Electrónica, Electricidad y Sonido
Plaquetas Multicapa
El cableado con impresos multicapa hizo posible, un reducción en peso y volumen de las interconexiones proporcionado por el peso y el tamango de los componentes que interconectaba. La cantidad ahorrada se determina por el diseño particular del empaquetado
El área de aplicación es la interconexión de CI ya que pueden lograrse drásticas reducciones en peso y tamaño totales de un circuito completo.
Otra aplicación es acomodar los problemas de distribución de calor y eliminarlo en sistemas que utilizan CI
También se tiene la posibilidad de incorporar puestas a tierra o planos de blindaje, esto sirve como desacoplamiento eléctrico para minimizar las interferencias por ruido o cross-talk entre varios circuitos
LA NECESIDAD DE MULTICAPA:
- Cuando el ahorro en peso y volumen de interconexiones son de fundamental importancia.
- Cuando la complejidad de interconexión en sistemas requerirá muy complicados y costosos cableados o arneses.
- Cuando se requiere el acoplamiento o blindaje de un gran porcentaje de interconexiones.
- Cuando los requerimientos de frecuencia exigen un control cuidadoso y uniformidad de impedancias del conductor con mínima distorsión en propagación de señal y cuando la uniformidad de esas características de impreso a impreso es de alta importancia.
- Cuando el espaciamiento de los puntos terminales no permite una suficiente densidad de interconexión sobre tableros circuitales doble faz.
VENTAJAS Y DESVENTAJAS:
Se debe hacer una determinación en cuanto a la cantidad de impresos de doble faz de varios tamaños que se requerirían para fijar e interconectartodos los circuitos asociados con un equipo dado. Una determinación similar se debe hacer con impresos multicapa.
Se debe tomar un decisión del costo efectivo, los costos comparativos comprenden : el costo para el usuario en volumen requerido, la cantidad de cableado de interconexión del panel posterior, el ciclo de tiempo diseño - producción, soporte logístico , etc.
Una de las ventajas mas obvias para circuitos de hasta 5 capas es que la presencia de quiebres, lesiones, etc. Pueden generalmente ser examinados debido a la naturaleza traslúcida de la película.
Otra ventaja esta en las herramientas que se usan. Ya que los adhesivos depoco peso reemplazan la pesada ferretería y tuercas, tornillos, grampas y soportes usados como sujetadores en arneses convencionales.
También se pueden incorporar planos de tierra de diferentes maneras.
VENTAJAS:
-Proceso de montaje controlado a través de la mecanización.
- Espacio ahorrado por uso de finas películas y alta densidad terminal.
- Errores de cableado eliminados.
- Impedancia y acoplamiento eléctrico uniformes.
-Posible costo ahorrado con altas cantidades y maquinaria apropiadas.
- Reducción del tiempo de montaje por simplificación.
- Capaz de poseer alta fiabilidad ( dependiendo de los procesos de control y tipos de interconexión).
- Puede combinar funciones eléctricas y estructurales
DESVENTAJAS:
-Simulación realista durante el testeo en bancos de prueba que es dificultoso o requiere sofisticados programas de computación.
- La reparación requiere complicadas herramientas especiales y experiencia.
- Alto costo de pequeñas cantidades.
- Tiempo extendido de diseño.
- Largo tiempo de fabricación.
- Sensibilidad térmica.
- La inspección del producto final es dificultosa y requiere microseccionadores.
- Los cambios en impresos terminados es dificultoso y complicado.
DENSIDAD DE EMPAQUETAMIENTO:
Los circuito multicapas son frecuentemente usados con CI, cuando las posibles densidades de componentes con impresos doble faz se exceden.
Por ejemplo en tableros doble faz un máximo usual es 2.0 encapsulados por pulg2 . Con impresos multicapas esa densidad de encapsulados puede ser incrementada hasta 3.0 si las asignaciones del espacio del impreso secundario son tomados en cuenta.
Circuitos Integrados Dual in Line(DIP) => la densidad por pulg2 en la superficie total de placas multicapas esta sobre un promedio de 2.0 lo cual es el doble de lo obtenido con doble faz.
COSTOS RELATIVOS:
Algunos de los factores que se toman en cuenta son : (1) trazado del impreso, (2) elección de las especificaciones, (3) selección de un material de base y de plataforma B, (4) selección del peso del cobre, (5) selección del espesor y tamaño total, (6) elección del tamaño del relleno del área terminal y tamaño de los huecos, (7) provisión de mantenimiento, testeo y reparación.
