Tecnología
Normas y calibradores
![]()
![]()
MATERIA: METROLOGIA AVANZADA
EQUIPO: 3
Tabla de contenido
INTRODUCCION 3.
1.1NORMAS DE MEDICION 4.
TIPOS DE NORMAS 4.
ASME (American Society of Mechanical Engineers) 4.
DIN (Deutsches Institut für Normung) 4.
ISO (International Organization for Standardization), 5.
JISC (Japanese Industrial Standards Committee) 6.
Normas Oficiales Mexicanas en Metrología 6.
1.2 Regla 10:1 (Regla del 10%) 8.
1.3 Calibrador pasa—no pasa (Go-Not Go) 8.
TIPOS DE CALIBRADORES PASA-NO PASA 9.
1.4 CALIBRADORES FUNCIONALES……………………………………………………………10.
1.5 Normas de control. 11.
1.5.1 Orientación 11.
1.5.2Localización 11.
1.5.3Agotamiento 12.
1.5.4 Perfil 13.
1.6. CONCLUSION 14.
1.7 BIBLIOGRAFIAS 15.
INTRODUCCION
A través de los años se ha tratado de hacer las cosas lo mejor posible, es decir, con los errores menos posibles para tener una mejor calidad.
Es por eso que se hicieron las normas de medición para tener una mayor exactitud y un menor margen de error, las cuales veremos a continuación en esta pequeña investigación grandes rasgos. La cual habla de las diferentes normas que se encuentran actualmente, así también como los diferentes países en donde se encuentran, como por empezar a nombrar algunas ISO, NOM, DIN,…las cuales veremos con mayor profundidad. Aparte de saber en que consiste cada una ya que son para diferentes mediciones.
También se verán instrumentos de medición utilizados en este tipo de pruebas conocidos como calibradores que son los que se encargan de decir si pasan o no pasan para su venta.
Es una investigación algo corta ya que los conceptos son lo mas abstracto posibles para un mayor entendimiento.
No quiere decir que al terminar de leer esta investigación van a tener los grandes conocimientos si no que es un inicio ya que se necesita de mucho tiempo y dedicación para llegar a saber en que consisten las diferentes normas.
Esperamos que sea de su agrado y que sea útil para lo que se vaya a utilizar ya que ese es el fin de toda investigación.
NORMAS DE MEDICION
La normalización nació para estandarizar productos y las diferentes pruebas que pueden aplicarse a un producto para garantizar ciertas características especificadas por el fabricante.
TIPOS DE NORMAS
ASME (American Society of Mechanical Engineers)
Sociedad Americana de Ingenieros Mecánicos. Es una asociación profesional, que además ha generado un código de diseño, construcción, inspección y pruebas para equipos. Entre otros, calderas y recipientes a presión. Este código tiene aceptación mundial y es usado en todo el mundo. Hasta el 2006, ASME tiene 120,000 miembros
DIN (Deutsches Institut für Normung)
('Instituto Alemán de Normalización'). El Deutsches Institut für Normung e.V. (su marca empresarial es DIN), con sede en Berlín, es el organismo nacional de normalización de Alemania. Elabora, en cooperación con el comercio, la industria, la ciencia, los consumidores e instituciones públicas, estándares técnicos (normas) para la racionalización y el aseguramiento de la calidad. El DIN representa los intereses alemanes en las organizaciones internacionales de normalización (ISO, CEI, etc.).
El DIN fue establecido el 22 de diciembre de 1917 como Normenausschuss der deutschen Industrie (NADI). El acrónimo DIN también ha sido interpretado como Deutsche Industrie Norm y Das Ist Norm.
A través de la metodología empleada en la elaboración de las normas se pretende garantizar que sus contenidos correspondan con el «estado de la ciencia».
La editorial Beuth-Verlag, relacionada con el DIN, se encarga de la venta y distribución de las normas editadas por el DIN y de las normas de otros organismos de normalización, tanto nacionales como extranjeros.
Una norma DIN de uso habitual es la DIN 476, que define los formatos (o tamaños) de papel y que ha sido adoptada por la mayoría de los organismos nacionales de normalización de Europa.
