Industria y Materiales
Acero
INTRODUCCIÓN
A traves de la historia el hombre a tratado de mejorar las materias primas, añadiendo materiales tanto orgánicos como inorgánicos, para obtener los resultados ideales para las diversas construcciones.
Dado el caso de que los materiales mas usados en la construcción no se encuentran en la naturaleza en estado puro, por lo que para su empleo hay que someterlos a una serie de operaciones metalúrgicas cuyo fin es separar el metal de las impurezas u otros minerales que lo acompañen. Pero esto no basta para alcanzar las condiciones optimas, entonces para que los metales tengan buenos resultados, se someten a ciertos tratamientos con el fin de hacer una aleación que reúna una serie de propiedades que los hagan aptos para adoptar sus formas futuras y ser capaces de soportar los esfuerzos a los que van a estar sometidos.
El acero como material indispensable de refuerzo en las construcciones, es una aleación de hierro y carbono, en proporciones variables, y pueden llegar hasta el 2% de carbono, con el fin de mejorar algunas de sus propiedades, puede contener también otros elementos. Una de sus características es admitir el temple, con lo que aumenta su dureza y su flexibilidad.
En las décadas recientes, los ingenieros y arquitectos han estado pidiendo continuamente aceros cada vez mas resientes, con propiedades de resistencia a la corrección; aceros mas soldables y otros requisitos. La investigación llevada a cabo por la industria del acero durante este periodo ha conducido a la obtención de varios grupos de nuevos aceros que satisfacen muchos de los requisitos y existe ahora una amplia variedad cubierta gracias a las normas y especificaciones actuales.
El acero es una aleación de hierro con carbono en una proporción que oscila entre 0,03 y 2%. Se suele componer de otros elementos, ya inmersos en el material del que se obtienen. Pero se le pueden añadir otros materiales para mejorar su dureza, maleabilidad u otras propiedades.
Las propiedades físicas de los aceros y su comportamiento a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su distribución. Antes del tratamiento térmico, la mayoría de los aceros son una mezcla de tres sustancias, ferrita, perlita, cementita. La ferrita, blanda y dúctil, es hierro con pequeñas cantidades de carbono y otros elementos en disolución. La cementita es un compuesto de hierro con el 7% de carbono aproximadamente, es de gran dureza y muy quebradiza. La perlita es una mezcla de ferrita y cementita, con una composición específica y una estructura características, sus propiedades físicas con intermedias entre las de sus dos componentes. La resistencia y dureza de un acero que no ha sido tratado térmicamente depende de las proporciones de estos tres ingredientes. Cuanto mayor es el contenido en carbono de un acero, menor es la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8% de carbono, está por compuesto de perlita. El acero con cantidades de carbono aún mayores es una mezcla de perlita y cementita.
1. HISTORIA
Antes de 3000 A.C.
Se descubre el fuego.
Aparece la minería, la metalurgia.
Se descubren los siguientes elementos: cobre, carbono, oro, hierro meteórico, plomo, mercurio, plata, azufre, estaño, zinc
El oro es extraído de los depósitos aluviales
El cobre, estaño, plomo y zinc son reducidos de sus menas por fundición.
Bronce
Vaciado de metales en moldes y forjado.
3,000 - 600 A.C.:
El oro se recupera por concentración gravimétrica
Fundición por el método de la cera perdida (Egipto 2,500 años A.C.)
Se produce hierro forjado (2500 años A.C.).
Se obtiene el acero por forja.
La fecha mas exacta en la humanidad descubrió la técnica de fundir material férrico para producir metal utilizable no es conocida. Los instrumentos férricos mas antiguos conocidos descubiertos por arqueólogos en Egipto en el año 3000AC y aun antes se usaron ornamentos férricos; se buscaba el endurecimiento de armas férricas por medio de variaciones de calor la cual era una técnica avanzada en el año 1000AC y fue dada a conocer por los Griegos.
Las primeras aleaciones férricas fueron producidas por obreros aproximadamente hasta el siglo 14 DC, y este seria clasificado hoy como hierro forjado. Estas aleaciones fueron hechas calentando una masa de material férrico y carbón de leña en un horno que tenia una cubierta rígida, bajo este tratamiento el material se redujo a la esponja de hierro metálico en forma de escoria, compuesta por impurezas metálicas y cenizas del carbón de leña. Esta esponja de hierro se alejada del horno incandescente, mientras la escoria se
manejaba con trineos pesados, para así poder soldar y consolidar el hierro. El hierro producido en estas condiciones contenía 3% de partículas de escoria, y 0.1% de otras impurezas. De ves en cuando esta técnica de fabricación del hierro produjo, por accidente, un verdadero acero en lugar de hierro forjado. Los herreros aprendieron a hacer acero calentando hierro forjado y carbón de leña en arcilla embala para un periodo de varios días. Por este proceso el hierro absorbió bastante carbono para volverse un verdadero acero, el cual ténica mejores características que el hierro inicialmente.
Después del siglo 14 se mejoraron los hornos de fundimiento, aumentando el tamaño y el proyecto fue usado para forzar la combustión gasea a través de la carga en la cual se hacia la mezcla de materiales crudos. En estos hornos mas grandes, el material férrico en la parte superior del horno se redujo primero a hierro metálico y entonces adquirió mas carbono como resultado de los gases forzados a través de él por la combustión. El producto de estos hornos era un lingote de hierro, una aleación que se funde a una temperatura mas baja que el acero o el hierro forjado, luego este se refinaba para hacer acero.
En la fabricación moderna del acero se emplean hornos con combustión moderada que son una vil copia actualizada de los viejos hornos utilizados por los antiguos herreros. El proceso de refinamiento del hierro fundido con incorporadores de aire fue patentado por el Británico Henry Bessemer que desarrollo el horno Bessemer o Comversor en 1855. Desde los años sesenta se ha implementado el uso de hornos eléctricos, con pequeños molinos, que proporcionan el metal en pequeños trozos, estos molinos son un componente importante en la producción del acero americano.
“Para una mayor ampliación de esta, por favor observar el proceso de producción y obtención del acero, correspondiente al numeral 4.1”
2. PROPIEDADES DE LOS MATERIALES METÁLICOS
Las propiedades principales que un metal debe cumplir para ser utilizado indispensablemente en una construcción debe cumplir con las siguientes propiedades.
FUSIBILIDAD: Es la facilidad de poder dar forma a los metales, fundiéndolos y colocándolos en moldes.
FORJABILIDAD: Es la capacidad para poder soportar las variaciones de formas, en estado sólido o caliente, por la acción de martillos, laminadores o prensas.
MALEABILIDAD: Propiedad para permitir modificar su forma a temperatura ambiente en laminas, mediante la acción de martillado y estirado.
DUCTILIDAD: Es la capacidad de poderse alargar en longitudinalmente.
TENACIDAD: Resistencia a la ruptura al estar sometido a tensión.
FACILIDAD DE CORTE: Capacidad de poder separarse en trozos regulares con herramientas cortantes.
SOLDABILIDAD: Propiedad de poder unirse hasta formar un cuerpo único.
OXIDABILIDAD: Al estar en presencia de oxigeno, se oxidan formando una capa de oxido.
3. HIERRO
El hierro era conocido y utilizado para los propósitos ornamentable y para armas en edades prehistóricas; el espécimen mas temprano todavía existente es un grupo de cuentas férricas oxidadas encontradas en Egipto, en el año 4000AC. El termino arqueológico, edad férrica, solo aplicaba propiamente al periodo cuando se uso el hierro extensivamente para los propósitos utilitarios, como para herramientas, así como para la ornamentación.
Es un metal blando, dúctil y maleable cuyo peso especifico es de 7.86 y su punto de fusión es de 1500°C; antes de fundirse se reblandece y se puede trabajar. Todos los productos obtenidos con el hierro y sus aleaciones se denominan productos siderúrgicos. Para la obtención del hierro son necesarios minerales ferrosos y otras materias como fundentes y carbón. Los minerales de hierro mas importantes son: magnetita, oligisto, limonita y siderita.
Es el elemento esencial para la producción del acero, el cual esta compuesto en un 78% como mínimo de Fe, el hierro posee una gran cantidad de propiedades favorables para la construcción, y por ello después del concreto, es llamado como el esqueleto de las estructuras.
3.1 OBTENCIÓN:
Puede obtenerse hierro en estado sólido por el procedimiento de forjas cartalanas, que solo es aplicable en minerales muy ricos; se obtiene hierro dulce y también acera.