DESCRIPCION TECNOLOGICA:
Identificados por el proceso de fabricación tenemos divididos bajo dos tiposbásicos :
- impresos multicapas laminados
- impresos multicapas embutidos
Dentro de los multicapas laminados podemos diferenciar :
- proceso de huecos de espacio libre
- proceso de plateado de huecos
Los circuitos multicapas consisten de dos o mas capas de separados y diferentes circuitos patrones los cuales han sido laminados bajo calor y presión para producir una unidad consistente. Las capas de circuiteria están separadas por un dieléctrico de aislacion y usualmente interconectadas entre ellas por unode varios métodos.
Los circuitos pueden incorporar blindajes y capas de planos de tierra.
La distribución del bus multicapa ofrece una precisa y determinada capacidad entre capas.
PASOS DEL PROCESO:
(a)_ ARTESANIA
1 - Chequear registracion de capas y capas interiores.
2 - Fotosensitivizar las capas.
3 - Exponer las capas fotosensibles.
4 - Revelar la capa expuesta.
5 - Grabar y eliminar resistencias.
(b)_ MULTICAPAS
6 - Laminar capas
A- realizar la distribución ( apilar las capas con una lamina de material de la plataforma B entre capas).
B- hacer la laminación ( bajo calor y presión para curar el material de la etapa B y formar una estructura multicapa monolítica)
7 - Taladrar y limpiar los huecos.
8 - Depositar cobre para platear a través de los huecos.
9 - Fotosensitivizar las otras superficies de la placa multicapas.
10-Exponer las superficies fotosensitivizadas.
11-Revelar las superficies expuestas.
12-Platearon cobre de espesor requerido en pads y huecos
13-Platear con plomo estañando o metal noble como una resistencia.
14-Deshacer las resistencias y grabar.
TIPOS DE MULTICAPAS:
(a)_ Internamente conectados :
1- Placas conteniendo capas internas, cada una compuesta de una lamina simple de cobre. Estas laminas son llamadas planos, y ellos pueden ser de puesta a tierra o planos de voltaje. Los impresos multicapa conteniendo planos de voltaje y puesta a tierra son particularmente útiles para montar circuitos integrados donde esos planos proveen las conexiones de potencia.
2- Los impresos conteniendo capas interiores compuestas de circuitos patrones con numerosos conductores son particularmente ventajosos para circuitos muy complicados, en los cuales las limitaciones de espacio es de particular importancia. También se pueden usar como placa madre para conectar diferentes módulos del sistema, ya que sirve como un cable muy eficiente ( con un bajo peso, pequeño espacio y provee de un soporte mecánico para los módulos.
(b)_ Conectados externamente:
Ya que las capas internas tiene una considerable superficie y los planosestán poco espaciados en el laminado, existe un gran valor de capaci dad entre las superficies de los planos. Esta capacidad puede ser usada en conjunto con la inductancia distribuida para obtener un valor fijo de impedancia.
PLATEADO A TRAVES DE LOS HUECOS:
(A)_ Ventajas:
Incluye una gran miniaturización, menor costo de maquinado para pro-duccion en grandes cantidades, facilidad de distribucion y una igual can-tidad de circuiteria para cada capa.
Se pueden realizar circuitos muy compactos y tienen la capacidad de tomar de 3 a 10 capas de interconexion sin afectar adversamente los requisitos de espacio.
(B)_ Desventajas:
Platear a través del hueco requiere de considerable tecnología, experiencia, análisis de calidad estadística, y testeo destructivo sobre la línea de producción , la capacidad de producir plateados confiables es difícil de conseguir.
HUECOS DE ESPACIO LIBRE:
(A)_ Ventajas:
Poseen una simplicidad relativa lo que les provee un mayor beneficio de producción y menores perdidas, por lo que tenemos ventaja en cuanto al costo frente a otros procesos.
Las conexiones se prestan a si mismas para un chequeo visual, lo que permite mas reparaciones y mas reusabilidad en eliminación o en intercambio de componentes los cuales pueden ser montados luego.
El costo del circuito y la maquinaria para hacer pequeñas cantidades será menores que con otras técnica.
(B)_ Desventajas:
Necesidad de grandes espacios libres sobre capas sucesivas de la circuiteria, por lo que se deben sacrificar características potenciales de miniaturizacion.
