Ingeniero de Materiales
Ductibilidad
INSTITUTO TECNOLOGICO DE TLALNEPANTLA
DEPAPARTAMENTO DE METAL-MECANCA
LABORATORIO DE INGENIERIA MECANICA
SECCION DE ENSAYOS DESTRUCTUVOS
NO. DE LA PRÁCTICA: 1
TITULO DE LA PRACTICA: DUCTIBILIDAD
NOMBRE DEL ALUMNO: MACIAS PEREZ JUAN
NOMBRE DEL PROFESOR: ING. IGNACIO
GRUPO 1
FECHA DE REALIZACION DE LA PRÁCTICA: 8 DE MARZO 2007
FECHA DE ENTRGA DE LA PRÁCTICA: 15 MARZO 2007
INDICE
OBJETIVO…………………………………………………………………………....
CONSIDERACIONES TEORICAS………………………………………………….
METODOLOGIA DEL ENSAYO…………………………………………………....
EQUIPO UTILIZADO………………………………………………………………..
NORMAS UTILIZADAS…………………………………………………………….
DIBUJO DE LAPROBETA ANTES DEL ENSAYO………………………………..
DIBUJO DE LA PROBETA DESPUES DEL ENSAYO…………………………….
TABLA DE DATOS………………………………………………………………….
CALCULOS…………………………………………………………………………..
TABLA DE RESULTADOS………………………………………………………….
GRAFICAS…………………………………………………………………………...
CUESTIONARIO……………………………………………………………………..
CONCLUSIONES…………………………………………………………………….
BIBLIOGRAFIA……………………………………………………………………...
OBJETIVO
Por medio del ensayo estático de la ductibiladad se puede determinar la carga máxima aplicada y la altura de la copa de una hoja (lamina) metálica de dimensiones normalizadas, aplicando los métodos de copa Olsen y Erichsen.
CONSIDERACIONES TEORICAS
Ductilidad:
La ductilidad es la propiedad que tiene un material de deformarse visiblemente (plásticamente) antes de llegar a la ruptura. Esto es, que el material puede ser estirado considerablemente antes de romperse.
Se dice que un material no dúctil, se vuelve quebradizo, esto quiere decir que se quiebra o se rompe con poco o ningún esfuerzo o alargamiento, las medidas mas comunes en que se presenta la ductilidad es el porcentaje de elongación y la reducción del area en el ensayo de tensión.
¿QUE EL ENSAYO DE DUCTILIDAD?
En este procedimiento se ha llevado o se debe llevar acabo mediante normas que se han establecido para elaborar la prueba y llevarla a su ejecución,
Este proceso solamente consiste en estampar la bola o el punzon sobre una probeta sujetada por su parte inferiror y superior, una ves que se encuentra sujetada la maquina unicamnte se va encargar de deformar la probeta, con la fuerza necesaria para poder hacerla cambiar y lograr nuestro objetivo.
Este objetivo lo llevaremos acabo mediante un penetrador con forma esferica, deacuerdo con la norma esta debe de ser de acero pulido, ya que esta va a pentrar al meterial y queremos que sea de la manera mas limpia posible, debemos destacar que exiten dos tipos de medida de copa:
-
Sistema Ingles, que a su vez se le denomina copa Olsten que es de 7/8
-
Del Sistema Internacional, llamada Erichsen que es de 22mm.
Aquí se muestra la probeta sueja a la matriz (1) y (2), estos elementos sirve para que la probeta no se mueva o se valla a recorren durante el ensayo, ahí tambien podemos ver como el punzon (3) va elevando la prebeta hasta su limite.
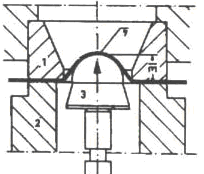
La probeta se tiene que sujetar de manera en que la bola penetre en un punto mínimo de 38 mm del borde de la probeta en cada extremo
De acuerdo con la norma de holgura de embutición la holgura entre las probeta y el soporte anular esta fijada con una precisión de .05 mm para todos los espesores de la probeta.
