Tecnología
Normas de medición
INSTITUTO TECNOLOGICO DE CHIHUAHUA
METROLOGIA AVANZADA.
INTRODUCCION
Durante el desarrollo de esta investigación damos a conocer el uso de las normas de medición, la cual nos ayuda a obtener nuestro trabajo y pueda ser mejor, con mayor precisión, ya que cumplirá con los estándares requeridos para la certificación. Además podemos conocer que el uso adecuado de estas normas nos puede llevar a un mejor camino durante el desarrollo profesional, ya que nos pone en un lugar competitivo con los demás diseñadores.
Se da a conocer que por medio de los calibradores funcionales como los pasa, no-pasa podemos verificar de manera mas fácil y especialmente mas rápida, se puede conocer si una determinada pieza está dentro de los límites requeridos o no esta dentro de ellos, puesto que durante la producción de algún producto en especial se necesita saber si está bien elaborada o no lo esta, y en ese momento poder continuar con nuestro proceso.
También se puede utilizar el diseño asistido por computadora que en este caso será CAD, como una serie de herramientas que nos ayuda a nosotros los ingenieros, arquitectos y otros profesionistas para diseñar de manera rápida y correcta una pieza, después de esto se puede llevar a elaborar de manera real la fabricación por medio del CAM, todo esto debe de estar dentro de las normas establecidas vigentes que se nos mostraran y su sistemas de unidades.
INDICE.
LIMITES DE PASA, NO-PASA. 3
TIPOS DE CALIBRADORES PASA, NO-PASA. 6
CALIBRADORES FUNCIONALES 7
NORMAS DECONTROL 7
ORIENTACION 7
PARALELISMO 7
PERPENDICULARIDAD 9
Plano de tangente 10
ANGULARIDAD 12
LOCALIZACION Y POSICION. 13
Importancia de tamaño de característica 14
Condición máxima de material 16
PERFIL 17
APLICACIÓN DE DATOS 17
VARIACION 17
VARIACION CIRCULAR 18
VARIACION TOTAL 18
ESPECIFICACION DE VARIACION Y VARIACION PARCIAL 18
CONTROL ESTADISTICO DE PROCESOS. 19
USO DE PROGRAMAS CAD/CAM. 20
NORMAS DE MEDICION. 21
NORMALIZACION 22
NORMAS. 22
PATRONES DE LONGITUD 23
INSTRUMENTOS DE DESPLAZAMIENTO 25
INSTRUMENTOS Y PATRONES INSTRUMENTOS 27
INSTRUMENTOS DIVERSOS 28
LISTADO OFICIAL DE LAS NORMAS MEXICANAS EN MATERIAL DE METROLOGIA 30
CONCLUSION 33
Regla del 10% o regla 10:1
Esta regla especifica que si la tolerancia de una pieza es “t” (variable), entonces el instrumento utilizado al demostrar el cumplimiento de la especificación debe tener una incertidumbre igual o mejor que t/10.
La norma utilizada en esta materia es la UNE-EN ISO 14253-1:1999 - Especificación geométrica de productos (GPS). Inspección mediante medición de piezas y equipos de medida. Reglas de decisión para probar la conformidad o no conformidad con las especificaciones. (ISO 14253-1:1998).
Limites de pasa o no pasa.
Son dispositivos con tamaño estándar establecido, que realizan inspecciones físicas de las características de una pieza, para determinar si la característica de ésta, sencillamente pasa o no pasa la inspección. Por lo que no se hace ningún esfuerzo de determinar el grado exacto de error en la pieza a medir, por lo tanto determina si una parte simplemente encaja o no.
Este es un método rápido para medir roscas externas y consiste en un par de anillos roscados pasa, no- pasa, estos calibres se fijan a los límites de la tolerancia de la parte. Su aplicación simplemente es atornillarlos sobre la misma. El de pasa debe entrar sin fuerza sobre la longitud de la rosca y el de no pasa no debe introducirse más de dos hilos antes de que se atore, también hay calibres roscados pasa, no-pasa para la inspección de roscas internas.
En lo que respecta al diámetro del mayor cilindro perfecto imaginario, el cual se inscribe dentro del agujero de modo que contacte justamente los puntos altos de la superficie, no deberá se un diámetro menor que el límite de tamaño pasa; adicionalmente el máximo diámetro en cualquier posición dentro del agujero no debe exceder el limite de tamaño no pasa.
En pernos, el diámetro del menor cilindro perfecto imaginario, el cual puede circunscribirse alrededor del perno de modo que contacte justamente los puntos mas altos de la superficie, no deberá ser un diámetro mayor que el límite de tamaño pasa. Además el mínimo diámetro en cualquier posición sobre el perno no debe ser menor que el límite de tamaño no pasa.
La interpretación anterior describe que si el tamaño del agujero o perno está en cada punto en su límite pasa, entonces el agujero o perno deberá ser perfectamente redondo o recto.
Un sistema correcto de calibres límite para inspeccionar pernos y agujeros, de acuerdo con este principio un agujero debería ensamblar correctamente con un perno patrón cilíndrico pasa, hecho al límite pasa especificado del agujero y de una longitud al menos igual a la longitud de ensamble del agujero y perno. El agujero se mide o se inspecciona para verificar que su diámetro máximo no sea mayor que el límite no-pasa. Por último el eje se mide o se inspecciona para verificar que su diámetro mínimo no sea menor que el límite no pasa.
Los calibres pasa con la condición de material máximo y los calibres no pasa con la condición de material mínimo, servirán para establecer las tolerancias del fabricante y el desgaste del calibre.
http://www.mitecnologico.com/Main/CalibradorDePasaONoPasa
Tipos de calibradores Pasa, No-pasa,
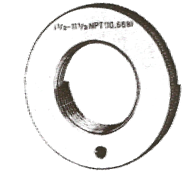

Figura A. Calibradores para roscas.