En la actualidad la obtención del hierro se efectúa en altos hornos cuyo perfil característico es el de los troncos de cono unidos por sus bases mayores la parte superior se denomina cuba y la parte inferior, atalaje, el producto obtenido es el arrabio o fundición, escorias y gases. Esta materia no es
utilizable, y es necesaria una nueva fusión para obtener el hierro dulce y la fundición propiamente dicha. Para la obtención del acero se emplean varios sistemas: becemer, siemens y tomas que tienden a volverlo a fundir, eliminando parte del carbono y añadiendo otras sustancias.
3.2 PROCESO DE PRODUCCIÓN
Este se produce generalmente en lingotes, los materiales básicos usados en la fabricación de este son el coque y el agua, el coque se quema como un combustible para calentar el horno a altas temperaturas, para generar la fundición del material férrico para darle fluidez y pureza, apto para el moldeo, para formar un fluido, el cual se introduce en los diferentes moldes con el fin de darle la forma de lingote, la cual es la forma mas conveniente para almacenar y transportar, pero estos sufren un cambio brusco de temperatura al añadirle agua, para darle cierto temple.
A principio de los años 90, la producción de Estados Unidos anual de materia férrica excedió en 56 millones de toneladas métricas. En el mismo periodo la producción mundial era casi de 920 millones de toneladas métricas. El valor estimado de materia utilizable producido en 1990 en los Estados Unidos estaba mas de $1.7mil millones.
3.3 PROPIEDADES
El hierro puro tiene una dureza que va de 4 a 5, es suave maleable y dúctil. Este es magnetizado fácilmente a temperaturas ordinarias; es difícil magnetizar a altas temperaturas (excedan 790°C), sometido a estas este pierde su propiedad magnética.
El metal existe en tres formas diferentes: ordinaria o alfha-hierro; gama-hierro; delta-hierro. Las propiedades físicas diferentes de todas las formas alotrópicas y la diferencia en la cantidad de carbono subida por cada una de las formas tocan en una parte importante en la formación, endurecido, y templado de acero.
Químicamente, el hierro es un metal activo. Combina los halógenos ( fluor, cloro, bromo...), azufre, fósforo, carbono, y sicona. Este reacciona con algunos ácidos perdiendo sus características, o en algunos casos llega a la corrección masiva. Generalmente al estar en presencia de aire húmedo, se corroe, formando una capa de oxido rojiza-castaño ( oxido férrico escamoso), la cual disminuye su resistencia y además estéticamente es desagradable.
3.4 USOS
El hierro puro preparado por la electrolisis de solución del sulfato férreo, ha limitado su uso. El hierro comercial invariablemente contiene cantidades pequeñas de carbono y otras impurezas que alteran sus propiedades físicas, que son mejoradas considerablemente por la suma extensa de carbono y otros elementos ligando. La gran mayoría del hierro se utiliza en formas procesadas, como hierro forjado, hierro del lanzamiento, y acero. El hierro puro comercialmente se usa para la producción de metal en plancha, galvanizado, y de electroimanes, los elementos de hierro son empleados para los propósitos medicinales en el tratamiento de anemia, cuando la cantidad de hemoglobina o el numero de los corpúsculos de sangres rojas en la sangre se baja. El hierro también se usa en tónicas. Pero Principalmente se usa en la fabricación del acero.
4. ACERO
Son aquellos productos ferrosos cuyo tanto porciento de carbono esta comprendido entre 0.05% y 1.7%; el acero endurece por el temple y una vez templado, tiene la propiedad de que si se calienta de nuevo y se enfría lentamente, disminuye su dureza. El acero funde entre los 1400 y 1500°C, y se puede moldear con mas facilidad que el hierro.
Aceros se pueden clasificar según se obtengan en estado sólido: ensoldados, batidos o forjados; o, en estado liquido, en hieroos o aceros de fusión y homogéneos. También se clasifican según su composición química, en aceros originarios, al carbono y especiales.
La proporción de carbono influye sobre las características del metal. Se distinguen dos grandes familias de acero: los aceros aleados y los no aleados. Existe una aleación cuando los elementos químicos distintos al carbono se adicionan al hierro según una dosificación mínima variable para cada uno de ellos.
Por ejemplo el 0.5% para el silicio, el 0.08% para el molibdeno, el 10.5% para el cromo. De esta manera una aleación del 17% de cromo mas 8% níquel constituye un acero inoxidable. Y por eso no hay un acero sino múltiples aceros.
4.1 PROCESO DE PRODUCCIÓN Y OBTENCIÓN
El acero se fabrica partiendo de la fundición o hierro colado; éste es muy impuro, pues contiene excesiva cantidad de carbono, silicio, fósforo y azufre, elementos que perjudican considerablemente la resistencia del acero y reducen el campo de sus aplicaciones.
La fabricación verdadera del acero se inició hacia 1856, cuando se introdujo en la siderurgia el empleo del convertidor Bessemer, consistente en un recipiente de gran capacidad y de forma de pera, de paredes de hierro y fondo provisto de numerosos orificios, a través de los cuales se hacía llegar una potente corriente de aire, que removía con violencia la masa de hierro colado fundido que llenaba el convertidor.
La reacción entre el oxígeno del aire y los componentes de la fundición era violentísima y tal el calor desarrollado dentro del convertidor que la masa de la fundición se mantenía líquida por sí misma. En la reacción indicada se combinaba la mayor parte del carbono, fósforo y azufre con el oxígeno del aire insuflado, pero no se eliminaba el silicio, lo que constituía un grave inconveniente, razón por la cual no podían utilizarse los minerales de hierro ricos en aquél.
Por otra parte, el primitivo convertidor Bessemer sólo podía utilizarse un reducido número de veces, pues la fundición líquida y a elevada temperatura atacaba las paredes de hierro del aparato, Estos inconvenientes fueron subsanados por el oficinista británico Thomas, quien logró afinar el hierro colado revistiendo las paredes internas del convertidor Bessemer con una mezcla de greda y dolomita pulverizada (carbonato de calcio y magnesio), y al mismo tiempo agregaba a la fundición un poco de cal viva, insuflando aire comprimido caliente por el fondo del aparato. El silicio y gran parte del manganeso contenidos en la fundición se queman con rapidez y el óxido de manganeso que se forma se combina con el silicio; el silicato manganoso funde con dificultad y flota sobre la masa incandescente líquida en forma de escoria, el carbonato arde a su vez y el fósforo se combina con la cal del revestimiento del convertidor y se forma fosfato cálcico básico, el cual flota también en forma de escoria (escories Thomas) sobre la masa líquida, y de la cual se separa con las escorias restantes. Posteriormente mejoraron el procedimiento de afinación del acero Martín, francés, y Siemens, alemán; que introdujeron en la siderurgia los hornos de sus respectivos nombres. En estos hornos, calentaba la fundición o hierro fundido en una atmósfera de gases de gasógeno y se le mezclan chatarra de acero viejo o de hierro dulce. Al alemán Krupp se le debe el método Industrial de obtención de aceros al crisol, que consiste en refundir el acero Martín-Siemens dentro de grandes crisoles fabricados con una mezcla de arcilla, grafito, coque y carbón vegetal en polvo, donde el acero se aflna y purifica más aún. Así se obtiene el acero fundido, empleado en la fabricación de herramientas de corte.
Más modernos aún son los aceros eléctricos, obtenidos en hornos eléctricos, en éstos se afina el acero obtenido en los hornos Martín-SiemenS, y se le recarbura con carbono puro o aglomerados de limaduras de hierro y carbón vegetal. Las propiedades del acero se modifican con relativa facilidad, calentándolo a temperatura próxima a 1.000 °C y sumergiéndolo con rapidez en agua, aceite o mercurio fríos (temple) se aumenta su elasticidad; si, por el contrario, se le calienta a elevada temperatura y se le deja enfriar lentamente (recocido) se obtiene acero menos elástico pero más tenaz y resistente al choque. El acero es una aleación de hierro y carbono, esto, es, un carburo de hierro, por eso no existe de él un tipo único; sus propiedades (tenacidad, elasticidad, etc.) varían según el contenido de carbono y la clase empleada en su fabricación (martensita, perlita, ferrita o hierro puro; también influye en él, el método seguido en su fabricación. Existen aceros duros, rápidos (resistentes a la lima), etc, el acero es de gran importancia a causa de las múltiples aplicaciones que recibe. Se pueden modificar sus propiedades aleándolo con otros metales; de este modo se obtienen los aceros especiales.
