 2. Instale los tubos entre la bomba interna y el reductor. Revise todos los tubos para comprobar su correcta instalación.
D. Guarda Sello de la Flecha de Baja Velocidad con Extensión HACIA ARRIBA: Instale el anillo de hule en el guarda sello. Monte el guarda sello sobre la flecha de baja velocidad y alinee los barrenos de la flecha y del guarda sello. Coloque los tornillos y apriételos en su lugar.
E. Información Complementaria de Ensambles: Asegure los tornillos de los tapones ciegos interiores con arandelas de seguridad. Inyecte grasa para rodamientos No. 2 en la caja de sello de aceite de la flecha de baja velocidad (extensión de la flecha de baja velocidad hacia abajo) y en los reductores tamaños 2070 y 2080 con la extensión de la flecha de baja velocidad hacia arriba a través de la grasera localizada en el extremo de baja velocidad y de la caja, refiérase a la tabla 6 para la cantidad necesaria de grasa.
Tabla 6. Grasa para las cajas de sello de las flechas de baja velocidad.
| TAMAÑO UNIDAD | Cantidad de grasa (lbs) | TAMAÑO UNIDAD | Cantidad de grasa (lbs) |
| 2070 2080 2090 2100 | 1 1 2 2 | 2110/2135 2140/2155 2160/2175 2180/2195 | 4 6 8 10 |
Acoplamientos
Definición: Los acoplamientos son órganos de maquinas destinados a unir entre sí a los árboles, para permitir el libre juego de dilatación, de acuerdo con las necesidades del trabajo
Clasificación
Acoplamientos fijos
Acoplamientos móviles
Acoplamientos elásticos
Acoplamientos que permiten acoplar y desacoplar en reposo
Acoplamientos que permiten acoplar y desacoplar durante la marcha
Acoplamientos fijos
Los acoplamientos fijos sirven para unir de una manera permanente dos árboles de transmisión entre sí de tal modo que sus respectivos ejes coincidan en una recta común. Estos acoplamientos son posibles solamente cuando los ejes de los árboles a unir son perfectamente coincidentes, de lo contrario el movimiento se haría imposible y los cojinetes deberían soportar cargas excesivas que los desgastarían rápidamente.
Acoplamiento de manguito: Es un acoplamiento formado por un buje de fundición que se fija a
ambos extremos de los árboles a unir, mediante tornillos de presión, si la potencia que transmite el árbol es pequeña, o bien mediante chavetas longitudinales cuando la potencia es apreciable.
Acoplamiento de anillos: Consisten en dos semibujes cónicos, fuertemente apretados contra el árbol por dos anillos que se colocan forzados a dilatación.
Acoplamientos a discos: Consisten en dos piezas en forma de disco con un cubo alargado que se colocan uno en cada extremo de los árboles a unir. La unión se hace mediante chavetas. Todos los acoplamientos de discos o platos tienen el mismo inconveniente: las ruedas y poleas de transmisión timen que ser partidas y los cojinetes abiertos.
Acoplamientos móviles: La unión de los árboles es permanente pero no invariable; un movimiento relativo de ellos se considera posible dentro de ciertos limites. Este movimiento puede ser: de rotación, axial, transversal y angular.
a. permiten movimientos relativos de rotación
Manchón dé seguridad semielástico: Este acoplamiento se compone de dos platos que se
fijan mediante chavetas semi encastradas en las extremidades de los árboles a unir.
b. permiten pequeños movimientos axiales
Acoplamientos a dientes (sharp): Se compone de dos piezas de forma cilíndrica, las cuales se fijan mediante chavetas a los extremos de los árboles a unir. Cada una de ellas presenta
dientes en numero de dos o más que se alojan con un cierto juego en las cavidades correspondientes a la otra mitad. Se emplean para compensar las variaciones de longitud debidas a las diferencias de temperatura y especialmente cuando existen en el árbol dos ruedas dentadas cónicas o cuando hay embragues de áicción montados sobre árboles colocados en línea.
c. permiten pequeños movimientos transversales
Junta dé Oldham: Esta junta permite pequeños movimientos transversales; a ella se la denomina también de platillos en cruz y se usa para unir dos árboles paralelos de muy reducida distancia axial.
d. permiten movimientos angulares
Junta de cardan o universal: Cuando los ejes a unir no son paralelos, sino que forman entre sí un ángulo, pueden unirse mediante la junta de cardan. Está formada por dos orquillas que se fijan en las extremidades de los árboles a unir, los cuales forman un ángulo entre si.
