Ingeniero Técnico Industrial
Manufactura integrada por computadora
INTRODUCCIÓN
En la actualidad diferentes competidores nacionales o internacionales están ejerciendo una presión a las industrias mexicanas corno nunca antes se habla visto. debido a la competencia, los mercados existentes se están cerrando y la participación en los mismos se está evaporando, aún y cuando se tienen más recursos, talentos y tecnologías. Las empresas están encontrando una gran dificultad para competir, por lo tanto, es necesario dirigir y educar a la gente para manejar los recursos tecnológicos y humanos para competir dentro del mercado y poder seguir creciendo. En los últimos años los fabricantes han centrado sus esfuerzos en encontrar una forma de aumentar la productividad por medio del uso y aprovechamiento de la nueva tecnología de cómputo; sin embargo, esto no sólo se logra gracias a la aplicación de la tecnología únicamente, sino que existen diferentes elementos que al unirlos permiten una verdadera integración.
La industria está encontrando que en la actualidad la integración de todas las áreas de la empresa es su Opción más viable estratégicamente hablando para incrementar su productividad y crear una empresa más competitiva
Este proceso de integración se basa en el modelo de manufactura integrada por computadora (CIM), que será definido más adelante, sin embargo, el concepto CIM es complejo y por lo tanto, la comunicación del mismo dentro de la empresa frecuentemente lleva a interpretaciones erróneas a pesar de los esfuerzos realizados para que se lleve a cabo dicha integración, por lo tanto, es necesario utilizar herramientas electrónicas para poder realizar de manera rápida, confiable y económica la integración de la empresa.
Sin embargo algunos ejecutivos y administradores generales están siendo presionados para tomar decisiones de incrementar los sistemas de computo sin entender el efecto que esto tendrá en toda la organización, creando Islas de automatización, mares de información técnica que crean un gran conflicto en los diferentes departamentos de la empresa. Joseph Harrington argumentó que el término "manufactura". debía ser restringido a industrias que producen partes discretas en lugar de aquellas conocidas como "industrias de procesos continuos". En éste tipo de industria, la estructura molecular de la materia prima varía constantemente, por lo tanto, es la hipótesis del presente trabajo establecer que la Manufactura Integrada por Computadora no sólo se desarrolla actualmente para el control en la industria de procesos discretos, sino que también es aplicable en la automatización de la industria de procesos continuos. En éste tipo de industrias, las funciones de control dependen del conocimiento sobre la razón de flujo de los materiales, la energía tanto dentro como fuera de un sistema y sus partes. El objetivo es mantener una reacción o producto predeterminado y el control sigue un modelo matemático, usualmente envuelto por ecuaciones diferenciales. La automatización supone un cambio en la operación así como en el uso de los equipos de cómputo para las actividades gerenciales y de toma de decisiones de una organización manufacturera.
Por lo tanto, para establecer un esquema de información sólido es necesario integrar la infraestructura basada en los sistemas actuales. Es decir, la interconexión de los diferentes equipos provocará un beneficio en la administración.
En los últimos años los fabricantes han centrado sus esfuerzos en encontrar una forma de aumentar la productividad por medio del uso y aprovechamiento de la nueva tecnología de cómputo; sin embargo, esto no sólo se logra gracias a la aplicación de la tecnología únicamente, sino que existen diferentes elementos que al unirlos permiten una verdadera integración.
Peter G. Marún identifica cuatro servicios industriales los cuales convergen por medio de luso uso de la Manufactura Integrada por Computadora en una sola "Administración de tipo dinámica”, respondiendo de esta manera a las cambiantes necesidades del mercado y permitiendo a las empresas manufactureras convertirse en "Fabricantes de Clase Mundial" , los cuatro servicios son los siguientes: Tecnologías de automatización, Herramientas de control de calidad, El arte de la operación y sus procesos, Nuevas formas de medir el rendimiento de la planta,
El análisis de estos cuatro servicios permitirá establecer una metodología con la cual tanto la planta de producción así como el área administrativa, cuenten con información veraz y oportuna para la toma de decisiones.
En los próximos años es muy probable que sucedan muchos cambios en la industria manufacturera mexicana, que los habidos en los años anteriores los cambios en la industria están acelerándose debido a las crecientes necesidades del cliente y competencia mundial, así como la disponibilidad de nievas tecnologías. Se enfrenta al reto de competir con mejor calidad en el producto, mejores costos de manufactura, tiempos de producción más reducidos, así como una mayor respuesta a los súbitos cambios de la demanda. Muchos métodos tradicionales para diseñar y fabricar un producto también enfrentan nuevos retos.
Para lograr estas metas se debe cambiar en lo que respecta a la cooperación y comunicación entre sus propios departamentos internos, modificar su estructura y su cultura para poder responder mejor a las presiones de la competencia y a las necesidades del mercado. Se deben proporcionar los sistemas de información adecuados que integren la empresa, de manera que opere sin contratiempos, como un sistema integrado de negocios. Esto puede ser resumido en una sola frase. Manufactura Integrada Por Computadora (CIM).
CIM - DEFINICIÓN
John W. Bernard lo define como "la integración de las computadoras digitales en todos los aspectos del proceso de manufacturad'.' Otra definición afirma que se trata de un sistema complejo, de múltiples capas diseñado con el propósito de minimizar los gastos y crear riqueza en todos los aspectos. También se menciona que tiene que ver con proporcionar asistencia computarizada, automatizar, controlar y elevar el nivel de integración en todos los niveles de la manufactura.
Anteriormente se ha tratado de describir el concepto CIM y como las tecnologías de sus componentes calzan en ese concepto, los avances tecnológicos están permitiendo que la integración sea realizada. Esta tecnología se centra en la computación y las telecomunicaciones, y busca la integración de todas las actividades del negocio
Por lo tanto la manufactura integrada por computadora es uno de tantos conceptos avanzados que abarcan tecnologías modernas de manufactura, así como otros conceptos de manufactura como Justo a tiempo, calidad total, teoría de restricciones, etc. Lo realmente importante no es dar una definición al concepto, sino entender que se trata de una forma de trabajo en la cual todas las partes que intervienen para el desarrollo de un producto están enfocadas a lograr la meta de una organización.
Sin importar cuán eficientes sean las operaciones de corte, ensamblaje y movimiento de materiales, mientras no exista una buena coordinación y planificación no existirá real eficiencia. La tecnología CIM que mejora la administración de la manufactura son los sistemas MRP II (manufacturing resource planning) o planeación de insumos de manufactura y, más recientemente, JIT (just in time) o justo a tiempo.
El MRP II ha sido llamado el sistema nervioso central de la empresa manufacturera. Contenidos en estos sistemas se encuentran los módulos de software que planean y organizan las operaciones de manufactura, permiten explorar mejores alternativas para la producción y los insumos, monitorean si las operaciones se ajustan al plan previo y permiten proyectar resultados -incluso financieros-. Se dice que ninguno de los sistemas actualmente instalados de CIM que tenga el MRP II lo usa a cabalidad, puesto que su capacidad de manejar información es demasiado elevada. La importancia de estos sistemas es obvia; a través de los datos ellos generan, recolectan y administran, estableciendo y manteniendo contactos con todas las locaciones y oficinas en la empresa.
La producción JIT, relacionada a la anterior, ha hecho que muchas compañías replanteen su estrategia de producción, debido a los grandes beneficios obtenidos tras su implementación. Una de las máximas del JIT es la de producir lo que y cuando se necesita, para eso reduce inventarios, particularmente inventarios de productos a medio terminar, y con ello costos de inventario. Partes compradas o materias primas son mandadas directamente a la línea de producción, varias veces al día si es necesario. Esta filosofía convierte el inventario en productos tan pronto como sea posible, y así echa por tierra la filosofía de mantener un buen inventario de partes de recambio "en caso de que se ocupen". Sin embargo, para que este sistema tenga éxito debe existir una estrecha relación con los proveedores, además éstos deben entregar un producto de calidad porque el JIT no permite perder tiempo en revisar las partes entrantes. Si los proveedores poseen una tecnología similar se evitan una serie de burocracias al hacer pedidos, pues las órdenes van de computador a computador. Si este sistema es bien aplicado, el JIT puede significar reducciones de hasta un 75% en el inventario y lograr así mejoras equivalentes en la calidad del producto.