CONCEPTOS DE VIABILIDAD DEL TRAZADO:
El trazado deberá contener : tipo de plaqueta, distribución de la posición de todos los módulos, ubicación de los agujeros y contornos, selección de los metodos de entrada/salida. Además deberá tener la información correspondiente acerca de otros agujeros de montado para asegurar la plaqueta a la carcaza o para asegurar la conexión de otro hardware a la plaqueta. Es importante marcarlas zonas de acceso prohibido, en las cuales no se puede colocar ningún conductor.
*SUPERFICIE : la superficie de la plaqueta dependerá en gran medida del componente de conexión seleccionado para el sistema. Si son usados conectoresplanos y conectados en zócalos paralelos soldados, debe proveerse una adecuada lengüeta sobre la superficie. Puesto que las operaciones de soldaduras debilitan la plaqueta desde la lengüeta hasta el substrato plástico, la lengüeta no debe ser menor que 0.1 pulg para lograr un suficiente anclaje.
* AGUJEROS : son ubicados muy cercanos unos a otros, y no hay demasiado lugar entre los agujeros sobre la superficie para un adecuado tamano de los discos metálicos de contorno. Se deben usar agujeros sin tierra , las soldaduras son hechas en el interior del agujero. Los agujeros sin tierra tienen el estanado incluido enteramente sobre las paredes de los agujeros. El estañando sobresale alrededor de los orificios de los agujeros en forma de un pequeño anillo de metal. Estos agujeros han minimizado la ocurrencia de soldaduras que puentean las áreas terminales cercanas con los conductores vecinos.
*CONDUCTORES : Se recomienda que ningún conductor sea ubicado sobre la superficie de la plaqueta conectando C.I. La única excepción son las situaciones en las cuales los requerimientos de alta frecuencia demandan una configuración de microstrip para adaptar impedancias.
*DISIPADORES : Tenemos de un amplio espacio para ubicar sumideros de calor sobre la superficie. Se pueden ubicar bandas continuas directamente debajo de la estructura del paquete y extendida tanto a puntos de salida selectos como para algun borde de la plaqueta para la extracción de calor. Esto es muy importante cuando el calor no puede ser removido por convección y debe ser removido por conducción (como en el espacio). Los sumideros consistirán en una lamina de cobre sobrepuesta con cualquier material que sea usado en el estañando a través de los agujeros. El espesor total no será mayor que 0.006 pulg.
*DIAGRAMA LOGICO : Mediante el diagrama es bastante claro ver cualesmódulos tienen mayor cantidad de conexiones entre ellos, y ellos pueden ser agrupados lo mas próximamente posible. Los módulos que tienen conexionescriticas se deben ubicar cercanamente. Los módulos que trabajen con las senales de entrada/salida se deben ubicar en el área de entrada/salida.
*ENTRADA/SALIDA : La ubicación exacta de los pines de todas las senales de salida no deben ser definidas en esta etapa. Si la ubicación de los módulos como de las salidas han sido definidas antes de realizar el trazado, el resultado puede ser un esquema ineficiente requiriendo muchas mas capas que en aquellos en los cuales al menos es posible algun grado de libertad para el trazado.
*REGLAS DE RUTEO : Es aconsejable usar conductores tan anchos como el diseño permita. Si los conductores son muy angostos pueden ser afectados ]por el ácido, lo cual puede provocar un desperfecto eléctrico. Si se utilizan buses de distribución de energía en lugar de planos, estos deberan ser anchos para minimizar la caída de tensión.
*ESPACIADO : Si no se hacen provisiones adecuadas para el espaciado entre los conductores y el agujereado de los hoyos, las posibilidades de tener cortos o baja resistencia entre varias senales crece enormemente. Si son necesarios algunos cambios en el espaciado, estos deben hacerse a expensas del espaciado entre conductores adyacentes sobre la misma capa, tan grande como los parámetros eléctricos lo permitan.
PREPARACION DEL DIBUJO PATRON :
La información contenida en el dibujo será:
- Un dibujo del contorno mostrando todas las dimensiones y tolerancias.
- Una completa descripción del material base (G10, G10FR, etc.)
- Una sección transversal de los ítems finales deseados indicando las capas por numero y las dimensiones criticas.