Acoplamientos elásticos
Son aquellos que permiten desplazamientos relativos de cualquier índole pero de pequeña amplitud. Las ventajas de su empleo son:
Permiten un desplazamiento angular relativo antes de solidarizar el conjunto para la marcha normal de rotación. Esta propiedad facilita vencer gradualmente la inercia de reposo o de movimiento, así como también las bruscas variaciones de velocidad que podrían producirse.
Permiten los pequeños desplazamientos axiales o transversales provenientes del desgaste en los cojinetes, ya sea debido a un error de montaje o a la flecha producida por un exceso de carga. Utilización, justamente las antedichas propiedades hacen que su empleo resulte indispensable para acoplar máquinas entre sí; por ejemplo un motor eléctrico y una bomba centrífuga; un motor eléctrico y un ventilador o aspirador industrial.
Acoplamiento Elástico con bujes de goma y pernos de acero: Están formados por dos platos que se fijan en las extremidades de los árboles a unir mediante chavetas encastradas de cabeza; uno de ellos presenta cavidades cilíndricas dentro de las cuales se aloja el perno de acero revestido por el buje de goma; la otra extremidad del perno tiene rosca y tuerca para fijarse firmemente al otro plato.
Acoplamiento Elástico con bujes de cuero y pernos dé acero: Similares a los anteriores, habiéndose suplantado los bujes de goma por una serie de arandelas que se fijan mediante arandelas de acero y tuerca formando bujes.
La AGMA define los acoplamientos flexibles como aquellos elementos de máquinas que transmiten momento de torsión (par motor) sin resbalar y que absorben la desalineación entre los árboles impulsor e impulsado. Dependiendo del método utilizado para absorber la desalineación, los acoplamientos flexibles pueden dividirse en: Acoplamiento de elementos deslizantes, oplamientos de elementos flexionantes y combinación de acoplamientos flexionantes y deslizantes.
Acoplamientos de elementos deslizantes: Estos tipos de acoplamientos absorben la desalineación por el deslizamiento entre dos o más de sus componentes. Este deslizamiento,
y las fuerzas generadas por el momento de torsión transmitido, generan desgaste. Para dar lugar a una vidas adecuada estos acoplamientos se lubrican, o se emplean elementos hechos de plástico de baja fricción. Los acoplamientos de este tipo tienen dos mitades, en virtud de cada par deslizante de elementos puede absorber solo desalineación angular; se necesitan dos de estos pares para acomodar la desalineación paralela.
Acoplamientos del tipo de engranaje: Constituyen el diseño más universal. Pueden fabricarse casi para cualquier aplicación, desde unos cuantos caballos de potencia hasta miles de ellos. Estos acoplamientos pueden utilizarse en maquinas con árboles acoplados cerrados o para grandes separaciones entre los árboles conectados. Requieren relubricación periódica (cada 6 meses), son rígidos respecto a la torsión y son más caros que otro tipo de acoplamientos.
Acoplamientos de cadena: Solo se necesita dos ruedas dentadas y un trozo de cadena doble; se utilizan a bajas velocidades, excepto cuando se las agrega una cubierta especial para contener al lubricante. Este tipo se utiliza en aplicaciones acopladas cerradas.
Lubricación del acoplamiento: Este tipo de acoplamiento se lubrica con grasa. Debido a que el desgaste del acoplamiento disminuye al aumentar la viscosidad del aceite base de una grasa, debe seleccionarse una grasa mezclada con un aceite que tenga una viscosidad no menor que 900 SSU ( segundos universales Saybolt) a 38°C. Ya que las grasas se separan en aceite y jabón cuando se someten a fuerzas centrífugas durante mucho tiempo, y debido a que el jabón utilizado en las grasas no es lubricante, es necesario seleccionar aquellas que tengan muy poco jabón, de preferencia menos del 8% del peso total.
Acoplamientos de elementos flexionantes: Estos acoplamientos absorben la desalineación por la flexión de uno o más de sus componentes. Cuanto menor sea la desalineación que debe absorber el acoplamiento, menor será la flexión que deben sufrir los elementos, y puede obtenerse un servicio más largo sin problemas. Pueden dividirse en dos tipos, con elemento metálico y con elemento elastomérico. Aquellos con elemento metálico solo pueden absorber desalineación angular. Para absorber la desalineación paralela un acoplamiento, necesita dos elementos flexionantes. Aquellos con elemento elastomérico solo pueden absorber la no-alineación de uno de los elementos.
Acoplamientos con elementos metálicos: El elemento flexible no es de una sola pieza; se trata más bien de un paquete de muchos discos delgados estampados, hecho con acero inoxidable. Con algunas excepciones, no se puede utilizar a altas velocidades. Una desventaja de este tipo es que tolera muy poco error en el espaciamiento axial de las máquinas.
