Ingeniero Técnico Industrial
Electroerosión
E L E C T R O E R O S I O N
DESCRIPCIÓN
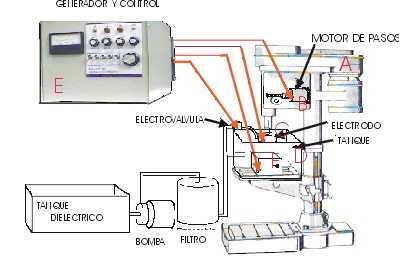
Este sistema consiste en desbastar un metal mediante una corriente eléctrica. Mecánicamente esta formado por una fresadora u otro tipo de maquina herramienta que trabaje en forma similar. A
El comando de descenso del husillo porta herramienta es remplazado por un motor eléctrico del tipo paso a paso. B
En el porta herramienta se coloca la matriz de cobre cuya forma será copiada en el metal trabajado. C
Sobre la base de la maquina se coloca una batea en la que se apoya la pieza a erosionar y se llena con un liquido dieléctrico. D
Un generador produce corriente de hasta 35 Amper con una frecuencia variable entre 400 y 40000 ciclos. E
La tensión de trabajo es de 80 Voltios.
Para las personas con alguna experiencia en soldadura reconocen que por ejemplo el sistema de soldadura TIG funciona también con una tensión similar y una onda de alta frecuencia ioniza el gas conductor formando el plasma, en este caso lo ionizado es el liquido.
FUNCIONAMIENTO
Se coloca el material a procesar dentro de la batea y se alinea con la matriz F instalada en el husillo, se llena la batea con el liquido dieléctrico y se pone en marcha el equipo.
El cabezal comienza a descender llevado por el motor de pasos hasta aproximarse a el metal a erosionar y se producen chispas entre ambos metales.
La corriente puede ser aumentada aumentando la presión y la terminación superficial puede ser variada cambiando la frecuencia.
Circuitos auxiliares indican mediante el encendido de una luz la forma en que esta operando el equipo, si se mantiene encendida la presión es demasiada, si no se enciende es muy poca, una iluminación tenue variable es indicación de buen funcionamiento.
Una bomba inyecta liquido en forma continua para retirar del área de contacto la escoria del material extraído.
El avance producido por el motor es comandado por la corriente de trabajo.
Un lazo de realimentación fija la corriente del equipo a un valor promedio haciendo aumentar o disminuir la distancia entre las piezas. (subiendo y bajando el electrodo)
Las maquinas de electroerosión preparadas especialmente para ese trabajo funcionan con el mismo principio pero en ellas los resultados obtenibles son una mayor precisión y velocidad de trabajo además de un importante mayor costo.
SISTEMA CON MANDO HIDRÁULICO
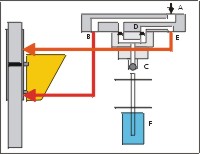
Una bomba provee 1 litro minuto a 20 Kgcm de aceite SAE 10 en la entrada A
Cuando C esta abierto el aceite sale por B y hace subir el pistón hasta la posición de reposo.
Cuando se activa la electroválvula F la válvula C se cierra y el aceite circula a través de D hacia el otro lado del pistón equilibrando las presiones y el vástago comienza a descender.
La electroválvula se maneja con la corriente que pasa por la pieza erosionada y varia en forma inversa, mas corriente se abre, menos corriente se cierra aumentando la presión del electrodo sobre la pieza.
Un potenciómetro en serie regula el grado de presión y un oscilador (modulador) hace subir y bajar la corriente
Hace tiempo ya que la electroerosión rompió con la etiqueta de proceso de "mecanizado no convencional". Su amplia introducción en los talleres ha ido acompañada de los grandes avances experimentados en los últimos años. Velocidad de trabajo, tamaño de las piezas, ángulo de corte, costo, precisión, trabajo desatendido, etc. representan los pilares fundamentales en los que se sustenta el éxito de la electroerosión, tanto de hilo como por penetración.
Nadie pone ya en cuestión que la electroerosión ha dejado de ser un proceso de mecanizado "no convencional". De hecho, actualmente representa el cuarto método más utilizado, sólo superado por el fresado, el torneado y el rectificado. La amplia difusión de la electroerosión en los últimos años obedece a las rápidas mejoras experimentadas a nivel de relación precio/prestaciones, a la introducción de nuevas aplicaciones y al creciente interés generado en la industria mecánica por las ventajas de esta tecnología. Las prestaciones y las ventas, tanto de las máquinas de penetración como de hilo, han aumentado notablemente pero su evolución ha sido diferente según el caso.
Electroerosión por hilo
Este proceso, que comenzó a desarrollarse a principios de los años 70, sustenta sus avances más importantes sobre seis aspectos principales.