CIM tiene un componente tecnológico penetrante, pero es más que solo una nueva tecnología es una filosofía de operación. Para entender esta tecnología se requiere de un entendimiento de los conceptos de manufactura, integración y la aplicación de las computadoras.
Manufactura: Significa fabricar o producir objetos o mercancías manualmente o por medios mecánicos. Sin embargo desde el punto de vista moderno envuelve todas las actividades necesarias para transformar la materia prima en producto terminado, para entregar el producto al cliente y soportar el desempeño del producto en el campo. Este concepto de manufactura empieza con el concepto de la entrega del producto, incluye actividades de diseño y especificaciones y se extiende hasta la entrega y actividades de ventas, por lo tanto involucra la integración de todos los sistemas de información.
Integración: Este término debe ser visto claramente por los diferentes departamentos de la empresa sin importar la actividad que estén desempeñando, por lo tanto la necesidad de información es básica.
Integración significa que la información requerida por cada departamento esté disponible oportunamente, exactamente en el formato requerido y sin preguntas. Los datos deben venir directamente de su origen, que incluyen a las actividades de cada una de las áreas de la empresa.
Las Computadoras son herramientas que se seleccionan para las actividades de automatización y también pueden ser seleccionadas para la integración automatizada. Entonces la manufactura CIM se define como el uso de la tecnología por medio de las computadoras para integrar las actividades de la empresa.
La tecnología computacional es la tecnología que integra todas las otras tecnologías CIM. La tecnología computacional incluye todo el rango de hardware y de software ocupado en el ambiente CIM, incluyendo lo necesario para las telecomunicaciones. Existe una jerarquía de control en los ambientes manufactureros, en la cual hay 5 niveles principales que se detallan a continuación:
Control de máquinas (PLCs)
Control de celdas
Computador de área
Computador de planta
Computador corporativo
El nivel más bajo (1) consiste en productos basados en microprocesadores que controlan directamente las máquinas. En el segundo nivel, varias máquinas trabajan en conjunto, y aunque cada una de ellas trabaja con su propio control, existe un computador central que las maneja. El tercer nivel monitorea operaciones de un área de la planta, por ejemplo, una línea de ensamblado o una línea de soldadura robotizada. El computador de planta sirve más para funciones administrativas, puesto que a pesar de que la planeación debe hacerse a distintos niveles, siempre existe alguien que los autoriza y divide las labores en la planta. Finalmente, y al tope de la jerarquía de control, encontramos el computador corporativo, dentro del cual reside la base de datos y los programas financieros y administrativos de la empresa. Una de las más importantes funciones de este computador es organizar la base de datos, de tal manera que ella pueda ser fácilmente manejada y guardada.
Las comunicaciones entre los sistemas es vital en un ambiente moderno de manufactura. Una jerarquía de computadores que se comunican entre ellos implica al menos una estandarización en los protocolos de comunicación. Es así como existen los protocolos MAP y TOP (Manufacturing Automation Protocol y Technical and Office Protocol), los cuales permiten fluidez en la integración de los departamentos. Los protocolos son reglas que gobiernan la interacción entre entidades comunicadas, y deben proveer una serie de servicios:
Permitir la transmisión de datos entre programas o procesos en la red interna
Tener mecanismos de control entre hardware y software
Aislar a los programadores del resto, cuando éstos lo necesitan
Ser modular, de tal manera que elegir entre protocolos alternativos tenga el mínimo impacto
Permitir comunicación con otras redes
Al ser creado, el MAP especificó un protocolo funcional de red para la fábrica misma; en cambio, el TOP lo especificó para el procesamiento de información en ambientes técnicos y de negocios. Sin embargo, ambos protocolos cumplen funciones similares y están normalizados por la ISO en conformidad a la referencia de las "siete capas".
La implementación de un sistema CIM debe verse por el valor de ella como una herramienta estratégica y no como una mera inversión de capital. Para aquellas compañías que eligen CIM, los beneficios son reales, y pueden significar la diferencia entre el éxito y el fracaso.
Para las empresas que estén evaluando la implementación de CIM, existe una lista de opciones que deberían tener claras:
Constatar la estrategia y los fines del negocio
Comprometerse con la integración total, no solo buscar la excelencia en puntos aislados o convenientes
Estudiar la compatibilidad entre los sistemas existentes
Comprometerse a manejar toda la información de manera digital
Estar de acuerdo con las normas y estándares existentes
Tener aptitud para aprender del nuevo hardware y software
Tener aptitud para aprender de la experiencia de otras compañías
Conocer de las tecnologías JIT y de grupo
Ajustar los departamentos y las funciones de cada uno para manejar una organización en red
Usar fuentes externas (Universidades, asociaciones profesionales y consultores)
Identificar potenciales beneficios
Para estudiar si se justifica o no instalar un sistema CIM, deben considerarse preguntas como: ¿Lo están instalando otras empresas del rubro?, ¿Podemos ser nosotros los líderes al incorporarlo?, ¿Vale la pena hacer esta inversión a corto/ mediano/ largo plazo?, entre otras.
En la práctica, el ambiente externo está cambiando constantemente, y muchos de los más importantes cambios son predecibles. Es por esto que un análisis de mediano plazo, díganse 10 años, puede incorporar estimaciones realistas como para analizar la factibilidad de la inversión.
A pesar de que los beneficios cualitativos del CIM no son cuantificados en las ecuaciones de factibilidad de inversión, se sabe positivamente que CIM aporta incuantificables beneficios. Entre los más importantes beneficios del CIM se encuentran las mejoras en la productividad, mayor rapidez en la introducción o modificación de productos, y una mejor intercambiabilidad de los trabajos específicos. Algunos de los más importantes beneficios estratégicos del CIM están presentados en la siguiente tabla:
Tabla 1
Beneficios estratégicos del CIM
| Beneficio | Descripción |
| Flexibilidad | Capacidad de responder más rápidamente a cambios en los requerimientos de volumen o composición |
| Calidad | Resultante de la inspección automática y mayor consistencia en la manufactura |
| Tiempo perdido | Reducciones importantes resultantes de la eficiencia en la integración de información |
| Inventarios | Reducción de inventario en proceso y de stock de piezas terminadas, debido a la reducción de pérdidas de tiempo y el acceso oportuno a información precisa |
| Control gerencial | Reducción de control como resultado de la accesibilidad a la información y la implementación de sistemas computacionales de decisión sobre factores de producción |
| Espacio físico | Reducciones como resultado de incremento de la eficiencia en la distribución y la integración de operaciones |
| Opciones | Previene riesgos de obsolescencia, manteniendo la opción de explotar nueva tecnología |
Tipos de procesos industriales.
Existen varios tipos de clasificación, sin embargo la que se utiliza con mayor frecuencia para discutir los tipos de procesos de control y las aplicaciones de comunicaciones es la segmentación de las industrias en unidades de operación continuas, discontinuas, por lotes y discretas.
Operaciones continuas
Las operaciones continuas son aquellas en las que la materia prima, los productos intermedios y finales son fluidos y son procesados de manera continua por un largo período de tiempo, en ocasiones por años, sin paro alguno. En lugar de la tecnología de productos, la tecnología de procesos regularmente es la llave para el éxito de la economía. Ejemplo de este tipo de operaciones se encuentran en industrias como la química, la petrolera y la energética.
Operaciones discontinuas
Son lo mismo que las operaciones continuas excepto que con frecuencia se cambia de un producto a otro. Esto implica que en ocasiones se realicen paros y arranques en intervalos frecuentes, o cambiar de una condición de operación a otra con el fin de realizar un producto similar. Para que estos procesos sean costeables en su operación, se realiza una automatización adicional para realizar los cambios en las condiciones de operación. Ejemplos de este tipo de operaciones son las industrias que fabrican papel, alimentos y algunos procesos químicos.
Operaciones por lotes
Además de correr de manera discontinuo, son diferentes en el sentido en que el Procesamiento se realiza siguiendo una secuencia especifica. La materia prima se mezcla toda junta y luego se procesa en una trayectoria específica bajo ciertas condiciones de operación como temperatura, presión, densidad, viscosidad, etc. En algunas ocasiones se usan aditivos adicionales en diferentes momentos en el ciclo de procesamiento. El producto deseado es separado o condicionado en unidades de operación por lotes. Las operaciones por lotes son la forma más antigua de operar pero las más frecuentemente usada en industrias como la química, de alimentos, minerales, fármacos, textiles y pieles.