Según la norma existen dos tipos de probetas que son
-
Circulares
-
Rectangulares
La forma en que vamos a realizar la practica tenemos que medir la probeta, es decir el espesor de la misma con un calibrador vernier, según la norma se tiene que negrasar ya sea con gel de petroleo o manteca.
En el dispositivo de la maquina, por el cual vamos a llevar acabo la practica, la posición debera ser cero, ya que al avanzar el punzon hara avanzar el indicador de caratula (altura), la carga y altura de desplazamiento del punzon se determina únicamente observando los aparatos de medición que tiene la maquina, uno de ellos es el siguiente

Los datos de la carga y la altura se miden con el indicador de carátula , como ya se había mencionado, el cual también se encuentra en la posición de cero.
Las mediciones que nos va mostrando es solo la altura que va tomando hasta que llegue a la fractura, debemos de tomar la lectura de la fractura de frente, para evitar un error llamado “error de paralaje”
Otro elemento del cual esta constituida la maquina, es el indicador de carga, el cual va registrar la carga, esta compuesto por dos agujas de tal manera que la carga maxima se queda congelada en indicador y ese es el momento en el cual se va a regristra la lectura, cuando se queda congelada la aguja esto tambien indica que ya se produjo la ruptura en la probeta, como el indicador esta compuesto por dos agujas, una que muestra la carga maxima ty otra que regresa al iniciar la ruptura, esto quiere decir que es ,as grande la carga maxima, y su deformación es mas grande que la carga que se esta aplicando

En los ensayos de normal ductibiladad no dispone de probeta suficientemente anchas para tomar la muestra, se puede hacer ensayos de embuticion de bola y punzon mas pequeños, pero para esto se deben tomar probetas circulares para ser ensayadas
Medida para la ductilidad
El concepto de ductilidad es cualitativo, pues es una propiedad subjetiva del material. En general, las medidas de ductilidad son de interés en tres formas:
-
Para indicar hasta cuanto material puede ser fracturado sin deformarse en operaciones de procesos de conformación, tales como laminación o extrusión.
-
Para indicar al diseñador, de modo general, la habilidad del metal para fluir plásticamente antes de fractura.
-
Sirve como un indicador de cambio en los niveles de impureza o condiciones del proceso.
Las medidas convencionales de ductilidad que son obtenidas del ensayo de tracción son la deformación en la fractura, y la reducción de área en la fractura q. ambas propiedades se obtienen después de fracturar el material, juntando nuevamente la probeta y realizando las mediciones
A causa de que una fracción apreciable de la deformación plástica se concentra en la región localizada (nuca - estricción) de la probeta de ensayo, el valor de ef dependerá de la longitud de prueba sobre la cual se realiza la medida. Una longitud de prueba menor aumentará la contribución de la elongación en la región de la nuca, aumentando el valor de ef.
Interpretación de resultados
Los datos consisten en las medidas de las longitudes iniciales y finales, los diámetros iniciales y finales para probetas cilíndricas; anchos y espesores para probetas rectangulares y una serie de datos de carga y cambios de longitud para cada una de las probetas.
El valor del límite elástico es el mayor valor del esfuerzo hasta el cual el material mantiene un comportamiento elástico.
Los valores de resistencia a la tracción y límite elástico son parámetros de resistencia mecánica.
PUNTO DE CEDENCIA
Todos los materiales como el acero muestran un puntote cedencia, el cual se dice que es como el esfuerzo el cual ocurre un mercado aumente de deformación sin aumento de esfuerzo, podemos resumir que el punto de cedencia es el punto en el cual la deformación del material se produce sin incremento sensible del esfuerzo. Al esfuerzo característico de este punto se le llama esfuerzo de cedencia.
Esfuerzo de ruptura
El Esfuerzo de ruptura es aquel en que la probeta se rompe o corta.
Resistencia a la ruptura:
Es el esfuerzo basado en la sección original, que produce la fractura del material. La importancia básica para la ingeniería es el poder determinar el esfuerzo máximo posible para un determinado material, y de esa manera poder determinar los factores de seguridad para la construcción determinada. Aunque por la inestabilidad de ese punto, es de poda utilidad, ya que no puede usarse para el diseño de ingeniería.