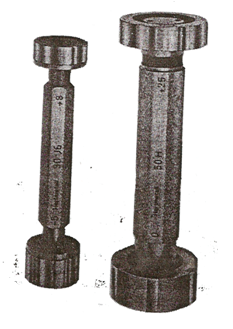
Figura B. Calibradores para agujeros.
Calibradores funcionales
Representa una pieza coincidente del "peor de los casos" que proporciona una evaluación simple de pasa - falla de la pieza inspeccionada, estos calibradores funcionales suelen poder inspeccionar rápidamente varias características a la vez. Estos calibradores especifican en la pieza de manera rápida, su forma y ajuste de una manera similar a su uso proyectado.The Functional Fixture Hole Location Gage provides the means to locate the part based on part or machine requirements utilizing geometric, dimensioning and tolerancing (GD&T) practices. Gaging units are applied to specific features of the part providing results based on criteria of a good or bad part condition according to customer specifications. El agujero de fijación funcional proporciona los medios para localizar a la parte sobre la base de una parte o la máquina utilizando los requisitos geométricos, dimensionamiento y tolerancia.
http://www.toolingu.com/definition-351310-30442-calibrador-funcional.html
http://triadgages.com/Functional%20FIXTURE%20GAGES.htm
NORMAS DECONTROL
ORIENTACION
La orientación es el término general usado para describir la relación angular entre las características. Los controles de la orientación incluyen el paralelismo, la perpendicularidad y en algunos casos favorables la oblicuidad, todos los controles de la orientación deben tener datos. No tiene ningún sentido especificar un perno, por ejemplo, el perno debe ser perpendicular a una cierta característica de otra característica.
PARALELISMO
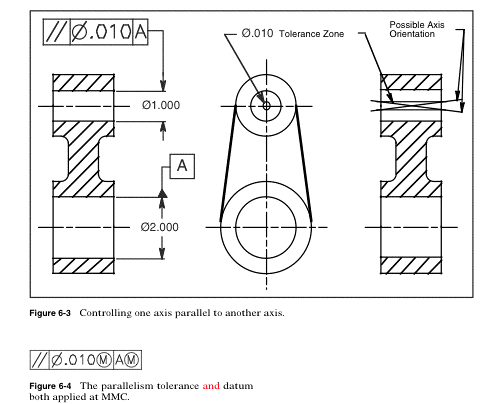
La definición del paralelismo es la condición de una superficie o de un plano del centro, equidistante en todos los puntos de un plano de dato; también, el paralelismo es la condición de un eje, equidistante a lo largo de su longitud de uno o más planos de dato o de un eje del dato.
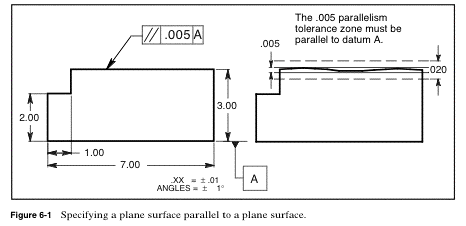
Al Especificar el paralelismo en la superficie da una visión donde la superficie debe ser controlada, aparece como una línea, un marco del control de la característica se da a la superficie con una línea de extensión, según las indicaciones de fig. 6-1. El marco del control de la característica contiene un símbolo del paralelismo, una tolerancia numérica, y por lo menos un dato. La superficie del dato es identificar con un símbolo la característica del dato. La tolerancia del paralelismo debe ser referente a la tolerancia del tamaño y debe ser menor que la tolerancia del tamaño. La característica del tamaño puede no exceder el límite material máximo de la condición (MMC), el grueso en cada tamaño local real debe bajar dentro de los límites de tamaño.
Interpretación. La superficie que es controlada en fig. 6-1 se debe mantener entre dos planos paralelos separados por la tolerancia del paralelismo de .005 en el marco del control de la característica. La zona de la tolerancia debe también ser paralela al plano de dato. Además, la superficie debe deshacerse dentro de la tolerancia del tamaño en los dos planos paralelos en .020de tolerancia, la parte entera deben tener entre dos planos paralelos 1.020. Según fig. 6-1.
PERPENDICULARIDAD
Es la condición de una superficie, de un eje, o de un plano del centro, que esté a 90 grados.
ESPECIFICAR LA PERPENDICULARIDAD DE UNA SUPERFICIE
En una visión donde la superficie es controlada, aparece como línea, un marco del control de la característica, se da a la superficie con una línea de extensión, según las indicaciones de fig. 6-5. El marco del control de la característica contiene un símbolo del perpendicularidad, una tolerancia numérica, y por lo menos un dato. La característica del dato es identificar con un símbolo la característica del dato.
Interpretación. La superficie que se mantiene controlada de la necesidad entre dos planos paralelos se separó por la tolerancia de la perpendicularidad de .010, especificada en el marco del control de la característica. También, la zona de la tolerancia debe ser perpendicular al dato en el plano. Todas las características del tamaño de la pieza deben caer dentro de los límites de tamaño y pueden no exceder el límite de la forma perfecta en el MMC, regla #1
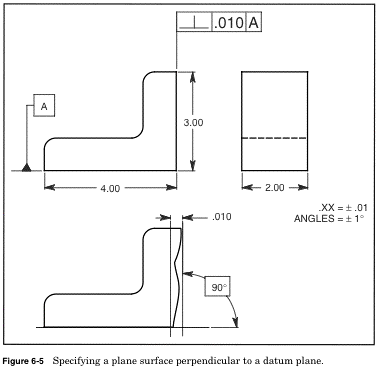
No hay límite de la orientación perfecta en el MMC para la perpendicularidad, los 90 grados de los ángulos en la pieza también tienen una tolerancia. La tolerancia de la oblicuidad del bloque de título controla todos los ángulos, incluyendo los de 90, que no tienen tolerancia de otra manera. Puesto que el control de la perpendicularidad se aplica a una superficie, ningún símbolo de material de la condición se aplica.