ISO (International Organization for Standardization),
La Organización Internacional para la Estandarización que nace después de la Segunda Guerra Mundial (fue creada el 23 de febrero de 1947), es el organismo encargado de promover el desarrollo de normas internacionales de fabricación, comercio y comunicación para todas las ramas industriales a excepción de la eléctrica y la electrónica. Su función principal es la de buscar la estandarización de normas de productos y seguridad para las empresas u organizaciones a nivel internacional.
La ISO es una red de los institutos de normas nacionales de 157 países, sobre la base de un miembro por país, con una Secretaría Central en Ginebra, Suiza, que coordina el sistema. La Organización Internacional de Normalización (ISO), con base en Ginebra, Suiza, está compuesta por delegaciones gubernamentales y no gubernamentales subdivididos en una serie de subcomités encargados de desarrollar las guías que contribuirán al mejoramiento ambiental.
Las normas desarrolladas por ISO son voluntarias, comprendiendo que ISO es un organismo no gubernamental y no depende de ningún otro organismo internacional, por lo tanto, no tiene autoridad para imponer sus normas a ningún país.
Es una organización internacional no gubernamental, compuesta por representantes de los organismos de normalización (ON) nacionales, que produce normas internacionales industriales y comerciales. Dichas normas se conocen como Normas ISO y su finalidad es la coordinación de las normas nacionales, en consonancia con el Acta Final de la Organización Mundial del Comercio, con el propósito de facilitar el comercio, facilitar el intercambio de información y contribuir con unos Estándares comunes para el desarrollo y transferencia de tecnologías.
JISC (Japanese Industrial Standards Committee)
JISC. Compuesto de muchos comités nacionales y desempeña papel central en las actividades de normalización en el Japón. La tarea de JISC es el establecimiento y mantenimiento de la JIS, la administración de acreditación y certificación, la participación y contribución en las actividades de normalización internacional, y el desarrollo de normas de medición y técnicas para la normalización de infraestructura.
Normas Oficiales Mexicanas en Metrología
| Título | Descripción |
| NOM-002-SCFI-1993 | Productos preenvasados, contenido neto, tolerancias y métodos de verificación. |
| NOM-005-SCFI-2005 | Instrumentos de medición - Sistema para medición y despacho de gasolina y otros combustibles líquidos - Especificaciones, métodos de prueba y de verificación. |
| NOM-007-SCFI-2003 | Instrumentos de medición - Taxímetros. |
| NOM-008-SCFI-2002 | Sistema General de Unidades de Medida. |
| NOM-009-SCFI-1993 | Instrumentos de medición - Esfigmomanómetros de columna de mercurio y de elemento sensor elástico para medir la presión sanguínea del cuerpo humano. |
| NOM-010-SCFI-1994 | Instrumentos de medición - Instrumentos para pesar de funcionamiento no automático - Requisitos técnicos y metrológicos. |
| NOM-011-SCFI-2004 | Instrumentos de medición - Termómetros de líquido en vidrio para uso general - Especificaciones y métodos de prueba. |
| NOM-012-SCFI-1994 | Medición de flujo de agua en conductos cerrados de sistemas hidráulicos - Medidores para agua potable fría - Especificaciones. |
| NOM-013-SCFI-2004 | Instrumentos de medición - Manómetros con elemento elástico - Especificaciones y métodos de prueba. |
| NOM-014-SCFI-1997 | Medidores de desplazamiento positivo tipo diafragma para gas natural o LP. Con capacidad máxima de 16 m3/h con caída de presión máxima de 200 Pa (20,40 mm de columna de agua) |
| NOM-030-SCFI-2006 | Información comercial - Declaración de cantidad en la etiqueta - Especificaciones. |
| NOM-038-SCFI-2000 | Pesas de clases de exactitud E1, E2, F1, F2, M1, M2 y M3. |
| NOM-040-SCFI-1994 | Instrumentos de medición - Instrumentos rígidos - Reglas graduadas para medir longitud - Uso comercial. |
| NOM-041-SCFI-1997 | Instrumentos de medición - Medidas volumétricas metálicas cilíndricas para líquidos de 25 ml hasta 10 L. |
| NOM-042-SCFI-1997 | instrumentos de medición - Medidas volumétricas metálicas con cuello graduado para líquidos con capacidades de 5 L, 10 L y 20 L. |
| NOM-044-SCFI-1999 | instrumentos de medición - Watthorímetros electromecánicos - Definiciones, características y métodos de prueba. |
| NOM-045-SCFI-2000 | Instrumentos de medición - Manómetros para extintores. |
| NOM-046-SCFI-1999 | Instrumentos de medición - Cintas métricas de acero y flexómetros. |
| NOM-048-SCFI-1997 | Alimentados con diferentes fuentes de energía. |
| NOM-127-SCFI-1999 | Instrumentos de medición - Medidores multifunción para sistemas eléctricos - Especificaciones y métodos de prueba. |
Regla 10:1 (Regla del 10%)
La regla del 10% dice que si la tolerancia de un elemento es t, entonces el instrumento utilizado para demostrar el cumplimiento de la especificación debe tener una incertidumbre igual o mejor que t/10. En la práctica a veces es difícil obtener incluso t/5 pero, cualquiera que sea la tolerancia y la incertidumbre, siempre es necesario tomar una decisión al respecto.