- Imagen del circuito patrón de cada capa
- Espesor del cobre, por capa, teniendo en cuenta el proceso de plateado pasante de los agujeros .
- Una tabla mostrando los diámetros de los agujeros, tolerancias, numero de agujero, y un sistema de código para que el agujero pueda ser identificado sobre la placa
- Una nota que indique cuales van a ser los agujeros pasantes laminados.
- Todas las dimensiones y tolerancias de la maquinaria.
- Indicación y nomenclatura del circuito patrón
- Nombre y numero de alguna especificación extra.
DIGITALIZACION:
El digitalizador consiste en una unidad de salida y una tabla equipada con una cabeza de lectura montada sobre unas correderas xy. El movimiento de la cabeza es transmitido a dispositivos encodificadores. Estos transfieren la informacion digital sobre las coordenadas xy de la posición de la cabeza de lectura a las unidades de salida. Las unidades de salida convierten esa información enun código propio para ser interpretado por un fotoplotter y guardado en tarjetas perforadas, o en cintas magnéticas con un comando del operador.
El operador ubica el diseño del trazado sobre una tabla digitalizadora ymanualmente mueve la cabeza de lectura (cursor) a lo largo de los conductores y las áreas de terminales sobre el trazado. Como el operador avanza punto por punto, este oprime el botón de grabado en cada coordenada de las grillas que van a ser grabadas.
Un proceso usual es codificar todas las áreas de terminales primero, y luego los conductores.
La ubicación del área de terminales (agujeros) y la información (coordenadas xy) pueden ser convertidas para proveer información de fabricación para el taladrado del circuito impreso.
GENERACION ARTESANAL DEL CIRCUITO :
Esta puede ser por medio de un método convencional de reproducción de un trazado patrón para cada capa sobre Mylar, ubicando el lápiz sobre el esquemaque muestra las interconexiones y después derivando los conductores del mismo modo que para una plaqueta regular. Esto puede ser distribuido entrevarios trazadores. El ancho del conductor y el espaciado son chequeados, ylos originales son reducidos por una cámara 1:1obteniendose los negativos.
Estos sirven para la producción de las capas.
La exactitud requerida sobre las partes completas de un multicapa es tan grande que las tolerancias necesarias para los procesos de fabricación que seutilizan todos los espacios permitidos dejando prácticamente ningún lugarpara errores. Idealmente, los patrones 1:1 deberán tener la ubicación de las áreas de terminales, ancho de las líneas y contar con un espaciado de 0.001 pulg de luz.
El espacio mínimo no puede ser el mismo en el circuito artesanal que en la plaqueta final, ya que tanto el ancho de la plantilla conductora como la ubicación de la plantilla tienen asociado ciertas tolerancias.
REGISTRO:
- Preparar un trazado patrón. Que muestre los agujeros de montaje y el patrón completo de agujeros posicionados y dimensionados con respecto a estos.Fotografía 1:1 del trazado patrón y hacer tantas copias como capas haya..
- Trazar la plantilla conductora sobre las capas internas y eliminar los agujeros no deseados.
- Trazar la plantilla conductora para las dos capas externas.
- Chequear el registro de todas las capas.
Factor Huecos de espacio libre Plateado a través del hueco
- Numero de capas 2 a 7 2 a 12
- Min. distancia entre 0.100 pulg 0.050 pulg centros de Pad
- Min. ancho del 0.010 pulg 0.005 pulg (0.010 para conductor capas expuestas)
- Min. espaciamien- 0.010 pulg 0.004 pulg (interno) to del conductor
- Min. Diametro 0.062 pulg (con 0.055 0.030 pulg del pad pulg de hueco de espacio libre)
- Min. Aislacion por 0.004 pulg 0.004 pulg capa
- Max. Espesor del 0.0068 pulg 0.0068 pulg cobre conductor
- Medios de inter- Todos excepto el conec- Todos conexión externa tor en el borde del impreso
TABLA QUE MUESTRA LAS PROPIEDADES Y DESIGNACIONES DE LOS AGUJEROS
Agujeros Cantidad Diámetro Tolerancias
A 2 0.375 ±0.005
B 13 0.093 ±0.002
C 7 0.125 ±0.003
D Todos los 0.040 ±0.003 otros
SECCION TRANSVERSAL
LAMINACION
PROCESO EN EL QUE SE CONFORMA UNA PLANCHA DE COBRE CON EL MATERIAL BASE ( FIBRA DE VIDRIO )
CONDICIONES DE TRABAJO
-MATERIALES MUY FINOS ( MIL. DE PULG. )
-TOLERANCIAS MUY BAJAS
-SALAS DE TRABAJO CON ATMOSFERA ESPECIAL ( AIRE
FILTRADO, TEMPERATURAS CONTROLADAS )
CONTROLES DE CALIDAD
-SUPERFICIE:
- ABOLLADURAS Y AGUJEROS
-RESISTENCIA DE SOLDADO:
- SECADO ( AIRE A 150C )
- ENFRIADO A TEMP. AMB.