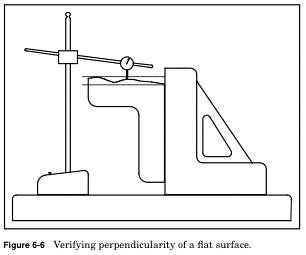
Inspección. La superficie del dato se afianza con abrazadera en una placa de ángulo que se siente en una placa superficial. Entonces, según las indicaciones de fig. 6-6, de verificación de perpendicularidad.
Plano de tangente
El símbolo del plano de tangente (círculo T) en la especificación del marco del control de la característica, es que la tolerancia de perpendicularidad aplicada al plano de la precisión que entra en contacto con el punto elegido de la superficie. Aunque las irregularidades superficiales exceden la tolerancia de la perpendicularidad, hay un plano de precisión que entra en contacto con el punto elegido de una superficie, esta cae dentro de la especificación de la zona de tolerancia de superficie que está en tolerancia.
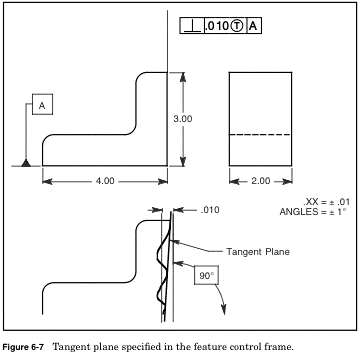
El plano de tangente de la superficie de tolerancia en la fig. 6-7 entra dentro de la zona de la tolerancia. El concepto del plano de tangente permite la aceptación de más piezas
ANGULARIDAD
Definición de angularidad: Es la condición de una superficie, de un eje, o de un plano del centro en una especificación de ángulo, con excepción del plano paralelo o perpendicular a uno del dato o a un eje del dato.
Interpretación. La superficie que es controlada en fig. 6-10 debe entrar entre dos planos paralelos separados por la tolerancia de la oblicuidad de .010 en el marco del control de la característica. La zona de la tolerancia debe estar especificada un ángulo básico de 30 al plano de dato. Todas las características del tamaño de la pieza deben caer dentro de los límites de tamaño y pueden no exceder el límite de la forma perfecta en el MMC.
No hay límite de la orientación perfecta en el MMC para la oblicuidad. Los ángulos de 90 en la pieza también tienen una tolerancia. La tolerancia de la oblicuidad del bloque de título controla todos los ángulos, incluyendo de 90, a menos que sea de otra manera especificada.
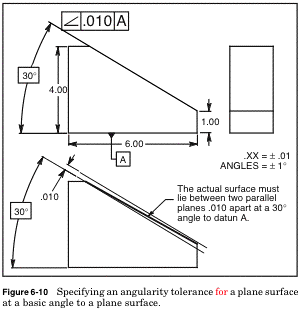
Al especificar la oblicuidad de la superficie en una visión donde la superficie debe ser controlada aparece como línea, un marco del control de la característica se junta a la superficie con una línea de extensión. Si se utiliza una línea de extensión, necesita entrar en contacto con solamente el marco del control de la característica en una esquina, según las indicaciones de fig. 6-10. El marco del control de la característica contiene un símbolo de la oblicuidad, una tolerancia numérica, y por lo menos un dato. La tolerancia numérica para la superficie que es controlada, es especificada como dimensión lineal porque genera una zona uniforme formada de la tolerancia. A más o menos tolerancia de la oblicuidad no se utiliza esta.
LOCALIZACION Y POSICION.
Definición: La tolerancia de la posición se puede ver de cualquiera de las dos maneras siguientes: Una zona teórica de la tolerancia situada en la posición verdadera de la característica de tolerancia dentro de la cual el punto central, el eje, o el plano del centro de la característica pueden variar de la posición verdadera de las zonas de la tolerancia, estas son teóricas y no aparecen en dibujos. Una zona de la tolerancia se ha demostrado aquí para los propósitos de la ilustración.

Inspección. Comienzo de la inspección con la medición del diámetro de agujero. Si el diámetro mide 2.012, está dentro de la tolerancia del tamaño, entre Ø 2.000 y Ø 2.020. El paso siguiente es medir la localización y la orientación del agujero. La pieza es afianzada con abrazaderas en un marco de referencia del dato trayendo un mínimo de tres puntos en la superficie de la característica primaria del dato, en contacto con el plano de dato primario, un mínimo de dos puntos en la superficie de la característica secundaria del dato en contacto con el plano de dato secundario, y un mínimo de un punto en la superficie de la característica tercera del dato en contacto con el tercer plano de dato. Después, el calibrador de perno más grande al estar dentro del agujero se utiliza para simular el sobre acoplamiento real. El sobre acoplamiento real para una característica interna del tamaño, son la contraparte más grande, similar y perfecta de las características que pueden estar inscritas dentro de la característica de modo que apenas entre en contacto con la superficie del agujero en los puntos más altos. Según las indicaciones de fig. 7-3, la distancia de la placa superficial dato B.
En la etapa del calibrador de perno se miden las medidas, también se toman a lo largo del calibrador de perno para determinar que el agujero está dentro de la tolerancia de perpendicularidad a la placa de ángulo, el dato A, suponen que la distancia de la placa superficial a la tapa del perno es 3.008. Que la medida menos la mitad del diámetro del calibrador de perno iguala la distancia del dato B, al eje real del agujero, 3.008 (2.012/2) 2.002. La distancia de la posición verdadera al eje real del agujero en la dirección vertical es .002.