METODOLGIA
-
LIMPIEZA DE LA PROBETA ENTES DEL ENSAYO
-
Aplicar un lubricante sugun la norma, la cual no se efectuo
-
Introducir la probeta dentro de los dipositivos de sujeción
-
Encender la maquina
-
Hacer que el identador sujete la probeta con los dados, lo indicara el manómetro
-
Se puede verificar que la practica se esta llevando acabo por medio de los incrementos de las cargas
-
El identador se empieza desplazar ,deacuerdo con la velocidad que nosotros le indicamos
-
Se tiene que hacer que la probeta llege a su estado de ruptura o falla, esto quiere decir que la practica ha finalizado
-
Debemos tomar la lectura correspondiente deacuerdo con el indacador
-
Tambien debemos de tomar la lectura del manómetro para poder determinar la cantidad de fuerza que se aplico
-
Sacar la probeta y observarla y denotar las caracteristicas de la probeta, para poder dibujarla y tomar las nuvas dimensiones
-
Se requerira hacer los calculos necesarios de la capacidad de la carga de la maquina y hacer nuestra tabla y comprar con las tres tablas que se han proporcionado con la norma y ver con que condiciones cumple la probeta
-
Apagar y tapar la maquina después de haber realizado el ensayo
EQUIPO UTILIZADO
Maquina de acopamiento con una fuerza minima de 2000 lb (950 kg)
La velocidad de laprueba debera ser en 0.2 y 0.1pulg/min (0.9 y0.4 mm/seg)
Penetrador de 0.875 pulg
Indicador de caratula con una legibilidad de .0025” o +/-.05
Calibrador vernier
Una probeta de acero comercial
Indicadores de carátula
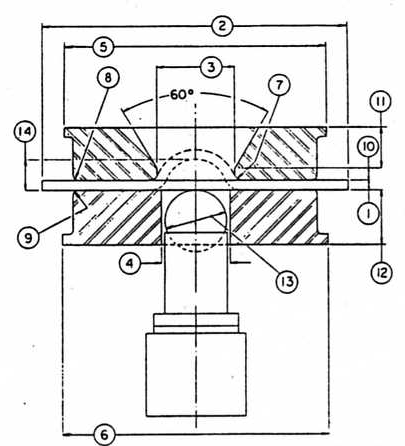
La maquina de acopamiento (Fig. 1) cualquier maquina utilizada para la prueba de deformación por punzón de bola podrá ser equipada para sostener la pieza con un mínimo de fuerza de 2200 lb (9800 N), deberá tener un penetrador en forma de esfera capaz de forzar la parte central de la pieza, a través de un molde de elevación hasta que se de por terminada la prueba (ver 7.3).
La variante en fuerza de abrace es un recurso de variación de la elevación de copa, para la maquinaria no equipada con estas medidas de fuerza, la magnitud de la fuerza debería ser establecida anticipadamente.
La magnitud de fuerza de abrace puede ser tal que no se aprecie cuando se marco la placa metálica en la prueba.
La maquina puede ser habilitada con un identificador de desplazamiento para medir oportunamente la elevación de copa.
5.2. El indicador de desplazamiento puede o debera monitorear el movimiento penetrante del punzon y la escala puede ser graduada de acuerdo al desplazamiento puede ser medido con por lo menos +/- 0.0025 pulgadas (cuando se usan indicadores de caratula en unidades SI, los desplazamientos pueden ser medidos con por lo menos +/- 0.05 mm).
Herramental
El penetrador debe ser lo suficiente rígido tanto como para no ser deformado o movido lateralmente durante la prueba. Su cabezal debe ser esférico y tener un diámetro de 0.875 +/- 0.002 pulg. (22.22 +/- 0.05 mm) y solo esta esfera será la que contacte la probeta. El penetrador podría moverse en su punto axial de los moldes superior e inferior. La maquina debe estar libre de oxidantes, corrosivos, suciedad, etc.
La superficie del molde superior que esta en contacto con la lamina a prueba, puede ser plana y paralela a la superficie del molde inferior. Ambas superficies deben estar limpias y libre de oxidantes, corrosivos, suciedad, etc.