El acero líquido se elabora a partir del mineral (procedimiento de fundición) o de chatarras (procedimiento eléctrico).
A continuación, el acero líquido se solidifica por moldeo en una máquina de colada continua.
A la salida, se obtienen los SEMI-PRODUCTOS: barras de sección rectangular (desbastes) o cuadrada (tochos o palanquillas), que son las piezas en bruto de las formas finales.
Por último, las piezas en bruto se transforman en PRODUCTOS TERMINADOS mediante el laminado, y algunos de ellos se someten a tratamiento térmico. Más de la mitad de las planchas laminadas en caliente son relaminadas en frío y eventualmente reciben un revestimiento de protección anticorrosión.
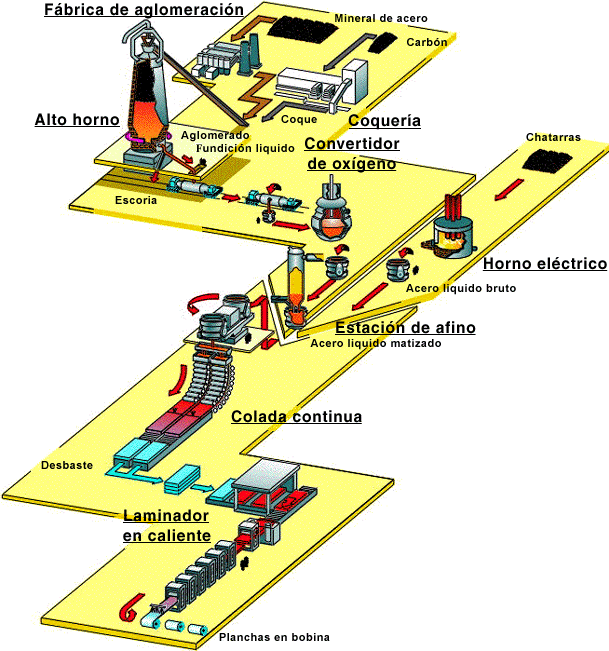
FÁBRICA DE AGLOMERACIÓN:
Para preparar el mineral de hierro: Éste se tritura y calibra en granos que se aglomeran (se aglutinan) entre ellos. El aglomerado así obtenido se compacta, cargándolo después en el alto horno junto con el coque. El coque es un potente combustible, que se obtiene como residuo sólido de la destilación de la hulla (una clase de carbón muy rico en carbono).
ALTO HORNO:
Se extrae el hierro de su mineral. El mineral y el coque sólidos se introducen por la parte superior del horno. El aire caliente (1200°C) inyectado en la base produce la combustión del coque (carbono casi puro). El óxido de carbono así formado reduce los óxidos de hierro, es decir, extrae su oxígeno, aislando el hierro de ese modo. El calor desprendido por la combustión funde el hierro y la ganga en una masa líquida en que la ganga, de menor densidad, flota sobre una mezcla a base de hierro, denominada "fundición". Los residuos formados por la ganga fundida (escorias) son aprovechados por otras industrias: construcción de carreteras, fabricación de cementos...
CONVERTIDOR DE OXÍGENO:

Aquí se convierte la fundición en acero. La fundición en fusión se vierte sobre un lecho de chatarra. Se queman los elementos indeseables (carbono y residuos) contenidos en la fundición, inyectando oxígeno puro. Se recuperan los residuos (escoria de acero). Se obtiene acero líquido "bruto", que se vierte en una cuchara. Se denomina acero bruto porque, en esa etapa, está todavía inacabado.
COQUERÍA:
El coque es un combustible obtenido mediante dostilación (gasificación de los componentes no deseados) de la hulla en el horno de la fábrica de coque. El coque es carbono casi en estado puro, dotada de una estructura porosa y resistente a la rotura. Al arder en el alto horno, el coque aporta el calor necesario para le fusión des mineral y los gases necesarios para su reducción.
PROCEDIMIENTO ELÉCTRICO:
La materia prima introducida en el horno puede incluir desde material en bruto (por ejemplo, piezas de maquinaria) debidamente seleccionado, hasta chatarra entregada en forma preparada, clasificada, triturada y calibrada con un contenido mínimo de hierro del 92%. La chatarra se funden en un horno eléctrico.
El ACERO LIQUIDO:
obtenido de esa manera, se somete a continuación a las mismas operaciones de afinado y de matización que en el procedimiento de fundición. La chatarra procede de envases desechados, edificaciones, maquinaria y vehículos desguazados o desechos de fundición o acero recuperados en la planta siderúrgica o de sus clientes transformadores. Cada matiz de acero requiere una elección rigurosa de la materia prima, especialmente en función de las "impurezas" que un metal determinado u otro mineral contenido en la chatarra pueda representar para un matiz.
ESTACIÓN DE AFINO:
Afino (descarburación) y adiciones químicas Las operaciones se producen en un recipiente al vacío, haciendo que gire el acero entre la cuchara y el recipiente con la ayuda de un gas inerte (argón). Se inyecta oxígeno a fin de activar la descarburación y calentar el metal. Este procedimiento permite una gran precisión en el ajuste de la composición química del acero ("matización").
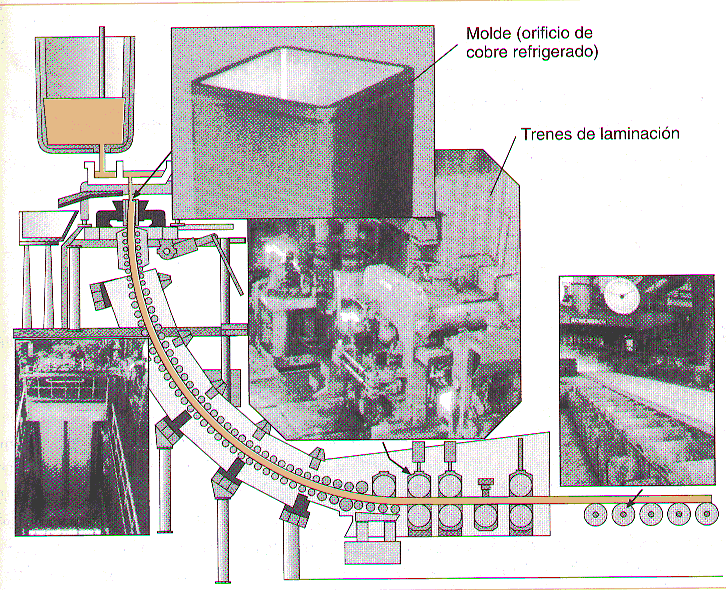
COLADA CONTINUA MOLDEO DE PIEZAS EN BRUTO (semiprocesados):
Aquí: moldeo de un desbaste. El acero fundido se vierte en continuo en un molde sin fondo. Al atravesar este molde, comienza a solidificarse en contacto con las paredes refrigeradas por agua. El metal moldeado baja, guiado por un conjunto de rodillos, y continúa enfriándose. Al llegar a la salida, está solidificado hasta el núcleo. En ese momento se corta inmediatamente en las longitudes deseadas.
4.2 MÉTODOS DE REFINAMIENTO
Los materiales básicos para la fabricación de lingotes de acero es material férrico coque y caliza. El coque se quema como un combustible para calentar el horno; cuando se quema el coque, este emite monóxido de carbono que se combina con los óxidos férricos, reduciéndolos a hierro metálico, esta es la reacción química básica en el horno de la explosión; tiene la ecuación: Fe2O3+3CO = 3CO2+2Fe. La caliza en el cargo del horno se usa como una fuente adicional de monóxido de carbono y como un flujo para combinar con el sílice infusible, para formar el silicato de calcio fusible. Sin la caliza, se formarían silicatos férricos, con una perdida resultante de hierro metálico. Los silicatos del calcio mas otras impurezas forman una escoria que flota en sima del metal fundido al fondo del horno.
Los lingotes de hierro ordinario son producidos por hornos de la explosión que contiene hierro aproximadamente en un 92%, carbono 3% o 4%, silicón 0.5% a 3%, manganeso 0.25% a 2.5%, fósforo 0.04% a 2%, y un rastro de azufre. Un horno de la explosión típico consiste en una cáscara de acero cilíndrica lineada con un terco que es cualquier sustancia no metálica como ladrillo refractario. La cáscara se adelgaza a la cima y el fondo es mas ancho a un cuarto de la distancia del fondo. La porción mas baja del horno se llamo antalage de alto horno, el cual esta provisto por varias aperturas tubulares o tulleres, donde la explosión aérea es forzada. Un agujero en la parte inferior del fondo del horno, es el encargado de evacuar las escorias, o impurezas que van a afectar las características del acero.