- SOLDADO 500F POR 20 SEG.
- VERIFICACION DE ERRORES
-TESTEO ELECTRICO:
- DUPLICAR COND. DE TRABAJO
- APLICAR V PASO A PASO
-TESTEO DEL PREIMPREGNADO
- CANTIDAD DE RESINA=PERDIDA DE PESO/PESO ORIGINAL. LA PERDIDA DE PESO SE EVALUA A 538C POR 1 MIN.
- GRADO DE CURADO O TIEMPO DE GEL
- CONTENIDO VOLATIL=PERDIDA DE PESO/PESO ORIGINAL. LA PERDIDA DE PESO SE EVALUA A 163C POR 15 MIN.
- FLUJO DE RESINA
FLUJO DE RESINA:
- DETERMINA EL PORCENTAJE DE RESINA QUE FLUYE DURANTE EL CICLO DE PRENSADO DE LAS CAPAS.
- PROCEDIMIENTO:
- MUESTRA DE 20 Gr.
- SE CALIENTA A 171C
- SE PRENSA A 200Lbs/Pulg2 DURANTE 20 Min. Y SE DEJA ENFRIAR.
- SE PESA LA MUESTRA Y LUEGO SE LE QUITA UNA SECCION CIRCULAR DE 3.192 Pulg. DE DIAMETRO Y SE PESA
- FLUJO DE RESISNA = ( PESO TOTAL - 2*PESO SECCION CIRCULAR )/ PESO TOTAL.
-TIEMPO DE PEGADO:
- EL TIEMPO DE PEGADO ES EL TIEMPO EN EL QUE LA RESINA ESTA LIQUIDA DURANTE EL PRENSADO.
- CONSTANTE DIELECTRICA
- DEPENDE DE: - ESPESOR DE LOS MATERIALES
- FIBRA DE VIDRIO ( 6,11 )
- RESINA EPOXY ( 3,45 )
- UNA CONSTANTE TIPICA ES DE 400V/0,001Pulg.
- ABSORCION DE HUMEDAD:
- COMO LAS PLACAS MULTICAPA POSEEN UNA GRAN SUPERFICIE DE RECUBRIMIENTO DE LAMINACION SE RECOMIENDA HACER UN PRECOSIDO PARA ELIMINAR
TODA LA HUMEDAD ANTES DE LA OPERACION DE PEGADO
DESCRIPCION DE LA FABRICACION
- UN MATERIAL CONDUCTOR CONSISTENTE EN CAPAS MUY FINAS ES DEPOSITADO SOBRE UN MATERIAL DIELECTRICO.
- UN MODELO APROPIADO DEL CIRCUITO ES GRABADO EN CADA UNA DE ESTAS CAPAS.
- EL MATERIAL DIELECTRICO ES UN CLASE C DE VIDRIO-EPOXY TOTALMENTE CURADO.
- EL MATERIAL ADHESIVO ES UNA LAMINA SEMICURADA DE VIDRIO-EPOXY LLAMADA CLASE B.
- LA UNION SE REALIZA APLICANDO PRESION Y CALOR.
- LA INTERCONEXION ENTRE CAPAS SE CONSIGUE LUEGO DEL TALADRADO MEDIANTE ELECTROPLATEADO QUE PENETRA EN LAS PISTAS DEL CIRCUITO.
- LUEGO LA PLACA ES CORTADA Y CONTORNEADA.
- EL PROCESO DE FABRICACION VARIA SEGUN EL FABRICANTE, PERO LOS SIGUIENTES PASOS PROVEEN UNA LINEA GENERAL:
1- INSPECCION DE LA MATERIA PRIMA.
2- CORTE DEL MATERIAL C.