La norma relevante en esta materia es la UNE-EN ISO 14253-1:1999 - Especificación geométrica de productos . Inspección mediante medición de piezas y equipos de medida. Parte 1: Reglas de decisión para probar la conformidad o no conformidad con las especificaciones. (ISO 14253-1:1998)
Calibrador pasa—no pasa (Go-Not Go)
El calibrador Go/not go refiere a una herramienta de inspección usada para comprobar un objeto contra su permitido (tolerancias). Su nombre deriva de su uso: la galga en sí mismo tiene dos pruebas; el chequeo implica el objeto que tiene que pasar una prueba (pasa) y “falle” (no pasa).
Es una parte integral de calidad procese que se utiliza en la industria para asegurar la capacidad de intercambio de partes entre los procesos, o aún entre diversos fabricantes.
Una galga de No Go es una herramienta que mide que no vuelve a tamaño en el sentido convencional, aceptable (la pieza está dentro de tolerancia y puede ser utilizada) o es inaceptable (y debe ser rechazado).
Están bien adaptados para el uso en el área de la producción de la fábrica mientras que requieren poca habilidad o interpretación utilizar con eficacia y tener pocas o ningunas piezas móviles que se dañarán en el ambiente a menudo hostil de la producción.
TIPOS DE CALIBRADORES PASA-NO PASA
Galga de enchufe


Galga endurecida y molida de enchufe Galgas reemplazables del hilo de rosca y del enchufe
Estas galgas se refieren como galgas de enchufe. Están montados generalmente en piezas estándares donde está permutable la porción de la galga con la otra galga la cual junta las piezas bloques de galga y un cuerpo que utiliza collar para sostener las galgas firmemente. Para utilizar este estilo de galga, un extremo se inserta en la pieza primero y dependiendo del resultado de esa prueba, se intenta el otro extremo.
En la imagen derecha, la galga superior es una galga que se atornilla en la pieza que se probará, del hilo de rosca etiquetada pasa en el extremo donde entrará en la pieza completamente, y no pasa en el otro extremo.
La imagen más baja es una galga llana del enchufe usada para comprobar el tamaño de un agujero, el extremo verde es pasa, el rojo es no pasa. La tolerancia de la pieza que esta galga comprueba es 0.30m m donde está 12.60m m el tamaño más bajo del agujero y el tamaño superior es 12.90m m, cada tamaño fuera de esta gama está fuera de tolerancia. Esto se puede expresar inicialmente en las piezas que dibujan en un número de estilos, tres posibilidades puede ser:
-
12.75m m +/- 0.15m m
-
12.60m m +0.30 -0.00
-
12.90m m +0.00 -0.30
Galgas de broche de presión

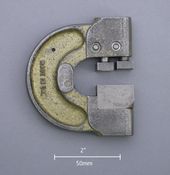
Galgas del hilo de rosca y del enchufe Galgas del hilo de rosca y del enchufe
Estas imágenes ilustran un tipo alternativo de galga. La galga rápida tiene cuatro yunques o quijadas, el primer el que está (exterior) se fija usando el límite superior (tolerancia) de la pieza y del sistema interno ajustados al límite más bajo de la partición.
El uso de esta galga puede ser más intuitivo que el tipo de enchufe. Una parte correctamente trabajada a máquina pasará el primer sistema de quijadas y parará en el segundo (extremo de la prueba). De este modo una pieza se puede llegar una acción, semejante de la galga del enchufe que necesita ser utilizada en la secuencia correcta y ser movida de un tirón para tener acceso a la segunda galga.