La cima del horno esta a aproximadamente a 27 metros, contiene aberturas para el escape de los gases y un par de depósitos redondos de alimentación, estos se controlan a través de válvulas campanudas, con las que se adecua la introducción de la carga al horno.
Un desarrollo importante en tecnología de horno de explosión, es el uso de hornos presurizados los cuales se introducieron después de la segunda guerra mundial. Estos consisten en acumulación de gases, y luego su pronta liberación, pero además de eso esta técnica hace posible la mejor combustión del coque y rendimiento mas alto del lingote de acero, además de ello el rendimiento aumenta en un 25%. También es indispensable para acelerar el proceso implementar al conjunto aire y oxigeno.
Cualquier escoria que pueda fluir del horno con el metal, se desnata fuera del horno, antes de que el fluido se introduzca en el recipiente.
En resumen el refinamiento consististe, el evacuar del acero a producir, todas la impurezas que puedan afectar a este. Se comienza con la evacuación de vapores o gases dañinos, y luego con las escorias, para así tener un acero de la calidad que uno desea.
4.3 ALEACIONES
Debido a que las aleaciones han venido ganando un gran campo de acción en la Ingeniería, podíamos conocer las propiedades que caracterizan a cada tipo de aleación. La resistencia no es la única característica que nos permite decidir si el elemento tendrá un desempeño optimo. Un desempeño satisfactorio depende también de la densidad, la resistencia a la corrosión y los efectos de la temperatura, así como también de las propiedades eléctricas y magnéticas. Como ejemplo consideremos algunas partes para las cuales son especialmente apropiadas ciertas aleaciones.
Aleaciones de aluminio: partes de aviones (alta resistencia en la relación con su peso)
Aleaciones de magnesio: fundiciones para aviones (compite con el aluminio)
Aleaciones de cobre: alambres eléctricos (alta conductividad)
Aleaciones de níquel: partes para turbinas de gas (alta resistencia a temperaturas elevadas).
Encontramos que más del 95% en peso de los metales de ingeniería, utilizados en los Estados Unidos cada año son aleaciones basadas en aluminio, magnesio, cobre hierro y níquel. De hecho, más del 85% es de la familia basada en el hierro y, a pesar de que los porcentajes para las aleaciones de magnesio y níquel son pequeños, estas tiene gran importancia y sería conveniente conocer algunas de las características principales de algunos tipos de aleaciones.
ALEACIONES MARTENSITICAS.
Contienen de 12 a 20% de cromo con cantidades controladas de carbono y otros aditivos. El tipo 410 es un miembro característico de este grupo. Esas aleaciones se pueden endurecer mediante el tratamiento térmico, con un aumento en la resistencia a la tracción de 550 a 1380 Mpa ( 80000 a 200000 lbf / in2 ). La resistencia a la corrosión es inferior a la de los aceros inoxidables austeniticos y los aceros martensíticos se utilizan en general en ambientes ligeramente corrosivos ( atmosférico, agua dulce y materiales orgánicos).
ALEACIONES INOXIDABLES VACIADAS.
Se utilizan mucho en bombas, válvulas y accesorios. Esas aleaciones vaciadas se designan según el sistema de Alloy Casting lnstitute (ACI). Todas las aleaciones resistentes a la corrosión tienen la letra C más otra letra (A aN) que denota el contenido creciente de níquel. Los números indican el contenido máximo de carbono. Aunque se puede hacer una comparación aproximada entre los tipos ACl y Los AISI, las composiciones no son idénticas y los análisis no se pueden utilizar en forma intercambiable. Las técnicas de fundición requieren un rebalanceo de Las composiciones químicas forjadas. Sin embargo, ¡a resistencia a la corrosión no se ve afectada por esos cambios de composición. Los miembros característicos de este grupo son CF- similar al acero inoxidable tipo 304; CF-8M, similar al tipo 316 CD-4M Cu, que tiene una resistencia mecánica al ácido nítrico, al sulfúrico y al fosfórico.
Además de los grados °C, hay una serie de grados resistentes al calor de aleaciones vaciadas ACl, que se identifican por su similitud con los grados de resistencia a la corrosión, excepto que la primera letra es H en vez de C. Es preciso mencionar también los aceros inoxidables de endurecimiento por precipitación (PH), que se pueden endurecer por medio de tratamientos térmicos a temperaturas moderadas. Muy fuertes y duros a las temperaturas elevadas, estos aceros tienen sólo una resistencia moderada a la corrosión. Un acero PH usual que contiene 17% Cr, 7% Ni 1.1% Al tiene una resistencia elevada, buenas propiedades ante la fatiga y buena resistencia al desgaste. Un número elevado de estos aceros, con composiciones variables, se encuentran disponibles comercialmente. En forma esencial contienen cromo y níquel con agentes agregados de aleación como cobre aluminio. berilio, molibdeno, nitrógeno y fósforo.
ALEACIONES MEDIAS
Un grupo de aleaciones en su mayor parte patentadas, con una resistencia ligeramente mejor a la corrosión que la de los aceros inoxidables se denominan aleaciones medias. Uno de ¡os miembros más populares de este grupo es la aleación 20, producida por ciertas compañías con diversos nombres comerciales. La aleación 20 se desarrollo originalmente para satisfacer la necesidad de un material con una resistencia al ácido sulfúrico superior a la de los aceros inoxidables.
Otros miembros del grupo de aleaciones medias son incoloy 825 y Hastelloy G-3. El lncoloy 825 forjado tiene 40% Ni, 21%Cr, 3% Mo y 2.25% Cu.
El Hastelloy 0-3 contiene 44% Ni, 22% Cr, 6.5% Mo y como máximo 0.05% C.
Estas aleaciones tienen una aplicación muy amplia en los sistemas de ácido sulfúrico. Debido a su alto contenido de níquel y molibdeno tienen mayor tolerancia a la contaminación por el ion cloruro que los aceros inoxidables estándares. El contenido de níquel disminuye el riesgo de fractura debido a la corrosión por esfuerzo. El molibdeno mejora la resistencia a la corrosión por grieta y a las picaduras.
ALEACIONES ALTAS
El grupo de materiales que se denominan aleaciones altas contienen porcentajes relativamente grandes de níquel. El Hastelloy B-2 contiene 61% Ni, y 28% Mo. Existen en la forma forjada y vaciada. El endurecimiento por trabajo presenta ciertas dificultades de fabricación y el maquinado es un poco más difícil que para el acero inoxidable del tipo 316. Se pueden utilizar métodos tradicionales de soldadura. La aleación tiene una resistencia desacostumbrada alta a todas las concentraciones de ácido clorhídrico. Las sales y los ácidos oxidantes corroen con rapidez el Hastelloy B-2; pero los álcalis y las soluciones alcalinas provocan pocos daños en él.
El Coloriste 2 tiene 63% Ni y 32% Mol y se asemeja al Hastelloy B-2. Existe sólo en forma vaciada, principalmente en válvulas y bombas. Se trata de una aleación dura, muy resistente a os choques mecánicos y térmicos. Se puede labrar con herramientas de punta de carburo y soldar con técnicas de arco metálico.
La Hastelloy 0-276 es una aleación basada en níquel que contiene cromo (15.5%), molibdeno (15.5%) y tungsteno (3%) como principales elementos de aleación. Solo se puede conseguir en la forma forjada. Esta aleación es una modificación baja en impurezas del Hastelloy C, que se puede conseguir en forma fundida. El bajo nivel de impurezas reduce substancialmente el riesgo de la corrosión en la precipitación de las superficies límites de los granos en las zonas afectadas por el calor de la soldadura. Esta aleación es resistente a las soluciones de cloruro fuertemente oxidaste, como el cloro húmedo y las soluciones de hipoclorito. Es una de las pocas aleaciones que son totalmente resistentes al agua de mar.
Hastelloy C-4 es una variación reciente, que es casi totalmente inmune a la corrosión ínter granular en las zonas afectadas por el calor de la soldadura.