3- IDENTIFICACION DEL MATERIAL.( MEDIDAS )
4- PERFORACION DEL PANEL ( OP. PARA TRANSPORTE )
5- CURADO EXTRA DEL MATERIAL C. ( OPCIONAL ).
6- REGISTRO DEL SISTEMA DE AGUJEREADO.
7- INVENTARIO DE LA MATERIA PRIMA.
8- SEPARACION DEL MATERIAL SEGUN UN ORDEN DADO.
9- DEPURACION DEL MATERIAL.
10- APLICACION DE LA PELICULA FOTORESISTIVA.
11- TRANSFERENCIA DE LA IMAGEN.
12- REVELADO.
13-
14- REMOSION DE PELICULA FOTORESISTIVA.
15- INSPECCION.
16- PULIDO PREVIO AL LAMINADO.
17- SECADO DEL MATERIAL PREVIO AL LAMINADO.
18- CORTADO DE LA ETAPA B
19- APILADO DEL MATERIAL MAS LAMINAS ACCESORIAS.
20- LAMINACION
21- REMOSION DE LAS LAMINAS ACCESORIAS GUIAS.
22- RECORTAR ( POR EL PRENSADO ).
23- IDENTIFICAR.
24- COCCION DE POST-LAMINACION.
25- AGUJEREADO DE LAS PLACAS.
26- LIMPIEZA CON AIRE O AGUA.
27- LIMPIEZA QUIMICA ( ACIDO SULFURICO ).
28- SENSIBILIZACION DEL THROUGH-HOLE ( ADHERENCIA ).
29- LIJADO PREVIO A LA APLICACION DE FOTORESISTENTE.
30- APLICACION FOTORESISTIVA.
31- TRANSFERENCIA DE LA IMAGEN.
32- REVELADO DE LA IMAGEN DE LAS PLACAS EXTERNAS.
33- ELECTROPLATEADO DEL COBRE.
34- ELECTROPLATEADO DE ESTAÑO.
35- REMOSION DEL FOTOREPELENTE.
36- REMOSION DEL COBRE EXPUESTO.
37- COLOCACION DE LA MASCARA PARA EL METALIZADO
DE LAS CONEXIONES DE LOS BORDES.
38- ELECTROPLATEADO DE ORO-NIQUEL
39- REFLUIR ESTAÑO.(CUBRIR DEFECTOS)
40- LIMPIEZA DESPUES DE REFLUIR
41- REPASAR AGUJEROS
42- CORTE AL TAMAÑO FINAL.
43- MARCADO DE LAS TARJETAS.
44- INSPECCION FINAL.
LIMPIEZA DEL THROUGH-HOLE:
- Limpieza mecánica: chorros de agua a alta presión mezclada con esmeril fino. El ciclo de limpieza se alterna con circulación de vapor.
- Limpieza química: 3 métodos dependiendo de la impureza a remover.
1)Remoción fuerte: Ácido sulfúrico (> 90% de concentración) para material de hasta 0.0003 in.
2) Limpieza química: Ácido sulfúrico para material entre 0.0003 y 0.001 in.
3) Etchback: Ácido sulfúrico con fluorhídrico (para remover fibras de vidrio expuestas) para material entre 0.001 y 0.003 in.
PLATEADO DEL THROUGH-HOLE:
- Electrónico bajo: Se aplica un elemento no conductor el cual a través de electrodos es sintetizado y activado con iones metálicos (cobre por ejemplo) para obtener de esta manera un material conductor. El proceso de síntesis y activación se realiza con una solución catalizadora.
- Electrónico: Este es un proceso electroquímico normal donde se puede controlar el espesor de deposición del cobre controlando la densidad de corriente y el tiempo del tratamiento.
INSPECCIÓN DE LA PLAQUETA
MULTICAPA:
En caso de aplicaciones militares: MIL - P - 55640.
La inspección tiene 5 categorías:
1- En el proceso.
2- Visual.
3- De dimensiones.
4- De una muestra de ejemplo.
5- Eléctrica.
Las primeras 3 son rutinarias y son parte de los costos de fabricación. Las dos últimas son usualmente negociables dependiendo de la capacidad de fabricación y los requerimientos de compra.
En Proceso: para detección de errores durante el proceso y reducir al mínimo el material de desecho. Incluye:
- Deterioro de herramientas de trabajo y chequeo de precisión.
- Chequeo visual de la laminación (arrugas o partículas extrañas).
- Búsqueda visual de depósito de sólidos.