Con la pieza todavía afianzada con abrazadera a ella, la placa de ángulo se gira 90 grados, y la distancia del dato C al eje real del agujero es medido repitiendo el procedimiento anterior de la medida. Si la distancia de la posición verdadera al eje real en la dirección horizontal es .002, el eje real es .002 encima y .002 de encima de la posición verdadera que requiere un diámetro de la zona de la tolerancia de menos de .006 en diámetro, en conformidad con la .010 zona cilíndrica de la tolerancia del diámetro demostrada en fig. 7-3. El agujero está dentro de tolerancia.

Importancia de tamaño de característica
El RFS solicita automáticamente características del tamaño, donde no hay especificación del símbolo material especificado de la condición. Puesto que no hay símbolo material de la condición especificado en el marco del control de la característica en fig. 7-1, la modificación del RFS se aplica automáticamente a la localización y a la orientación del agujero. Es decir la tolerancia de la posición es Ø.010 no importa qué el tamaño el agujero exceda. El tamaño de característica puede estar donde quiera entre un diámetro de 2.000 y 2.020, y la tolerancia sigue siendo Ø .010.
Dónde las características del dato del tamaño son especificadas en el RFS, el dato es establecido por el contacto físico entre la superficie del equipo de proceso y la superficie de la característica del dato. Allí no hay tolerancia del cambio para las características del dato especificado en el RFS. Un dispositivo de tolerancia a el cual puede ser ajustado entre el tamaño de la característica del dato, tal como un tornillo, o mandril ajustable que se utiliza para colocar la partición. En fig. 7-4, el diámetro exterior, dato B, es especificado en el RFS. El patrón de características es examinado poniendo el diámetro exterior en un dispositivo de arrojamiento y el patrón de agujero sobre un sistema de pernos virtuales de la condición. Si la pieza se puede fijar dentro de este calibrador y todos los tamaños de característica están dentro de tolerancia del tamaño, el patrón es aceptable.

Condición máxima de material
La única diferencia entre las tolerancias en Fig.7-3 y Fig.7-5 es la modificación del MMC, la especificación después de la tolerancia numérica en el marco del control de la característica del marco del control. El MMC es la condición de material más común usada y es de uso frecuente cuando las piezas deben ser montadas. Suponga que el agujero de Ø 2.000 en fig. 7-5 está examinado; el diámetro real se encuentra para ser 2.012, y el eje real se encuentra para ser .006 encima y .008 de encima de posición verdadera. Aplicando el teorema pitagórico a éstos coordina, él se determina fácilmente que el eje real es .010 lejos de la posición verdadera. Para ser aceptable, esta parte requiere una zona cilíndrica de la tolerancia centrada en la posición verdadera de por lo menos .020 en diámetro. La tolerancia es solamente Ø .010, pero allí es un MMC modificado; por lo tanto, la tolerancia de la prima está disponible. Las fórmulas siguientes se utilizan para calcular la tolerancia de la prima y para sumar tolerancia posicional en el MMC, La prima iguala la diferencia entre el tamaño de característica y el MMC reales.

Cuándo los cálculos en el cuadro 7-1 se terminan, la tolerancia posicional total es de .022. Otra manera de examinar el agujero, es en el MMC, con un calibrador funcional demostrado en fig. 7-6. Un calibrador funcional para esta parte, es un marco de referencia del dato perpendicular colocando un perno virtual de la condición al dato A, situado 2.000 pulgadas básicas para arriba del dato B y 3.000 pulgadas básicas encima del dato C. Si la pieza se puede fijar sobre el perno y colocado contra el marco de referencia del dato en la orden de la precedencia apropiada, después el agujero está en tolerancia. Un calibrador funcional representa la partición de acoplamiento. Es muy conveniente cuando se comprueban una gran cantidad de piezas o cuando requieren a los operadores inexpertos comprobar piezas. Las dimensiones en dibujos del calibrador son tolerancias básicas. La tolerancia para las dimensiones básicas es la tolerancia del diámetro de los fabricantes de calibradores.
PERFIL
Este es favorable en un control superficial. Es una herramienta de tolerancia de gran alcance y versatilidad. Puede ser utilizado para controlar el tamaño y la forma de una característica o el tamaño, la forma, la orientación, y la localización de una característica de forma irregular. La favorable tolerancia controla la orientación y la localización de características con formas inusuales, mucho como la tolerancia de la posición controla la orientación y la localización de agujeros o de pernos.
Especificar perfil.
La vista de perfil o de la sección de vista de una parte está dimensionada con dimensiones básicas. Un verdadero problema puede ser de las dimensiones básicas de tamaño, las dimensiones básicas coordinan, radios de base, base angular de dimensiones, fórmulas, dibujos. La superficie de control y la tolerancia con una extensión o una línea de dimensión es inapropiado. Los controles de superficie, zonas de tolerancia cilíndricos y las condiciones materiales no son aplicables en la tolerancia de la sección de función de control.
Aplicación de Datos
Las tolerancias pueden tener o no datos. El programa le da una superficie de control por lo general requiere un dato para orientarse correctamente y localizar la superficie. La aplicación de datos para el proceso de control es muy similar a la aplicación de datos para el puesto de control. Esta superficie está orientada perpendicularmente al plano de referencia A y situado a la agujero, dato B, en condición de máximo material (MMC). Las condiciones de materiales para aplicar los datos, son características de tamaño. Estos datos por lo general no son utilizados para la sección de una línea sólo cuando la sección transversal está siendo controlada.
Variación
Definición: Es un compuesto utilizado para la tolerancia de control de la relación funcional de una o más características de una parte de un eje de referencia.