Chlorimet 3 es una aleación que se consigue sólo en la forma fundida y es similar al Hastelloy C en su contenido de aleación y en resistencia a la corrosión.
lnconel 600 basado en 80% Ni. 16% Cr, 7% Fe, se debe mencionar también como aleación alta. No contiene molibdeno. El grado resistente a la corrosión se recomienda cara ambientes reductores-oxidantes, sobre todo a temperaturas elevadas. Cuando se calienta en el aíre, la aleación resiste la oxidación hasta 1100°C. La aleación es sobresaliente en su resistencia a la corrosión por gases cuando estos últimos están esencialmente libres de azufre.
Las aleaciones que se han citado son los ejemplos característicos de gran número de aleaciones altas patentadas de empleo en la industria química.
ACEROS DE BAJA ALEACIÓN Y ALTA RESISTENCIA.
Existen un gran número de aceros de alta resistencia, y baja aleación cubiertos por las normas ASTM bajo varios números. Además de contener carbono y manganeso, la resistencia de estos aceros se debe a que se usan como elementos de aleación al columbio, vanadio, cromo, silicio, cobre, níquel y otros. Estos aceros tienen límites de fluencia tan bajos como 42,000 psi (2,940 kg/cm2) y tan altos como 65,000 psi (4,550 kg/cm2). Estos aceros tienen mucha mayor resistencia a la corrosión que los aceros simples al carbón. En este grupo se incluyen el A529, A242, A440, A441, A572 y A588.
ACEROS ALEADOS TÉRMICAMENTE TRATADOS PARA LA CONSTRUCCIÓN
Estos aceros contienen elementos de aleación en mayor cantidad que los de baja aleación y alta resistencia y además se tratan térmicamente (por revenido y templado), para obtener aceros tenaces y resistentes. Se enlistan en las normas ASTM con la designación A514 y tienen limites de fluencia de 90,000 a 100,000 psi (6,300 a 7,030 kg/cm2) dependiendo del espesor.
Se dice que existen por ahora más de 200 tipos de acero en el mercado cuyo límite de fluencia está por encima de los 36,000 psi. La industria del acero experimenta con tipos cuyos esfuerzos de fluencia varían de 200,000 a 300,000 psi y esto es sólo el principio. Muchos investigadores de la industria piensan que al final de la década de los 70 se tengan en disponibilidad aceros de 500,000 psi de límite de fluencia. La fuerza teórica que liga o vincula átomos de hierro se ha estimado que está por encima de los 4000,000 psi.2
Aun cuando el precio del acero se incrementa con el aumento de su límite de fluencia, este incremento no es linealmente proporcional y puede resultar económica la utilización de estos aceros, a pesar de su costo, si el uso de ellos se realiza diseñándolos a sus máximos esfuerzos permisibles, a máxima eficiencia, sobre todo en piezas de tensión o tirantes, en vigas con patines impedidos de pandeo, columnas cortas (o de baja relación de esbeltez). Otra aplicación de estos aceros es frecuente en la llamada construcción híbrida, en donde se usan dos o más aceros de diferentes resistencias, los más débiles se colocan en donde los esfuerzos son bajos y los más resistentes en donde los esfuerzos son mayores.
Otros factores que pueden conducir al uso de aceros de alta resistencia, son los siguientes:
Superior resistencia a la corrosión.
Posible ahorro en costo de flete, montaje y cimentación, por su menor peso.
Uso de vigas poco aperaltadas (poca altura) que permiten entrepisos menores.
Posible ahorro en materiales de recubrimiento incombustible, ya que pueden utilizarse miembros más pequeños.
El primer pensamiento de la mayoría de los ingenieros al elegir el tipo de acero, es el costo directo de los elementos. Una comparación de costo puede hacerse fácilmente, pero la economía por el grado de acero a usar no se puede obtener a menos que se involucren: el peso, las dimensiones, deflexiones. costos de mantenimiento, fabricación, etc; hacer una comparación general exacta de los aceros es probablemente imposible la menos que se tenga un tipo específico de obra a considerar.
4.4 ACEROS ESTRUCTURALES
El acero al carbono es el más común, barato y aplicable de los metales que se emplean en la industria. Tienen una ductilidad excelente, lo que permite que se utilice en muchas operaciones de formado en frío. El acero también se puede soldar con facilidad.
Los grados de acero que se emplean comúnmente en las industrias de procesos químicos tienen una resistencia a la tracción dentro de 50000 a 70000 lbf / in2 con buena ductibilidad. Es posible alcanzar niveles de resistencia todavía mas altos con trabajo en frió, con aleaciones y con tratamiento térmico.
Los aceros de alta resistencia se utilizan mucho en proyectos de ingeniería civil. Los nuevos aceros, por lo general, los introducen sus fabricantes con marca registrada; pero un breve examen de sus composiciones, tratamiento térmico y propiedades suele permitir relacionarlos con otros materiales ya existentes.
Las clasificaciones generales permiten agrupar los aceros estructurales disponibles en la actualidad en cuatro categorías principales, algunas de las cuales tienen subdivisiones. Los aceros que utilizan el carbono como elemento principal en la aleación se llaman aceros estructurales al carbono.
Dos subcategorías de pueden agruparse dentro de la clasificación general de aceros. Los aceros con bajo contenido de aleación. Los aceros con bajo contenido de aleación tienen cantidades moderadas de uno o más elementos de aleación , aparte del carbono para desarrollar resistencias más altas que las de los aceros comunes al carbono. Los aceros al columbio vanadio son metales de elevada resistencia al límite de fluencia producidos con la adición de pequeñas cantidades de estos elementos a los aceros de bajo contenido de carbono.
En el mercado hay dos clases de aceros al carbono con tratamiento térmico para usos en la construcción. Los aceros al carbono con tratamiento térmico están disponibles bien en su condición estándar o enfriados y templados; su endurecimiento se logra a base del contenido de carbono. Los aceros de aleación con tratamiento térmico para construcción son aceros enfriados y templados que contienen cantidades moderadas de elementos de aleación además del carbono.
Otra categoría general, marenvejecido, son los aceros de bajo contenido de carbono en aleación con alto contenido de níquel. Estas aleaciones se someten a tratamiento térmico para madurar la estructura de hierro-níquel. Los aceros marenvejecidos tienen una característica particular debido a que son los primeros aceros de grado para construcción que en esencia, están libres de carbono. Su alta resistencia depende de por completo de otros elementos de aleación. Esta clase de acero posiblemente ha abierto la puerta al desarrollo de toda una nueva serie de aceros libres de carbono.
La comparación de la composición química en cuanto a carbono y otros elementos de aleación, pueden utilizarse para distinguir entre sí los aceros estructurales. La mayoría de los aceros estructurales, excepto los aceros martensíticos, contienen carbono en cantidades entre 0.10 y 0.28%. Los aceros más antiguos tienen pocos elementos de aleación y suelen clasificarse como aceros al carbono. Los aceros que contienen cantidades moderadas de elementos de aleación como los aceros martensíticos con 18% de níquel, se designan aceros con alto contenido de aleación. Las composiciones químicas específicas de los aceros estructurales clasificados se indican en las especificaciones de la ASTM. Las composiciones químicas típicas de otros aceros estructurales pueden obtenerse con los fabricantes.
En ocasiones se utiliza un sistema de numeración básica para describir el contenido de carbono y de aleación de los aceros. En el sistema de numeración del American Iron and Steel lnstitute (AlSl) para aceros con bajo contenido de aleación, los dos primeros indican el contenido de aleación y los dos últimos indican el contenido nominal de carbono en fracciones de 0.01%.
También están especificados: 0.40 a 0.60% Mn ( manganeso ), 0.040% P (fósforo) máximo. 0.040% S (azufre) máximo. 0.20 a 0.35% Si (silicio).
El tratamiento térmico puede utilizarse como otro medio de clasificación. Los antiguos aceros estructurales al carbono y los aceros de alta resistencia y bajo contenido de aleación no tienen tratamiento térmico específico, pero sus propiedades se controlan por el proceso de laminación en caliente. Los aceros para construcción y los aceros al carbono térmicamente tratados, recurren a un proceso de enfriamiento y templado para desarrollar sus propiedades de alta resistencia. Los aceros ASTM A514 se someten a tratamiento térmico con enfriamiento por inmersión en agua o aceite a no menos de 1650 °F, y luego, templado a no menos de 1100° F. Los aceros al carbono térmicamente tratados se someten a una secuencia similar de enfriamiento y temple: austenización, enfriamiento con agua, y luego, temple a temperaturas entre 1000° y 1300 °F.