Operaciones discretas
Las operaciones discretas son aquellas en las que se produce un producto a la vez, como los automóviles, refrigeradores, aviones, barcos, etc. Estos procesos utilizan una línea de ensamblaje donde el producto se mueve a través de la diferentes unidades de operación o el producto puede permanecer de manera estacionaria con diferentes procesos en un mismo lugar. los productos pueden ser fabricados uno a la vez o en grandes cantidades en una línea de producción masiva.
La industria de procesos fluidos.
Existe una clara diferencia entre los tipos de procesos antes descritos, sin embargo la que se considera más significativa en el contexto de la Manufactura Integrada por Computadora es el uso y aplicación del Diseiío y Manufactura Asistido por Computadora (CADICAM: Computer Aided Design and Manufacturing) en las ~ de ingeniería. En el caso de la industria de procesos fluidos o procesos continuos estas herramientas no se aplican por lo cual se analizará el caso particular de este tipo de industria.
El término "Procesos" es extensamente usado en todos los tipos de industrias y sin una definición adicional el término puede ser confundido. En este contexto es mejor utilizar el término "industria de procesos fluidos" e "industria de procesos distintos" para diferenciar entre uno y otro.
Las industrias de procesos fluidos se encuentran entre los tipos de proceso continuo, discontinuo y por lotes. Sus productos se caracterizan porque fluyen continuamente a través de las operaciones de manufactura. La materia pierde su identidad debido a los cambios en su estructura molecular durante su procesamiento lo cual hace difícil su invención y seguimiento. Este tipo de industrias regularmente son operadas por dos o tres personas desde una cabina de control.
Las industrias de procesos discretos trabajan principalmente con partes individuales, procesadas en operaciones de tipo discreto o por lotes, posteriormente son ensambladas en productos discretos. Regularmente existe una gran cantidad de personas trabajando y operando en este tipo de industrias.
La mayoría de programas para la administración de las plantas con la programación y seguimiento de las tareas, el inventariado y costeo fueron desarrollados para las industrias de procesos discretos por lo tanto no reflejan las necesidades de las industrias de procesos fluidos.
SISTEMAS CAD / CAM
Conceptos
Cronológicamente, los sistemas CAD fueron los primeros en aparecer, luego aparecieron los CAM y finalmente se llegó al concepto CIM; esto ocurrió así debido a que cada nuevo sistema se basó en el anterior o al menos lo usó como base.
Muchos de los sistemas CAD / CAM en uso hoy en día están diseñados y pensados para automatizar funciones manuales, independientemente de si la función particular que cumplirán será análisis ingenieril, diseño conceptual, dibujo, documentación o la programación de la maquinaria de manufactura e inspección.
La implementación de sistemas CAD / CAM es una decisión fundamental que depende de cuánto de la tecnología se necesitará en una empresa / trabajo en particular. Si el trabajo que se realizará es una sola pieza, que a largo plazo sufrirá solo pequeñas modificaciones, se necesitará un CAD simple; en cambio, si se habla de productos con múltiples piezas y con necesidad de intercambiabilidad, estamos hablando de un computador sofisticado y un programa más complicado. Esto significa además que al planificar una inversión en hardware y software debe planificarse fríamente, de tal manera de conocer el ciclo de vida de los equipos y de los programas. Las empresas que implementan este sistema no deben pensar que tendrán solo un costo inicial y después andará todo sobre ruedas, pues en la práctica, el uso de estos sistemas implica costos y necesidades constantes, fundamentalmente por los apresurados cambios tecnológicos que se producen hoy en día.
Sin embargo, la diferencia de costo y potencia entre las plataformas computacionales requeridas para un CAD y un CAD / CAM ya no son tan notorias. Esto se debe a que los computadores personales ya son suficientes para manejar el software, y los costos de éste o aquel son similares, así como el costo de su puesta en marcha (díganse operadores, cursos, implementación, etc.). Lamentablemente, en caso de que el software no sea muy compatible o esté pasado de moda, se pierde plata. Por esto la industria computacional ha tendido a una mayor estandarización de sus productos, con el fin también de disminuir costos, así como ha implementado el concepto de Upgrade, el cual permite conseguir la última tecnología dando la antigua "en parte de pago".
Las redes computacionales han contribuido enormemente con el desarrollo de los sistemas CAD / CAM, teniendo la desventaja eso sí de que se pierde un poco la privacidad de la información, ya sea porque el sistema de red es muy complejo o porque hay un mayor número de usuarios con acceso directo a él. Se han desarrollado numerosos protocolos con el fin de salvaguardar las comunicaciones entre computadores, algunos de ello son: ETHERNET, TCP / IP, MAP / TOP, ASCII, FTP, NFS, y mucho otros.
En los periféricos del computador mismo han existido grandes avances también, que han permitido mejorar ostensiblemente la calidad de las imágenes. Es así como hoy existen monitores de 4000 por 4000 pixeles y millones de colores. También en el área de los scanners, plotters e impresoras se ha logrado gran éxito, existiendo digitalizadores de imágenes en tres dimensiones, impresoras a color y otros.
El término plataforma de software se aplica en este caso a la arquitectura de software básica, incluyendo base de datos, metodología, capacidades gráficas y herramientas geométricas. En base a esta definición, existen tres clasificaciones básicas de plataformas CAD / CAM: 2D, 2-½D y 3D. Dentro de estas clasificaciones existe una serie de herramientas para generar y usar variadas librerías de símbolos y partes, así como para agregar distintos niveles de inteligencia. Rodeando estas clasificaciones hay herramientas adicionales para personalizar, acceso, entrada / salida y periféricos. Tras estas clasificaciones hay distintas definiciones de geometría usada para curvas, superficies y sólidos. Es la combinación agregada de todas estas herramientas la que de vida al concepto de plataforma.
Herramientas
La modelación básica, la modelación del ensamblado, el cuidar los detalles, el dibujo y la documentación son las herramientas que componen la plataforma de software en el ambiente CAD / CAM.
En el mundo del CAD / CAM, el primer foco está apuntado a la geometría. Es, al mismo tiempo, la herramienta con la que el sistema se construye y la primera constante en cualquiera de sus aplicaciones. Muchos sistemas CAD / CAM disponibles están confinados a la creación de diseños y dibujos a través de los gráficos de un computador. Otros proveen un más comprensivo juego de herramientas y geometría, tal y como lo permite la tecnología actual.
Los métodos básicos de modelación usados por estos sistemas son los que definen su precio, capacidad y productividad para el usuario. Por ejemplo, Los sistemas de dibujo de dos dimensiones requieren algoritmos matemáticos más simples, y producen archivos menores. Los de dos y media dimensiones necesitan procesadores más poderosos, pero proveen información de profundidad, muestran imágenes tridimensionales y generan vistas que aumentan la productividad. En ambos sistemas, sin embargo, los métodos generalmente replican los método manuales de diseño. Los sistemas de dibujo de tres dimensiones proveen la más alta productividad, calidad y ganancias en diseño, pero requieren computadores y memorias considerablemente más grandes. Si los productos son solo dibujos, un sistema de dos dimensiones bastará. Por otro lado, un sistema de dos dimensiones tendrá muy pocas posibilidades de expandirse a un sistema mayor.
Dos dimensiones (2D): Con pocas excepciones, la mayor parte de los sistemas CAD / CAM comenzaron implementando herramientas geométricas de dos dimensiones. Hoy en día se siguen usando, a pesar de no dar la mejor productividad, ni siquiera en dibujos de solo dos dimensiones. Un buen sistema de dos dimensiones debe poder dibujar a través de proyecciones, aceptar los formatos internacionales de dibujo, tener alta velocidad, tener librerías, aceptar los formatos internacionales de medidas, tener un buen set de estilos y portes de letras y ser escalable. El sistema puede basarse en vectores o en puntos en el espacio, siendo el primero el más indicado, pues debería ser capaz de detallar despieces de modelos tridimensionales y tener una posibilidad para ampliarse a un sistema 3D.
Dos y media dimensiones (2-½D): Uno se podría preguntar: ¿Qué es media dimensión? En los sistemas CAD / CAM eso implica que el sistema maneja los datos de profundidad del modelo y ofrece normalmente la posibilidad de mostrar la apariencia tridimensional de él, usando técnicas bidimensionales con representaciones ortográficas. Muchas veces, Los sistemas 2-½D están equipados para diseño y manufactura de productos simples o planchas, y son muy utilizados por compañías cuyos productos consisten más de partes compradas que de partes manufacturadas, en las cuales interfaces, interacciones e interferencias entre partes están dadas más que por calcular. Sin embargo los sistemas 2-½D proveen limitadas mejoras en calidad y productividad por un costo ínfimamente superior a los sistemas 2D.