Variación circular
Variación circular se aplica a cada elemento circular en la superficie de una parte bien construido alrededor de su eje de referencia o perpendicular a su eje de referencia, mientras que la parte se gira 360 grados acerca del eje de referencia. La tolerancia de variación circular se aplica independientemente a cada elemento de la línea circular en cada posición de medida y pueden ser fácilmente aplicados a los conos y la curva, construyendo en torno a un eje de referencia. Cuando se aplica a las superficies construidas en torno a un eje de referencia, el control circular de variación da una combinación de variaciones en la circularidad y coaxialidad.
Variación total
Variación total es un compuesto de control que se aplica a todos los elementos en la superficie de una parte, ya sea en torno a su diámetro de su eje o perpendicular al eje de su diámetro, esta parte se gira 360 grados acerca del eje de referencia. La medición de posiciones cuando se aplica a las superficies construidas en torno a un eje de referencia, el total de controles de variación a una combinación de coaxial, circularidad, rectitud, angular, cónicas, en sus variaciones de la superficie, se aplican superficies a 90 grados respecto al eje de referencia.
Especificar variación y variación parcial
En algunos casos poco frecuentes, la función de control de marco puede asociarse a la ampliación de la línea de una dimensión si la superficie a ser controlada es pequeña o inaccesible. La función de control consiste en especificar en su marco una variación del símbolo, el número tolerancia, y por lo menos un dato. No son apropiados otros símbolos en la función de control de marco. Desde la variación de una superficie de control, el material no se aplica, en consecuencia, en efecto, se aplica independientemente de su tamaño de característica. Cuando la variación es necesaria para sólo una parte de una superficie, una línea se dibuja, por un lado, junto a la parte de la superficie y se le pone una dimensión básica.
www.bivitec.com/ebrary/geometric and
Control Estadístico de Procesos (llamado también C.E.P).
El Control Estadístico de Procesos es una herramienta estadística utilizada en el puesto de trabajo para conseguir el producto adecuado en la primera. Con el procedimiento del C.E.P. se pretende cubrir 3 objetivos:
Seguimiento y vigilancia del proceso
Reducción de la variación
Menos costo por unidad
En cualquier proceso productivo, existirá una cierta variabilidad natural, que no se puede evitar, esta variabilidad, es el efecto acumulado de muchas pequeñas causas de carácter incontrolable. Cuando esta sea relativamente pequeño consideraremos aceptable el nivel de funcionamiento del proceso y diremos que la variabilidad natural es originada por un `sistema estable de causas de azar”.
Un proceso sobre el que solo actúan causas de azar se dice que está bajo un control estadístico de procesos. Existen causas de variabilidad que pueden estar, ocasionalmente, presentes y que actúan sobre el proceso, estas causas se derivan, fundamentalmente, de tres fuentes:
Ajuste inadecuado en la maquinaria.
Errores de personal que operan o instalan las máquinas.
Materia prima defectuosa.
Alcanzar un estado de C.E.P. puede requerir gran esfuerzo. Una vez alcanzado el C.E.P. podremos utilizar la información de dicho control como base para estudiar el efecto de cambios planificados en el proceso de producción y así lograr el objetivo de mejorar la calidad del antes mencionado.
Las herramientas comúnmente usadas en el proceso estadístico incluyen:
Organigramas.
Gráficas de funcionamiento.
Gráfica y análisis de pareto.
Diagramas de causa-efecto.
Histogramas de la frecuencia.
Gráficas de Control.
Estudios de la capacidad de proceso.
Planes de muestreo de aceptación.
Uso en programas CAD/CAM.
CAD (o diseño asistido por computador u ordenador remoto), abreviado como DAO (Diseño Asistido por Ordenador) pero más conocido por sus siglas inglesas CAD (Computer Aided Design), es el uso de un amplio rango de herramientas computacionales que asisten a ingenieros, arquitectos y a otros profesionales del diseño en sus respectivas actividades. También se llega a encontrar denotado con una adicional en las siglas CAD, diseño y bosquejo asistido por computadora.
Los usos de estas herramientas varían desde aplicaciones de dibujo en 2 dimensiones (2D) hasta modeladores en 3 dimensiones (3D) a través del uso de modeladores de sólidos. Se trata básicamente de una base de datos de entidades geométricas (puntos, líneas, arcos, etc.). Permite diseñar en dos o tres dimensiones, mediante geometría y trigonometría alámbrica; como, puntos, líneas, arcos, serpentinas, superficies, sólidos, etc. para obtener un modelo.
De los modelos pueden obtenerse planos con cotas y anotaciones para generar la documentación técnica específica de cada proyecto.
El CAM (Manufactura asistida por computadora), la cual hace referencia al uso de un extenso abanico de herramientas basadas en los ordenadores que ayudan a ingenieros, arquitectos y otros profesionales dedicados al diseño en sus actividades. Los datos creados con el CAD, se mandan a la máquina para realizar el trabajo, con una intervención del operador mínima.
Algunos ejemplos de CAM son: el fresado programado por control numérico, soldadura automática de componentes SMD en una planta de montaje, implica el uso de computadores y tecnología de cómputo para ayudar en todas las fases de la manufactura de un producto, incluyendo la planeación del proceso y la producción, maquinado, calendarización, administración y control de calidad. El sistema CAM abarca muchas de las tecnologías. Debido a sus ventajas, se suelen combinar el diseño y la manufactura asistidos por computadora en los sistemas CAD/CAM.
Esta combinación permite la transferencia de información dentro de la etapa de diseño a la etapa de planeación para la manufactura de un producto, sin necesidad de volver a capturar en forma manual los datos sobre la geometría de la pieza. La base de datos que se desarrolla durante el CAD es almacenada; posteriormente ésta es procesada por el CAM, para obtener los datos y las instrucciones necesarias para operar y controlar la maquinaria de producción, el equipo de manejo de materiales y las pruebas e inspecciones automatizadas para establecer la calidad del producto.