- Chequeo de los huecos.
- Chequeo de la limpieza de los mismos.
- Chequeo durante el plateado y la adhesión del mismo.
Visual: inspección de imperfecciones, inclusión de partículas o cortos en el circuito externo . Se hace a través de lentes de baja magnificación o algún circuito cerrado de televisión.
Dimensional: tamaño final, espesor, dimensiones de los huecos, etc.
De una muestra: para controlar espesor del plateado, del dieléctrico, calidad del plateado y agujereado de los huecos, contacto entre capas , resistencia a los choques térmicos, etc.
Test eléctrico: en este caso se inspeccionan:
- Voltaje de ruptura del dieléctrico.
- Circuitos abiertos.
- Baja resistencia de corto (puentes entre circuitos).
- Alta resistencia de corto (puentes a través de restos de soluciones químicas).
- Capacidad entre capas.
- Impedancia de las pistas del circuito.
MATERIALES BASE:
Resinas epoxy: sus propiedades de baja viscosidad y fácil curado simplifica la manufactura de las MLB´s. Poseen excelentes propiedades eléctricas, mecánicas y químicas.
Plataforma B: resina epoxy reforzada con tela de vidrio. En este material la resina se halla en un estado de semicurado y es muy maleable. La tela de vidrio sirve de soporte para la resina dando una estabilidad en cuanto a la dimensión de las capas individuales.
Plataforma C: Son los productos llamados G-10 y FR-4 que poseen excelentes características eléctricas y de resistencia química, además de ser más económicos.
Plat.B Plat.C
Máx. temp de operación 500°F 275°F
Costo (2 a 3 ). C -
Temp. de laminación 425°F 350°F
Presión de adhesión 4 - 6 psi 12 - 16 psi
Propiedad Valor típico
Constante dieléctrica (10 GHz) 3.0 ± 0.4