La imagen izquierda es una galga rápida llana usada para medir las distancias exteriores (diámetros), las demostraciones derechas de la imagen muestra dos vistas de una galga de broche de presión de hilo de rosca. Las galgas del broche de presión son útiles para la producción en masa.
CALIBRADORES FUNCIONALES
Calibrador que representa una pieza coincidente del "peor de los casos" que proporciona una evaluación simple de pasa / falla de la pieza inspeccionada. Los calibradores funcionales suelen poder inspeccionar rápidamente varias características a la vez como su forma y ajuste de una manera similar a su uso proyectado.
Normas de control.
Orientación
La orientación es el término general usado para describir la relación angular entre las características. Los controles de la orientación incluyen el paralelismo, la perpendicularidad, la oblicuidad, y en algunos casos el perfil. Todos los controles de la orientación deben tener datums.
No tiene ningún sentido de especificar un perno, por ejemplo, para ser perpendicular. El perno debe ser perpendicular a una cierta característica. La otra característica es el datum.
Cuando una superficie plana se controla con una zona de la tolerancia de dos planos paralelos, la superficie entera debe caer entre estos mismos . Cuando es deseable controlar solamente la orientación de la línea elementos individual de una superficie, una nota, tal como CADA ELEMENTO o CADA ELEMENTO RADIAL, se coloca debajo del marco del control de la característica. Cuando un eje es controlado por una zona cilíndrica de la tolerancia, el eje entero debe bajar dentro de la zona de la tolerancia. Aunque las hachas y los planos del centro de las características del tamaño se pueden orientar usando dos planos paralelos, en la mayoría de los casos, serán controladas por otros controles, tales como un control de la posición. El control de la posición es un control compuesto, que controla la localización y la orientación al mismo tiempo.
El paralelismo es la condición de una superficie o de un plano del centro, equidistante en todos los puntos de un plano del dato; también, el paralelismo es la condición de un eje, equidistante a lo largo de su longitud de unos o más planos del dato o de un eje del dato.
Localización
La localización es la función más importante del control de la posición, la cual es localizar datums en relación con de las características de una y otra. El control de la posición es uno del más versátil de los 14 controles geométricos el cual controla la localización y la orientación de las características del tamaño y permite el uso de la condición material máxima y de menos condición material a las características que son controladas y a las características del dato del tamaño.
los sujetadores especifican proyectó zonas de la tolerancia aplican el concepto de patrones múltiples de características demuestran el uso apropiado de tolerancia compuesta la cual demuestra el uso apropiado de dos características circulares de los agujeros de la tolerancia de los marcos del control de la característica del segmento de la tolerancia no paralela de los contrataladros en las características simétricas de la tolerancia del MMC en los sujetadores flotantes del MMC 125, debido a el número grande de los sujetadores usados para llevar a cabo piezas juntas, la tolerancia de roscado y los agujeros de separación pueden ser una de las actividades más frecuentes que un ingeniero realiza. A menudo, debido a la ignorancia, al hábito, o a ambos, sujetadores sea toleranced demasiado firmemente.
El sujetador oating consiguió su nombre del hecho de que el sujetador no sea refrenado por los miembros de los que son sujetados. ¿Es decir todas las piezas que son sujetadas juntas tienen agujeros de separación en los cuales la poder del sujetador? avena antes de ser apretado.
La fórmula oating del sujetador es T = H? F o H = F + T donde está la tolerancia T en el MMC, H es el diámetro del agujero en el MMC, y F es el diámetro en el MMC, el tamaño nominal del sujetador del sujetador. La tolerancia derivó de esta fórmula se aplica a cada agujero en cada partición. La fórmula oating del sujetador es simple recordar. El agujero tiene que ser más grande que el sujetador. La diferencia entre los tamaños del agujero y el sujetador es la tolerancia de la localización, como se muestra gráficamente en higo. 8-1. Cuadro sujetador flotante de T T Ø .270-.290 n.020m] de 8-1. H = F + T = .250 + .020 = .270 una vez que se hayan seleccionado el sujetador y la tolerancia, es algo fácil calcular el diámetro del agujero del MMC. Todos demasiado a menudo, muchos diseñadores utilizan simplemente una carta de la referencia para los sujetadores de tolerancia y tienen poco comprensión de cómo se derivan estos números. Si hay la duda sobre la cual la tolerancia a utilizar, especifica cero en el MMC. La tolerancia posicional cero proporcionará toda la tolerancia.