La superficie de acabado del penetrador y la del molde superior al entrar en contacto con la pieza a prueba, no debe exceder los 160 upulg. (0.004 mm) tomando como base el máximo de distancia de pico a pico
La parte esférica del penetrador debe tener una dureza no menor a 62 HRC, las superficies de trabajo de los moldes superior e inferior deben tener una dureza de 56 HRC o más.
MAQUINA UTILIZADA EN LA PRUEBA SEGÚN LA NORMA ASTM
NORMA UTILIZADA
El procedimiento de la prueba fue realizada de acuerdo a la norma especificada que es ASTM-E643, cabe destacar que la prueba que realizamos fue una prueba destructiva continuación describimos el proceso que fue llevado deacuerdo a las especificaciones de la misma
Como primer paso tenemos debemos verificar qu e la probeta este libre de rebaba y polvo, tomar las medidas de la probeta por medio de un calibrador vernier antes del ensayo.
Como siguiente paso debemos de lubricación, este procedimiento, el cual no fue llevado acabo por inidiciones hechas por el profesor, la indicacion fue nula debido a que la maquina presentava “residuos”, es decir restos de material lubricante, la norma indica que puede ser gel de petroleo, pero también se puede utilizar manteca.
Lubricación.
La elevación de copa se encuentra realmente afectada si la selección del lubricante a utilizar o bien el decidir si lubricar o no. Estudios han demostrado que la variación con respecto a los lubricantes influye en la distribución de tensión y el estado de tensión de un material que ha sido estirado mediante el martilleo esférico, la copa que haya obtenido bajo unas condiciones de buenos lubricantes, será significativamente mejores que los obtenidos bajo las condiciones de poca lubricación.
Podemos usar gel de petróleo comercial como lubricante.
No altere la superficie de la pieza ya sea mecánica o químicamente, esto podria podrá ser representativo en los materiales que se hallan utilizados.
La lubricación deberá ser solo a el punzón, una delgada capa de lubricante es suficiente, con la intención de reducir la posibilidad de algún movimiento relativo (eso marca la pieza) en la pieza a prueba con respecto a las superficies de los moldes, NO lubricar los moldes o piezas a probar.
Otros sistemas de lubricación y preparación de piezas puede ser utilizado bajo acuerdo entre el proveedor y el usuario.
Una ves que se halla llevado el procedimiento de lubricación, debemos tener en cuenta la velocidad de prueba, es decir la velocidad en que vamos a penetrar la probeta, el profesor indico que si era muy rápida, las lecturas no se iban poder ver muy bien, como es esto, pues cuando nos diéramos cuenta cuando el metal fuera penetrado no ibamos a tomar alguna lectura correspondiente y se tendria que repetir la prueba, debemos destacr que la prueba de acuerdo a la norma esta se debe realizar 3 veces;
Prueba de rapidez.
La rapidez del penetrador o martillo, es decir la velocidad con la que se debe penetrar el material debe ser entre 0.2 y 1.0 pulg. /min. (0.08 y 0.40 mm/s)
Cerca de la finalización de la prueba, la velocidad debe reducirse al límite mas bajo, con la intención de determinar con mayor exactitud el punto final de la prueba, podemos determinar el final de la prueba cuando la probeta ah llegado a su limite elástico, es decir, que el penetrador por fin ha hecho a la probeta que llegue a su ruptura (ruptura de la copa).
Punto de término de la prueba.
El método que nos indica o por el cual podemos determinar la finalización de la prueba, puede ser a través de la reducción de carga sobre la pieza, ya que una vez que se estén haciendo las ultimas fuerzas para penetrar, la probeta empieza a ceder debido a que la corona de la copa se rompe en forma de casquete y que también otra indicación seria el inicio del tope en el domo.
Algunas maquinas de prueba puede que no cuenten con el equipo de indicador de carga, en ese caso el punto de terminación podrá ser visible la fractura o como se menciono el inicio del tope en el domo de la pieza probada.
No debemos considerar los resultados de la prueba como validos para un reporte formal o final, cuando la fractura sucede en el área de soporte.
Si la maquina que estamos utilizando tiene un dispositivo de reducción de carga en la maquina (switch de presión), podemos dar al switch el mínimo de tiempo de retraso para observar detalladamente el rompimiento de la copa o ver su ultimo punto de
Reportar el método utilizado para determinar el punto de término con los resultados de la prueba.