Una función de CAD/CAM importante en operaciones de maquinado, es la posibilidad de describir la trayectoria de la herramienta para diversas operaciones, como por ejemplo torneado, fresado y taladrado con control numérico.
En cualquier momento es posible modificar la trayectoria de la herramienta, para tener en cuenta otras formas de piezas que se vayan a maquinar. También, los sistemas CAD/CAM son capaces de codificar y clasificar las piezas en grupos que tengan formas semejantes, mediante codificación alfanumérica.
El surgimiento del CAD/CAM ha tenido un gran impacto en la manufactura al normalizar el desarrollo de los productos y reducir los esfuerzos en el diseño, pruebas y trabajo con prototipos: ha hecho posible reducir los costos en forma importante, y mejorar la productividad.
Algunas aplicaciones características del CAD/CAM son las siguientes:
Calendarización para control numérico, control numérico computarizado y robots industriales.
Dados para operaciones de trabajo de metales, como dados complicados para formado de láminas, y dados progresivos para estampado.
Diseño de herramientas y electrodos para electroerosión.
Control de calidad e inspección; como máquinas de medición por coordenadas programadas en una estación de trabajo CAD/CAM.
Planeación y Calendarización de proceso.
Distribución de planta.
Normas de medición.
La vida civilizada implica una serie de reglamentos, costumbres y leyes que nos permiten vivir en comunidad, con un comportamiento honesto y de respeto. Estos reglamentos se les pueden llamar de cierta forma normalización que básicamente es una comunicación entre producto y consumidor.
Normalización.
La normalización es la actividad que fija las bases para el presente y el futuro esto con el propósito de establecer un orden para el beneficio y con el concurso de datos interesado.
En resumen la normalización es el proceso de elaborar y aplicar las normas. Para la asociación estadounidense para pruebas de material (ASTM) por sus siglas en ingles, se define como una aproximación ordenada a una actividad específica, para el beneficio y con la cooperación de todos lo involucrados.
Normas.
Es la misma solución que se adopta para resolver un problema repetitivo, es una referencia respecto a la cual se juzgará un producto en este caso una medida
Objetos de la normalización.

Patrones de Longitud
| Instrumento | Internacionales | Alemanas | Japonesas | Mexicanas | Americanas | Británicas | Francesas |
| Anillos Patrón | ISO 1938 | DIN 2250, 2253 | JIS B 7420 |
|
|
|
|
| Barra de Referencia con extremos esféricos |
|
|
|
|
| BS 5317 | NFE11-015 |
| Barra de Prueba |
|
| JIS 7545 |
|
|
|
|
| Bloques Patrón | ISO 3650 | DIN 861/1 | JIS B 7506 | NMX CH-86 | ANSI/ASME B89.1.9M FED.ESP.GGG G-15c | BS 4311-1, 2,3 | NFE11-010
|
| Calibre para conos Morse |
| DIN 228, 229, 230, 234, 235, 2221,2222 | JIS B 3301
|
| ANSI B5.10
| BS 1660
| NFE02-310-319 |
| Calibre límite |
|
| JIS B 7420 |
|
|
|
|
| Cinta de Tela para medición |
|
| JIS B 7522 |
|
|
|
|
| Cinta de acero para medición | OIML, 35 | DIN 6403 | JIS B 7512 |
|
|
|
|
| Escala Estándar |
|
| JIS B 7541 |
|
|
|
|
| Escala lineal |
|
| JIS B 7450 |
|
|
|
|
| Latinas |
| DIN 874/2 | JIS B 7524 |
|
|
|
|
| Mangos para calibres límite de roscas |
| JIS B 3102 |
|
| ANSI-ASME B47.1 |
|
|
| Patrón de Herradura |
| DIN 7162, 7163 |
|
|
|
|
|
| Patrón de Profundidad- Patrón de penetración |
|
|
|
|
| BS 2634 /1,2,3, | NF-ISO 5436 |
| Patrón de Newton |
|
| JIS B 7433 |
|
|
|
|
| Patrón de rugosidad | ISO 5436 | DIN 4769/1 |
|
|
| BS 6393 | NF-ISO 5436 |
| Patrón estriado |
| DIN 58420 |
|
| ANSI B 92 | BS 5686 | E22-131 E22-142 |
| Patrón liso | ISO 1938 | DIN 2231-2233 DIN 2239-2240 DIN 2245-2250 DIN 2253-2254 DIN 2259,7162 , 7162 | JIS B 7420 | ANSI B 4.4M ANSI/ASME B47.1, B 89.1.6 |
| BS 969 BS 1044 | NFE02-200-203 NFE02-206-207 NFE11-020-022 NFE11-030-031 NFE11-033 |
| Patrón roscado | ISO R 1501, 1502 ISO 68, 5408, 261, 262, 228, 724, 965, 1502, 1478, 7 PART 1 | DIN 13/17 DIN 103/9 DIN 259, 2241 DIN 2278, 2285 DIN 2299, 2999 DIN 40401 | JIS B 0251, 0252, 0253, 0254, 0255, 0256, 0362, 0261 |