Él tratamiento térmico típico para los aceros marenvejecidos comprende el recocido a 1500 °F durante una hora, enfriamiento con aire a la temperatura ambiente y maduración a 900 °F durante tres horas. El tratamiento de maduración para los aceros martensíticos puede variarse para obtener diferentes grados de resistencia.
4.4.1 PROPIEDADES DE LOS ACEROS ESTRUCTURALES
Las propiedades físicas de varios tipos de acero y de cualquier aleación de acero dada a temperaturas variantes depende principalmente de la cantidad del carbono presente y en como es distribuido en el hierro. Antes del tratamiento de calor la mayoría de los aceros tienen una mezcla de 3 sustancias, ferrita, pearlite, cementite. La ferrita es cantidades pequeñas que contienen ferricas de carbono y otros elementos de solución, es suave y dúctil. La cementite es un compuesto de hierro que contiene aproximadamente 7% del carbono, es sumamente quebradiso y duro. La pearlite es una mezcla intima de ferrita y cementite que tienen una composición especifica, y una estructura característica, y las características físicas se interponen entre los dos electores. La dureza depende de las variaciones de calor, y de las proporciones de los 3 ingredientes.
Para el tratamiento calorífico del acero se hace un proceso básico, que es el de endurecer el acero que consiste en la calefacción del metal a una temperatura a la que el austenite se forma, normalmente aproximadamente de 760 a 870 °C, y entonces se refresca bruscamente en agua o aceite.
Para comprender el comportamiento de las estructuras de acero, es absolutamente esencial que el diseñador esté familiarizado con las propiedades del acero. Los diagramas esfuerzo-deformación presentan una parte valiosa de la información necesaria para entender cómo será el comportamiento del acero en una situación dada. No pueden ser desarrollados métodos de diseño satisfactorios a menos que se cuente con información disponible correspondiente a las relaciones esfuerzo-deformación del material a utilizarse.
Si una pieza laminada de acero estructural se somete a una fuerza de tensión, comenzará a alargarse. Si la fuerza de tensión se incrementa en forma constante, el alargamiento aumentará constantemente, dentro de ciertos límites. En otras palabras, el alargamiento se duplicará si, por ejemplo, el esfuerzo aumenta de 6,000 a 12,000 psi (libras por pulgada cuadrada) (de 420 a 840 kg/cm2). Cuando el esfuerzo de tensión alcanza un valor aproximadamente igual a la mitad del esfuerzo en la ruptura, el alargamiento empezará a incrementarse en una proporción mayor que el correspondiente incremento de esfuerzo.
El mayor esfuerzo para el cual tiene aplicación la Ley de Hooke, o el punto más alto sobre la porción de línea recta del diagrama esfuerzo-deformación, es el llamado límite de proporcionalidad. El mayor esfuerzo que puede soportar el material sin ser deformado permanentemente es llamado límite elástico. En realidad, este valor es medido en muy pocas ocasiones y, para la mayor parte de los materiales de ingeniería, incluyendo el acero estructural, es sinónimo de límite de proporcionalidad. Por tal motivo, algunas veces se usa el término límite elástico de proporcionalidad.
Al esfuerzo que corresponde un decisivo incremento en el alargamiento o deformación, sin el correspondiente incremento en esfuerzo, se conoce por límite de fluencia. Este es también el primer punto, sobre el diagrama esfuerzo-deformación, donde la tangente a la curva es horizontal. Probablemente el punto de fluencia es para el proyectista la propiedad más importante del acero, ya que los procedimientos para diseñar elásticamente están basados en dicho valor (con excepción de miembros sujetos a compresión, donde el pandeo puede ser un factor). Los esfuerzos permisibles usados en estos métodos son tomados usualmente como una fracción (%) del límite de fluencia. Más allá de tal límite, existe una zona en la cual ocurre un considerable incremento en la deformación, sin incremento en el esfuerzo. La deformación que ocurre antes del punto de fluencia, se conoce como deformación elástica; la deformación que ocurre después del punto de fluencia, sin incremento en el esfuerzo, se conoce como deformación plástica. El valor total de esta última, es usualmente de diez a quince veces el valor de la deformación elástica total.
Podría suponerse que la fluencia del acero, sin incremento de esfuerzo, es una seria desventaja, pero actualmente es considerada como una característica muy útil. A menudo ha desempeñado el admirable servicio de prevenir fallas debidas a omisiones o errores de diseño. Pudiera ser que un punto de la estructura de acero dúctil alcanzara el punto de fluencia, con lo que dicha parte de la estructura cedería localmente, sin incremento del esfuerzo, previniendo así una falla prematura. Esta ductilidad permite que los esfuerzos de la estructura de acero puedan reajustarse. Otro modo de describir este fenómeno es diciendo que los muy altos esfuerzos causados durante la fabricación, montaje o carga, tenderán a uniformarse y compensarse por sí mismos. También debe decirse que una estructura de acero tiene una reserva de deformación plástica que le permite resistir sobrecargas y choques súbitos.
Si no tuviera esa capacidad, podría romperse bruscamente, como sucede con el vidrio y otras sustancias semejantes.
Siguiendo a la deformación plástica, existe una zona donde es necesario un esfuerzo adicional para producir deformación adicional, que es llamada de endurecimiento por deformación (acritud). Esta porción del diagrama no es muy importante para el diseñador actual. Un diagrama esfuerzo-deformación para acero dulce estructural, que es bien conocido. Sólo se muestra la parte inicial de la curva por la gran deformación que ocurre antes de la falla. En la falla de los aceros dulces, las deformaciones totales son del orden de 150 a 200 veces las deformaciones elásticas. En realidad, la curva continuará hasta el esfuerzo correspondiente a la resistencia final y luego descenderá, “le saldrá cola”, antes de la ruptura. Se presenta una aguda reducción (llamada “estrangulamiento”, cuello o extricción), en la sección transversal del miembro, seguida de la ruptura.
La curva esfuerzo-deformación es una curva típica de un acero usual dúctil de grado estructural y se supone que es la misma para miembros en tensión o en compresión. (Los miembros en compresión deben ser cortos, ya que si son largos la compresión tiende a pandearlos lateralmente, y sus propiedades se ven afectadas grandemente por los momentos flexionantes.) La forma del diagrama varía con la velocidad de carga, el tipo de acero y la temperatura. Se muestra, con línea interrumpida, una variación del tipo mencionado, indicándose el límite superior de fluencia. Esta forma de la curva esfuerzo-deformación, es el resultado de aplicar rápidamente la carga al acero estructural laminado, en tanto que el límite inferior de fluencia corresponde a carga aplicada lentamente.
Una propiedad muy importante de una estructura que no haya sido cargada más allá de su punto de fluencia, es que recuperará su longitud original cuando se le retire la carga. Si se hubiere llevado más allá de este punto, sólo alcanzaría a recuperar parte de su dimensión original. Este conocimiento conduce a la posibilidad de probar una estructura existente mediante carga, descarga y medición de deflexiones. Sí después de que las cargas se han retirado, la estructura no recobra sus dimensiones originales, es porque se ha visto sometida a esfuerzos mayores que su punto de fluencia.
El acero es un compuesto que consiste casi totalmente de hierro (normalmente más de 98%). Contiene también pequeñas cantidades de carbono, sílice, manganeso, azufre, fósforo y otros elementos. El carbono es el material que tiene mayor efecto en las propiedades del acero. La dureza y resistencia aumentan a medida que el porcentaje de carbono se eleva, pero desgraciadamente el acero resultante es más quebradizo y su soldabilidad disminuye considerablemente. Una menor cantidad de carbono hace al acero más suave y más dúctil pero también menos resistente. La adición de elementos tales como cromo, sílice y níquel produce aceros considerablemente más resistentes. Estos aceros, por lo tanto, son apreciablemente más costosos y a menudo no son fáciles de elaborar.
Un diagrama típico de esfuerzo-deformación para un acero frágil; Tal material muestra muy poca deformación permanente al fracturarse. Desgraciadamente, la baja ductibilidad o fragilidad es una propiedad asociada comúnmente con las altas resistencias de los aceros (aunque no necesariamente limitada a aceros de alta resistencia). Es de desearse el tener tanta resistencia, como ductibilidad en el acero, pero el diseñador habrá de decidir entre estos dos extremos o por un término medio conveniente. Un acero frágil puede fallar repentinamente por sobrecarga, o durante el montaje es posible la falla debido a impacto por golpes durante el proceso de erección o montaje.