Tres dimensiones (3D): La modelación en tres dimensiones es la puerta de entrada a un ambiente CAD / CAM completo. A pesar de que los sistemas 3D no son necesariamente ocupados para todos los ambientes de diseño, ingeniería y manufactura, muchos de los sistemas tridimensionales de CAD / CAM pueden replicar las funciones de sistemas 2D y 2-½D si así se requiere. Los sistemas 3D pueden separarse en tres clases:
- Wireframe (malla): En el sistema wireframe, el modelo 3D es creado y guardado solo como una representación geométrica de aristas y puntos dentro del modelo. Los modelos 3D wireframe son transparentes en la realidad y por esta razón requieren un usuario de experiencia y gran conocimiento del modelo antes de entender claramente la representación. Una ventaja de los sistemas 3D es la generación automática de vistas y dibujos de una parte de los modelos. Esto ayuda en calidad, productividad, preparación y manufactura del producto. Sin embargo, el sistema wireframe requiere de un gran esfuerzo para desplegar imágenes limpias del modelo 3D completo.
- Superficies: La adición de información de las superficies al modelo 3D resulta en imágenes gráficas mejoradas cuando se traspasa a aplicaciones manufactureras como CNC. La modelación de superficie permite grados variables de precisión en el modelo CAD / CAM desde muy preciso, en el caso de superficies planeadas o regladas o superficies de revolución, a menores niveles de precisión en superficies esculpidas.
- Sólidos: La modelación por sólidos es el último método de modelación geométrica para el ambiente CAD / CAM. Un factor determinante para automatizar el diseño a través del proceso de manufactura, esta herramienta permite almacenar información precisa sobre piezas dadas. Los modelos sólidos pueden ser divididos en CSG (Constructive Solid Geometry) y BREP (Boundary Representation). CSG consiste en usar cajas primitivas, como cubos, cilindros, conos, toros, etc., sacándoles partes a ellas para crear una imagen sólida del modelo. Los sólidos BREP pueden ser almacenados de dos maneras: Con superficies verdaderas y topología del modelo o solo con superficies ordenadas, de tal manera que cuando necesite calcular algo lo haga, y no lo tenga guardado de gusto como en el primer caso. En resumen, la modelación por sólidos es la mejor manera de lograr buenos resultados, tanto en análisis como en dibujo y velocidad, con la sola salvedad de que requiere computadores potentes.
Un sistema 3D debería elegirse en la práctica por las siguientes razones:
Mejoras en calidad del producto y en tolerancias y alineamiento entre partes
Reducción del tiempo de diseño y de potenciales problemas de manufactura
Soporte de automatización mejorada para diseño, análisis, manufactura e inspección
Soporte de 2D cuando se requiera sin restringir futuros métodos o expansiones
Uno de las más importantes compensaciones que se obtiene de los sistemas CAD / CAM es en el área de chequeo, verificación de diseño y manufactura del producto.
Hay distintas maneras de generar modelos de ensamblado en estos sistemas, los cuales son: modelos en modelos, componentes o figuras y ensamblados inteligentes. Todo va en el software y hardware del que se disponga.
Aplicaciones
La base de cualquier sistema CAD / CAM es la plataforma de software usada en generar y documentar el modelo de una parte o documento, y es el llamado corazón del sistema. Lo que vendría a ser el alma del sistema son las aplicaciones que se le pueden agregar. Es a través de aplicaciones que las verdaderas eficiencias del CAD / CAM en términos de ahorro en producción y costos relacionados con el proceso se pueden ver realizadas.
Las aplicaciones en el ambiente CAD / CAM pueden ser separadas en tres tipos principales: función, disciplina e industria. Algunas de ellas se pueden ver en la siguiente tabla:
Tabla 2.
| Función | Disciplina | Industria |
| Diseño | Estructural | Aeroespacial |
| Análisis | Mecánica | Automotriz |
| Documentación | Eléctrica | Electrónica de consumo |
| Planeación de producción | Electrónica | Otros |
| Manufactura | Arquitectura |
|
| Control de calidad | Civil |
|
| Simulación | Otros |
|
| Soporte logístico |
|
|
Las funciones son normalmente aquellas operaciones, herramientas o acciones soportados por la plataforma de software, tales como la geometría wireframe o la modelación de la superficie.
Las disciplinas son creadas con la adición de software especializado de aplicación, librerías, interfaces de usuario y herramientas sobre las funciones básicas con el fin de crear diagramas esquemáticos de aplicaciones de wireframes, o aplicaciones de estilo de software de modelación de superficie.
Las aplicaciones industriales son creadas con el software específico para disciplinas o industrias, y la adición de librerías y herramientas especiales para cada proceso en particular.
La creación y documentación básica de los modelos CAD / CAM es parte de la plataforma de software, mientras que las aplicaciones son las herramientas usadas para automatizar completamente el proceso de diseño. Una breve lista de aplicaciones puede verse en la siguiente tabla:
Tabla 3
| Mecánica | Diseño eléctrico / electrónico | Arquitectura / Civil | Diseño de componentes electrónicos |
| Eslabones y mecanismos | Diagramas de cableado | Diseño con acero | Tableros de cir- |
| Engranajes y poleas | Diseño lógico y esquemático | Diseño de construcción | cuitos impresos |
| Hidráulica y neumática | Cableado y encaminado | Tubos, diseño de plantas | Diseño LSI y |
| Planchas de metal | Diseño de arneses para cables | Topografía | VLSI |
| Diseño de moldes | Sistemas de iluminación | Creación de mapas | Diseño híbrido |
| Diseño de fundición | Distribución de potencia | Diseño de concretos | Diseño guiado |
| Superficies y estilo | Diseño para montar y acercar | Planeación de espacio | por ondas |
El análisis ingenieril puede ser dividido en varias áreas, sin embargo, una clasificación más general es:
Soluciones cerradas: hechas con ecuaciones particulares para ese tipo de problemas
Análisis lógico y de simulación: Análisis computacional para comprobar ajuste a la forma y a la función
Elementos finitos y análisis de diferencias finitas: Análisis computacional para sistemas particulares: Análisis estructural, mecánico y térmico
Análisis cinemático: Virtualmente se puede observar la operación de un componente
Aquí entra el concepto de ingeniería asistida por computador, CAE (Computer Aided Engineering).
Como en el caso de las aplicaciones para diseño, el número de aplicaciones para manufactura está creciendo rápidamente. Al dirigir aplicaciones de manufactura, el proceso se puede dividir en dos categorías: generación y uso. Lo más importante es la generación de datos, y su transmisión está en manos de la correcta implementación del CAM. El CAM en el sistema CAD / CAM implica que el diseño y la manufactura están estrechamente ligados. La idea es que el CAM utilice los datos generados por el CAD adecuadamente.
El rango y la profundidad de las aplicaciones CAM varía hoy grandemente. Ellas abarcan desde herramientas altamente automatizadas, que son predominantemente manejadas a través de gráficos, hasta herramientas basadas en lenguajes como APT, y otros lenguajes para manejar la máquina.
Los productos más avanzados permiten el uso e integración de ambos métodos (gráfico y lenguaje) en aplicaciones concurrentes para maximizar la productividad del usuario.
Una lista parcial de aplicaciones actuales de manufactura con CAD / CAM se presenta a continuación:
Oxicorte, taladrado, perforado, compresión, maquinado, soldado, colocación y ensamble de piezas, diseño de herramientas, diseño de moldes, doblado de cañerías y tubos, extrusión, estampado y embutido, programación de robots, impresión de tableros de circuitos y recubrimiento de cables.
Proceso de control en las industrias de procesos fluidos.