| ANSI ASME 1.1, 1.2 B 1.13 M B 1.16M B 1.21M B 1.22M B 1.19M B 1.20M B 1.13M | BS 21, 919 | NFE03-151-154 NFE03-161-165 NFE03-619-621 NFE11-029, 032 |
|
| and 2 |
|
|
| B 1.2 B 1.20 |
|
|
| Perno patrón liso |
|
|
|
|
|
| E11-018 |
| Pernos para medición (juego) |
| DIN 2269 |
|
|
| BS 5590 | E11-017 |
| Regla con filo |
| DIN 874/2 |
|
|
| BS 5204/1-2 | NFE11-104 |
| Reglas de acero | OIML 35 OIML R 98 | DIN 867 /866 /874 874-1 | JIS B 7516 JIS B 7541 |
|
| BS 5204/1-2 | NFE11-105 |
|
|
|
|
|
|
|
|
|
Instrumentos de Desplazamiento
| Instrumento | Internacionales | Alemanas | Japonesas | Mexicanas | Americanas | Británicas | Francesas |
| Cabeza Micrométrica |
|
| JIS B 7504 |
|
|
|
|
| Calibrador Vernier | ISO 3599 ISO 6906 | DIN 862 | JIS B 7507 | NMX CH-54 NMX CH-02 | FED.ESP. GGG-111a | BS 887 | NFE11-091 |
| Calibrador Vernier para dientes engrane |
|
| IS 7531 |
|
|
|
|
| Indicador de Carátula |
| DIN 878, 879/1,3 | JIS B 7503, 7509 |
| ANSI B89.1.10M | BS 907, 1054 | NFE-050 |
| Indicador de carátula de Palanca |
| DIN 2270 | JIS B 7533 |
| MIL-1-1842D |
| E11-053 |
| Medidor de agujeros con indicador de carátula |
|
| JIS B 7515 |
|
|
|
|
| Medidor de alturas |
|
| JIS B 7517 | NMX-CH-141 | FS GGGC-111a | BS 3731 | NFE11-106 |
| Medidores Neumáticos |
| DIN 2271 | JIS B 7535 |
|
|
|
|
|
|
| /1,-2-3-4 |
|
|
|
|
|
| Maestro de alturas | ISO 7863 |
|
|
|
|
|
|
| Microindicadores |
| DIN 879 | JIS B 7519 |
|
|
|
|
| Micrómetro de interiores con tres puntos de contacto |
| DIN 863/4
|
| NMX CH-92
|
|
| E11-099,208 |
| Micrómetro de Profundidades |
| DIN 863/2 | JIS B 7544 |
| FS GGG C-105 |
|
|
| Micrómetro indicativo |
|
| JIS B 7520 |
|
|
|
|
| Micrómetro microscópico |
|
| JIS B 7150 |
|
|
|
|
| Micrómetro para exteriores | ISO 3611 | DIN 863/1,3 | JIS B 7502 | NMX CH-99 | FED.ESP. GGG-C- | BS 870, 1734 | NFE11-090,095 |
| Micrómetro para interiores tipo tubular | ISO 9192 | DIN 863/4 | JIS B 7508 | NMX CH-93 | FED.ESPGGG-C-105c | BS 959 | NFE11-090 E11-098,207 |
| Micrómetro para medición de engranes |
|
| JIS B 7530 |
|
|
|
|
| Vernier de profundidades |
| DIN 863/2 | JIS B 7518 |
| MIL-STD-120 | BS 6365 | NFE11-096 |
Instrumentos y Patrones de ángulo
| Instrumento | Internacionales | Alemanas | Japonesas | Mexicanas | Americanas | Británicas | Francesas |
| Autocolimador |
|
| JIS B 7538 |
|
|
| NFE11-303 |
| Codificador angular |
|
|
|
|
|
| NFE11-066,067 |
| Escuadra |
| DIN 875 | JIS B 7526 | NMX CH-62 |
| BS 939 |
|
| Escuadra Cilíndrica |
|
| JIS B 7539 |
|
| BS 939 | NFE11-103 |
| Escuadra de carpintero |
|
| JIS B 7534 |
|
|
|
|
| Escuadra de combinación |
|
|
|
| FED.ESP. GGG S-656b |
|
|
| Mesa Indexada |
|
|
|
|
|
| NFE11-305 |
| Nivel de exactitud |
| DIN 877, 2276/1 | JIS B 7511 |
|
| BS 958 | NFE11-301 |
| Nivel electrónico |
|
|
|
|
| BS 2276/2 | NFE11-302 |
| Nivel Tubular |
|
| JIS B 7901 |
|
|
|
|
| Reglas de senos |
| DIN 2273 | JIS B 7516 | NMX CH-63 |
| BR 4372 | NFE11-304 |
| Transportador |
|
|
|
|
|
| NFE11-300 |
Instrumentos Diversos
| Instrumento | Internacionales | Alemanas | Japonesas | Mexicanas | Americanas | Británicas | Francesas |
| Bloque en V |
| DIN 2274 | JIS B 7540 |
|
|
| NFE11-102 |
| Comparador electrónico |
|
|
|
|
|
| NFE11-062, 064,066, 068 |
| Comparador Óptico |
|
| JIS B 7184 |
|
|
| E11-069 |
| Inspección por medición de piezas e instrumentos de medición | ISO 14253-1,2 |
|
|
|
|
|
|
| Interferometría |
|
|
|
|
|
| E11-016 |
| Máquinas de Medición por Coordenadas | ISO 10360 | DIN 32880/1 VDI/VDE 2617 | JIS B 7440
|
| ANSI/ASME B89.1.12M | BS 6808
| E11-150
|
| Microscopio de Taller |
|
| JIS B 7153 |
|
|
|
|
| Ondulación |
| DIN 4774 | JIS B 0610 |
|
|
|
|
| Palpador inductivo (analógico, digital) |
| DIN 32876
| JIS 7536
|
|
|
|
|
| Paralelas ópticas |
|
| JIS B 7431 |
|
|
|
|
| Patrón de comparación visotáctil |
| DIN 4769 /1,2,3,4 |
|
|
| BS 2634 /1,2,3, | NFE05-051 |
| Plano óptico |
|
| JIS B 7432 |
|
|
|
|
| Redondez | ISO 6318, ISO 4291, 4292 |
| JIS B 7451 |
| ANSI B89.3.1 | BS 3730/1,2 |
|
| Rugosidad | ISO 1304, 1878- 1880, 3274, 468, 2602 ISO DIS 4287 | DIN 4760-4765, 47766/1,2 DIN 4771, 4768/1 VDI/VDE 2602, 2604 | JIS B 0601
|
| ANSI/ASME B 46.1 Y 14.36
| BS 1134 BS 2634
| E05-017 E05-052
|
| Rugosímetro con palpador |