En las estructuras de acero diseñadas en el pasado, y en la mayoría de las que actualmente se diseñan, se han usado y usan los llamados métodos de diseño elástico. El diseñador estima la “carga de trabajo”, o cargas que la estructura posiblemente deba soportar, y dimensiona los miembros, sobre la base de ciertos esfuerzos permisibles. Estos esfuerzos permisibles son usualmente una fracción del esfuerzo en el límite de fluencia del acero. Aunque el término “diseño elástico” es utilizado comúnmente para describir este procedimiento, los términos diseño por esfuerzo permisible o diseño por esfuerzo de trabajo son en definitiva más apropiados. Muchas de las estipulaciones de las especificaciones para este método se basan realmente en el comportamiento plástico o en la capacidad última, más que en el comportamiento elástico.
La ductibilidad del acero ha sido usada como una reserva de resistencia, y la utilización de este hecho constituye la base de la teoría conocida como el diseño plástico. En este método las cargas de trabajo se estiman y multiplican por ciertos factores y los miembros se diseñan basándose en las resistencias a la falla o al colapso. Se usan también otros nombres para este método como son: diseño al límite o diseño a la falta o a la ruptura. Aunque sólo unos cuantos centenares de estructuras se han diseñado en el mundo por los métodos del diseño plástico, los profesionales se están moviendo decididamente en ese sentido. Esta tendencia se refleja particularmente en las últimas especificaciones de la AISC.
El ingeniero diseñador está bien enterado de que la mayor porción de la curva esfuerzo-deformación queda más allá del límite elástico del acero. Además, las pruebas realizadas durante años, han puesto en claro que los aceros dúctiles pueden resistir esfuerzos apreciablemente mayores que los correspondientes a su límite de fluencia, y que en casos de sobrecargas, las estructuras hiperestáticas tienen la propiedad, feliz de redistribuir las cargas debido a la ductilidad del acero. Teniendo en cuenta esta información, se han hecho recientemente muchas proposiciones de diseño plástico. Es indudable que en algunos tipos de estructuras, el diseño por plasticidad conduce a la utilización más económica del acero, que la que se logra con el diseño por elasticidad.
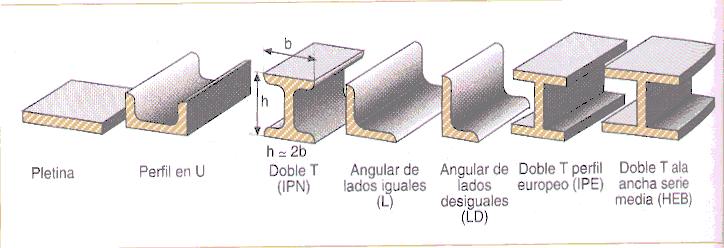
El acero estructural puede laminarse económicamente en una variedad de formas y tamaños sin un cambio apreciable de sus propiedades físicas. Normalmente los miembros mas ventajosos son aquellos que tienen grandes módulos de sección en proporción con sus áreas de sus secciones transversales. Las formas I, T, y canal, tan comúnmente usadas pertenecen a esta clase.
Los perfiles de acero se identifican por la forma de su sección transversal, como ejemplos están los ángulos, tes., zetas, y placas. Es necesario por tanto establecer una clara distinción entre las vigas estándar americanas ( vigas I ) y las vigas de patín ancho ( vigas W), ya que ambas tienen sección en I. El lado interno de los patines de una viga W, puede ser paralelo al lado externo, o casi paralelo, con una pendiente máxima de 1:20, en la superficie interior dependiendo del fabricante.
CLASIFICACIÓN DEL ACERO
Los aceros se clasifican en cinco grupos principales: aceros al carbono, aceros aleados, aceros de baja aleación ultra resistentes, aceros inoxidables y aceros de herramientas.
ACEROS AL CARBONO: El 90% de los aceros son aceros al carbono. Estos aceros contienen una cantidad diversa de carbono, menos de un 1,65% de manganeso, un 0,6% de silicio y un 0,6% de cobre. Con este tipo de acero se fabrican maquinas, carrocerías de automóvil, estructuras de construcción, pasadores de pelo, etc.
ACEROS ALEADOS: Estos aceros están compuestos por una proporción determinada de vanadio, molibdeno y otros elementos; además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono. Estos aceros se emplean para fabricar engranajes, ejes, cuchillos, etc.
ACEROS DE BAJA ALEACIÓN ULTRA RESISTENTES: Es la familia de aceros mas reciente de las cinco. Estos aceros son más baratos que los aceros convencionales debido a que contienen menor cantidad de materiales costosos de aleación. Sin embargo, se les da un tratamiento especial que hace que su resistencia sea mucho mayor que la del acero al carbono. Este material se emplea para la fabricación de vagones porque al ser más resistente, sus paredes son más delgadas, con lo que la capacidad de carga es mayor. Además, al pesar menos, también se pueden cargar con un mayor peso. También se emplea para la fabricación de estructuras de edificios.
ACEROS INOXIDABLES: Estos aceros contienen cromo, níquel, y otros elementos de aleación que los mantiene brillantes y resistentes a la oxidación. Algunos aceros inoxidables son muy duros y otros muy resistentes, manteniendo esa resistencia durante mucho tiempo a temperaturas extremas. Debido a su brillo, los arquitectos lo emplean mucho con fines decorativos. También se emplean mucho para tuberías, depósitos de petróleo y productos químicos por su resistencia a la oxidación y para la fabricación de instrumentos quirúrgicos o sustitución de huesos porque resiste a la acción de los fluidos corporales. Además se usa para la fabricación de útiles de cocina, como pucheros, gracias a que no oscurece alimentos y es fácil de limpiar.
ACEROS DE HERRAMIENTAS: Estos aceros se emplean para fabricar herramientas y cabezales de corte y modelado de maquinas. Contiene wolframio, molibdeno y otros elementos de aleación que le proporcionan una alta resistencia, dureza y durabilidad.
PROCESOS Y ACABADOS
Existen distintos tipos de acabados para el acero, por lo tanto tiene una salida al mercado de gran variedad de formas y de tamaños, como varillas, tubos, raíles de ferrocarril o perfiles en H o en T. Estas formas se obtienen en las instalaciones siderúrgicas laminado los lingotes calientes o modelándolos de algún otro modo. El acabado del acero mejora también su calidad al refinar su estructura cristalina y aumentar su resistencia.
El método principal de trabajar el acero se conoce como laminado en caliente. En este proceso, el lingote colado se calienta al rojo vivo en un horno denominado foso de termodifusión y a continuación se hace pasar entre una serie de rodillos metálicos colocados en pares que lo aplastan hasta darle la forma y tamaño deseados. La distancia entre los rodillos va disminuyendo a medida que se reduce el espesor del acero.
El primer par de rodillos por el que pasa el lingote se conoce como tren de desbaste o de eliminación de asperezas. Después del tren de devaste, el acero pasa a trenes de laminado en bruto y a los trenes de acabado que lo reducen a láminas con la sección transversal correcta. Los rodillos para producir raíles o ríeles de ferrocarril o perfiles en H, en T o en L tienen estrías para proporcionar la forma adecuada.
Los procesos de fabricación modernos requieren gran cantidad de chapa de
acero delgada. Los trenes o rodillos de laminado continuo producen tiras y láminas con anchuras de hasta 2,5m. Estos laminadores procesan con rapidez la chapa de acero antes de que se enfríe y no pueda ser trabaja. Las planchas de acero caliente de más de 10 cm de espesor se pasan por una serie de cilindros que reducen progresivamente su espesor hasta unos 0,1 cm y aumentan su longitud de 4 a 370 metros. Los trenes de laminado continuo están equipados con una serie de accesorios como rodillos de borde, aparatos de decapado o eliminación y dispositivos para enrollar de modo automático la chapa cuando llega al final del tren.
El sistema de colada continua, en cambio, produce una plancha continua de acero con un espesor inferior a 5 cm, lo que elimina la necesidad de trenes de desbaste y laminado en bruto.
TUBOS: Los tubos más baratos se forman doblando una tira plana de acero caliente en forma cilíndrica y soldando los bordes para cerrar el tubo. En los tubos más pequeños, los bordes de la tira suelen superponerse y se pasan entre un par de rodillos curvados según el diámetro externo del tubo. La presión de los rodillos es suficiente para soldar los bordes. Los tubos sin soldaduras se fabrican a partir de barras sólidas haciéndolas pasar entre un par de rodillos inclinados entre los que está situada una barra metálica con punta que perfora las barras y forma el interior del tubo mientras los rodillos forman el exterior.