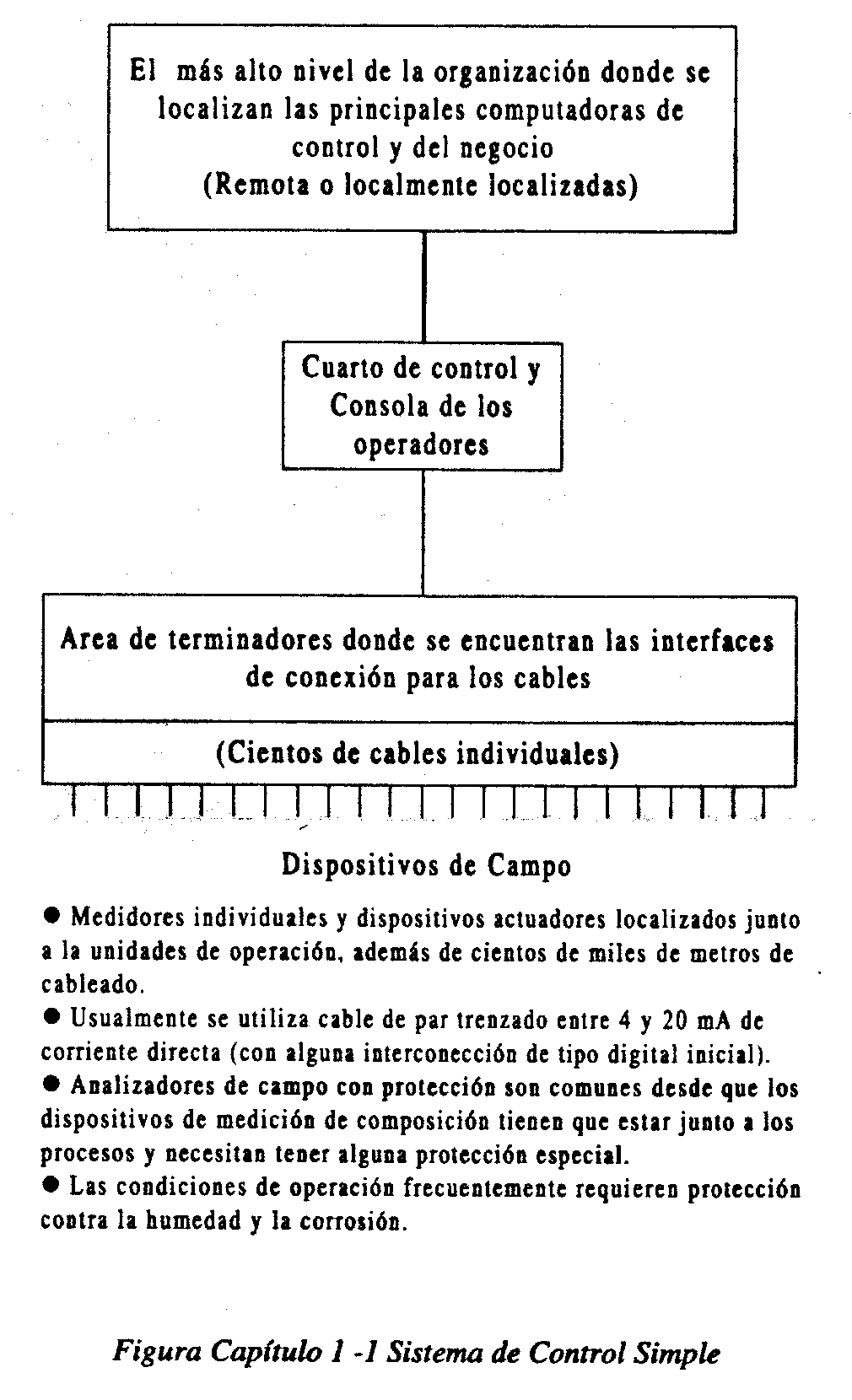
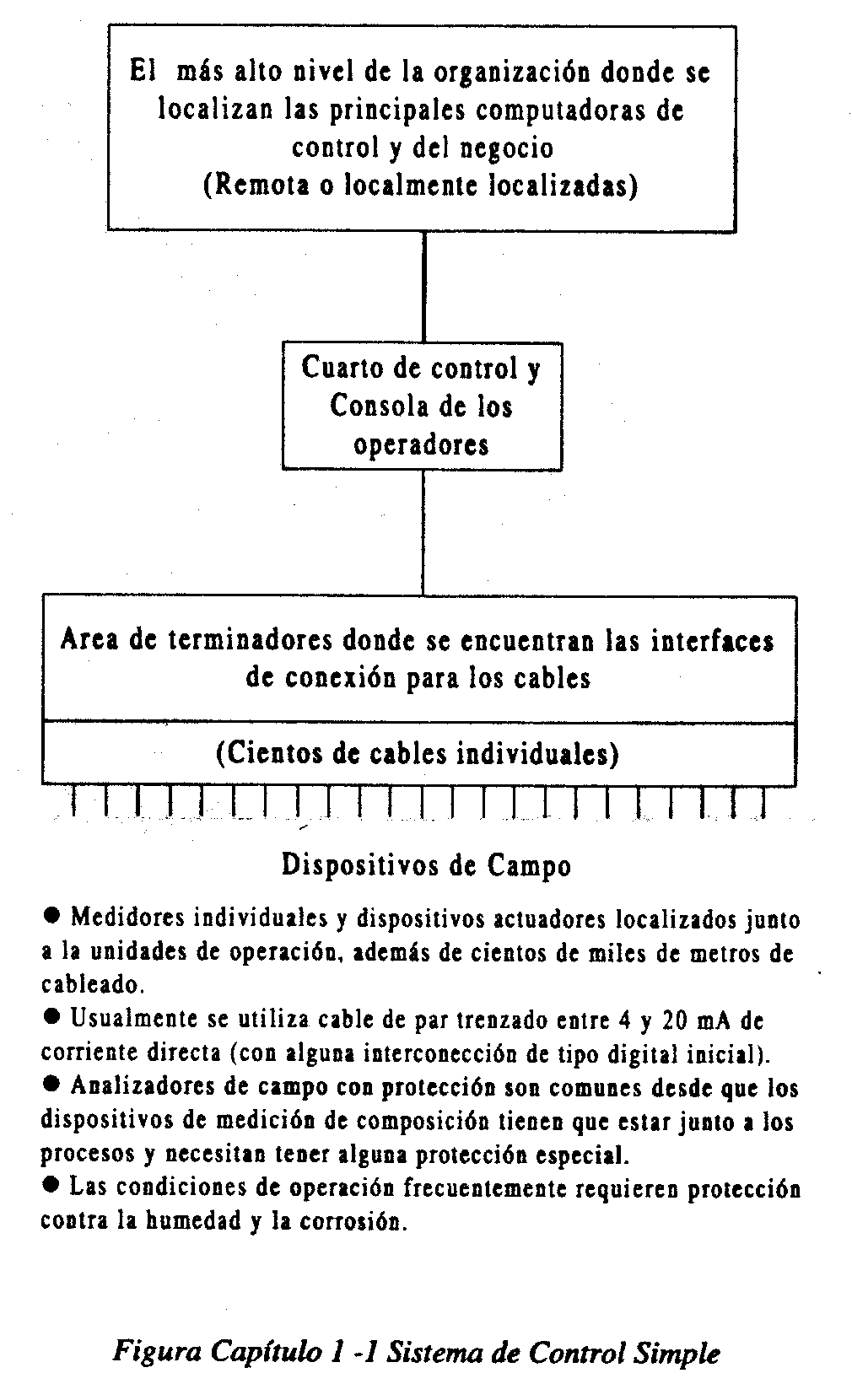
Por lo regular, los sistemas de control de procesos usados en este tipo de industrias cuentan con un cuarto de control centralizado para monitorear la operación de la planta. Este cuarto cuenta con un área cercana donde todos los cables de¡ campo de operación se concentran en interfaces de entrada/ salida.
Localizados junto al cuarto de control se encuentran la oficinas de los supervisores de la planta, log laboratorios si es que estos se requieren y todas las facilidades de soporte para el personal operativo de la planta.
Los dispositivos de campo para la medición de los procesos y los actuadores se localizan a lo largo de la planta, regularmente a cientos o miles de metros de¡ cuarto de control, e interconectados a los paneles primarios por medio de cables de par trenzado, aunque en la actualidad,-, algunas plantas también utilizan cable de fibra óptica. Debido a que la mayoría de éstas plantas están expuestas a la humedad y pueden tener atmósferas muy duras y corrosivas, estos cables son más caros que los normales, ya que deben cubrir especificaciones que impidan estos factores (Ver Figura Capítulo 1 -1)
VISIÓN DE CIM
CIM es un concepto de completa optimización e integración de la compañía, no existen patrones predeterminados para llevar la integración de personas, funciones, información y necesidades de un negocio en especifico.