Factor de disipación (10 GHz) 0.003
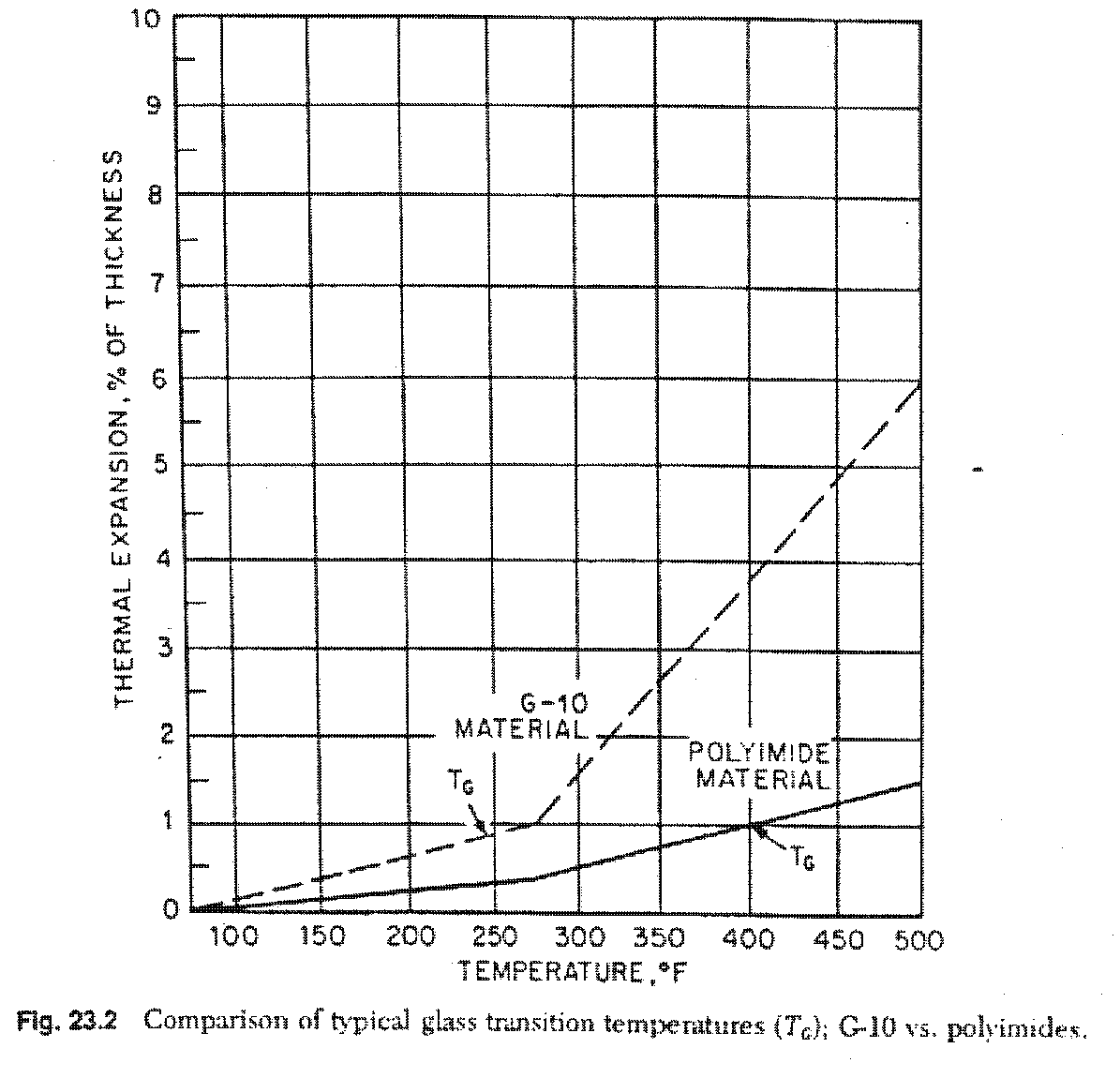
Coef. Expansión térmica (% 25-250°C) 1.7
MLB´s HÍBRIDAS PARA APLICACIONES DE RF Y MICRO-ONDAS:
En este tipo de plaquetas híbridas se intercalan substratos llamados TLC o TLE los cuales tienen un costo del pie cuadrado de un 4 a un 6% más bajo que los tradicionales.
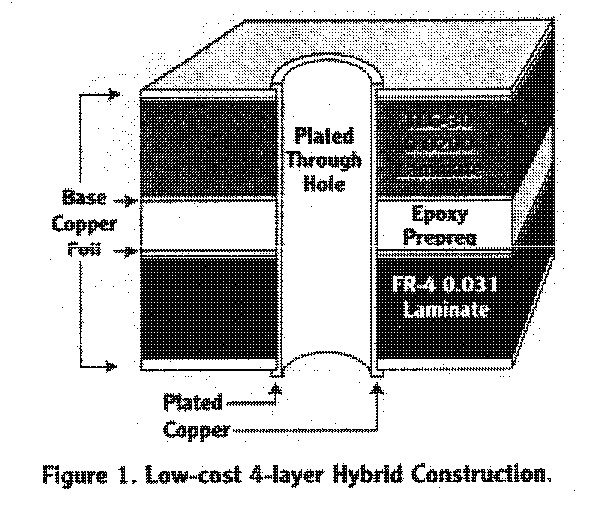
Como se ve en la figura se usa de base de la tarjeta una capa de FR-4, la cual se encarga de llevar la información digital mientras que la capa TLC superior lleva la RF.Las capas intermedias se usan como planos de tierra para evitar inducciones.
El epoxy puede usarse hasta 5,8 GHz. A frecuencias mayores deben usarse materiales preimpregnados de film termoplástico.
Datos obtenidos de Internet de una empresa que fabrica MLB's.
SAS CIRCUITS MANUFACTURING CAPABILITIES
Material types used
FR-4 Polyimide BT Thermount Getek Duroid, Teflon and other low Dk materials Polyimide Film - Flex
PLATING
Maximum Hole Aspect Ratio: 14:1 (SMOBC) Soldermask over bare copper Selective solder strip / fuse SMOBC with OSP Immersion Tin - Omikron Immersion Gold Electroless Gold Electrolytic Gold Multiple surface plating available Note: Other finishes are available.
DRILLING
Minimum drilled hole size: .005"
Maximum drilled hole size: .257"
Maximum routed hole size: no limit
Minimum slot width size: .020"
Minimum hole size tolerances
Hole size Unplated Plated
< .045” +/- .001” +/- .002"
.045" - .257” +/- .001” +/- .003"
LAMINATION
Maximum number of layers: 44
Maximum board thickness: .500"
Descargar
| Enviado por: | Gerardo R Balbarrey |
| Idioma: | castellano |
| País: | España |
Todos los derechos reservados.