Acoplamientos con elementos elastoméricos: Existen muy pocos diseños que utilizan elementos elastoméricos; en algunos se tiene caucho, con o sin pliegues, y en otros se tienen plásticos.
Llanta de caucho: Está sujeta mediante mordazas a cada cubo, y se desliza axialmente para poder reemplazarla sin mover las máquinas conectadas.
Rosquilla de caucho: Está atornillada por medio de sujetadores a los cubos y, en el proceso también se precomprime para que nunca trabaje con tensión. Se desliza axialmente en uno de los insertos para facilitar su instalación sin perturbar las máquinas conectadas.
Elemento ranurado: El elemento ranurado resbala axialmente hacia adentro de los cubos y es de caucho o de plástico.
Quijada: También es conocido como estrella debido a la forma del elemento elastomérico. Es el más sencillo pero tiene las siguientes desventajas; puede absorber muy poca desalineación y puede transmitir menos de 100 HP.
Selección del acoplamiento
Por lo general, los acoplamientos se suministran como parte de cualquier equipo nuevo. En vez de tener que seleccionar un acoplamiento nuevo, sólo debe enfrentarse la necesidad de reemplazar uno viejo, o alguna parte de él. Suponiendo que el fabricante del equipo haya seleccionado el tipo y tamaño correctos del acoplamiento, se genera pocos problemas. Sin embargo, hay casos en los que acoplamientos no rinden la vida esperada, o bien se compra una pieza nueva del equipo sin impulsor y debe seleccionarse un acoplamiento. El proceso no es sencillo porque no existe aplicación en la que sólo un tipo sería el adecuado. Lo mejor es hacer que un ingeniero en aplicaciones que trabaje con el fabricante de acoplamiento haga la selección. En la actualidad, la mayor parte de los fabricantes hacen más de un tipo y pueden recomendar en forma objetiva el que resulte mejor para una aplicación determinada.
La elección de un acoplamiento con el tamaño correcto es muy importante. Para serlo es necesario conocer no sólo la potencia y velocidades requeridas, sino también la severidad del servicio que debe absorber. Será necesario aplicar un factor de corrección o de servicio. Los fabricantes de acoplamientos los clasifican en caballos de potencia por 100 rpm.
Por ejemplo, si una bomba requiere 50 hp, a 1750 rpm, necesita uno que pueda manejar 2,86 hp, a 100 rpm. Esto sólo es correcto si la bomba es centrífuga y es impulsada por un motor eléctrico; en este caso, el factor de servicio es 1. Si se tiene una bomba reciprocante de doble acción, impulsada por un motor de combustión interna, debe aplicarse un factor de servicio de 2,0 + 1,0 = 3,0 para un acoplamiento de engranaje, y 2,0 + 0,5= 2,5 para uno elastomérico, según un fabricante. Como resultado de esto, debe elegirse un acoplamiento de engranaje que pueda manejar 8,58 hp a 100 rpm, o uno elastomérico que pueda manejar 7,15 a 100 rpm. Parece que
puede elegirse uno más pequeño si se elige el de tipo elastomérico. Sin embargo, el elastomérico tendrá alrededor de 22mm de diámetro, ¡ en tanto que el engranaje sólo tendrá la mitad de este tamaño?. Si el tamaño no tiene importancia el criterio siguiente de selección puede ser el precio. Pero el precio del acoplamiento por sí solo o es una buena guía; debe considerarse el costo total,
incluyendo el mantenimiento, las partes de reemplazo.
Pérdida de la producción, etc.
Aunque los acoplamientos representan un porcentaje pequeño del costo total de una pieza de la maquinaria, pueden causar tantos problemas si es que no más, como el resto del equipo si no se seleccionan apropiadamente. A la larga, comprar un tamaño o tipo inadecuado nunca será más económico.
REGLAS PARA SELECCIONAR UN ACOPLAMIENTO ELÁSUCO
1. Seleccionar el tipo de motor eléctrico (Tabla 2)
2. Según las condiciones de la máquina accionadora y accionada, se halla Factor para el tipo de aplicación "F¡" (Tabla 3)
-
Factor para el tiempo de funcionamiento "F2" (Tabla 4)
-
Factor de frecuencia de arranques/hora "F3" (Tabla 5)
-
Factor de temperatura ambiente "F4" (Tabla 6)
-
Factor de servicio (FS), FS=Fi.F2.F3.F4
-
Momento de torsión equivalente "Me", Me=716,2.N.FS/n
-
N=Potencia efectiva a ser transmitida; n=Rotación del acoplamiento
Descargar
| Enviado por: | Roberto Sánchez Martínez |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.