Los ejecutivos necesitan una visión compartida de su compañía que muestre a todos los contribuidores su valor agregado. interrelaciones e interdependencias.
Los ejecutivos deben promover el entendimiento de porqué el trabajo integraldo es mejor que partes en especifico funcionando separadamente .
Generalmente el problema no es la disponibilidad de tecnología, sino implementarla, conocer sus ventajas, conocer el potencia de, dicha tecnología dentro de la empresa, ya que la gente generalmente se resiste al cambio.
Los ejecutivos necesitan desarrollar una visión conceptual de CIM, una visión que provea confianza para estimar el impacto de la implementación de cómputo y automatización de la compañía. Necesitan una herramienta que les ayude a definir, diseñar, construir e implementar CIM, la herramienta que se propone para dicho cambio es la metodología del manejo de la información para todas las áreas de la empresa a través del uso de sistemas de cómputo para lograr el objetivo.
El Modelo CIM
El modelo CIM es una herramienta, que describe la visión y arquitectura de la manufactura integrada por computadora a la dirección de la organización, que puede ser a su vez comunicada en áreas funcionales y operacionales, a técnicos y científicos que proveen planes lógicos para que la visión de CIM pueda ser implementado físicamente.
El origen del modelo CIM
El modelo CIM se deriva de la “empresa CIM” desarrollada por la Asociación de sistemas computarizados automatizados (consejo técnico de la sociedad de ingenieros de EU).
Este concepto describe los sistemas generales de negocios, lee áreas de producción y los sistemas que los Integran a la empresa.
Es necesario enfatizar tres segmentos en el modelo de la empresa CIM no son muy evidentes, pero son de oral importancia,
4,aún cuando la empresa CIM introduce el concepto de la manufactura integrada se encuentra que sólo se representa el fundamento de la empresa, es decir, la parte operativa de la misma, por tal motivo, no representa todas ¡m jerarquías .
MANUFACTURA FLEXIBLE
Flexible Manufacturing Systems
Un FMS tiene varias definiciones, debido a que la gente trata de describirlo desde su propia perspectiva. A un nivel superior, un FMS es una colección de FMC. También puede ser un grupo de máquinas manufactureras dedicadas a un solo propósito, proveyendo flexibilidad debido tanto a el flujo variable de material entre estaciones como a las diferentes combinaciones de usar estaciones de operaciones simples. En ambos casos, el resultado final es la capacidad de manufacturar piezas o ensamblados usando el mismo grupo de máquinas. Una línea de producción con uso y operación variable de las estaciones puede funcionar como FMS. Es por esto que la manufactura flexible describe cualquier grupo de máquinas o centros con el objeto de mover material entre ellos. El sistema completo está manejado por computadores, los cuales pueden manufacturar colectivamente diferentes partes y productos desde el inicio al final.
A pesar de que el acrónimo FMS es considerado en parte genérico, muchos otros términos y acrónimos son usados para describir esta clase de equipamiento para manufactura: CIMS (Computer Integrated Manufacturing Systems), CMPM (Computer Managed Parts Manufacturing), VMM (Variable Mission Manufacturing), por ejemplo.
Las máquinas herramientas usadas en FMS usualmente son centros de mecanizado CNC, pero también pueden usarse otros equipos, como estaciones de inspección o de ensamblado, e incluso equipamiento para acabado superficial. El concepto FMS de manufactura está caracterizado por la capacidad de integrar estaciones de trabajo, manejo automático de materiales y control computacional.
El uso de FMS conlleva el uso de otros sistemas, como son la tecnología de grupo (GT, Group Technology), que permite clasificar piezas con características de fabricación similares, la tecnología JIT (Just In Time, justo a tiempo), que permite que las materias primas lleguen al lugar indicado en el momento preciso, los sistemas MRP (Material Requirements Planning, planeación de requerimientos de productos), donde el material entrante es seleccionado para llegar al lugar correcto a la hora indicada, y finalmente los sistemas CAD, con el fin de permitir el uso de datos y especificaciones milimétricas del diseño en la programación de máquinas de control numérico (NC) e inspección automática.
Los sistemas FMS son más caros que los sistemas FMC, y asimismo son más difíciles de entender. Los sistemas FMS no son totalmente flexibles, debido a que están limitados al porte cúbico y forma general de las partes. Por lo tanto, una planta que esté operando con el concepto FMS debe poseer múltiples FMS para hacer todas las partes para un ensamble complejo. El concepto de manufactura enfocada puede permitir a muchas plantas pequeñas producir un tipo simple de producto.
El concepto FMS es visto por muchos expertos como, al menos, una solución parcial al problema de producción de mediano volumen, la cual alcanza a nivel de países industrializados al 40% de la producción total. Los productos hechos en masa alcanzan solo el 25% del total. La tabla 4.4.1.1.muestra una comparación de realidades a este respecto.
Comparación de sistemas de máquinas herramientas para producción a distintos volúmenes
|
| Producción de partes | Producción en lotes | Producción en masa |
| Volumen anual de producción | 1 a 10000 | 5000 a 200000 | más de 100000 |
| Motivación primordial | Capacidad | Flexibilidad | Volumen |
| Costo por parte | Muy alto | Bajando | Mínimo |
| Herramientas de corte | Estándar | Algunas especiales | Personalizadas |
| Manejo automático de partes | Raro | En alguno casos | Siempre |
| Flexibilidad para hacer partes: Totalmente diferentes Similares, poco diferentes | Si Si | Posible Si, si estaba planeado | Imposible Muy limitada |
| Posib. de cambiar materiales | Si | Limitada | Extremadamente limitada |
| Posib. implementación gradual | Si | Posible | Difícil |
| Máquinas herr. recomendadas | CNC | Centro CNC, FMC, FMS | Líneas de producción |
| Aplicaciones típicas | Aviación, moldes y herramientas | Agricultura, motores y maquinaria todo tipo | Industria automotriz, distintas aplicaciones |
Una representación gráfica de flexibilidad en la producción versus capacidad de producción para FMS, así como para otros sistemas, puede verse en el siguiente gráfico:
:
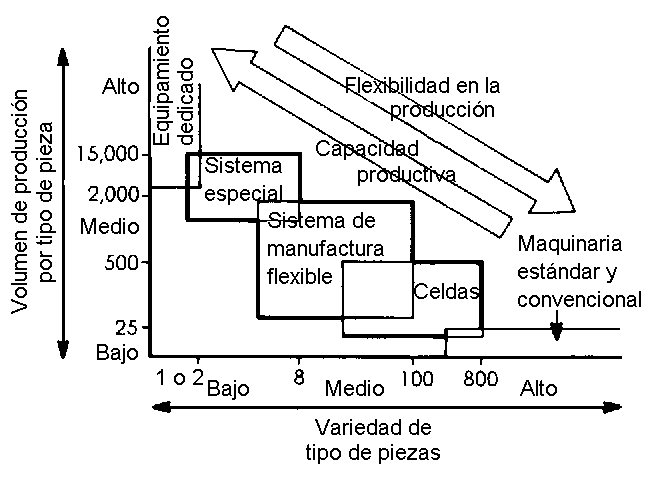
Comparación manufactura flexible
El concepto FMS es más aplicable en procesos de familias de partes, o piezas de volumen medio de producción como ejes, bloques de motor, etc. La mayor parte de las instalaciones FMS actualmente en operación se emplean para manufacturar partes prismáticas que requieren operaciones de taladrado, fresado, ranurado o torneado.
Al usar FMS se reducen los costos de mano de obra directa, pero aumentan los de mano de obra indirecta, debido al mayor nivel de complejidad del hardware. También se reducen los tiempos de producción, debido a la mayor eficiencia de uso de las máquinas, la cual puede alcanzar el 85%, valor considerado excelente. Existe con FMS una posibilidad de acomodar cambios en el volumen de partes, mezclar productos y hacer cambios en el diseño, sin tener grandes problemas. Debido a la mayor velocidad de procesamiento de las partes, se puede reducir notablemente el inventario, especialmente si se usan los sistemas JIT y MRP. La administración de la planta se simplifica con FMS al tener el control principal un computador, el cual puede manejar pequeños cambios o denunciar fallas. De esta manera se facilita el sistema de control gerencial.