Deformación de la copa por elevación del punzón esférico
La deformación ocasionada por el penetrador en la probeta es de forma de copa, de ahí el nombre de la maquina de acopamiento
La elevación de la copa será medida por el indicador de carátula ya sea en milésimas de pulgada o centésimas de milímetro, este va ir determinando la altura de la copa por medio del indicador hasta el término de la prueba.
Debemos primero poner al indicador de desplazamiento del penetrador en cero y así podemos iniciar la prueba. El inicio de la prueba es cuando el penetrador bajo condiciones reguladas o iguales de prueba, hace contacto con la probeta.
DIN 50101
Es la prueba que se realiza a los metales, prueba de acopamiento Erichsen en hoja y tira de metal, debe de tener un ancho de 90 mm y un espesor de hasta 2mm
DIN 50101-2
Prueba de matales, para la prueba de acopmienti Erichsen en hoja y tira de meta, debe de tener un ancho de 90mm y espesor de 2mm hasta 3mm
MAQUINA UTLIZADA


PROBETA ANTES DEL ENSAYO

PROBETA DESPUES DEL ENSAYO

TABLA DE DATOS
| TIPO DE ENSAYO | COPA ERICHSEN |
| DIAMETRO DEL PENETRADOR | 22 mm |
| MATERIAL DE LA PROBETA | ACERO COMERCIAL |
| CALIBRE Y ESPESOR DE LA PROBETA | No. 16 (1.52mm) |
| DIMENSIONES DE LA PROBETA | 320X80 mm |
| NUMEROS DE ENSAYOS | 1 |
| TIPO DE LUBRICANTE | No se utilizo |
| CAPACIDAD DE LA MAQUINA | 6000 kg |
| METODO DE SUJECION | DADOS |
| ALTURA DE LA COPA | 11.0 mm |
| DURACION DEL ENSAYO APROX. | 35 min |
CALCULOS
| ALTURA REGISTRADA DEL PENETRADOR | 11.0 mm |
| CARGA REGISTRADA | 2520 kg |
| ESPESOR DE LA PROBETA | 1.52 mm |
RESULTADOS
| Calibre #16 Según la Tabla 1 (SERVICE PHISICAL TESTER) Deformación Mínima | DUREZA |
| (0.485)(25.4)=12.39mm | MUY BLANDO |
| (0.450)(25.4)=11.43mm | BLANDO |
| (0.415)(25.4)=10.541mm | POCO DURO |
| (0.385)(25.4)=9.779mm | MEDIO DURO |
| CALIBRE No. 16 con respecto a la Tabla 3 | Dureza Máxima 65 RB |
TABLA DE RESULTADOS
| RESULTADOS |
| TIPO DE ENSALLO: DUCTIBILIDAD MATERIAL DE LA PROBETA DIMENSIONES: ACERO COMERCIAL TIPO DE LUBRICANTE: NO SE APLICO DIAMETRO DEL PENETRADOR: 22mm CALIBRE: No. 16 (1.52mm) No DE ENSALLOS 1 |
| ENSAYO | PROFUNDIDAD | CARGA MAX | VELOCIDAD DE LA PRUEBA | FUERZA DE SUJECION | METODO DE DETERMINACION DE LA PRUEBA |
| 1 | 11.0 | 2520 | CONSTANTE | ERICHSEN |
| APARIENCIA: SE LE FORMO LA CORONA COMO SE HABIA PLANEADO, TODO CUMPLIO CON LO PREVISTO |
CUESTIONARIO
1. ¿Que es la ductilidad?
Es la propiedad que permite la deformación permanente del material metálico antes de la fractura cuando se somete a algún esfuerzo.
2. Mencione los ensayes mecánicos en los cuales esta implicada la ductilidad, y como se mide.
-
Ensayo Dinámico: Se aplica la carga muy rápidamente.
-
Ensayo Estático: Se aplica la carga lentamente.
-
Ensayo de Larga Duración: La carga se sostiene durante largo tiempo.
3. ¿Que es un embutido y en que consiste?