Velocidad de trabajo
La ventaja más importante en la mayor parte de las aplicaciones ha sido la mejora en la velocidad nominal de corte; esto es, la velocidad de corte alcanzada bajo condiciones ideales. La velocidad ha pasado de unos 6 cm2/h hasta los 200 cm2/h actuales. A pesar de que las velocidades medias reales han ido siempre por detrás de las velocidades nominales, su aumento ha sido proporcional. Las causas este incremento responden básicamente a una mayor presión del flujo y a los nuevos circuitos de los generadores, que permiten una optimización en las colocaciones. Otra contribución es la mejora en la calidad de los electrodos de hilo y la variedad de las aleaciones en que están fabricados.
A medida que la velocidad aumenta, también lo hace en igual proporción la cantidad de piezas fabricadas por hora. Además, con el fin de obtener el máximo beneficio de estas ganancias de velocidad y para evitar tener máquinas improductivas durante el tercer turno, los fabricantes de máquinas de electroerosión han ido introduciendo sistemas de enhebrado automático cada vez más efectivos, estrategias de prevención de rotura del hilo y la automatización de la carga de las piezas.
Tamaño de pieza
En un principio, la aplicación de la electroerosión por hilo se limitaba a la fabricación de matrices y punzones, por lo que la altura de estas piezas no rebasaba los 100 mm. Al mismo tiempo que moldistas y otros talleres de mecánica general comenzaron a descubrir las ventajas de la electroerosión, los constructores comenzaron a aumentar el tamaño de las máquinas y, por tanto, sus capacidades máximas. Así, aumentaron las dimensiones de todos los ejes, sobre todo en el Z, debiéndose en buena parte este dimensionamiento a las nuevas configuraciones mecánicas.
Ángulo de inclinación
Dado que los primeros modelos de máquinas de hilo estaban orientados a la fabricación de matrices, el ángulo máximo era de un grado para una altura entre 110 y 125 mm. Con el fin de satisfacer las crecientes necesidades de la industria de los moldes y de piezas en general, el ángulo fue aumentando hasta hacer posible alcanzar hoy ángulos de 30 grados en alturas de 400 mm, lo que abre nuevas aplicaciones a la electroerosión por hilo.
Precio
a evolución tecnológica de la electroerosión por hilo ha ido acompañada por una sustancial rebaja en los precios de las máquinas, que hoy son hasta un 75 por ciento más baratas (con ajuste de la inflación) que los primeros modelos. Varias razones explican este abaratamiento. Por una parte, la tendencia seguida por la industria electrónica (más prestaciones a menor precio) empujó a la reducción del coste de las partes electrónicas. Por otra, el espectacular aumento en la venta de máquinas posibilitó a los fabricantes las economías de escala. Junto a todo esto, los nuevos diseños mecánicos contribuían a obtener mayores precisiones a menor coste.
Precisión
La precisión máxima ha pasado de los 25 µm en los primeros modelos a tan sólo 1 µm en los actuales. Varios factores han hecho esto posible: la aparición de máquinas que aseguraban que el corte siguiera una geometría programada con gran precisión; las reglas de vidrio, que garantizaban una precisión continua con independencia del número de horas de trabajo y las variaciones de temperatura; la termoestabilización de las columnas de la máquina mediante un dieléctrico refrigerado con el fin de garantizar la perpendicularidad del hilo.
Todas estas innovaciones hacen que, siendo las máquinas actuales un 75 más económicas que las primeras, su productividad se haya triplicado e incluso cuadruplicado.
Funcionamiento sin vigilancia
La baja velocidad de corte era la razón por la que las primeras máquinas de hilo podían trabajar desatendidas un buen número de horas. Pero el constante aumentó de la velocidad exigía la introducción de nuevas prestaciones, como por ejemplo los sistemas de enhebrado automático. Dichos sistemas permiten, entre otras posibilidades, mecanizar sin presencia del operario orificios en matrices o incluso piezas completas. Los primeros sistemas, surgidos hace unos 20 años, tenían un ciclo de 120 segundos y no eran totalmente fiables, mientras que los más recientes, además de más simples, reducen el ciclo a tan sólo 28 segundos, siendo mucho más fiables incluso mecanizando orificios con un diámetro 0,05 mm mayor que el del propio hilo.
Por otra parte, la posibilidad de automatizar la carga de las piezas ha contribuido también notablemente a aumentar las horas de operación desatendida. Llegados a este punto, conviene recordar que la eficaz utilización de un sistema de estas características requiere una estudiada programación y planificación en el taller, de forma que las piezas y los programas estén disponibles en cada momento. Es gracias a estos sistemas automatizados como muchos talleres pueden electroerosionar durante más de 100 horas semanales en una misma máquina.
Dado que actualmente los operarios cualificados en electroerosión brillan por su escasez, la mayor facilidad de manejo de las máquinas ha permitido reducir los costes de operación y destinar menos operarios a más máquinas, incluso en el turno de día. Existen en el mercado nuevos sistemas de control adaptativo que ajustan automáticamente la presión de flujo del dieléctrico, la frecuencia y la tensión del hilo. Esta automatización elimina la necesidad de tener a un operario dedicado al ajuste de dichas variables cuando se necesita cortar secciones de espesores variables.