La justificación de costos de un FMS puede subdividirse en los costos de adquisición y los costos de operación. Los costos de adquisición deben realizarse una sola vez, e incluyen la preparación del lugar físico, el costo del equipo, el diseño del sistema y la preparación inicial de los operadores. Los costos de operación son comparables a los costos de otros tipos de plantas e incluyen programación de uso, mantención, reprogramación y actividades de control de calidad actual y bajo posibles nuevas normas. El valor de un FMS descansa en sus aplicaciones, y puede ser extendido u optimizado si un sistema así es adecuadamente integrado a maquinaria convencional, la cual constituye la corriente principal del ambiente manufacturero actual. Errores en la aplicación se producen en gran parte debido a la falta de visión económica, ya que para implementar el sistema debe tenerse claro cuáles son los objetivos finales. Redefinir los proyectos es permitido y fomentado, pero uno debe tener claro que ese tipo de redefiniciones significara mayores gastos.
La tendencia actual es a usar diseños más modulares, los cuales permitan a los fabricantes de máquinas herramientas tener algunos de los módulos básicos de funciones preconstruidos, o a usar piezas y subensambles más comunes, con el fin de disminuir los tiempos de entrega.
Al planear la instalación de un sistema FMS, es necesario ceñirse a un modelo de implementación preexistente, el cual puede ser enfatizado en alguno de sus puntos por alguna empresa en particular; sin embargo, la experiencia ha demostrado que ninguno de los pasos puede saltarse por completo. Este modelo se presenta a continuación:
Definir qué se va a producir y si la planta y el personal está capacitado para eso
Establecer familias de partes entre los productos o componentes
Determinar el volumen a producir en el corto plazo (el primer año)
Pronosticar el volumen a producir a 10 años plazo
Analizar con profundidad las capacidades del personal, sus contratos y un futuro jefe del proyecto *
Analizar ofertas de equipos y sistemas, elegir con ayuda pagada la mejor opción
Hacer una evaluación general del proyecto, incluyendo los costos. Los sistemas pueden costar de uno a veinte o más millones de dólares
Mandar a pedir (comprar) el sistema
Anticipar la puesta en marcha, tanto dentro como fuera de la planta, hablando con proveedores y distribuidores
Desarrollar las rutinas del sistema, establecer mantenciones, preparar el área de instalación y visitar al constructor del sistema, con el fin de chequearlo y mostrarlo a sus futuros operarios
Instalar el sistema
Realizar post auditorías o revisiones periódicas, tanto con el constructor como con los operarios, con el fin de comprobar si los planes originales se están cumpliendo a cabalidad
* Tras estos primeros cinco pasos se podrá asegurar si la empresa es candidata a usar un sistema FMS o no. Si lo es, la información obtenida será de gran importancia al implementar el resto del programa.
La implementación de un sistema FMS debería cumplir con algunas especificaciones, y aunque éstas no son absolutamente necesarias, se aconseja su uso:
Se deben establecer caminos para desarrollar subsistemas comunes de control de estadísticas, administración de mantención, de tal manera que éstos estén integrados con los otros subsistemas
Se debe usar un software común para integrar los sistemas actuales
Se debe usar convenciones (software) comunes para las interfaces hombre/máquina, de tal manera que los operadores, inspectores y mantenedores usen el mismo procedimiento al interactuar con todas las máquinas
Se debe usar una base de datos administrativa
Se debe usar equipamiento computacional común para la información gráfica y de texto
Las especificaciones de control de programación deben estar estandarizadas con el fin de incorporar interfaces comunicacionales con los proveedores y distribuidores
El uso de robots se ha intensificado últimamente, a tal punto que hoy son vistos simplemente como máquinas herramientas CNC, que son incorporadas a FMSs y FMCs. Cuando son apropiados, los robots se usan para el manejo de materiales, fijación de piezas en las máquinas y otros procesos que son hechos mejor por el robot que por una máquina CNC dedicada. Muchos distribuidores de FMS proveen los robots como parte integral de los sistemas, y en esto hay que tener precaución, pues los robots no son siempre compatibles.
El software y hardware FMS deben trabajar juntos en tiempo real, y una simulación es una buena manera de asegurar que esto ocurra. Debe existir primero una planeación de la capacidad de la planta para así, conociendo la demanda y las condiciones de operación, diseñar una estrategia que permita una adecuada base para la fase de planeación del MRP. Éste, basado en los inventarios que maneja, desarrolla un programa de entrega de productos. El CAPP también ofrece ayuda a la hoja de ruta de un producto, incluyendo los estándares de tiempo directo del diseño, permitiendo la viabilidad de la integración con los sistemas CAD / CAM. Debe existir, por tanto, un programa computacional de tiempo real que vaya comprobando la ejecución de las funciones encomendadas, y que reconozca errores de tal manera de no mandar materiales a una máquina que esté fallando.
Las herramientas de simulación han ido creciendo en importancia al ayudar a planear, diseñar y administrar FMSs. Solo utilizando las capacidades de un computador para modelar distintos escenarios y configuraciones puede un planificador estar seguro de seleccionar la más efectiva solución para las necesidades particulares del sistema. Existen dos tipos de programas que realizan simulaciones: Los de simulación discreta y los de simulación continua. Los primeros sirven para hacer simulaciones gerenciales de una planta, vale decir, simulan cuánta materia prima entra y cuántos productos salen en determinado período de tiempo de cada máquina. Con ellos se puede hacer un layout de toda la planta, pero no se ven los cambios dentro de cada una de las máquinas. En cambio, los simuladores continuos muestran operaciones específicas, pues se pueden hacer layouts de movimientos en particular, por ejemplo la programación de una pieza. De esta manera, los simuladores discretos permiten analizar la factibilidad de lograr cierta producción en determinado período de tiempo maximizando el uso de las máquinas, y los simuladores continuos permiten detectar inconvenientes particulares, así como los tiempos exactos de mecanizado para así determinar también los costos exactos de cada operación.
El manejo de herramientas es otro aspecto que ha ido adquiriendo importancia en los FMSs que cortan metales. No tener operadores que vigilen las operaciones de corte implica tener sensores automáticos de quebrazón de herramientas, de tal manera de detectar problemas cuando éstos ocurran. El uso de herramientas de calidad es esencial en las operaciones de precisión. Esto además aumenta la productividad y flexibilidad de un sistema FMS de varias maneras, pues usando portaherramientas adecuados se aumenta la repetibilidad de uso de una máquina, especialmente con el uso de máquinas programables. Este es el caso de los centros de mecanizado, los cuales pueden realizar operaciones de torneado y fresado, usando los magazines de herramientas adecuados. Hoy en día estos magazines pueden cargar 90 o más herramientas.
Los requerimientos del sistema de control de un FMS son mucho más que simples máquinas NC. La necesidad de lograr coordinación e integración en todos los aspectos de las operaciones de manufactura incluye sistemas de manejo de materiales, máquinas manufactureras, equipamiento de inspección, de recolección de datos y de reporte. Las necesidades de información de estos equipos debe ser manejada por sistema de control del FMS. El control de la producción de un FMS es hecho por una jerarquía de computadores, empezando en los más altos niveles con los sistemas controladores de la planta, manejados por un sistema MRP. Esto provee de la necesidad de fabricar productos. Las órdenes de alto nivel son llevadas a controladores de celda, los cuales traducen la información y se la envían a las máquinas NC u otras.
La jerarquía de control se divide en tres niveles de control:
El programador dinámico, el cual determina el nivel de producción inmediato de cada pieza para así aprovechar al máximo la capacidad cambiante del sistema.
El secuenciador de procesos, el cual determina el detalle del movimiento interno de piezas. Para achicar el número de posibilidades a evaluar en este nivel, algunos de los conflictos interdependientes son resueltos en un nivel menor por un mecanismo más rápido, para determinar el tiempo de mecanizado.
La asignación de recursos dinámicos, o nivel de comunicación, el cual transmite las decisiones y recibe información de los controladores de las máquinas. Una parte de este nivel está a cargo de juntar datos estadísticos, monitorear las opciones del sistema y proveer servicios de aplicación en el momento oportuno. Un procesador de eventos coordina las actividades generales en el controlador.