El embutido es uno de los procedimientos más comunes para la elaboración de piezas huecas, con la aplicación de la fuerza de un punzon a la porcion central del metal, este estirara al metal al interior de una cabidad abierta en un dado para diversas aplicaciones que van desde el hogar, la oficina y en la industria en general.
El procedimiento consiste en lo siguiente:
Las piezas recortadas o discos a emplear se disponen en el asiento o anillo de centrado, fijado a la matriz de embutir, con la finalidad de centrar el disco en el proceso de embutición. Un dispositivo pisador aprieta el disco contra la matriz de embutir con la finalidad de que no se produzcan pliegues. El punzón de embutir al bajar estira el material sobre los bordes rebordeados de la matriz, de modo que se produzca una pieza hueca. El desplazamiento de todos los cristales en que esta constituido el material a embutir es radical en toda su magnitud. Cada uno de los cristales del material se desplaza, en la medida de que este se desliza en la abertura entre el punzón y la matriz.
4. Mencione las principales pruebas de ductilidad para evaluar procesos de estampado o embutido en láminas metálicas, y su finalidad de cada una de ellas.
La prueba Erichsen aplica la fuerza con un pentrador de 22 mm a una probeta
Y la prueba Olsen, aplica la fuerza con un pentrador de 7/8 a un probeta
5. En que consiste la prueba de ductilidad Erichsen
En la aplicación de la fuerza con un penetrador de 22 mm a una probeta normalizada hasta llegar al punto de fractura
6. Mencione los factores que influyen en un ensayo de acopamiento mediante embutido y como aplicaría su evaluación en un proceso de manufactura.
La velocidad de penetración, la lubricación aunque no se ralizo y el tipo de probeta
Con este tipo de pruebas podemos determinar el punto maximo de un material y asi poder ve si cumple con la especificaciones solocitadas
7. ¿Qué es el punto final de prueba en un ensayo de acopamiento?
Es el punto exacto donde la pieza esta a punto de fracturarse y se da como finalizada la prueba de ductilidad.
8. De acuerdo a la norma DIN 50101, mencione los rangos de aplicación, dimensiones y condición que debe reunir una probeta para un ensayo de acopamiento.
Prueba de metales, la prueba de acopaminto Erichsen en hoja y tira de metal debe tener un ancho de 90 mm y un espesor de 0.2 mm hasta 2 mm
9. De acuerdo a la norma DIN 50101-2, mencione las condiciones generales que debe reunir la maquina para ensayos de acopamiento.
Prueba de metales, la prueba de acopamiento Erichsen en hoja y tira de metal debe tener un ancho de 90 mm y un espsero de 2 mm hasat 3 mm
10. Mencione y explique la información que debe contener un reporte normalizado de prueba de copa Erichsen.
Datos genrales del ensayo:
Tipo de ensayo, material de la probeta o altura de copa, dimension de la la probeta, diámetro del pentrador, calibre de la probeta, numero de ensayos, metodo de sujeción, tipo de lubricante, temperatura de prueba.
Datos reales del ensayo
Num de ensayo, profundidad o altura de copa, carga máxima, velocidad de prueba, fuerza de sujeción, metodo de determinación del punto final , apariencia de la probeta antes y después del ensayo
11. ¿Qué significado tiene las siglas NIST?
National Institute of Standards and Technology
CONCLUSIONES
-
Con este proceso determinamos los limites de un material
-
Podemos determinar el cuales el limte de fractura de un material
-
Los datos de la norma se deben realizar deacuerdo ala misma, ppara que se puedan obtener los resultados deseados
BIBLIOGRAFIA
MATERIALES Y PROCESOS DE FRABRCACION
SEG EDICION
AUTOR: PAUL DE GARMO
EDITORIAL REVERTE
WWW.RINCONDELVAGO/DUCTILIDAD.COM
WWW.GOOGLE/RESISTENCIADEMATERIALES.ARG
WWW.ASTMCUPPINGMACHINE/NOTES/SOURCES..
http://materiales.eia.edu.co/laboratorios/traccion/ensayo_de_traccion1.htm
Descargar
| Enviado por: | EL PIQUE |
| Idioma: | castellano |
| País: | México |
Todos los derechos reservados.