Agotamiento
El agotamiento es un control superficial. Las superficies de controles construidas alrededor de un eje del dato y las superficies se construyen perpendicular a un eje del dato. El agotamiento controla varias características de superficies de la revolución, tales como coaxialidad y circularidad, como esa superficie se rota sobre su eje del dato.
el agotamiento parcial explica el uso de las características múltiples del dato el significado de la cara y los datums del diámetro especifican controles geométricos a los refine las características del dato del refine explican la relación superficial entre las características controladas con agotamiento.
La definición del agotamiento es una tolerancia compuesta usada para controlar la relación funcional de unas o más características de una pieza a un eje del dato.
El agotamiento circular se aplica a cada elemento circular en la superficie de una pieza alrededor de su eje perpendicular a su eje del dato, mientras que la pieza se rota 360 sobre ese eje del dato. La tolerancia circular del agotamiento se aplica independientemente a cada línea del elemento circular en cada posición de la medida y se puede aplicar fácilmente a los conos construidos alrededor de un eje del dato. Donde aplicando a las superficies construidas a el agotamiento circular controla una combinación de variaciones en circularidad y coaxialidad.
El agotamiento total es un control compuesto que se aplica a todos los elementos en la superficie de una pieza alrededor de su eje perpendicular a su eje del dato, como la pieza se rota 360º sobre ese eje la tolerancia total del agotamiento se aplica simultáneamente a todo circular y favorece las posiciones de la medición
Perfil
El perfil es un control superficial. Es una herramienta de tolerancia de gran alcance y versátil. Puede ser utilizado para controlar apenas el tamaño y la forma de una característica, la orientación, y la localización de una característica de forma irregular. La tolerancia de perfil controla la orientación y la localización de características con formas inusuales, así como la tolerancia de la posición controla la orientación y la localización de agujeros o de pernos.
CONCLUSION
Creemos que las normas de medición son bastante útiles ya que facilitan la realización de productos y mas que eso ayudan a tener una mejor calidad siempre y cuando se respeten, es decir, no hacer mal uso de ellas.
En esta investigación realizada se obtuvo el conocimiento de las diferentes normas de medición que rigen en la metrologia y las diferentes normas que tiene cada país por decir algunas: ISO, NOM. DIN, JISC, etc. Además de su gran importancia que tienen en la industria.
Aparte de los diferentes instrumentos o mas bien herramientas utilizadas para la verificación de las mediciones que sean las adecuadas como lo son:
-
Calibradores funcionales
-
Calibradores pasa/no pasa
BIBLIOGRAFIAS
www.economia.gob.mx
2008 Octubre 20
http://www.economia.gob.mx/?P=2360
www.wikipedia.org
2008 Octubre 19
http://en.wikipedia.org/wiki/Go-NoGo_gauge
www.cem.es
2008 Octubre 22
http://www.cem.es/cem/es_ES/FAQ/faq.jsp#i714
www.toolingu.com
2008 Octubre 22
http://www.toolingu.com/definition-351310-30442-calibrador-funcional.html
www.toolingu.com
2008 Octubre 22
http://www.toolingu.com/definition-351200-30048-calibrador-funcional.html
http://site.ebrary.com/lib/gdc/Top?channelName=gdc&cpage=1&docID=10150074&f00=text&frm=smp.x&hitsPerPage=20&layout=document&p00=tolerancing+position&sortBy=score&sortOrder=desc
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 88.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=102
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 87.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=101
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=140
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 125.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=139
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 126.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 178.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=192
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 177.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=191
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 189.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=203
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 188.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=202
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
Cogorno, gene. Dimensioning geométrico y Tolerancing para el diseño mecánico.
Blacklick, OH, los E.E.U.U.: El publicar profesional de la McGraw-Colina, 2006. p 187.
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=201
© 2006 del copyright. El publicar profesional de la McGraw-Colina. Todos los derechos reservados.
1
Descargar
| Enviado por: | El Guero |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.