La operación de un FMS es relativamente simple. Típicamente, un FMS es programado para operar de acuerdo a objetivos predefinidos; por ejemplo, la optimización del flujo de materiales o la maximización de uso de las estaciones. El computador central selecciona una pieza específica para ser mecanizada de acuerdo a los programas de producción almacenados en su memoria. La lleva, la fija en la máquina y luego ejecuta el primer programa de mecanizado, y así sucesivamente. Grabados en el mismo computador se encuentran los pasos para todos los procesos de las distintas piezas, de tal manera que sea él quien discierne cuál será la máquina que empezará a mecanizar tal o cual pieza. Asimismo será él quien tome las decisiones de cuando una máquina deja de operar, ya sea por ubicación o por tiempo. De esta manera, las piezas viajan simultáneamente por el sistema en orden aleatorio, parando sólo en estaciones seleccionadas. Cuando el procesamiento está completo, las piezas terminadas son enviadas a la estación de carga/descarga, donde son removidas por el operador. Esta es la única operación manual requerida en la operación de un FMS (excluyendo obviamente preparación de las herramientas, mantención y monitoreo); todas las otras funciones son automáticas en la mayoría de los casos.
MANUFACTURA FLEXIBLE
Flexible Manufacturing Cells
Un FMC es un grupo de máquinas relacionadas que realizan un proceso particular o un paso en un proceso de manufactura más largo. Puede ser, por ejemplo, una parte de un FMS. Una celda puede ser segregada debido a ruido, requerimientos químicos, requerimientos de materias primas, o tiempo de ciclos de manufactura. El aspecto flexible de una celda flexible de manufactura indica que la celda no está restringida a sólo un tipo de parte o proceso, mas puede acomodarse fácilmente a distintas partes y productos, usualmente dentro de familias de propiedades físicas y características dimensionales similares.
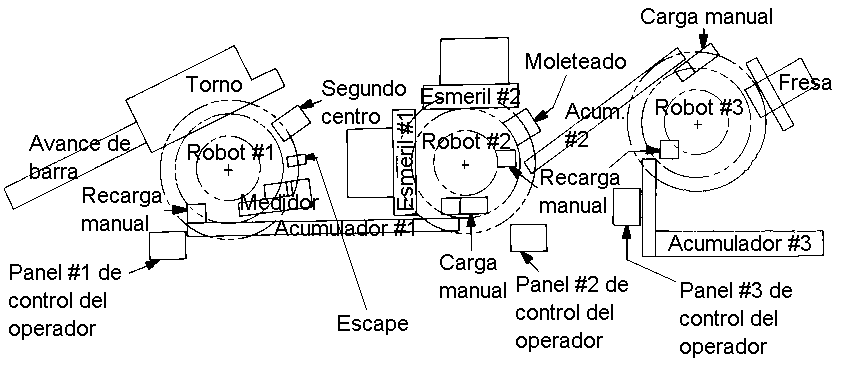
Un FMC es un centro simple o un pequeño conjunto de máquinas que unidas producen una parte, subensamble o producto. Una de las distinciones entre una celda y un sistema es la falta de grandes manipuladores de material (como AGVs) entre las máquinas de una celda. Las máquinas en una celda están usualmente ubicadas de manera circular, muchas veces con un robot en el centro, el cual mueve las partes de máquina en máquina. El conjunto de máquinas en una celda se complementa para efectuar una actividad básicamente relacionada, como mecanizado, taladrado, terminación superficial o inspección de una pieza. Un FMS puede contener múltiples celdas, las cuales pueden realizar diferentes y variadas funciones en cada celda o en una máquina o centro en particular..
Algunos empresarios han manifestado que el primer beneficio de FMC es en el área de control de la producción. Las celdas reducen el tiempo de proceso y el inventario. Además, moviendo varios procesos a una celda, se logra que muchas órdenes de producción se consoliden en una sola orden. De esta manera se programa mejor la producción, así como se disminuyen los movimientos de material, si se usa en conjunto los principios JIT.
Las celdas de mecanizado son generalmente mas baratas para instalar y desarrollar, permitiendo al usuario implementar tecnología de manufactura flexible de manera gradual. La opinión actual de muchos usuarios de FMC es "más simple es mejor". Los empresarios manufactureros están implementando celdas flexibles de manufactura, y luego integrando las celdas, pero sin las uniones forzadas e interdependencias de un FMS totalmente operativo. Varios usuarios FMS no han logrado nunca una total funcionalidad en sus sistemas, debido a funcionamiento impreciso o falta de comunicación. El software FMS es uno de los más grandes problemas para estos usuarios. Es por esto que la tendencia hoy en día apunta a la implementación de celdas flexibles.
Las diferencias entre un FMS y un FMC pueden ser poco claras, debido a que ambas apuntan a un mismo resultado final; sin embargo, el camino es distinto. La implementación de un FMS requiere normalmente de un plan CIM que lo acompañe, mientras que en algunas circunstancias, un FMC simple puede ser planeado e implementado sin completar un plan CIM. El uso de técnicas de simulación, de las cuales ya se habló, hace mucho por prevenir resultados indeseables, sin un mayor gasto de recursos.
En la planeación de la instalación de un FMC, varias áreas deben ser tomadas en consideración:
Área de trabajo directo: Selección de máquinas que funcionarán sin operador, minimización de tiempos de preparación y tiempo perdido
Área de trabajo indirecto: Inspección, manejo y envíos
Área de máquinas: Herramientas, enfriadores y lubricantes
Área de manejo de materiales y papeleo: Movimientos de partes, programación de trabajos, tiempos perdidos
Los programas de simulación para celdas ocupan elementos de ambos tipos de simulación detallados anteriormente, pues en la fase inicial usan una simulación discreta para luego usar una continua. Este tipo particular de simulación se denomina simulación de celda de trabajo.
La simulación de celda de trabajo puede ser mejor aprovechada en la etapa de diseño de la celda, con el fin de evitar nuevas revisiones y rediseños. La confianza que se logra en estas simulaciones es alta. El proceso de la celda puede evaluarse tanto por integridad conceptual como por eficiencia. Se pueden efectuar modificaciones importantes de muchas maneras con el fin de encontrar la solución óptima.
De todas las capacidades que debe poseer este simulador, una de las más importantes es la de poseer un detector automático de colisiones. El solo hecho de tener esta característica hace ser este programa de concepto una realidad tangible. Otra posibilidad importante es realizar modificaciones a los programas en ambientes simulados, es decir, con el robot moviéndose pero sin las máquinas en su entorno. Más adelante pueden irse ubicando éstas, para finalmente usar el programa con máxima seguridad y confianza.
Las celdas flexibles de manufactura tienen dos cosas en común: Las máquinas son operadas por un control común y hay un manejo común de los materiales.
El control de las operaciones de los centros de mecanizado son manejados por una unidad central de procesamiento (CPU). Los datos programados son ingresados y modificados, y la ubicación y estado de los pallets es mostrado en tiempo real. La programación de tiempo, el número de programas requeridos y el total acumulado de mecanizados incompletos están también a la mano. Algunos controladores también manejan la selección de herramientas, el monitoreo de las condiciones de corte y la generación de rutas óptimas para las herramientas.
Funcionalmente, el sistema de control debe ser capaz de lo siguiente:
Monitoreo de equipos: Se extiende así la capacidad del operador
Monitoreo de alarma: Detecta y reporta condiciones de error, y responde con acciones alternativas automáticamente
Administración de programas: Permite guardado, carga y descarga de programas e instrucciones para equipos programables o manuales
Control de producción: Analiza el trabajo en proceso y optimiza con esos datos el despacho de piezas terminadas
Las celdas flexibles han encontrado importantes aplicaciones en todo tipo de empresas, logrando mejoras del siguiente orden:
En mecanizado: 30% de disminución en tiempo muerto y un 55 a 85% de aumento en la utilización de máquinas
Con utilización de robots: Casi 100% de aumento en la producción y un 75% de ahorro en el tiempo de producción
La necesidad de continuas y largas corridas de productos estándar puede requerir la vuelta al sistema de líneas de producción, sin embargo, la necesidad de programación flexible y dinámica, gran variabilidad de productos y personalización de productos para los requerimientos del cliente, llevará a muchas compañías al uso de celdas o sistemas flexibles de manufactura.
Nacidas de la necesidad de competir contra las presiones globales, y hechas posibles por la reestructuración industrial y los rápidos cambios de la tecnología, las celdas flexibles de manufactura están proveyendo soluciones claras a muchos empresarios manufactureros. Muchos observadores de la industria ven con buenos ojos el futuro - un futuro en el que las FMCs no sólo van a solucionar difíciles problemas de manufactura, sino también van a servir como el peldaño a los FMSs, así como a las "fábricas del futuro".
Descargar
| Enviado por: | Mar |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.