TRATAMIENTO TÉRMICO DE LOS ACEROS
El proceso básico de endurecimiento de los aceros consiste en calentar el metal hasta una temperatura en la que se forma austenita, que suele ser entre 750 y 850 ºC, y enfriarlo rápidamente sumergiéndolo en agua o aceite. Este tratamiento de endurecimiento forma martensita y crea grandes tensiones internas en el metal. Para eliminar estas tensiones se emplea el temple que consiste en recalentar la pieza a una temperatura menor. Con este sistema se reduce la dureza y resistencia pero aumenta la ductilidad y la tenacidad.
El objetivo principal del proceso de tratamiento térmico en controlar la cantidad, tamaño, forma y distribución de las partículas de cementita contenidas en una ferrita, determinando así las propiedades físicas del acero.
Hay muchas variaciones del proceso básico. Los ingenieros metalúrgicos han descubierto que el cambio de austenita a martensita se produce en la ultima fase del enfriamiento y que este cambio esta acompañado de un aumento de volumen que en caso de que el enfriamiento sea demasiado rápido hace agrietarse al metal. Para evitar esto, se han desarrollado tres procesos distintos.
TEMPLADO PROLONGADO: El acero se retira del baño de enfriamiento cuando alcanza la temperatura en que comienza a formarse la martensita y se enfría lentamente mediante un chorro de aire.
El acero se retira del baño de enfriamiento en el mismo momento que en el templado prolongado y se coloca en un baño de temperatura constante hasta que alcanza una temperatura uniforme en su sección transversal. A continuación se enfría lentamente con aire desde los 300 ºC hasta la temperatura ambiente
AUSTEMPLADO: El material se enfría hasta la temperatura en la que se forma la martensita y se mantiene a esa temperatura hasta que acaba el proceso. A continuación se enfría a temperatura ambiente.
Hay otros métodos de tratamiento térmico para endurecer el acero.
Cementación: Las superficies de las piezas de acero terminadas se endurecen al calentarlas con compuestos de carbono o nitrógeno.
CARBURIZACIÓN: La pieza se calienta manteniéndola rodeada de carbón vegetal, coque o gases de carbono.
CIANURIZACIÓN: Se introduce el metal en un baño de sales de cianuro, logrando así que endurezca.
NITRURIZACIÓN: Se emplea para endurecer aceros de composición especial mediante su calentamiento en amoniaco gaseoso.
USOS
La estructura de la pirámide den Louvre, las latas de conserva, las plataformas petroleras, las camaras catalíticas, los clips de las oficinas, y los soportes de los circuitos integrados son de acero.
Una relación completa seria imposible: desde el objeto mas corriente hasta el instrumento mas sofisticado, desde lo microscopico ( piezas menores de un gramo en los micromotores de relojes eléctricos) hasta lo gigantesco ( cubas de metanero, capaces de alojar el volumen del arco del triunfo), el acero esta en el origen de la infinidad de productos elaborados por la industria humana.
EN LA CONSTRUCCIÓN DE PUENTES O DE EDIFICIOS
El acero puede tener múltiples papeles. Sirve para armar el hormigón, reforzar los cimientos, transportar el agua, el gas u otros fluidos.
Permite igualmente formar el armazón de edificios, sean estos de oficinas, escuelas, fabricas, residenciales o polideportivos. Y también vestirlos (fachadas, tejados).
En una palabra, es el elemento esencial de la arquitectura y de la estética de un proyecto.
EN EL SECTOR DE LA AUTOMOCIÓN
Este sector constituye el segundo mercado acero, después de la construcción y las obras publicas.
Chasis y carrocerías, piezas de motor, de la dirección o de la transmisión, instalaciones de escape, carcasas de neumáticos,.... el acero representa del 55 al 70% del peso de un automóvil.
EN LO COTIDIANO: LATAS, BOTES, BIDONES.
Numerosos envases son fabricados a partir de hojas de acero, revestidas en ambas caras de una fina capa de estaño que les hace inalterables.
Denominados durante largo tiempo “hierro blanco” (debido al blanco del estaño), los aceros para envase se convierten en latas de conserva o de bebidas y también en botes de aerosol para laca, tubos para carmín de labios, botes, y latas o bidones para pinturas, grasas, disolventes u otros productos que requieren un medio hermético de conservación.
EN EL CORAZÓN DE LA CONSERVACIÓN ALIMENTARÍA
El acero no aleado, llamado al carbono, requiere una protección contra la corrosión: una capa de zinc y pintura para la carrocerías de automóvil, una capa de estaño y barniz para las latas de conserva o de bebidas.
El inox, acero aleado al níquel y al cromo, puede permanecer desnudo: es inalterable en la masa. Platos, cazos, cuberterías.... el acero inoxidable resiste indefinidamente al agua y alos detergentes, es perfectamente sano y no altera ni el sabor ni el color de los alimentos.
EN LA COMUNICACIÓN
Los componentes electrónicos utilizados en la informática o en las telecomunicaciones, así como los elementos funcionales del tubo de los televisores en colero, son piezas delicadas con exigencias particulares: por ello, se fabrican en aleaciones adaptadas a cada coso.
EN LA ENERGÍA
El petróleo y la industria nuclear requieren infraestructuras, equipos y redes de conductos de fluidos muy específicos.
El acero se muestra como un material clave en este mundo que, como la industria químicas, debe hacer frente a numerosos desafíos: medios altamente corrosivos, altas temperaturas, condiciones mecánicas altamente exigentes.
EN LA SANIDAD
Inalterable y perfectamente neutro de cara al los tejidos humanos, el acero inoxidable es idóneo para convertirse en prótesis de cadera, rotulas, tornillos, pacas, bisturís..... Y hasta agujas, que se fabrican a partir de una hoja de acero inoxidable de 0.15 a 0.45 mm de grosor.
En fin el acero esta en todas partes, “En el numeral 4.6 en procesos y acabados, hay una pequeña ampliación de los maravillosos usos del acero”
5.CONCLUSIONES
El acero no es un material nuevo, se ha visto a través de la historia como se logro realizar esta aleación en el siglo XIX .
La fabricación del acero comenzó por accidente ya que los expertos en la materia intentando fabricar hierro calentaron excesivamente la masa y la enfriaron muy rápido obteniendo la aleación del acero en lugar de hierro.
El proceso que se necesita para lograr conseguir el acero y las complicaciones que tiene este proceso que es muy complejo. además las dificultades para lograr los diferentes tipos de acabados que se le pueden dar al acero.
Los sistemas de obtención del acero son muy variados dependiendo de la cantidad del acero a obtener.
La variedad de aceros es muy extensa dependiendo del método de fabricación y la cantidad de carbono que contenga.
Algunos tipos de acero pueden volverse a fundir de forma que contaminan menos al ser reciclados y vueltos a utilizar.
El uso del acero en la construcción es muy importante, ya que este es que le proporciona a las estructuras el refuerzo adicional, por ende es llamado el esqueleto de las estructuras.
La industria sobre el acero es muy extensa y a la vez es de mucha calidad, por eso es uno de los sectores que predomina en nuestro país desde hace mucho tiempo.
Existen hoy cerca de 3000 matices (composiciones químicas) catalogadas, sin contar aquellas que son creadas a media, todo lo cual contribuye a hacer que el acero sea el material mejor situado para afrontar los desafíos del futuro.
5. BIBLIOGRAFÍA
FERGUSON, Phil M. Teoría Elemental del Concreto Reforzado. México: C.E.C.S.A, 1976. 786p.
GONZÁLEZ CUEVAS. Oscar M. Aspectos Fundamentales del Concreto Reforzado. México: Limusa, 1977. 414p.
I.C.P.C. Normas Técnicas Colombianas sobre Hormigón, Cemento, Acero de Refuerzo, y agregados. Medellín: ICONTEC, 1975. 334p.
McCORMAC, Jack C. Diseño de Estructuras Metálicas. México: RSI, 1975. 789p.
PARKER, Harry. Ingeniería Simplificada para Arquitectos y Constructores. México: Limusa, 1972. 363p.
METAL DECK. Manual técnico. Bogota: ANDES. 73p.
INTERNET: www. altavista.com

Descargar
| Enviado por: | Javier Andrés Acevedo |
| Idioma: | castellano |
| País: | Colombia |
Todos los derechos reservados.