Electroerosión por penetración
Esta modalidad de mecanizado se remonta a 1955 con los primeros modelos manuales fabricados en Japón. Pero no fue hasta la década de los 70 cuando el mecanizado orbital redujo significativamente el tiempo de ciclo y el número de electrodos necesarios. Sobre 1980 aparecieron las primeras unidades CNC, asentándose definitivamente esta tecnología. Más que en términos de tiempos de ciclo, la principal mejora observada con relación al método manual consistió en la reducción del número de horas de trabajo necesarias para mecanizar una cavidad.
Mientras que en la electroerosión por hilo las mejoras en productividad y reducción de costes se debieron a las mayores velocidades de corte, las mejoras en penetración responden a la posibilidad de trabajar más horas al día gracias a las ventajas del CNC. Al tiempo que ambos procesos se benefician de un menor número de horas por pieza, el paso de la operación manual a CNC ha permitido un funcionamiento casi ininterrumpido de las máquinas en el primer turno y mucho mayor en el segundo y tercero, en forma desatendida. Así, si para una máquina manual el objetivo de producción diaria se sitúa en las 6 horas, lo normal para una máquina CNC es hacerlo durante 16. En muchos talleres estas cifras incluso se superan.
Precio
Los principales fabricantes de máquinas de electroerosión por penetración CNC (sin cambiador de herramientas o eje C) comercializan sus equipos a un precio similar (con ajuste de la inflación) al de las máquinas manuales de mediados de los años 70. Incluso al añadir el coste de los accesorios opcionales, el precio de una nueva máquina sigue estando al nivel de una máquina manual de mecanizado orbital de hace 20 años. Además, cualquier aumento de precio es sobradamente compensado por la reducción de los tiempos de ciclo y el gran aumento de horas de funcionamiento.
Reducción de tiempos
En las máquinas de penetración, la nueva carrera en la reducción de los tiempos de ciclo se refleja en la aparición de generadores adaptativos. Dichos generadores, que aprovechan las ventajas de los modelos anteriores, permiten optimizar el proceso y controlar la agresividad del mecanizado. En algunas máquinas, por ejemplo, la frecuencia y longitud de pulsación se ajusta de acuerdo a la profundidad real de corte, lo que permite elevar el rendimiento incluso en condiciones de flujo difíciles.
Asimismo, los nuevos motores de servocontrol y unos tiempos de bucle de mecanizado de 2 microsegundos favorecen la retirada más rápida del electrodo durante el mecanizado. Este sistema monitoriza cada descarga eléctrica y elimina inmediatamente las no deseadas, optimizando el proceso. Estos generadores también adaptan automáticamente la densidad de corriente durante el desbaste, lo que aumenta notablemente el rendimiento con electrodos de formas libres. Durante el acabado, el sistema monitoriza el corte para, mediante la utilización de un sensor de contaminación, proteger la consistencia e integridad superficial.
Trabajo sin vigilancia
Cada vez más, los talleres incorporan sistemas de carga robotizados de cara a incrementar las operaciones desatendidas y la productividad por máquina, y a reducir los plazos de entrega. Muchos de los actuales sistemas robotizados van montados en la propia máquina, siendo el CNC quien controla directamente tanto la máquina como el robot. Otras ventajas aportadas por este sistema se refieren a la introducción del control adaptativo, la reducción del 50 por ciento en el tiempo de cambio del electrodo y la disminución de la superficie ocupada.
Facilidad de manejo
Con el fin de reducir los tiempos al máximo, los nuevos sistemas incluyen una programación mucho más sencilla. Un sistema de este tipo permite al operador realizar la programación off-line en un PC y descargarla en la máquina. Estos sistemas son capaces de reducir los tiempos de programación y operación hasta un 25 por ciento y hacen que hasta el operario que utiliza la máquina una única vez por semana pueda obtener de ésta un rendimiento totalmente satisfactorio.
Precisión
La precisión de una máquina de electroerosión por penetración depende en gran medida de la propia precisión del electrodo. La difusión de fresadoras de grafito de alta velocidad a precios razonables ha puesto al alcance de los talleres electrodos mucho más precisos y eficientes.
Las más recientes máquinas de electroerosión por penetración también se benefician de esta mejora de la precisión. El micromecanizado es una prueba palpable. Cuando, por ejemplo, se electroerosiona una cavidad de 3 mm2 o menor, los últimos generadores son capaces de mecanizar ángulos internos con un radio interior de 25 µm gracias a una reducción del desgaste en estos ángulos de un 65 por ciento. Estas operaciones pueden realizarse con una cantidad de electrodos aproximadamente seis veces menor y con unos tiempos de ciclo más rápidos
Descargar
| Enviado por: | Beatriz Cipres Wilson |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.