| DIN 4772 | JIS B 0651 |
|
|
|
|
| Rugosímetro interferométrico |
|
| JIS B 0652 |
|
|
|
|
| Superficie plana de referencia |
| DIN 876/1,2 | JIS B 7513 |
| FED.ESP. GGG p463c | BS 817, 869 | NFE11-101 |
| Tolerancias de desgaste de calibradores límite |
|
| JIS B 7421
|
|
|
|
|
Listado de Normas Oficiales Mexicanas en materia de Metrología
| ` | Título | Descripción |
|
|
|
|
|
|
|
| NOM-002-SCFI-1993 | Productos preenvasados, contenido neto, tolerancias y métodos de verificación. |
|
|
|
|
|
|
|
| NOM-005-SCFI-2005 | Instrumentos de medición - Sistema para medición y despacho de gasolina y otros combustibles líquidos - Especificaciones, métodos de prueba y de verificación. |
|
|
|
|
|
|
|
| NOM-007-SCFI-2003 | Instrumentos de medición - Taxímetros. |
|
|
|
|
|
|
|
| NOM-008-SCFI-2002 | Sistema General de Unidades de Medida. |
|
|
|
|
|
|
|
| NOM-009-SCFI-1993 | Instrumentos de medición - Esfigmomanómetros de columna de mercurio y de elemento sensor elástico para medir la presión sanguínea del cuerpo humano. |
|
|
|
|
|
|
|
| NOM-010-SCFI-1994 | Instrumentos de medición - Instrumentos para pesar de funcionamiento no automático - Requisitos técnicos y metrológicos. |
|
|
|
|
|
|
|
| NOM-011-SCFI-2004 | Instrumentos de medición - Termómetros de líquido en vidrio para uso general - Especificaciones y métodos de prueba. |
|
|
|
|
|
|
|
| NOM-012-SCFI-1994 | Medición de flujo de agua en conductos cerrados de sistemas hidráulicos - Medidores para agua potable fría - Especificaciones. |
|
|
|
|
|
|
|
| NOM-013-SCFI-2004 | Instrumentos de medición - Manómetros con elemento elástico - Especificaciones y métodos de prueba. |
|
|
|
|
|
|
|
| NOM-014-SCFI-1997 | Medidores de desplazamiento positivo tipo diafragma para gas natural o LP. Con capacidad máxima de 16 m3/h con caída de presión máxima de 200 Pa (20,40 mm de columna de agua) |
|
|
|
|
| |
|
| NOM-030-SCFI-2006 | Información comercial - Declaración de cantidad en la etiqueta - Especificaciones. |
|
|
|
|
|
|
|
| NOM-038-SCFI-2000 | Pesas de clases de exactitud E1, E2, F1, F2, M1, M2 y M3. |
|
|
|
|
|
|
|
| NOM-040-SCFI-1994 | Instrumentos de medición - Instrumentos rígidos - Reglas graduadas para medir longitud - Uso comercial. |
|
|
|
|
|
|
|
| NOM-041-SCFI-1997 | Instrumentos de medición - Medidas volumétricas metálicas cilíndricas para líquidos de 25 ml hasta 10 L. |
|
|
|
|
|
|
|
| NOM-042-SCFI-1997 | instrumentos de medición - Medidas volumétricas metálicas con cuello graduado para líquidos con capacidades de 5 L, 10 L y 20 L. |
|
|
|
|
|
|
|
| NOM-044-SCFI-1999 | Instrumentos de medición - Watthorímetros electromecánicos - Definiciones, características y métodos de prueba. |
|
|
|
|
|
|
|
| NOM-045-SCFI-2000 | Instrumentos de medición - Manómetros para extintores. |
|
|
|
|
|
|
|
| NOM-046-SCFI-1999 | Instrumentos de medición - Cintas métricas de acero y flexómetros. |
|
|
|
|
|
|
|
| NOM-048-SCFI-1997 | Instrumentos de medición - Relojes registradores de tiempo - Alimentados con diferentes fuentes de energía. |
|
|
|
|
|
|
|
| NOM-127-SCFI-1999 | Instrumentos de medición - Medidores multifunción para sistemas eléctricos - Especificaciones y métodos de prueba. |
http://www.cenam.mx/cmu-mmc/Normas_.htm
Metrología Dinámica, volumen ll centro de ingeniería y desarrollo industrial (CIDESI) 1993.
Libro de Metrología
Autor Carlos González
Editorial En México: Mc Graw-Hill.
COnclusion
Por medio de este trabajo de investigación aprendimos que el uso correcto tanto de los calibradores como de las normas, que mediante dichas normas podemos obtener una precisión correcta durante el desarrollo de piezas, como de nuestro trabajo mismo, ya que es muy importante que se cumpla con estos requisitos. Podemos llegar a conocer algún tipo de problema por medio de los diagramas como lo es el de causa-efecto y llegar así a una solución, y establecer normas de medición para el desarrollo de nosotros mismos y en nuestros trabajos, simplemente las que se requieran para cada instrumento, haciendo de nosotros confiables tanto en nuestros equipos como en nuestra trabajo o empresa.
3
Descargar
| Enviado por: | Jaime Bencomo |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.